JP2017177694A - 射出成形装置および射出成形方法 - Google Patents
射出成形装置および射出成形方法 Download PDFInfo
- Publication number
- JP2017177694A JP2017177694A JP2016071638A JP2016071638A JP2017177694A JP 2017177694 A JP2017177694 A JP 2017177694A JP 2016071638 A JP2016071638 A JP 2016071638A JP 2016071638 A JP2016071638 A JP 2016071638A JP 2017177694 A JP2017177694 A JP 2017177694A
- Authority
- JP
- Japan
- Prior art keywords
- conductive material
- conductive
- mold
- injection
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001746 injection moulding Methods 0.000 title claims abstract description 70
- 239000004020 conductor Substances 0.000 claims abstract description 153
- 238000002347 injection Methods 0.000 claims abstract description 101
- 239000007924 injection Substances 0.000 claims abstract description 101
- 238000010438 heat treatment Methods 0.000 claims abstract description 65
- 230000003068 static effect Effects 0.000 claims abstract description 51
- 238000000465 moulding Methods 0.000 claims abstract description 9
- 230000009969 flowable effect Effects 0.000 claims abstract description 8
- 238000002844 melting Methods 0.000 claims abstract description 4
- 230000008018 melting Effects 0.000 claims abstract description 4
- 239000000463 material Substances 0.000 claims description 42
- 229920005989 resin Polymers 0.000 claims description 26
- 239000011347 resin Substances 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 25
- 239000000126 substance Substances 0.000 claims description 23
- 238000002156 mixing Methods 0.000 claims description 11
- 230000007547 defect Effects 0.000 abstract description 7
- 239000000243 solution Substances 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 34
- 230000008569 process Effects 0.000 description 18
- 239000012530 fluid Substances 0.000 description 14
- 238000009413 insulation Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 230000005611 electricity Effects 0.000 description 5
- 238000005485 electric heating Methods 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000011231 conductive filler Substances 0.000 description 3
- 239000002826 coolant Substances 0.000 description 3
- 239000000110 cooling liquid Substances 0.000 description 3
- 238000009503 electrostatic coating Methods 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 239000004813 Perfluoroalkoxy alkane Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000010720 hydraulic oil Substances 0.000 description 2
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 238000003856 thermoforming Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 229920002877 acrylic styrene acrylonitrile Polymers 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 239000010735 electrical insulating oil Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/53—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston
- B29C45/54—Means for plasticising or homogenising the moulding material or forcing it into the mould using injection ram or piston and plasticising screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/581—Devices for influencing the material flow, e.g. "torpedo constructions" or mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7646—Measuring, controlling or regulating viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C2045/7368—Heating or cooling of the mould combining a heating or cooling fluid and non-fluid means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0005—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fibre reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0013—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fillers dispersed in the moulding material, e.g. metal particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2103/00—Use of resin-bonded materials as moulding material
- B29K2103/04—Inorganic materials
- B29K2103/06—Metal powders, metal carbides or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2505/00—Use of metals, their alloys or their compounds, as filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0005—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0007—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3044—Bumpers
Abstract
Description
導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出手段を備えた射出成形装置であって、
成形型は、キャビティの形成面の少なくとも一部に互いに絶縁された複数の導電部を有して成り、
導電部間に所定の電圧を印加する通電手段を備え、
加熱射出手段の先端部から導電性材料流路にわたる領域内にスタティックミキサーが設けられている
ことを特徴とする射出成形装置が提供される。
導電性材料を成形型内に射出して射出成形品を得るための射出成形方法であって、
加熱射出手段を用いて、導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出ステップと、
射出された導電性材料が成形型のキャビティの形成面の少なくとも一部に互いに絶縁して設けられた複数の導電部に接触したときに通電加熱されるように、導電部間に電圧を印加する通電ステップと、を含み、
キャビティへの導電性材料の導入に先立って、加熱射出手段の先端部から導電性材料流路にわたる領域内に設けられたスタティックミキサーによって導電性材料を混合する
ことを特徴とする射出成形方法が提供される。
まず、本実施形態の射出成形装置における特徴的構成について説明する前に、本実施形態の射出成形装置の一般的構成について図面を参照しながら説明する。
加熱射出装置2は射出シリンダ21を備えている。射出シリンダ21の上部には、成形品の原料となるペレット状の熱可塑性樹脂を射出シリンダ21内に供給するためのホッパ22が取り付けられている。射出シリンダ21の周囲には、熱可塑性樹脂を流動可能温度に加熱溶融するためのバンドヒータ23が巻かれている。射出シリンダ21内には、スクリュ24が回転可能かつ進退可能に設けられている。
型締装置3には、金型装置4が設けられる。かかる金型装置4は、可動金型41と固定金型42とから成り、可動金型41と固定金型42は型締め時に相互に対向する型合わせ面を形成するように構成される。型締め時には可動金型41と固定金型42とにより、加熱射出装置2より射出された溶融樹脂材料を注入するためのキャビティCが形成される。また、可動金型41および固定金型42の内部には、冷却水等の冷却液を流すための流路Fがそれぞれ形成されている。型締装置3は、可動金型41が取り付けられる可動側取付板31と、固定金型42が取り付けられる固定側取付板32と、可動側取付板31を前進、後退させるための駆動源として用いられる型締用シリンダ装置33と、を備えている。
次に、本実施形態の射出成形装置の特徴的構成について説明する。
射出成形装置1は、上述の導電部47と導電部48との間に電圧を印加するための通電装置61を備えている。通電装置61は、定電圧を印加可能な直流電源である。なお、通電装置61は、交流電源であってもよい。射出成形装置1の構成要素である加熱射出装置2には、射出シリンダ21内でバンドヒータ23により溶融された導電性材料Pの電気抵抗値を検知するための抵抗センサ62が設けられている。抵抗センサ62から出力されるセンサ信号は、後述する通電制御部140に入力されるように構成されている。
図1に示すように、金型装置4が直線状のスプールSを有するダイレクトゲート方式の金型装置である場合、加熱射出装置2から射出された樹脂材料は、スプールSを介してキャビティCへと進む。上述のように、加熱成形装置から射出される樹脂材料として導電性材料Pが用いられる場合、導電性材料Pが導電性物質を含む樹脂材料であることに起因して、導電性物質が導電性材料P中にて均一に分散しないおそれがある。そのため、かかる導電性物質の不均一な分散により、導電性材料を均一に通電加熱することができないおそれがある。そこで、図1の点線丸括弧に示すように、本実施形態では、加熱射出装置2の先端部20からスプールS(導電性材料流路に相当)にわたる領域内に全体的に又は部分的にスタティックミキサー70が設けられている。なお、ここで言う「スプールS」とは、加熱射出装置2から射出された導電性材料Pが流れる流路を指す。ここで言う「加熱射出装置2の先端部20」とは、導電性材料Pが射出される射出口および当該射出口の近接領域(周縁領域)を指す(図1参照)。また、ここで言う「スタティックミキサー70」とは、駆動部を用いなくとも流体混合を可能とする「静止型混合器」に相当する。
以下、導電部47、48間の絶縁部材49における漏洩電流について図7を参照しながら説明しておく。
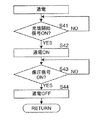
以下、制御ユニット100により制御される射出成形装置1の制御動作の流れについて説明しておく。具体的には、かかる射出成形装置1の制御動作の流れについて、図8〜図10のフローチャートと、スクリュ位置、射出圧力、通電ON/OFF、冷却ポンプのON/OFFの変化を示す図11のタイムチャートと、を参照しながら説明する。
まず、時刻t0において、型締制御部120から出力された型締信号に基づいて型締用シリンダ装置33を駆動させて可動金型41を固定金型42に向かって移動させ、金型装置4を型閉および型締する。この時の型締圧力は、射出時に金型装置4が開かない程度の高い圧力に設定されている。また、型締信号に基づき冷却制御部130は、冷却ポンプ51の駆動を停止する(ONからOFFに切り替える)。
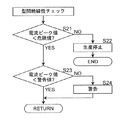
次に、可動金型41と固定金型42の型間絶縁性チェックを実行する。
次に、時刻t1において、加熱射出制御部110が射出信号を出力する。かかる射出信号の出力により、加熱射出装置2の射出用シリンダ装置25により予め設定した射出速度でスクリュ24を前進させ、それにより射出シリンダ21から加熱溶融させた導電性材料Pを射出する。次いで、射出する導電性材料Pを、加熱射出装置2の先端部20から金型装置4のスプールS(導電性材料流路に相当)にわたる領域内に全体的に又は部分的に設けたスタティックミキサー70に通す(図1〜図3参照)。その後、スタティックミキサー70に通した導電性材料PをキャビティC内へと進め、導電性材料Pの充填を開始する。
時刻t1において、射出信号に基づき通電制御部140は通電装置61を制御する。通電制御部140の制御下で、通電装置61により導電部47、48間に所定の電圧を印加する。かかる電圧印加により、キャビティCに注入される導電性材料Pを、導電部48側から導電部47側へと向かって通電させる(図6参照)。つまり、電流が導電部48側からキャビティC内の導電性材料Pを介して導電部47へと流れる。かかる通電により、導電性材料Pに含まれる導電性物質が有する電気抵抗によりジュール熱を発生させ、それにより導電性材料Pを通電加熱する。
次に、スクリュ24がキャビティC内に導電性材料Pが完全充填されるスクリュ位置A1まで前進した時刻t2において、加熱射出制御部110は保圧信号を出力する。かかる保圧信号に基づき加熱射出装置2が制御され、キャビティCに充填した導電性材料Pに対して、予め設定した保圧時間が経過するまで射出充填時の最大圧力P1よりも低圧である保圧力P2が付与される。
次に、保圧時間が経過し、スクリュ24のスクリュ位置がA2まで前進した時刻t3において、予め設定した冷却時間分保圧した導電性材料Pを冷却させる。同時に、加熱射出装置2では、次なるショットのためにバンドヒータ23により導電性材料Pを流動可能温度に加熱溶融すると共に、スクリュ24を回転させ、所定の位置まで後退させる。この際、ホッパ22から供給された導電性材料Pは、射出シリンダ21内において加熱溶融させられ、スクリュ24の後退に伴いスクリュ24の前方に保持される。
次に、冷却完了の時刻t4において、型締制御部120により型締装置3を制御し、型締用シリンダ装置33の型締用ピストン33aを後退させて金型装置4の型開きを行う。
次に、エジェクタ装置によりキャビティC内から成形品を突き出して取り出す。
最後に、成形終了の是非を判定し、成形終了である判定すれば、かかる射出成形サイクルを終了する。
2 加熱射出装置(加熱射出手段)
20 加熱射出装置(加熱射出手段)の先端部
4 金型装置(成形型)
47、48 導電部
49 絶縁部材
61 通電装置(通電手段)
70 スタティックミキサー
C キャビティ
P 導電性材料
S スプール(導電性材料流路)
Claims (6)
- 導電性材料を流動可能温度に加熱溶融させ、成形型内に射出する加熱射出手段を備えた射出成形装置であって、
前記成形型は、キャビティの形成面の少なくとも一部に互いに絶縁された複数の導電部を有して成り、
前記導電部間に所定の電圧を印加する通電手段を備え、
前記加熱射出手段の先端部から導電性材料流路にわたる領域内にスタティックミキサーが設けられている
ことを特徴とする射出成形装置。 - 前記導電性材料が導電性物質を含有する樹脂材料であって、
前記スタティックミキサーが、前記導電性材料中に前記導電性物質を分散させるためのミキサーである
ことを特徴とする請求項1記載の射出成形装置。 - 前記導電性材料流路の下流側領域に前記スタティックミキサーが設けられている
ことを特徴とする請求項1又は請求項2記載の射出成形装置。 - 前記スタティックミキサーがスプールブッシュに取り付けられている
ことを特徴とする請求項1〜3のいずれかに記載の射出成形装置。 - 導電性材料を成形型内に射出して射出成形品を得るための射出成形方法であって、
加熱射出手段を用いて、前記導電性材料を流動可能温度に加熱溶融させ、前記成形型内に射出する加熱射出ステップと、
射出された前記導電性材料が前記成形型のキャビティの形成面の少なくとも一部に互いに絶縁して設けられた複数の導電部に接触したときに通電加熱されるように、前記導電部間に電圧を印加する通電ステップと、を含み、
前記キャビティへの前記導電性材料の導入に先立って、前記加熱射出手段の先端部から導電性材料流路にわたる領域内に設けられたスタティックミキサーによって前記導電性材料を混合する
ことを特徴とする射出成形方法。 - 前記導電性材料が導電性物質を含有する樹脂材料であって、
前記混合により、前記導電性物質を前記導電性材料中に分散させる
ことを特徴とする請求項5記載の射出成形方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071638A JP6838865B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
| CN201780020130.3A CN109070420A (zh) | 2016-03-31 | 2017-03-27 | 注塑成形装置及注塑成形方法 |
| MX2018011535A MX2018011535A (es) | 2016-03-31 | 2017-03-27 | Aparato de moldeo por inyeccion y metodo de moldeo por inyeccion. |
| EP17774951.2A EP3421216A4 (en) | 2016-03-31 | 2017-03-27 | INJECTION METHOD AND INJECTION MOLDING DEVICE |
| PCT/JP2017/012410 WO2017170414A1 (ja) | 2016-03-31 | 2017-03-27 | 射出成形装置および射出成形方法 |
| US16/087,474 US20190099933A1 (en) | 2016-03-31 | 2017-03-27 | Injection molding apparatus and injection molding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016071638A JP6838865B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177694A true JP2017177694A (ja) | 2017-10-05 |
| JP6838865B2 JP6838865B2 (ja) | 2021-03-03 |
Family
ID=59964582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016071638A Active JP6838865B2 (ja) | 2016-03-31 | 2016-03-31 | 射出成形装置および射出成形方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190099933A1 (ja) |
| EP (1) | EP3421216A4 (ja) |
| JP (1) | JP6838865B2 (ja) |
| CN (1) | CN109070420A (ja) |
| MX (1) | MX2018011535A (ja) |
| WO (1) | WO2017170414A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017177696A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| KR101997013B1 (ko) * | 2018-01-08 | 2019-07-05 | 오세윤 | 급속 가열 및 냉각 기능을 가지는 사출 성형 장치 |
| KR20210035650A (ko) | 2019-09-24 | 2021-04-01 | 오세윤 | 급속 가열 및 냉각 금형 장치 |
| KR102281821B1 (ko) | 2020-01-17 | 2021-07-23 | 오세윤 | 압력 조절 및 온도 제어가 가능한 일체형 사출 성형 장치 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112719246B (zh) * | 2020-12-30 | 2022-04-22 | 佛山市顺德区和晟金属制品有限公司 | 一种冲压型铸造模具 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4927566A (ja) * | 1972-07-11 | 1974-03-12 | ||
| JPH0464418A (ja) * | 1990-07-03 | 1992-02-28 | Kobe Steel Ltd | 成形用金型 |
| JPH0948049A (ja) * | 1994-10-14 | 1997-02-18 | Kobe Steel Ltd | 長繊維強化熱可塑性樹脂の射出成形方法及び射出成形装置 |
| JP2002283392A (ja) * | 2001-03-27 | 2002-10-03 | Matsushita Electric Works Ltd | 樹脂成形品及びその製造方法 |
| JP2003012939A (ja) * | 2001-07-03 | 2003-01-15 | Toray Ind Inc | カーボン含有樹脂組成物、成形材料および成形体 |
| JP2003340896A (ja) * | 2002-05-30 | 2003-12-02 | Meiki Co Ltd | 射出成形機の溶融材料加熱装置と加熱方法 |
| JP2004525258A (ja) * | 2001-02-22 | 2004-08-19 | レイス・ブーハー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 成形体製造装置および製造方法 |
| US20050017412A1 (en) * | 2001-08-23 | 2005-01-27 | Gerhard Maier | Methods and devices for producing homogeneous mixtures and for producing and testing moulded bodies |
| JP2005297486A (ja) * | 2004-04-15 | 2005-10-27 | Idemitsu Kosan Co Ltd | 導電性熱可塑性樹脂組成物の射出圧縮成形方法 |
| JP2014083753A (ja) * | 2012-10-23 | 2014-05-12 | Yazaki Corp | 射出成形用ノズル |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3941540A (en) * | 1971-07-07 | 1976-03-02 | Diamond Tool & Die Company | Sprue bushing for a single cavity or center sprued mold |
| US4027857A (en) * | 1976-02-23 | 1977-06-07 | Cunningham Ashley D | Static mixer for flowable materials, and related method |
| US4548773A (en) * | 1980-05-22 | 1985-10-22 | Massachusetts Institute Of Technology | Injection molding method |
| US4387762A (en) * | 1980-05-22 | 1983-06-14 | Massachusetts Institute Of Technology | Controllable heat transfer device |
| US5773042A (en) * | 1994-10-14 | 1998-06-30 | Kabushiki Kaisha Kobe Seiko Sho | Injection molding unit for long fiber-reinforced thermoplastic resin |
| JPH08118423A (ja) * | 1994-10-27 | 1996-05-14 | Toozai:Kk | 射出成形機のノズル |
| US6254813B1 (en) * | 1998-02-28 | 2001-07-03 | Battenfeld Gmbh | Method and apparatus for injection molding plastic objects comprised of at least two different materials |
| US6776600B1 (en) * | 1998-12-30 | 2004-08-17 | Anton Zahoransky Gmbh & Co. | Injection molding machine for producing injection-molded articles |
| US6440350B1 (en) * | 1999-03-18 | 2002-08-27 | Mold-Masters Limited | Apparatus and method for multi-layer injection molding |
| US6089468A (en) * | 1999-11-08 | 2000-07-18 | Husky Injection Molding Systems Ltd. | Nozzle tip with weld line eliminator |
| US20020070288A1 (en) * | 1999-11-08 | 2002-06-13 | Abdeslam Bouti | Mixer bushing to improve melt homogeneity in injection molding machines and hot runners |
| US6607857B2 (en) * | 2001-05-31 | 2003-08-19 | General Motors Corporation | Fuel cell separator plate having controlled fiber orientation and method of manufacture |
| JP2004202731A (ja) * | 2002-12-24 | 2004-07-22 | Sumitomo Chem Co Ltd | 大型導光板の製造方法 |
| DE60313897T2 (de) * | 2003-02-04 | 2008-01-17 | Husky Injection Molding Systems Ltd., Bolton | Heisskanal-verteilersystem |
| KR100644920B1 (ko) * | 2005-03-24 | 2006-11-10 | 김동학 | 사출 성형기용 금형장치 |
| KR100644926B1 (ko) * | 2005-08-30 | 2006-11-10 | 강명호 | 분리형 금형을 구비한 사출장치 및 그 제어방법 |
| US7313499B2 (en) * | 2006-01-03 | 2007-12-25 | Ut-Battelle Llc | Apparatus for characterizing the temporo-spatial properties of a dynamic fluid front and method thereof |
| JP4797661B2 (ja) * | 2006-02-02 | 2011-10-19 | マツダ株式会社 | 繊維強化樹脂成形品の成形方法および成形装置 |
| KR20090064362A (ko) * | 2006-08-01 | 2009-06-18 | 미쓰비시 엔지니어링-플라스틱스 코포레이션 | 금형 조립체 |
| US20080036108A1 (en) * | 2006-08-11 | 2008-02-14 | Husky Injection Molding Systems Ltd. | Molding system having thermal-management system, amongst other things |
| US7988903B2 (en) * | 2008-07-02 | 2011-08-02 | Zeon Chemicals L.P. | Fast curing vulcanizable multi-part elastomer composition, and process for blending, injection molding and curing of elastomer composition |
| DE102008043393B4 (de) * | 2008-11-03 | 2011-03-17 | Kuraray Europe Gmbh | Verfahren zum Spritzgießen von thermoplastischen Polymermassen mit kontinuierlichen Eigenschaftsübergängen |
| US20100239701A1 (en) * | 2009-03-20 | 2010-09-23 | Ren Haw Chen | Molding structure with independent thermal control and its molding method |
| CN103180119B (zh) * | 2010-08-05 | 2016-09-07 | 福特全球技术公司 | 泡沫树脂注射成型装置及方法 |
| IT1401918B1 (it) * | 2010-09-08 | 2013-08-28 | Lanson S R L | Dispositivo filtro-miscelatore statico autopulente per la lavorazione di materie plastiche |
| KR101195999B1 (ko) * | 2011-06-08 | 2012-10-30 | 동진전자 주식회사 | 웰드레스 방식의 사출금형 장치 |
| CN103619556B (zh) * | 2011-06-24 | 2016-12-07 | 本田技研工业株式会社 | 注塑成形方法及其装置 |
| EP3160704B1 (en) * | 2014-06-27 | 2018-07-18 | SABIC Global Technologies B.V. | Induction heated mold apparatus with multimaterial core and method of using the same |
| JP6094600B2 (ja) * | 2015-01-09 | 2017-03-15 | マツダ株式会社 | 射出成形装置及び射出成形方法 |
| US10081122B2 (en) * | 2015-02-12 | 2018-09-25 | Athena Automation Ltd. | Static mixer for injection molding machine |
| CN109311202A (zh) * | 2016-06-30 | 2019-02-05 | 艾姆弗勒克斯有限公司 | 利用在非成型位置的模腔的定向加热的注射成型 |
-
2016
- 2016-03-31 JP JP2016071638A patent/JP6838865B2/ja active Active
-
2017
- 2017-03-27 EP EP17774951.2A patent/EP3421216A4/en not_active Withdrawn
- 2017-03-27 US US16/087,474 patent/US20190099933A1/en not_active Abandoned
- 2017-03-27 MX MX2018011535A patent/MX2018011535A/es unknown
- 2017-03-27 CN CN201780020130.3A patent/CN109070420A/zh active Pending
- 2017-03-27 WO PCT/JP2017/012410 patent/WO2017170414A1/ja active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4927566A (ja) * | 1972-07-11 | 1974-03-12 | ||
| JPH0464418A (ja) * | 1990-07-03 | 1992-02-28 | Kobe Steel Ltd | 成形用金型 |
| JPH0948049A (ja) * | 1994-10-14 | 1997-02-18 | Kobe Steel Ltd | 長繊維強化熱可塑性樹脂の射出成形方法及び射出成形装置 |
| JP2004525258A (ja) * | 2001-02-22 | 2004-08-19 | レイス・ブーハー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 成形体製造装置および製造方法 |
| JP2002283392A (ja) * | 2001-03-27 | 2002-10-03 | Matsushita Electric Works Ltd | 樹脂成形品及びその製造方法 |
| JP2003012939A (ja) * | 2001-07-03 | 2003-01-15 | Toray Ind Inc | カーボン含有樹脂組成物、成形材料および成形体 |
| US20050017412A1 (en) * | 2001-08-23 | 2005-01-27 | Gerhard Maier | Methods and devices for producing homogeneous mixtures and for producing and testing moulded bodies |
| JP2003340896A (ja) * | 2002-05-30 | 2003-12-02 | Meiki Co Ltd | 射出成形機の溶融材料加熱装置と加熱方法 |
| JP2005297486A (ja) * | 2004-04-15 | 2005-10-27 | Idemitsu Kosan Co Ltd | 導電性熱可塑性樹脂組成物の射出圧縮成形方法 |
| JP2014083753A (ja) * | 2012-10-23 | 2014-05-12 | Yazaki Corp | 射出成形用ノズル |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017177696A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177698A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| JP2017177697A (ja) * | 2016-03-31 | 2017-10-05 | マツダ株式会社 | 射出成形装置および射出成形方法 |
| KR101997013B1 (ko) * | 2018-01-08 | 2019-07-05 | 오세윤 | 급속 가열 및 냉각 기능을 가지는 사출 성형 장치 |
| KR20210035650A (ko) | 2019-09-24 | 2021-04-01 | 오세윤 | 급속 가열 및 냉각 금형 장치 |
| KR102281821B1 (ko) | 2020-01-17 | 2021-07-23 | 오세윤 | 압력 조절 및 온도 제어가 가능한 일체형 사출 성형 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3421216A1 (en) | 2019-01-02 |
| WO2017170414A1 (ja) | 2017-10-05 |
| MX2018011535A (es) | 2019-01-24 |
| CN109070420A (zh) | 2018-12-21 |
| US20190099933A1 (en) | 2019-04-04 |
| JP6838865B2 (ja) | 2021-03-03 |
| EP3421216A4 (en) | 2019-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017170414A1 (ja) | 射出成形装置および射出成形方法 | |
| WO2016111321A1 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094600B2 (ja) | 射出成形装置及び射出成形方法 | |
| US20060197254A1 (en) | Injection apparatus and heating method for injection apparatus | |
| US20070039943A1 (en) | Heatable tool | |
| JP6354780B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6094601B2 (ja) | 射出成形装置 | |
| JP6340631B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6332318B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6323487B2 (ja) | 射出成形装置および射出成形方法 | |
| JP6094603B2 (ja) | 射出成形装置及び射出成形方法 | |
| KR20160134723A (ko) | 열전소자를 구비하는 사출 금형 | |
| JP5928949B2 (ja) | インサート成形装置及び方法 | |
| JP6094607B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6056879B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094602B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6056878B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6056887B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094608B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP5917340B2 (ja) | 射出成形機 | |
| JP6056886B2 (ja) | 射出成形装置及び射出成形方法 | |
| KR20100034520A (ko) | 금형 온도 조절 시스템 | |
| JP5367736B2 (ja) | 樹脂の温度制御方法 | |
| KR20090090059A (ko) | 열전소자를 이용한 사출금형기 | |
| JP2012131179A (ja) | 熱硬化性樹脂成形用金型および成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200410 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201020 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6838865 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |