JP2017147029A - ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 - Google Patents
ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 Download PDFInfo
- Publication number
- JP2017147029A JP2017147029A JP2016025607A JP2016025607A JP2017147029A JP 2017147029 A JP2017147029 A JP 2017147029A JP 2016025607 A JP2016025607 A JP 2016025607A JP 2016025607 A JP2016025607 A JP 2016025607A JP 2017147029 A JP2017147029 A JP 2017147029A
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- breaker
- movable contact
- contact metal
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 84
- 239000002184 metal Substances 0.000 claims abstract description 373
- 229910052751 metal Inorganic materials 0.000 claims abstract description 373
- 238000010438 heat treatment Methods 0.000 claims abstract description 130
- 238000005476 soldering Methods 0.000 claims abstract description 46
- 238000000034 method Methods 0.000 claims description 137
- 238000000137 annealing Methods 0.000 claims description 77
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 43
- 229910000679 solder Inorganic materials 0.000 claims description 28
- 239000010949 copper Substances 0.000 claims description 18
- 229910052802 copper Inorganic materials 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 11
- 230000001590 oxidative effect Effects 0.000 claims description 5
- 230000007423 decrease Effects 0.000 abstract description 17
- 238000011084 recovery Methods 0.000 abstract description 4
- 238000010586 diagram Methods 0.000 abstract description 3
- 238000003860 storage Methods 0.000 description 29
- 230000002829 reductive effect Effects 0.000 description 25
- 238000000465 moulding Methods 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000002159 abnormal effect Effects 0.000 description 4
- 230000020169 heat generation Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000003574 free electron Substances 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
Images




















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Manufacture Of Switches (AREA)
- Thermally Actuated Switches (AREA)
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
Description
また、本発明の他の大切な目的は、加熱環境によってオン温度が低下して温度のヒステリシスが拡大するのを防止することで、保護する素子の異常な温度上昇時には確実に電流を遮断しながら、使用できる温度まで低下すると速やかにオン状態に復帰して使用状態にできるブレーカとこのブレーカの製造方法、及びこのブレーカを備える電池パックの製造方法を提供することにある。
以上の製造方法は、アニーリングされた可動接点金属板の表面に酸化膜を設け、この酸化膜によって可動接点金属板をより強化できるので、復帰温度のばらつきを小さくしながら、簡単な熱処理炉でアニーリングできる。
以上の製造方法は、露出面のある外装金属板を介して可動接点金属板を加熱してアニーリングするので、熱処理炉の加熱雰囲気において、外装金属板を介して可動接点金属板を効率よくアニーリングできる。それは、熱処理炉の加熱雰囲気において外装金属板が効率よく加熱され、加熱された外装金属板が可動接点金属板を加熱してアニーリングするからである。
ただ、ブレーカは、必ずしもヒーターを内蔵する構造には限定しない。ヒーターを内蔵しないブレーカは、バイメタルが設定温度よりも高くなって変形し、可動接点金属板を変形させて接点をオフ状態に切り換えると、バイメタルを加熱してブレーカをオフ状態に保持することなく、バイメタルが所定の温度まで低下すると、バイメタルと可動接点金属板とを復帰させてブレーカをオン状態に切り換える。
可動接点金属板6に、CoとSiを含有する銅合金からなる弾性金属板を使用して、図4ないし図9に示す構造のブレーカ組立70を製作し、このブレーカ組立70を、アニール工程において、図21に示す熱処理炉80の加熱トンネル81に通過させ、加熱トンネル81の加熱部温度を230℃、通過時間を30秒として加熱し、その後コンベアベルト82でもって加熱トンネル81から排出し、冷却してアニーリングして熱処理済みブレーカ71とした。
この実施例1で使用したCoとSiを含有する銅合金は、以下の組成とした。
Cu………97.66重量%
Co……………1.9重量%
Si…………0.44重量%
可動接点金属板6に、CrとMgを含有する銅合金からなる弾性金属板を使用する以外、実施例1と同様にして、熱処理済みブレーカとした。
この実施例2で使用したCrとMgを含有する銅合金は、以下の組成とした。
Cu…………99.65重量%
Cr……………0.25重量%
Mg……………0.1重量%
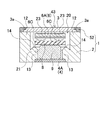
2…絶縁ケース
3…外装金属板 3a…段差部
4…固定接点金属板 4A…先端部
4B…中間部
4D…段差部
4X…接続端子
5…固定接点
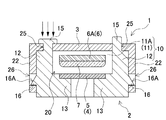
6…可動接点金属板 6A…可動部
6B…固定部
6C…突出部
6X…接続端子
7…可動接点
8…バイメタル
9…ヒーター
10…外周壁
11…外壁 11A…第1の外壁
11B…第2の外壁
12…対向壁
13…底部
14…突出部
15…連結リブ
16…係止凸部 16A…傾斜面
17…係止凹部
20…収納スペース
21…収納凹部
22…折曲側壁
23…押圧凸部
25…貫通孔
26…係止孔
27…係止片
28…変形制限凸部
43…露出端子
44…露出端子
52…連結プラスチック
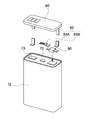
60…回路基板
61…ハンダ面
63…リード板
70…ブレーカ組立
71…熱処理済みブレーカ
72…電池
73…電極端子
80…熱処理炉
81…加熱トンネル
82…コンベアベルト
85…リフロー炉
90…ブレーカ
93…リード板 93A…リード板
93B…リード板
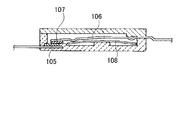
105…固定接点
106…可動接点金属板
107…可動接点
108…バイメタル
Claims (32)
- 固定接点を有する固定接点金属板と、前記固定接点と対向する位置に配置してなる可動接点を有し、この可動接点を弾性的に前記固定接点に押圧する弾性金属板からなる可動接点金属板と、この可動接点金属板を温度変化で変形してオンオフに切り換える位置に配置してなるバイメタルと、前記固定接点金属板の前記固定接点と前記可動接点金属板の前記可動接点とを内部に配置し、かつ前記バイメタルを内部に配置している外装ケースとを備え、組み立て状態において熱処理炉でアニーリングされたブレーカであって、
前記可動接点金属板に、熱伝導率が200W/m・K以上である弾性金属板を使用することを特徴とするブレーカ。 - 請求項1に記載されるブレーカであって、
前記可動接点金属板が、導電率を50%IACS以上とする弾性金属板であることを特徴とするブレーカ。 - 請求項1又は2に記載されるブレーカであって、
前記可動接点金属板が、前記外装ケースに固定してなる固定部から可動接点までの間を直線状としてなることを特徴とするブレーカ。 - 請求項1ないし3のいずれかに記載されるブレーカであって、
前記可動接点金属板が、CuとCoとSiを含む銅合金であることを特徴とするブレーカ。 - 請求項4に記載されるブレーカであって、
前記可動接点金属板が、1.9重量%のCoと、0.44重量%のSiとを含む銅合金であることを特徴とするブレーカ。 - 請求項1ないし3のいずれかに記載されるブレーカであって、
前記可動接点金属板が、CuとCrとMgを含む銅合金であることを特徴とするブレーカ。 - 請求項6に記載されるブレーカであって、
前記可動接点金属板が、
0.1重量%以上であって0.7重量%以下のCrと、
0.05重量%以上であって0.3重量%以下のMgを含む銅合金であることを特徴とするブレーカ。 - 請求項7に記載されるブレーカであって、
前記可動接点金属板が、0.25重量%のCrと、0.1重量%のMgを含む銅合金であることを特徴とするブレーカ。 - 固定接点を有する固定接点金属板と、
前記固定接点と対向する位置に配置してなる可動接点を有し、この可動接点を弾性的に前記固定接点に押圧する弾性金属板からなる可動接点金属板と、
前記可動接点金属板を温度変化で変形して前記可動接点をオンオフに切り換える位置に配置してなるバイメタルと、
前記固定接点金属板の前記固定接点と前記可動接点金属板の前記可動接点と、前記バイメタルを内部に配置している外装ケースと
を備えるブレーカでの製造方法であって、
前記可動接点金属板と前記固定接点金属板と前記バイメタルとを前記外装ケースの定位置に配置してブレーカ組立とする組立工程と、
前記組立工程で組み立てられた前記ブレーカ組立を熱処理炉に入れて、前記熱処理炉でもって前記ブレーカ組立を加熱した後、冷却して前記ブレーカ組立の前記可動接点金属板と前記バイメタルの両方をアニーリングして熱処理済みブレーカとするアニール工程とからなり、
前記可動接点金属板に熱伝導率を200W/m・K以上とする弾性金属板を使用するブレーカの製造方法。 - 請求項9に記載されるブレーカの製造方法であって、
前記可動接点金属板に、導電率が50%IACS以上である弾性金属板を使用することを特徴とするブレーカの製造方法。 - 請求項9又は10に記載されるブレーカの製造方法であって、
前記可動接点金属板が、前記外装ケースに固定してなる固定部から可動接点までの間を直線状とすることを特徴とするブレーカの製造方法。 - 請求項9ないし11のいずれかに記載されるブレーカの製造方法であって、
前記可動接点金属板に、CuとCoとSiを含む銅合金を使用することを特徴とするブレーカの製造方法。 - 請求項12に記載されるブレーカの製造方法であって、
前記可動接点金属板に、1.9重量%のCoと、0.44重量%のSiとを含む銅合金を使用することを特徴とするブレーカの製造方法。 - 請求項9ないし11のいずれかに記載されるブレーカの製造方法であって、
前記可動接点金属板に、CuとCrとMgを含む銅合金を使用することを特徴とするブレーカの製造方法。 - 請求項14に記載されるブレーカの製造方法であって、
前記可動接点金属板に、
0.1重量%以上であって0.7重量%以下のCrと、
0.05重量%以上であって0.3重量%以下のMgを含む銅合金を使用することを特徴とするブレーカの製造方法。 - 請求項15に記載されるブレーカの製造方法であって、
前記可動接点金属板が、0.25重量%のCrと、0.1重量%のMgを含む銅合金とすることを特徴とするブレーカの製造方法。 - 請求項9ないし16のいずれかに記載されるブレーカの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立を加熱する雰囲気温度を、180℃以上であって270℃以下とすることを特徴とするブレーカの製造方法。 - 請求項17に記載されるブレーカの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立をアニーリングする雰囲気温度を、
180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を5℃以内とする温度とすることを特徴とするブレーカの製造方法。 - 請求項17に記載されるブレーカの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立をアニーリングする雰囲気温度を、
180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を4℃以内とする温度とすることを特徴とするブレーカの製造方法。 - 請求項9ないし19のいずれかに記載されるブレーカの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立を酸化雰囲気で加熱することを特徴とするブレーカの製造方法。 - 請求項20に記載されるブレーカの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立を酸化雰囲気で加熱すると共に、前記熱処理炉が前記可動接点金属板の表面に酸化膜を形成する温度で熱処理することを特徴とするブレーカの製造方法。 - 請求項9ないし21のいずれかに記載されるブレーカの製造方法であって、
前記外装ケースに露出面のある外装金属板を設け、
前記組立工程において前記外装金属板を前記可動接点金属板に面接触状態で熱結合状態に固定し、
前記アニール工程においては、前記熱処理炉が前記ブレーカ組立を、前記外装金属板を介して前記可動接点金属板を加熱して熱処理することを特徴とするブレーカの製造方法。 - 固定接点を有する固定接点金属板と、前記固定接点と対向する位置に配置してなる可動接点を有し、この可動接点を弾性的に前記固定接点に押圧する弾性金属板の可動接点金属板と、この可動接点金属板をオンオフに切り換える位置に配置してなるバイメタルとを、外装ケースの内部に配置して、前記固定接点金属板と前記可動接点金属板と前記バイメタルとを定位置に配置してブレーカ組立とする組立工程と、
前記組立工程で組み立てられた前記ブレーカ組立を熱処理炉に入れて前記ブレーカ組立を加熱して、前記可動接点金属板と前記バイメタルの両方を加熱して熱処理済みブレーカとするアニール工程と、
前記アニール工程で熱処理された前記熱処理済みブレーカを回路基板の定位置に配置して、リフロー炉で加熱して前記熱処理済みブレーカを前記回路基板にハンダ付けするリフローハンダ工程と、
前記リフローハンダ工程で熱処理済みブレーカを実装してなる前記回路基板を電池に電気接続する接続工程とからなり、
前記可動接点金属板に、熱伝導率を200W/m・K以上とする弾性金属板を使用するブレーカを使用する電池パックの製造方法。 - 請求項23に記載される電池パックの製造方法であって、
前記ブレーカの前記可動接点金属板に、導電率を50%IACS以上とする弾性金属板を使用することを特徴とする電池パックの製造方法。 - 請求項23又は24に記載される電池パックの製造方法であって、
前記ブレーカの前記可動接点金属板に、CuとCoとSiを含む銅合金を使用することを特徴とする電池パックの製造方法。 - 請求項25に記載される電池パックの製造方法であって、
前記ブレーカの前記可動接点金属板に、1.9重量%のCoと、0.44重量%のSiとを含む銅合金を使用することを特徴とする電池パックの製造方法。 - 請求項23又は24に記載される電池パックの製造方法であって、
前記ブレーカの前記可動接点金属板に、CuとCrとMgを含む銅合金を使用することを特徴とする電池パックの製造方法。 - 請求項27に記載される電池パックの製造方法であって、
前記ブレーカの前記可動接点金属板に、
0.1重量%以上であって0.7重量%以下のCrと、
0.05重量%以上であって0.3重量%以下のMgを含む銅合金を使用することを特徴とする電池パックの製造方法。 - 請求項23ないし28のいずれかに記載される電池パックの製造方法であって、
前記アニール工程において、前記熱処理炉で前記ブレーカ組立を加熱する雰囲気温度が、
前記リフロー炉の雰囲気温度よりも低く設定してなることを特徴とする電池パックの製造方法。 - 請求項23ないし29のいずれかに記載される電池パックの製造方法であって、
前記アニール工程において、前記熱処理炉の加熱温度を180℃以上であって270℃以下とすることを特徴とする電池パックの製造方法。 - 請求項30に記載される電池パックの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立をアニーリングする雰囲気温度を、
180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を5℃以内とする温度とすることを特徴とする電池パックの製造方法。 - 請求項30に記載される電池パックの製造方法であって、
前記アニール工程において、前記熱処理炉が前記ブレーカ組立をアニーリングする雰囲気温度を、
180℃から270℃で5秒から60秒間加熱した後における復帰温度の温度変化を4℃以内とする温度とすることを特徴とする電池パックの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025607A JP6654459B2 (ja) | 2016-02-15 | 2016-02-15 | ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016025607A JP6654459B2 (ja) | 2016-02-15 | 2016-02-15 | ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017147029A true JP2017147029A (ja) | 2017-08-24 |
| JP6654459B2 JP6654459B2 (ja) | 2020-02-26 |
Family
ID=59681586
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016025607A Active JP6654459B2 (ja) | 2016-02-15 | 2016-02-15 | ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6654459B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114586529A (zh) * | 2022-03-03 | 2022-06-07 | 李小彪 | 一种地热能割草机 |
| US20220416364A1 (en) * | 2021-06-24 | 2022-12-29 | Rivian Ip Holdings, Llc | Battery module flex circuit |
| WO2025005145A1 (ja) * | 2023-06-28 | 2025-01-02 | ボーンズ株式会社 | ブレーカー、安全回路及び2次電池パック |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63213220A (ja) * | 1987-02-27 | 1988-09-06 | 株式会社東芝 | 電気接点用部材 |
| JPH0562575A (ja) * | 1991-04-03 | 1993-03-12 | Ubukata Masaya | 熱応動スイツチ |
| JP2002075150A (ja) * | 2000-08-23 | 2002-03-15 | Nec Schott Components Corp | 保護素子 |
| JP2002298807A (ja) * | 2001-03-30 | 2002-10-11 | Sanyo Electric Co Ltd | パック電池 |
| JP2013016510A (ja) * | 2011-04-15 | 2013-01-24 | Komatsulite Mfg Co Ltd | サーマルプロテクタ及びこれを用いたバッテリー |
| WO2013058362A1 (ja) * | 2011-10-20 | 2013-04-25 | タイコエレクトロニクスジャパン合同会社 | 保護装置 |
| JP2013098098A (ja) * | 2011-11-02 | 2013-05-20 | Otsuka Techno Kk | ブレーカ |
| US20140049355A1 (en) * | 2012-08-16 | 2014-02-20 | Hideaki Takeda | Thermal protector |
-
2016
- 2016-02-15 JP JP2016025607A patent/JP6654459B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63213220A (ja) * | 1987-02-27 | 1988-09-06 | 株式会社東芝 | 電気接点用部材 |
| JPH0562575A (ja) * | 1991-04-03 | 1993-03-12 | Ubukata Masaya | 熱応動スイツチ |
| JP2002075150A (ja) * | 2000-08-23 | 2002-03-15 | Nec Schott Components Corp | 保護素子 |
| JP2002298807A (ja) * | 2001-03-30 | 2002-10-11 | Sanyo Electric Co Ltd | パック電池 |
| JP2013016510A (ja) * | 2011-04-15 | 2013-01-24 | Komatsulite Mfg Co Ltd | サーマルプロテクタ及びこれを用いたバッテリー |
| WO2013058362A1 (ja) * | 2011-10-20 | 2013-04-25 | タイコエレクトロニクスジャパン合同会社 | 保護装置 |
| JP2013098098A (ja) * | 2011-11-02 | 2013-05-20 | Otsuka Techno Kk | ブレーカ |
| US20140049355A1 (en) * | 2012-08-16 | 2014-02-20 | Hideaki Takeda | Thermal protector |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220416364A1 (en) * | 2021-06-24 | 2022-12-29 | Rivian Ip Holdings, Llc | Battery module flex circuit |
| US12046775B2 (en) * | 2021-06-24 | 2024-07-23 | Rivian Ip Holdings, Llc | Battery module flex circuit |
| CN114586529A (zh) * | 2022-03-03 | 2022-06-07 | 李小彪 | 一种地热能割草机 |
| CN114586529B (zh) * | 2022-03-03 | 2023-09-29 | 台州豪鑫汽车部件有限公司 | 一种地热能割草机 |
| WO2025005145A1 (ja) * | 2023-06-28 | 2025-01-02 | ボーンズ株式会社 | ブレーカー、安全回路及び2次電池パック |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6654459B2 (ja) | 2020-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120132427A (ko) | 브레이커와 이 브레이커를 구비하는 팩 전지 | |
| JP6297028B2 (ja) | 保護装置 | |
| WO2016098441A1 (ja) | ブレーカの製造方法とこのブレーカを備える電池パックの製造方法 | |
| CN104025243A (zh) | 具有过电流阻断功能的自复型保险丝 | |
| US20140300443A1 (en) | Thermal protector | |
| JP2017098186A (ja) | ブレーカー並びにそれを備えた安全回路及び2次電池回路。 | |
| JP6654459B2 (ja) | ブレーカとこのブレーカの製造方法、及びブレーカを備える電池パックの製造方法 | |
| US11158471B2 (en) | Housing of electronic device, method of manufacturing housing of electronic device, and breaker having the same | |
| US9472363B2 (en) | Thermal protector | |
| JP6592299B2 (ja) | ブレーカー及びそれを備えた安全回路並びに2次電池回路。 | |
| JP7017922B2 (ja) | ブレーカー及びそれを備えた安全回路 | |
| JP6457810B2 (ja) | ブレーカー及びそれを備えた安全回路並びに2次電池回路。 | |
| JP5804515B2 (ja) | ブレーカ | |
| JP6099080B2 (ja) | 無通電タイプのブレーカ | |
| JP2013098098A (ja) | ブレーカ | |
| JP5850562B2 (ja) | 無通電タイプのブレーカを備えるパック電池 | |
| JP6057684B2 (ja) | パック電池用のブレーカとこのブレーカを使用するパック電池、及び温度スイッチ | |
| JP5901055B2 (ja) | ブレーカ | |
| JP6560548B2 (ja) | ブレーカー及びそれを備えた安全回路。 | |
| JP5904659B2 (ja) | パック電池 | |
| JP6038680B2 (ja) | ブレーカ装置 | |
| JP2004311350A (ja) | バッテリ装置および携帯機器 | |
| JP2004288421A (ja) | 温度スイッチ | |
| JP2021012803A (ja) | パック電池とパック電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6654459 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |