JP2017140631A - プレス加工装置 - Google Patents
プレス加工装置 Download PDFInfo
- Publication number
- JP2017140631A JP2017140631A JP2016023413A JP2016023413A JP2017140631A JP 2017140631 A JP2017140631 A JP 2017140631A JP 2016023413 A JP2016023413 A JP 2016023413A JP 2016023413 A JP2016023413 A JP 2016023413A JP 2017140631 A JP2017140631 A JP 2017140631A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- press
- upper holder
- secondary processing
- holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Abstract
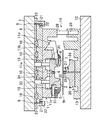
【解決手段】ラム1の下降によってワークWをプレス成形する上型2及び下型3と、二次加工具4〜7と、ラム1にガイド機構9を介して昇降自在に支持され、油圧シリンダ10によって駆動される昇降プレート8と、昇降プレート8の下面に重ね合わせ状態にして固定された上ホルダ11とを備え、上ホルダ11に二次加工具4〜7が設けられ、油圧シリンダ10の作動により、上ホルダ11が上型2に対して相対的に下降してワークWの二次加工を行なう。
【選択図】図1
Description
プレス機のラムの下降によって上記ワークをプレス成形する上型及び下型と、
各々上記ワークの二次加工をする複数の二次加工具と、
上記ラムにガイド機構を介して昇降自在に支持され、背部に配置された液圧シリンダによって駆動される昇降プレートと、
上記昇降プレートの下面に重ね合わせ状態にして固定され、該昇降プレートと共に昇降する上ホルダとを備え、
上記上ホルダに上記複数の二次加工具が設けられており、
上記液圧シリンダの作動により、上記上ホルダが上記上型に対して相対的に下降して上記ワークの二次加工が行なわれることを特徴とする。
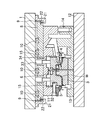
図1に示すように、ワークWを上型2と下型3の間に搬入した状態でラム1を下降させると、上型2がロッド33,34を介してラム1で押されて下降する。これにより、ワークWは上型2と下型3に挟まれて上向きの凸になるように変形していく。そして、図2に示すように、ワークWはハット状にプレス成形された状態になる。その状態で、上型2及び下型3への冷却水の供給によるワークWの冷却が開始される。
2 上型
3 下型
4〜7 二次加工具
8 昇降プレート
9 第1ガイド機構
10 油圧シリンダ(液圧シリンダ)
11 上ホルダ
14 第2ガイド機構
15 第3ガイド機構
W ワーク
Claims (5)
- ワークのプレス成形と、該プレス成形に続く当該ワークの二次加工とを行なうプレス加工装置であって、
プレス機のラムの下降によって上記ワークをプレス成形する上型及び下型と、
各々上記ワークの二次加工をする複数の二次加工具と、
上記ラムにガイド機構を介して昇降自在に支持され、背部に配置された液圧シリンダによって駆動される昇降プレートと、
上記昇降プレートの下面に重ね合わせ状態にして固定され、該昇降プレートと共に昇降する上ホルダとを備え、
上記上ホルダに上記複数の二次加工具が設けられており、
上記液圧シリンダの作動により、上記上ホルダが上記上型に対して相対的に下降して上記ワークの二次加工が行なわれることを特徴とするプレス加工装置。 - 請求項1において、
上記昇降プレートは、該プレートの背部に配置された複数の液圧シリンダによって駆動されることを特徴とするプレス加工装置。 - 請求項1又は請求項2において、
上記下型は、上記プレス機のボルスタに固定された下ホルダに支持され、
上記上ホルダと上記下ホルダの間に、上記上ホルダの昇降をガイドする第2のガイド機構が設けられていることを特徴とするプレス加工装置。 - 請求項1乃至請求項3のいずれか一において、
上記上型は、上記上ホルダに、第3のガイド機構を介して相対的に昇降するように支持されていることを特徴とするプレス加工装置。 - 請求項1乃至請求項4のいずれか一において、
上記上型及び下型は、加熱された上記ワークのプレス成形と、該プレス成形がされた当該ワークの焼入れのための冷却とを行なうホットプレス型であり、
上記二次加工具として、少なくとも上記ワークのトリミングを行なう加工具を備えていることを特徴とするプレス加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023413A JP6299781B2 (ja) | 2016-02-10 | 2016-02-10 | プレス加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023413A JP6299781B2 (ja) | 2016-02-10 | 2016-02-10 | プレス加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017140631A true JP2017140631A (ja) | 2017-08-17 |
| JP6299781B2 JP6299781B2 (ja) | 2018-03-28 |
Family
ID=59628868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016023413A Expired - Fee Related JP6299781B2 (ja) | 2016-02-10 | 2016-02-10 | プレス加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6299781B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108608160A (zh) * | 2018-06-12 | 2018-10-02 | 苏州科技大学 | 一种支架整形设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0253820U (ja) * | 1988-10-11 | 1990-04-18 | ||
| JP2000158057A (ja) * | 1998-11-26 | 2000-06-13 | Toyota Auto Body Co Ltd | プレス型 |
| JP2004034145A (ja) * | 2002-07-08 | 2004-02-05 | Toyota Motor Corp | プレス金型 |
| JP2008087001A (ja) * | 2006-09-29 | 2008-04-17 | Mazda Motor Corp | 板状ワークの加工方法及び加工装置 |
| JP2012091207A (ja) * | 2010-10-27 | 2012-05-17 | Toyota Motor Corp | ダイクエンチにおける抜き加工方法およびダイクエンチ用プレス加工装置 |
| WO2014162350A1 (ja) * | 2013-04-02 | 2014-10-09 | 株式会社キーレックス | プレス装置 |
-
2016
- 2016-02-10 JP JP2016023413A patent/JP6299781B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0253820U (ja) * | 1988-10-11 | 1990-04-18 | ||
| JP2000158057A (ja) * | 1998-11-26 | 2000-06-13 | Toyota Auto Body Co Ltd | プレス型 |
| JP2004034145A (ja) * | 2002-07-08 | 2004-02-05 | Toyota Motor Corp | プレス金型 |
| JP2008087001A (ja) * | 2006-09-29 | 2008-04-17 | Mazda Motor Corp | 板状ワークの加工方法及び加工装置 |
| JP2012091207A (ja) * | 2010-10-27 | 2012-05-17 | Toyota Motor Corp | ダイクエンチにおける抜き加工方法およびダイクエンチ用プレス加工装置 |
| WO2014162350A1 (ja) * | 2013-04-02 | 2014-10-09 | 株式会社キーレックス | プレス装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108608160A (zh) * | 2018-06-12 | 2018-10-02 | 苏州科技大学 | 一种支架整形设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6299781B2 (ja) | 2018-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI628013B (zh) | 壓製成形裝置及壓製成形方法 | |
| JP6256568B2 (ja) | プレス加工装置 | |
| KR20100006470A (ko) | 복합 프레스금형장치 | |
| KR20090108909A (ko) | 프레스 금형 장치 | |
| JP2016187816A (ja) | 複合加工プレス型 | |
| JP2017024036A (ja) | プレス加工装置 | |
| JP2015505276A (ja) | 上部切断とフレーム切断とが組み込まれた殻形部品を深絞り加工する装置および方法 | |
| JP6314925B2 (ja) | プレス加工装置 | |
| KR100990308B1 (ko) | 링형상부재의 제조방법 | |
| CN104707908A (zh) | 一种翻孔模具 | |
| JP2018069305A (ja) | プレス加工装置 | |
| JP6299781B2 (ja) | プレス加工装置 | |
| JP5371177B2 (ja) | パンチプレスにおける曲げ金型及びその曲げ金型を使用する加工方法 | |
| JP6299787B2 (ja) | プレス加工装置 | |
| JP2012218018A (ja) | プレス加工装置 | |
| JP2008105094A (ja) | プレス成形方法、それに用いる兼用プレス型および成形装置 | |
| CN104870116A (zh) | 激光加工机的修边工具及其修边方法 | |
| US9616481B2 (en) | Hot stamping device | |
| CN203578545U (zh) | 一种锥体工件的生产专用模具组 | |
| CN202667410U (zh) | 一种双工位连续冲压级进模 | |
| CN103599987A (zh) | 一种锥体工件的生产专用模具组 | |
| CN105880376A (zh) | 一种弯曲落料模 | |
| JP2016032833A (ja) | プレス成形方法 | |
| CN103480741A (zh) | 一种锥体工件切边冲孔复合模具 | |
| CN203695751U (zh) | U型汽车控制臂锻件用冲压切边复合模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6299781 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |