JP2017177785A - 熱成形用積層シート及び容器 - Google Patents
熱成形用積層シート及び容器 Download PDFInfo
- Publication number
- JP2017177785A JP2017177785A JP2016073565A JP2016073565A JP2017177785A JP 2017177785 A JP2017177785 A JP 2017177785A JP 2016073565 A JP2016073565 A JP 2016073565A JP 2016073565 A JP2016073565 A JP 2016073565A JP 2017177785 A JP2017177785 A JP 2017177785A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- laminated sheet
- foamed
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Bag Frames (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】ポリスチレン系樹脂、及びポリオレフィン系樹脂から選択される少なくとも1種の樹脂を含有する発泡層10と、発泡層10の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層20とを備え、非発泡層20はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する、熱成形用積層シート1。好ましくは発泡層10と非発泡層20との間に着色層を有する熱成形用積層シート1。非発泡層20に含まれるポリオレフィン系樹脂がポリプロピレン系樹脂(PP)とポリエチレン系樹脂(PE)とを質量比で(PP:PE)=55:45〜75:25であることが好ましい熱成形用積層シート1。
【選択図】図1
Description
[1]ポリスチレン系樹脂、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する発泡層と、前記発泡層の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層とを備え、
前記非発泡層はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する、熱成形用積層シート。
[2]前記発泡層と前記非発泡層との間に着色層を有する、[1]に記載の熱成形用積層シート。
[3]前記非発泡層における前記ポリオレフィン系樹脂が、ポリプロピレン系樹脂と、ポリエチレン系樹脂とを含有し、ポリプロピレン系樹脂:ポリエチレン系樹脂で表される質量比が、55:45〜75:25である、[1]又は[2]に記載の熱成形用積層シート。
[4]ポリスチレン系樹脂、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する発泡層と、前記発泡層の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層とを備え、
前記非発泡層はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する、容器。
[5]電子レンジ用である、[4]に記載の容器。
本発明の熱成形用積層シート(以下単に「積層シート」ともいう。)は、発泡層と、前記発泡層の一方の面に設けられた非発泡層とを備える。
図1の積層シート1は、発泡層10と、発泡層10の一方の面に設けられた非発泡層20とを備える。積層シート1は、二層構造である。
なお、図1は、厚さ方向が拡大され、図示されている。
発泡層は、樹脂組成物が発泡されてなる。樹脂組成物は、樹脂と発泡剤とを含有する。樹脂として、ポリスチレン系樹脂及びポリオレフィン系樹脂からなる群から選択される少なくとも1種を含む。
ポリスチレン系樹脂としては、スチレン系単量体に基づく構成単位が、前記ポリスチレン系樹脂の全構成単位に対して50質量%以上含まれるものが好ましく、70質量%以上含まれるものがより好ましく、80質量%以上含まれるものがさらに好ましい。
また、ポリスチレン系樹脂の質量平均分子量は、20万〜40万が好ましく、24万〜40万がより好ましい。前記質量平均分子量は、GPC(ゲルパーミエーションクロマトグラフィー)により測定した値を、標準ポリスチレンによる較正曲線に基づき換算した値である。
また、ポリスチレン系樹脂として、ゴム成分を含むハイインパクトポリスチレンが用いられてもよい。
なお、本明細書において、(メタ)アクリル酸は、アクリル酸又はメタクリル酸を意味する。
スチレン−(メタ)アクリル酸共重合体としては、共重合体中の(メタ)アクリル酸に基づく構成単位の含有量が、前記共重合体の全構成単位に対して1〜14質量%のものが好ましく、1質量%以上14質量%未満のものがより好ましく、4〜10質量%のものがさらに好ましい。
スチレン−ブタジエン共重合体としては、共重合体中のブタジエンに基づく構成単位の含有量が、前記共重合体の全構成単位に対して1〜14質量%のものが好ましく、1質量%以上14質量%未満のものがより好ましく、4〜10質量%のものがさらに好ましい。
ポリスチレン系樹脂中の(メタ)アクリル酸に基づく構成単位の含有量は、スチレン−(メタ)アクリル酸の仕込み量から計算により算出できる。
ポリスチレン系樹脂中のブタジエンに基づく構成単位の含有量は、スチレン−ブタジエンの仕込み量から計算により算出できる。
ポリスチレン系樹脂中のスチレン−(メタ)アクリル酸共重合体の含有量は、特に限定されず、ポリスチレン系樹脂の総質量に対して100質量%でもよい。
ポリスチレン系樹脂中のスチレン−ブタジエン共重合体の含有量は、特に限定されず、ポリスチレン系樹脂の総質量に対して100質量%でもよい。
樹脂のビカット軟化点が上記数値範囲内であることにより、電子レンジでの加熱用途に使用することができる。
なお、ビカット軟化点は、JIS K7206に基づいて測定した値をいう。
発泡剤としては、プロパン、ブタン、ペンタン等の炭化水素が挙げられる。中でも、ブタンが好ましく、ノルマルブタンとイソブタンとの混合物が好ましい。これらの発泡剤は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
イソブタンとノルマルブタンとの混合物を発泡剤として用いる場合、イソブタン:ノルマルブタンで表される質量比は、80:20〜55:45が好ましく、70:30〜60:40がより好ましい。イソブタンの割合が上記下限値以上であれば、発泡層における二次発泡性の経時的低下が抑制され、上記上限値以下であれば、容器等を成形するまでの発泡層の熟成期間を短くできる。
発泡層中の発泡剤の含有量(いわゆる残存ガス量)は、発泡層の総質量に対し、0.3〜3.6質量%が好ましく、0.5〜3.3質量%がより好ましい。
気泡調整剤は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
気泡調整剤の添加量は、樹脂100質量部に対して0.01〜5質量部が好ましい。
本明細書において、厚さは、測定対象物の幅方向(TD方向)等間隔の20箇所をマクロゲージによって測定し、その算術平均値により求められた値である。
なお坪量は、実施例に記載の方法で測定することができる。
本明細書において、表面粗さは、JIS B0601−2001に準拠して測定される値である。
発泡層を形成する発泡シートは、従来公知の製造方法に準拠して製造される。
発泡シートの製造方法としては、樹脂組成物を調製し、樹脂組成物をシート状に押し出し、発泡(一次発泡)する方法が挙げられる(押出発泡法)。
発泡シートの製造方法の一例について、図2を用いて説明する。
図2の発泡シートの製造装置200は、インフレーション成形により発泡シートを得る装置であり、押出機202と、発泡剤供給源208と、サーキュラーダイ210と、マンドレル220と、2つの巻取機240とを備える。
押出機202は、いわゆるタンデム型押出機であり、第一の押出部202aと第二の押出部202bとが配管206で接続された構成とされている。第一の押出部202aはホッパー204を備え、第一の押出部202aには、発泡剤供給源208が接続されている。
第二の押出部202bには、サーキュラーダイ210が接続され、サーキュラーダイ210の下流には、マンドレル220が設けられている。マンドレル220は、カッター222を備える。
加熱温度は、樹脂の種類等を勘案して、樹脂が溶融しかつ添加剤が変性しない範囲で適宜決定される。
樹脂組成物は、サーキュラーダイ210から押し出され、発泡剤が発泡して円筒状の発泡シート101aとなる。サーキュラーダイ210から押し出された発泡シート101aは、冷却空気211を吹き付けられた後、マンドレル220に供給される。この冷却空気211の温度、量、吹き付け位置との組み合わせにより、発泡シート101aの冷却速度を調節できる。
円筒状の発泡シート101aは、マンドレル220で任意の温度にされ、サイジングされ、カッター222によって2枚に切り裂かれて発泡シート101となる。発泡シート101は、各々ガイドロール242とガイドロール244とに掛け回され、巻取機240に巻き取られて発泡シートロール102となる。
発泡シートの発泡倍数は、例えば、2〜20倍とされる。
なお、発泡シートは、インフレーション成形以外の方法により製造されてもよい。
非発泡層は、ポリオレフィン系樹脂を含む。
ポリオレフィン系樹脂としては、上記<発泡層>で述べたものと同様のものが挙げられる。
DSC曲線の求め方の一例を以下に示す。
DSC測定には、JIS K7121:1987「プラスチックの転移温度測定方法」に記載されている方法で測定する。但し、サンプリング方法及び温度条件に関しては以下のようにする。示差走査熱量計装置 DSC6220型(エスアイアイナノテクノロジー社製)を用い、アルミニウム製測定容器の底にすきまのないよう試料を約6mg充てんして、窒素ガス流量20mL/minの条件で、30℃から−40℃まで降温した後10分間保持し、−40℃から220℃まで昇温(1st Heating)して10分間保持した後、220℃から−40℃まで降温(Cooling)して10分間保持した後、−40℃から220℃まで昇温(2nd Heating)した時のDSC曲線を得る。なお、全ての昇温及び降温は速度10℃/minで行い、基準物質としてアルミナを用いる。
その他の樹脂としては、上記<発泡層>で述べたものと同様のものが挙げられる。
鉱物粒子としては、例えば、タルク、カオリン、焼成カオリン、ベントナイト、雲母族鉱物(セリサイト、白雲母、金雲母、黒雲母)等の板状の鉱物粒子が挙げられる。これらのなかでもタルクが好ましい。また、前記鉱物粒子のレーザー回折法による粒度分布におけるメジアン径(D50)は1〜15μmが好ましい。
非発泡層に前記添加剤が含まれる場合、その含有量はポリオレフィン系樹脂100質量部に対して0質量部超30質量部以下が好ましい。
本発明の積層シートは、発泡層と非発泡層との間に着色層を有していてもよい。
着色層としては、無延伸フィルム、着色インキ層、及び接着剤層を有するものが使用できる。無延伸フィルム、着色インキ層、及び接着剤層の順に積層され、接着剤層が非発泡層に接するように積層されることが好ましい。
着色インキ層はウレタン樹脂やアクリル樹脂、PP樹脂、PS樹脂などから形成され、顔料を含んでいてもよい。
接着剤層を形成する接着剤としては、ウレタン樹脂等が挙げられる。
積層シート1の製造方法の一例について、説明する。
積層シート1の製造方法は、例えば、発泡シートを得る発泡シート形成工程と、非発泡層を形成する非発泡シートを得る非発泡シート形成工程と、発泡シートと非発泡シートとを熱融着する積層工程とを備えることが好ましい。
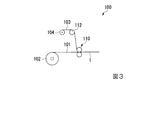
以下、熱圧着法における積層工程の一例について、図3を用いて説明する。
図3の積層シートの製造装置100は、熱ラミネート機110を備える。
熱ラミネート機110は、一対の加熱ロールを備え、加熱ロールの表面を任意の温度に加熱できるものである。
発泡シートロール102から発泡シート101を繰り出し、熱ラミネート機110に供給する。非発泡シートロール104から非発泡シート103を繰り出し、非発泡シート103をガイドロール112に掛け回した後、熱ラミネート機110に供給する。
熱ラミネート機110では、発泡シート101と非発泡シート103とをこの順で重ね、これを一対の加熱ロールで挟みつつ任意の温度で加熱して、発泡シート101と非発泡シート103とを圧着する。発泡シート101と非発泡シート103とを圧着する温度(圧着温度)は、例えば、140〜200℃が好ましく、160〜180℃がより好ましい。本実施形態の発泡シート101は、比較的低い圧着温度でも、非発泡シート103と圧着され、かつバブルを生じにくい。こうして、発泡層10と、非発泡層20とを備える積層シート1となる。積層工程における加熱温度は、各層の材質等に応じて、適宜決定される。
また、本発明の積層シートは上記製造方法(熱ラミネート法)に限定されず、発泡層と非発泡層とを共押出しで積層してもよい。
本発明の積層シートは、発泡層の一方の面のみに非発泡層を有していてもよく、発泡層の両面に非発泡層を有していてもよい。
本発明の容器は、ポリスチレン系樹脂、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する発泡層と、前記発泡層の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層とを備え、前記非発泡層はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する。
発泡層としては、上記<発泡層>で述べたものと同様のものが使用できる。
非発泡層としては、上記<非発泡層>で述べたものと同様のものが使用できる。
本発明の容器は、発泡層と非発泡層との間に着色層を有していてもよい。
着色層としては、上記<着色層>で述べたものと同様のものが使用できる。
例えば、発泡層と非発泡層を有する積層シートを熱成形する方法、積層シートを任意の形状の折り箱とする方法等が挙げられる。
積層シートを熱成形する方法としては、例えば、積層シートを任意の温度に加熱して二次発泡させ、次いで、積層シートを任意の形状の雄型と雌型とで挟み込んで成形する方法が挙げられる。このとき、非発泡層が容器の内側となるように成形することが好ましい。
積層シートとしては、本発明の積層シートを使用することが好ましい。
本発明の容器は、発泡層の一方の面のみに非発泡層を有していてもよく、発泡層の両面に非発泡層を有していてもよい。
<発泡層>
・樹脂A:スチレン−メタクリル酸共重合体、PSジャパン社製、商品名「ML195」。
・樹脂B:スチレン−メタクリル酸共重合体とMBS樹脂(トランス型ブタジエンブロック含有品)とのブレンド品、PSジャパン社製、商品名「AMM11」。
・樹脂C:シス型スチレン−ブタジエンブロック共重合体樹脂、PSジャパン社製、商品名「H8117」。
・樹脂D:ポリプロピレン系樹脂、Borealis社製、商品名「WB140」。
・樹脂E:プロピレン−エチレンブロック共重合体、サンアロマー社製、商品名「VB370A」。
・樹脂F:直鎖状低密度ポリエチレン樹脂(LLDPE)、日本ポリエチレン社製、商品名「KS240T」。
・発泡剤:(イソブタン:ノルマルブタン=69:31の混合ブタンガス)。
・気泡調整剤A:東洋スチレン株式会社製、商品名「DSM1401」、タルク含有。
・気泡調整剤B:大日精化工業株式会社製、商品名「ファインセルマスターPO410K」、炭酸水素ナトリウム、クエン酸含有。
<非発泡層>
・ポリプロピレン系樹脂。
・ポリエチレン系樹脂。
<着色層>
・無延伸ポリスチレンフィルム(CPS):20μm厚、大石産業社製
・無延伸ポリプロピレンフィルム(CPP):サントックスKT、25μm厚、サントックス社製。
・着色インキ:カーボンブラックを含む合成樹脂(アクリル樹脂を含むPS樹脂、又はウレタン樹脂を含むPP樹脂)。
・接着剤:ポリウレタン系樹脂(OH末端ポリウレタン系樹脂(主剤)とNCO末端ポリウレタン系樹脂(硬化剤)が反応し−R−NCOO−R’−(式中、R、R’はそれぞれ独立に2価の炭化水素基である)で表されるウレタン結合を含んだ被膜。)。
<発泡層の製造>
まず、第一押出機(L/D:32、口径φ:50mm)の先端に接続配管を介して第二押出機(L/D:30、口径:65mm)が接続されてなるタンデム型押出機を用意した。
そして、表1に記載の発泡層の樹脂及び気泡調整剤を表1に示す配合割合でタンデム型押出機の第一押出機に供給し該押出機内で溶融混練を実施した。次に、第一押出機の途中から発泡剤としてブタンを圧入し、上記溶融混練物に対して前記ブタンを加えた上で更なる溶融混練を行った。
そして、溶融混練物中にブタンを均一に分散させた上で、この発泡剤を含む溶融混練物を第二押出機に連続的に供給して溶融混練を継続しつつ発泡に適した樹脂温度に冷却した。
その後、第二押出機の先端に取り付けたスリット口径70mmのサーキュラーダイから吐出量30kg/h、樹脂温度172℃の条件で該溶融混練物を押出発泡させ、ダイスリットから押出発泡された筒状の発泡体を冷却されているマンドレル上に沿わせるとともに、その外面をエアリングからエアーを吹き付けて冷却成形し、カッターにより切開して、実施例1の平坦シート状の発泡シートを作製した。
<非発泡層の製造>
表1に記載の配合割合の樹脂混合物を押出機で加熱溶融させ、キャスト法によってフィルム厚みが25μmの無延伸フィルムを得た。
<着色インキ層付き非発泡積層シートの製造>
上記、非発泡層に、接着剤層、着色インキ層、及び無延伸ポリスチレンフィルムを順に積層した着色層を、接着剤層が非発泡層に接するように接着させ、着色層付き非発泡積層シートを得た。
<積層シートの作成>
上記発泡シートの片面(作製する容器の内面となる面)に上記着色層付き非発泡積層シートを、着色層が発泡シートと接するように熱ラミネートして積層シートを作製した。
非発泡層の組成を表1に記載の組成に変更した以外は、実施例1と同様にして、積層シートを製造した。
非発泡層の組成を表1に記載の組成に変更した以外は、実施例1と同様にして、積層シートを製造した。
発泡層の組成を表1に記載の組成に変更し、且つ着色層の無延伸フィルムを表1に記載のものに変更した以外は、実施例1と同様にして、積層シートを製造した。
非発泡層の組成を表1に記載の組成に変更した以外は、実施例1と同様にして、積層シートを製造した。
非発泡層を表1に記載の組成に変更した以外は、実施例4と同様にして、積層シートを製造した。
<発泡層のビカット軟化温度>
JIS K7206に準拠して測定した。
発泡層の幅方向の両端20mmを除き、幅方向に等間隔に、10cm×10cmの切片10個を切り出し、各切片の質量(g)を0.001g単位まで測定した。各切片の質量(g)の平均値を1m2当たりの質量に換算した値を、発泡層の坪量(g/m2)とした。
発泡層の厚み(mm)は、任意部分の厚さを5箇所測定し、その5箇所の厚みの相加平均値を算出して求めた。
DSC測定には、JIS K7121:1987「プラスチックの転移温度測定方法」に記載されている方法で測定した。但し、サンプリング方法及び温度条件に関しては以下のようにした。示差走査熱量計装置 DSC6220型(エスアイアイナノテクノロジー社製)を用い、アルミニウム製測定容器の底にすきまのないよう試料を約6mg充てんして、窒素ガス流量20mL/minの条件で、30℃から−40℃まで降温した後10分間保持し、−40℃から220℃まで昇温(1st Heating)して10分間保持した後、220℃から−40℃まで降温(Cooling)して10分間保持した後、−40℃から220℃まで昇温(2nd Heating)した時のDSC曲線を得た。なお、全ての昇温及び降温は速度10℃/minで行い、基準物質としてアルミナを用いた。
非発泡層の厚み(μm)は、任意部分の厚さを5箇所測定し、その5箇所の厚みの相加平均値を算出して求めた。
得られた積層シートを用い、その非発泡層が容器の内側になるように成形を行なった。成形条件は、炉内雰囲気温度155〜175℃、成形時間15〜18秒で加熱した後、直径75mm×深さ75mmの丸型容器製造用の金型を使用して熱成形を行った。ここで成形した容器は深絞り容器であり、そのテーパー角度は2°であった。
上記のようにして製造した容器について、成形性を以下の判断基準で評価した。
○:きれいな成形品が得られた。
△:成形品に皺(シワ)が確認された。もしくは局部的に極端に厚みが薄かった。
×:成形品が得られなかった。
上記のようにして製造した容器に、150℃に加熱された植物油を160g投入し、30秒間保持した後、前記容器から前記植物油を排出した。植物油を排出した後の容器を、目視、触視により観察し、下記判断基準に基づいて耐熱性を評価した。
○:容器の表面に融け、膨れが観察されず、表面が平滑であった。
△:容器の表面に融けは観察されなかったが、表面の一部に僅かに膨らんでいる箇所があった。
×:容器に明らかな膨らみ、融けが観察された。
容器の内側の表面粗さを以下のように測定した。
算術平均粗さRaは、JISB 0601「表面粗さの定義および表示」に則って、次のように測定した。
装置:キーエンス社製 高精度レーザ測定器LT−9000
データ処理:コムス社製 非接触輪郭形状 粗さ測定システム MAP−2DS
測定範囲:18000μm、測定ピッチ:5μm、速度:1000μm/秒
評価長さ(ln):12.5mm、カットオフ(l):2.5mm
測定は、発泡シートのMD方向、TD方向それぞれ5回ずつ測定し、それらの算術平均粗さの平均値を各容器の表面粗さとした。
JIS Z8741:「鏡面光沢度−測定方法」記載の方法により測定した。即ち、ハンディ光沢計 グロスチェッカーIG−320(堀場製作所社製)を用いて60度計(入射角60度)で、光源と受光器の方向がエンボス溝と平行になる様にグロスチェッカーを設置し、測定サンプルの表面(容器の内表面)を幅方向に5点測定し、その平均値を光沢度とした。

一方、非発泡層がポリエチレン系樹脂を含まない比較例1及び2は、容器の光沢性が抑制できなかった。
Claims (5)
- ポリスチレン系樹脂、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する発泡層と、前記発泡層の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層とを備え、
前記非発泡層はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する、熱成形用積層シート。 - 前記発泡層と前記非発泡層との間に着色層を有する、請求項1に記載の熱成形用積層シート。
- 前記非発泡層における前記ポリオレフィン系樹脂が、ポリプロピレン系樹脂と、ポリエチレン系樹脂とを含有し、ポリプロピレン系樹脂:ポリエチレン系樹脂で表される質量比が、55:45〜75:25である、請求項1又は2に記載の熱成形用積層シート。
- ポリスチレン系樹脂、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の樹脂を含有する発泡層と、前記発泡層の一方の面に設けられたポリオレフィン系樹脂を含有する非発泡層とを備え、
前記非発泡層はDSC曲線において、110〜140℃の範囲に少なくとも1つのピークを有し、且つ140℃超170℃以下の範囲に少なくとも1つのピークを有する、容器。 - 電子レンジ用である、請求項4に記載の容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016073565A JP2017177785A (ja) | 2016-03-31 | 2016-03-31 | 熱成形用積層シート及び容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016073565A JP2017177785A (ja) | 2016-03-31 | 2016-03-31 | 熱成形用積層シート及び容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017177785A true JP2017177785A (ja) | 2017-10-05 |
Family
ID=60009078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016073565A Pending JP2017177785A (ja) | 2016-03-31 | 2016-03-31 | 熱成形用積層シート及び容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017177785A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109316A (ja) * | 2020-01-07 | 2021-08-02 | 福助工業株式会社 | 発泡樹脂シート及び発泡樹脂成形体 |
-
2016
- 2016-03-31 JP JP2016073565A patent/JP2017177785A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109316A (ja) * | 2020-01-07 | 2021-08-02 | 福助工業株式会社 | 発泡樹脂シート及び発泡樹脂成形体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI424018B (zh) | Polyolefin resin foamed particles | |
| JP7132153B2 (ja) | 積層発泡シート、及びその成形体 | |
| JP2009155557A (ja) | 耐熱発泡シート及びその製造方法並びに食品用容器 | |
| US10926519B2 (en) | Laminated foam sheet and molded article thereof | |
| TWI682854B (zh) | 積層發泡片及積層發泡片之成形體 | |
| JP2013022941A (ja) | 発泡性積層体、発泡加工紙及び断熱容器 | |
| JP2012126032A (ja) | ポリスチレン系樹脂積層発泡シート | |
| JP2015189864A (ja) | ポリスチレン系樹脂発泡シート、ポリスチレン系樹脂積層発泡シート及び成形容器 | |
| JP6850574B2 (ja) | ポリスチレン系樹脂発泡シート、ポリスチレン系樹脂積層発泡シート及びポリスチレン系樹脂積層発泡成形体 | |
| JP3213995U (ja) | 積層発泡シート、及び搬送用シート | |
| JP2019064048A (ja) | ガラス板用合紙 | |
| JP2017177785A (ja) | 熱成形用積層シート及び容器 | |
| JP6502727B2 (ja) | 熱成型用多層シート及びその製造方法、並びに加熱用容器 | |
| JP6262109B2 (ja) | 樹脂発泡シート、積層発泡シート、及び、発泡成形品 | |
| JP4458905B2 (ja) | 発泡ポリエチレン系樹脂包装用容器及びその製造方法 | |
| JP6310746B2 (ja) | 積層発泡シート、二次発泡シート、容器及びこれらの製造方法 | |
| JP2014079940A (ja) | 熱成形用多層シート及び電子レンジ加熱用容器 | |
| JP7553403B2 (ja) | 多層発泡粒子 | |
| JP6392157B2 (ja) | ポリスチレン系樹脂発泡シート、積層シート及び容器 | |
| JP2022140300A (ja) | ポリスチレン系樹脂積層発泡シート及びその製造方法並びにポリスチレン系樹脂積層発泡容器及びその製造方法 | |
| JP2008031236A (ja) | 熱可塑性樹脂製発泡シート、およびこの発泡シート製容器 | |
| JP7324725B2 (ja) | 積層発泡シート、及びその成形体 | |
| JP2024039375A (ja) | ポリスチレン系樹脂積層発泡シート及びその製造方法並びにポリスチレン系樹脂積層発泡容器及びその製造方法 | |
| JP2014111339A (ja) | 積層発泡シート、及び、発泡成形品 | |
| JP7307594B2 (ja) | 積層発泡シート、及びその成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160404 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190708 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191203 |