JP2017188549A - スピンエッチング方法及び装置並びに半導体ウェーハの製造方法 - Google Patents
スピンエッチング方法及び装置並びに半導体ウェーハの製造方法 Download PDFInfo
- Publication number
- JP2017188549A JP2017188549A JP2016075806A JP2016075806A JP2017188549A JP 2017188549 A JP2017188549 A JP 2017188549A JP 2016075806 A JP2016075806 A JP 2016075806A JP 2016075806 A JP2016075806 A JP 2016075806A JP 2017188549 A JP2017188549 A JP 2017188549A
- Authority
- JP
- Japan
- Prior art keywords
- etching
- wafer
- spin
- gull
- back surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005530 etching Methods 0.000 title claims abstract description 157
- 239000004065 semiconductor Substances 0.000 title claims abstract description 43
- 238000000034 method Methods 0.000 title claims abstract description 35
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000227 grinding Methods 0.000 claims abstract description 55
- 238000009826 distribution Methods 0.000 claims abstract description 17
- 241000272168 Laridae Species 0.000 claims abstract description 15
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 230000008569 process Effects 0.000 claims description 4
- 230000010355 oscillation Effects 0.000 claims description 3
- 238000002360 preparation method Methods 0.000 claims description 2
- 230000003014 reinforcing effect Effects 0.000 claims description 2
- 239000007788 liquid Substances 0.000 abstract description 9
- 235000012431 wafers Nutrition 0.000 description 116
- 230000000052 comparative effect Effects 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 238000004556 laser interferometry Methods 0.000 description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910017604 nitric acid Inorganic materials 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images








Abstract
Description
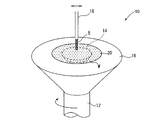
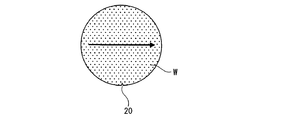
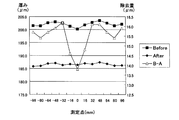
8インチのシリコン単結晶ウェーハをTAIKO研削によって裏面研削したウェーハを準備した。図3に示した直径方向(即ち、ノッチを下にして右から左に計測)に、前記ウェーハの裏面の面内を13点、レーザ干渉法を利用した厚み測定装置(浜松ホトニクス(株)製の厚み計、C11011-01)を用いて厚みを測定した。図1に示したスピンエッチング装置と同様の装置である三益半導体工業(株)製のMIMASU SPIN PROCESSORを用い、フッ酸及び硝酸をベースにした混酸のエッチング液を使用し、下記のエッチング条件にて、ノズルを揺動させて、前記ウェーハに対してスピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:900rpm、エッチング液流量:3L/分、ノズル揺動幅:±50mm(肉厚盛上り部の頂点での折り返し)、ノズル揺動速度:30mm/sec
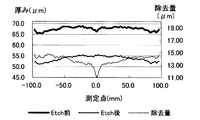
ノズル揺動幅の±50mmという意味は、ウェーハ中心から直径方向に+50mm及び−50mm揺動するようにした、という意味である。結果を表1及び図8に示す。表において、Timeはエッチング時間、Rateはエッチングレートの意味である。

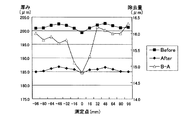
下記のエッチング条件とした以外は実施例1と同様にして、スピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:900rpm、エッチング液流量:3L/分、ノズル揺動幅:±50mm(肉厚盛上り部の頂点での折り返し)、ノズル揺動速度:60mm/sec
結果を表2及び図9に示す。
8インチのシリコン単結晶ウェーハをTAIKO研削によって裏面研削したウェーハを準備した。図3に示した直径方向(即ち、ノッチを下にして右から左に計測)に、前記ウェーハの裏面の面内を13点、レーザ干渉法を利用した厚み測定装置(浜松ホトニクス(株)製の厚み計、C11011-01)を用いて厚みを測定した。図1に示したスピンエッチング装置と同様の装置である三益半導体工業(株)製のMIMASU SPIN PROCESSORを用い、フッ酸及び硝酸をベースにした混酸のエッチング液を使用し、下記のエッチング条件にて、ノズルを揺動させて、前記ウェーハに対してスピンエッチングを行った。
<エッチング条件>
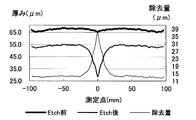
エッチング液温度:24℃、回転数:500rpm、エッチング液流量:3L/分、ノズル揺動幅:±40mm(肉厚盛上り部の範囲内での折り返し)、ノズル揺動速度:60mm/sec
結果を図10に示す。エッチング前のTTVは4.10μmであったのに対して、エッチング後のTTVは4.63μmであった。従って、TTVの差(改善量)は、−0.53μmであった。
下記のエッチング条件とした以外は実施例3と同様にして、スピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:500rpm、エッチング液流量:3L/分、ノズル揺動幅:±58mm(肉厚盛上り部の範囲内での折り返し)、ノズル揺動速度:60mm/sec
結果を図11に示す。エッチング前のTTVは3.90μmであったのに対して、エッチング後のTTVは3.85μmであった。従って、TTVの差(改善量)は、0.05μmであった。
下記のエッチング条件とした以外は実施例3と同様にして、スピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:500rpm、エッチング液流量:3L/分、ノズル揺動幅:±70mm(肉厚盛上り部の範囲内での折り返し)、ノズル揺動速度:60mm/sec
結果を図12に示す。エッチング前のTTVは3.56μmであったのに対して、エッチング後のTTVは4.41μmであった。従って、TTVの差(改善量)は、−0.95μmであった。
下記のエッチング条件とした以外は実施例3と同様にして、スピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:500rpm、エッチング液流量:3L/分、ノズル揺動幅:±80mm(肉厚盛上り部の範囲内での折り返し)、ノズル揺動速度:60mm/sec
結果を図13に示す。エッチング前のTTVは3.95μmであったのに対して、エッチング後のTTVは6.2μmであった。従って、TTVの差(改善量)は、−2.25μmであった。
ノズルをウェーハの中心に固定し、揺動させることなく下記のエッチング条件でエッチングを行った以外は、実施例3と同様にして、スピンエッチングを行った。
<エッチング条件>
エッチング液温度:24℃、回転数:500rpm、エッチング液流量:3L/分、ノズル揺動幅:±0mm
結果を図14に示す。エッチング前のTTVは3.74μmであったのに対して、エッチング後のTTVは26.73μmであった。従って、TTVの差(改善量)は、−22.99μmであった。
Claims (6)
- 半導体ウェーハを回転させ、前記半導体ウェーハの裏面に対して、エッチング液供給ノズルからエッチング液を滴下してなるスピンエッチング方法であり、
デバイス領域と前記デバイス領域を囲繞する外周囲繞領域とが表面に形成された半導体ウェーハの前記デバイス領域に対応する裏面を研削して前記外周囲繞領域に対応する裏面にリング状の補強部を形成するとともに前記デバイス領域に対応した裏面の領域に裏面凹部を形成するようにした裏面研削を行い、前記裏面研削後の裏面凹部内の断面表面形状分布がカモメ形状である、裏面研削後カモメ形状ウェーハを準備する工程と、
前記エッチング液供給ノズルを前記裏面の直径方向に所定の揺動幅で揺動させながらスピンエッチングを行うスピンエッチング工程と、を含み、
前記エッチング液供給ノズルが前記カモメ形状の肉厚盛上り部で折り返すように、前記裏面研削後カモメ形状ウェーハの裏面中心と前記カモメ形状の肉厚盛上り部との間で前記エッチング液供給ノズルを揺動せしめてなる、スピンエッチング方法。 - 前記エッチング液供給ノズルが前記カモメ形状の肉厚盛上り部の頂点で折り返すように、前記裏面研削後カモメ形状ウェーハの裏面中心と前記カモメ形状の肉厚盛上り部との間で前記エッチング液供給ノズルを揺動せしめてなる、請求項1記載のスピンエッチング方法。
- 前記半導体ウェーハが8インチウェーハの場合、所定の揺動幅が、前記半導体ウェーハの直径の中心を基点として±40〜±60mmである、請求項1又は2記載のスピンエッチング方法。
- 前記スピンエッチング工程が、予めエッチング前の前記裏面研削後カモメ形状ウェーハの裏面の表面形状分布を測定しておき、前記表面形状分布に応じて、少なくとも前記揺動幅を制御するようにした、請求項1〜3いずれか1項記載のスピンエッチング方法。
- 請求項1〜4いずれか1項記載のスピンエッチング方法に用いられるスピンエッチング装置であり、
回転可能に設置されかつ上面にウェーハ保持手段を有するスピンテーブルと、前記スピンテーブルの上面にエッチング液を供給する揺動可能なエッチング液供給ノズルと、を含む、スピンエッチング装置。 - 請求項1〜4いずれか1項記載のスピンエッチング方法によるエッチング工程を含む半導体ウェーハの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016075806A JP6646510B2 (ja) | 2016-04-05 | 2016-04-05 | スピンエッチング方法及び半導体ウェーハの製造方法 |
| TW106110847A TWI720170B (zh) | 2016-04-05 | 2017-03-30 | 旋轉蝕刻方法及半導體晶圓之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016075806A JP6646510B2 (ja) | 2016-04-05 | 2016-04-05 | スピンエッチング方法及び半導体ウェーハの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017188549A true JP2017188549A (ja) | 2017-10-12 |
| JP6646510B2 JP6646510B2 (ja) | 2020-02-14 |
Family
ID=60045718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016075806A Active JP6646510B2 (ja) | 2016-04-05 | 2016-04-05 | スピンエッチング方法及び半導体ウェーハの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6646510B2 (ja) |
| TW (1) | TWI720170B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065218A1 (ja) | 2017-09-28 | 2019-04-04 | 株式会社小糸製作所 | センサシステム |
| WO2021085160A1 (ja) * | 2019-10-30 | 2021-05-06 | 株式会社Screenホールディングス | 基板処理方法 |
| WO2022270129A1 (ja) * | 2021-06-24 | 2022-12-29 | 東京エレクトロン株式会社 | 基板処理方法及び基板処理システム |
| WO2023219026A1 (ja) * | 2022-05-13 | 2023-11-16 | 東京エレクトロン株式会社 | 基板処理方法及び基板処理システム |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004335923A (ja) * | 2003-05-12 | 2004-11-25 | Sony Corp | エッチング方法およびエッチング装置 |
| JP2005014119A (ja) * | 2003-06-24 | 2005-01-20 | Noritake Co Ltd | 高平面度加工方法および高平面度加工装置 |
| JP2007059949A (ja) * | 1999-09-20 | 2007-03-08 | Shin Etsu Handotai Co Ltd | 半導体ウェーハの製造方法 |
| JP2009259941A (ja) * | 2008-04-15 | 2009-11-05 | Fuji Electric Device Technology Co Ltd | 半導体装置の製造方法 |
| JP2010199336A (ja) * | 2009-02-25 | 2010-09-09 | Disco Abrasive Syst Ltd | ワーク加工方法およびワーク加工装置 |
| JP2011134797A (ja) * | 2009-12-22 | 2011-07-07 | Sumco Corp | 枚葉式エッチング装置及び方法 |
| JP2014127618A (ja) * | 2012-12-27 | 2014-07-07 | Disco Abrasive Syst Ltd | 板状物の加工方法 |
| JP2015223636A (ja) * | 2014-05-26 | 2015-12-14 | 株式会社ディスコ | 研削研磨装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4906445B2 (ja) * | 2006-09-01 | 2012-03-28 | 株式会社ディスコ | ウエーハの加工方法 |
-
2016
- 2016-04-05 JP JP2016075806A patent/JP6646510B2/ja active Active
-
2017
- 2017-03-30 TW TW106110847A patent/TWI720170B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007059949A (ja) * | 1999-09-20 | 2007-03-08 | Shin Etsu Handotai Co Ltd | 半導体ウェーハの製造方法 |
| JP2004335923A (ja) * | 2003-05-12 | 2004-11-25 | Sony Corp | エッチング方法およびエッチング装置 |
| JP2005014119A (ja) * | 2003-06-24 | 2005-01-20 | Noritake Co Ltd | 高平面度加工方法および高平面度加工装置 |
| JP2009259941A (ja) * | 2008-04-15 | 2009-11-05 | Fuji Electric Device Technology Co Ltd | 半導体装置の製造方法 |
| JP2010199336A (ja) * | 2009-02-25 | 2010-09-09 | Disco Abrasive Syst Ltd | ワーク加工方法およびワーク加工装置 |
| JP2011134797A (ja) * | 2009-12-22 | 2011-07-07 | Sumco Corp | 枚葉式エッチング装置及び方法 |
| JP2014127618A (ja) * | 2012-12-27 | 2014-07-07 | Disco Abrasive Syst Ltd | 板状物の加工方法 |
| JP2015223636A (ja) * | 2014-05-26 | 2015-12-14 | 株式会社ディスコ | 研削研磨装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065218A1 (ja) | 2017-09-28 | 2019-04-04 | 株式会社小糸製作所 | センサシステム |
| WO2021085160A1 (ja) * | 2019-10-30 | 2021-05-06 | 株式会社Screenホールディングス | 基板処理方法 |
| TWI738548B (zh) * | 2019-10-30 | 2021-09-01 | 日商斯庫林集團股份有限公司 | 基板處理方法 |
| JP7376317B2 (ja) | 2019-10-30 | 2023-11-08 | 株式会社Screenホールディングス | 基板処理方法 |
| WO2022270129A1 (ja) * | 2021-06-24 | 2022-12-29 | 東京エレクトロン株式会社 | 基板処理方法及び基板処理システム |
| WO2023219026A1 (ja) * | 2022-05-13 | 2023-11-16 | 東京エレクトロン株式会社 | 基板処理方法及び基板処理システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6646510B2 (ja) | 2020-02-14 |
| TWI720170B (zh) | 2021-03-01 |
| TW201802929A (zh) | 2018-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108369895B (zh) | 单晶半导体晶片和用于生产半导体晶片的方法 | |
| JP2017188549A (ja) | スピンエッチング方法及び装置並びに半導体ウェーハの製造方法 | |
| US8772177B2 (en) | Semiconductor wafer and method of producing the same | |
| JP6045542B2 (ja) | 半導体ウェーハの加工方法、貼り合わせウェーハの製造方法、及びエピタキシャルウェーハの製造方法 | |
| TW201013770A (en) | Method for polishing a semiconductor wafer | |
| CN110010458B (zh) | 控制半导体晶圆片表面形貌的方法和半导体晶片 | |
| US8952496B2 (en) | Semiconductor wafer and method of producing same | |
| JP5867377B2 (ja) | 円筒研削機および単結晶ウエーハの製造方法 | |
| JP2006190703A (ja) | エピタキシャルウェーハの製造方法及びエピタキシャルウェーハ | |
| TWI640033B (zh) | Method for manufacturing germanium wafer on insulator | |
| JP2007208074A (ja) | 半導体装置の製造方法 | |
| JP6197752B2 (ja) | ウェーハの研磨方法 | |
| JP6432497B2 (ja) | 研磨方法 | |
| JP2005217410A (ja) | 半導体ウェハを製造する方法 | |
| US20150044783A1 (en) | Methods of alleviating adverse stress effects on a wafer, and methods of forming a semiconductor device | |
| JP6649135B2 (ja) | ウェハ加工装置及びウェハ加工方法 | |
| JP6525046B1 (ja) | 半導体ウェーハの製造方法 | |
| CN106926111A (zh) | 一种用于加工硅环的游轮片及加工方法 | |
| KR101453683B1 (ko) | 웨이퍼 에지 연마 장치 및 웨이퍼 에지 연마 방법 | |
| JP2021077819A (ja) | ウェーハの加工方法 | |
| JP2011134797A (ja) | 枚葉式エッチング装置及び方法 | |
| JP6972184B2 (ja) | 半導体ウェハを処理するための方法、制御システムおよびプラント、ならびに半導体ウェハ | |
| JP2002043257A (ja) | ワークの研磨方法 | |
| JP5026356B2 (ja) | 拡散ウェーハの製造方法 | |
| TWI493611B (zh) | 雷射切割的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6646510 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |