JP2017126022A - 光ファイバケーブルの製造方法 - Google Patents
光ファイバケーブルの製造方法 Download PDFInfo
- Publication number
- JP2017126022A JP2017126022A JP2016006270A JP2016006270A JP2017126022A JP 2017126022 A JP2017126022 A JP 2017126022A JP 2016006270 A JP2016006270 A JP 2016006270A JP 2016006270 A JP2016006270 A JP 2016006270A JP 2017126022 A JP2017126022 A JP 2017126022A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fiber cable
- optical unit
- optical
- twisted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【課題】光ファイバケーブルの生産性を低下させずに、伝送損失を低減することができる光ファイバケーブルの製造方法を提供する。
【解決手段】複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程S2と、光ユニットをスロットロッドの溝に挿入する集合工程S3と、からなる光ファイバケーブルの製造方法である。この集合工程で光ユニットを撚ってスロットロッドの溝に挿入する。
【選択図】図4
【解決手段】複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程S2と、光ユニットをスロットロッドの溝に挿入する集合工程S3と、からなる光ファイバケーブルの製造方法である。この集合工程で光ユニットを撚ってスロットロッドの溝に挿入する。
【選択図】図4
Description
本発明は、光ファイバケーブルの製造方法に関し、詳細には、複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットをスロットロッドの溝に挿入する、光ファイバケーブルの製造方法に関する。
光ファイバケーブルには、複数条の溝が形成されたスロットロッド(スペーサともいう)を備えたタイプが流通している。各溝には、複数本の光ファイバ心線を並列に配置した光ファイバテープ心線(以下、テープ心線と称する。)などを収納することができる。
スロットロッドの溝には、一方向の螺旋状に撚ったもの(ヘリカル(HL)螺旋溝ともいう)や、周期的に反転する螺旋状に撚ったもの(SZ螺旋溝ともいう)がある。例えば、特許文献1には、テープ心線をSZ螺旋溝に収納する技術が開示されている。
スロットロッドの溝には、一方向の螺旋状に撚ったもの(ヘリカル(HL)螺旋溝ともいう)や、周期的に反転する螺旋状に撚ったもの(SZ螺旋溝ともいう)がある。例えば、特許文献1には、テープ心線をSZ螺旋溝に収納する技術が開示されている。
ところで、溝に収納されたテープ心線が溝の側壁から圧力を受けると、マイクロベンド損失などが生じて光ファイバ心線の伝送損失が増加する。これを避けるための一手段として、側圧の影響をランダマイズするように、テープ心線を下撚りしたものを溝に収納することも考えられる。
しかしながら、テープ心線のSZ下撚りをテープ心線の製造工程で実施しても、SZ撚りを保持できないという問題がある。また、テープ心線の製造後に下撚りだけを加える工程を加えると、工程数が増えて光ファイバケーブルの生産性が低下するので、光ファイバケーブルの製造コストの低廉化を達成し難くなる。
しかしながら、テープ心線のSZ下撚りをテープ心線の製造工程で実施しても、SZ撚りを保持できないという問題がある。また、テープ心線の製造後に下撚りだけを加える工程を加えると、工程数が増えて光ファイバケーブルの生産性が低下するので、光ファイバケーブルの製造コストの低廉化を達成し難くなる。
本発明は、上述のような実情に鑑みてなされたもので、光ファイバケーブルの生産性を低下させずに、光ファイバケーブルの伝送損失を低減することができる光ファイバケーブルの製造方法を提供することを目的とする。
本発明の一態様に係る光ファイバケーブルの製造方法は、複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程と、前記光ユニットを前記スロットロッドの前記溝に挿入する集合工程と、からなる光ファイバケーブルの製造方法であって、前記集合工程で前記光ユニットを撚って前記スロットロッドの前記溝に挿入する。
上記によれば、光ファイバケーブルの製造コストを増加させることなく、伝送損失を低減することが可能になる。
[本発明の実施形態の説明]
最初に本発明の実施形態の内容を列記して説明する。
本発明の一態様に係る光ファイバケーブルの製造方法は、(1)複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程と、前記光ユニットを前記スロットロッドの前記溝に挿入する集合工程と、からなる光ファイバケーブルの製造方法であって、前記集合工程で前記光ユニットを撚って前記スロットロッドの前記溝に挿入する。集合工程で光ユニットを撚るので、光ユニットの製造時には下撚りをする必要が無く、製造コストを増加させることなく、伝送損失を低減することが可能になる。
最初に本発明の実施形態の内容を列記して説明する。
本発明の一態様に係る光ファイバケーブルの製造方法は、(1)複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程と、前記光ユニットを前記スロットロッドの前記溝に挿入する集合工程と、からなる光ファイバケーブルの製造方法であって、前記集合工程で前記光ユニットを撚って前記スロットロッドの前記溝に挿入する。集合工程で光ユニットを撚るので、光ユニットの製造時には下撚りをする必要が無く、製造コストを増加させることなく、伝送損失を低減することが可能になる。
(2)前記光ユニットが、周期的に反転する螺旋状に撚られている。光ユニットにSZ撚りを加えれば、光ユニットをスロットロッドの溝内にランダム(一定ではない)に配置できるので、光ファイバ心線の伝送損失を小さく抑えることができる。また、光ユニットをSZ撚りにすれば、光ユニットをHL撚りにした場合に比べて、テープ心線を取り出しやすくなり、例えば融着接続する際の作業効率が向上する。
(3)前記テープ心線は、隣り合う前記光ファイバ心線間の長手方向に連結部と非連結部が間欠的に形成されている。光ユニットを間欠テープ心線で構成すれば、一般的なテープ心線に比べて間欠テープ心線は柔軟性を有するため、光ファイバケーブルへの占有率を上げることができる。
(4)前記光ユニットの撚りピッチが前記溝の撚りピッチよりも短くされている。光ユニットの撚りピッチを溝の撚りピッチと同等あるいは長くした場合に比べて、圧縮歪みが分散するため、光ファイバ心線の伝送損失を容易に抑制できる。
(3)前記テープ心線は、隣り合う前記光ファイバ心線間の長手方向に連結部と非連結部が間欠的に形成されている。光ユニットを間欠テープ心線で構成すれば、一般的なテープ心線に比べて間欠テープ心線は柔軟性を有するため、光ファイバケーブルへの占有率を上げることができる。
(4)前記光ユニットの撚りピッチが前記溝の撚りピッチよりも短くされている。光ユニットの撚りピッチを溝の撚りピッチと同等あるいは長くした場合に比べて、圧縮歪みが分散するため、光ファイバ心線の伝送損失を容易に抑制できる。
[本発明の実施形態の詳細]
以下、添付図面を参照しながら、本発明による光ファイバケーブルの製造方法の好適な実施の形態について説明する。
図1は、本発明の一実施形態による光ファイバケーブルを示す図、図2は、光ファイバケーブルの一例を示す断面図であり、図3は、間欠テープ心線の構造の一例を示す図である。
以下、添付図面を参照しながら、本発明による光ファイバケーブルの製造方法の好適な実施の形態について説明する。
図1は、本発明の一実施形態による光ファイバケーブルを示す図、図2は、光ファイバケーブルの一例を示す断面図であり、図3は、間欠テープ心線の構造の一例を示す図である。
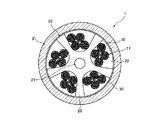
図1,2に示した光ファイバケーブル1は、SZ撚テープスロット型ケーブルであり、光ユニット17と、スロットロッド20と、例えばスロットロッド20の周囲に縦添えまたは横巻きで巻かれた押さえ巻きテープ30と、押さえ巻きテープ30の外側を被覆するケーブル外被31とを備えている。なお、図1は中間分岐した際の模式図であり、図2に示したケーブル外被31や押さえ巻きテープ30が部分的に除去され、スロットロッド20や、このスロットロッド20から垂れ下がった光ユニット17が見える。
図2に示すように、スロットロッド20は、その中心部にテンションメンバ21が埋設されている。テンションメンバ21は、引張り及び圧縮に対する耐力を有する線材、例えば、鋼線やFRP(Fiber Reinforced Plastics)などが用いられている。
また、スロットロッド20の外周面には、ケーブル長手方向に沿ってSZ状のスロット溝22が複数条(例えば5つ)形成されている。ここで、図1に示したスロット溝22の撚りピッチPは、反転部分から、S撚り部分、反転部分、Z撚り部分、反転部分までの長さとなる。なお、スロット溝22が本発明の溝に相当する。また、スロット溝は、SZ状の他、一方向の螺旋状(HL状)に形成してもよい。
また、スロットロッド20の外周面には、ケーブル長手方向に沿ってSZ状のスロット溝22が複数条(例えば5つ)形成されている。ここで、図1に示したスロット溝22の撚りピッチPは、反転部分から、S撚り部分、反転部分、Z撚り部分、反転部分までの長さとなる。なお、スロット溝22が本発明の溝に相当する。また、スロット溝は、SZ状の他、一方向の螺旋状(HL状)に形成してもよい。
光ユニット17は、例えば12心の間欠テープ心線10を6枚積層して72心とし、さらに周期的に反転する螺旋状のようなSZ状に撚り集められている。なお、光ユニットは、SZ状に撚り集められた構造の他、HL状に撚り集めることも可能である。
間欠テープ心線とは、複数本の光ファイバ心線が平行一列に配列され、隣り合う光ファイバ心線同士を連結部と非連結部により間欠的に連結してなるものである。図3(A)は間欠テープ心線を配列方向に開いた状態を、図3(B)は図3(A)のB−B線矢視断面図をそれぞれ示しており、図示の間欠テープ心線10は、12心のテープ心線が2心毎に間欠的に接続されて構成されている。
図3(B)に示すように、各光ファイバ心線11の周囲には、紫外線硬化樹脂等によるテープ被覆14が設けられ、例えば2心を一体化した心線同士が連結部12と非連結部13により間欠的に連結されている。連結部12では、隣り合うテープ被覆14が連なり、非連結部13では、隣り合うテープ被覆14が連結されずに分離されている。
この間欠テープ心線に収容される光ファイバ心線は、標準外径125μmのガラスファイバに被覆外径250μm前後の被覆を施した光ファイバ素線と称されるものの外側に、さらに着色被覆を施したものであり、光ファイバ心線の収容数は任意である。なお、間欠テープ心線は、2心毎に連結部と非連結部を設けなくてもよく、例えば1心毎に連結部と非連結部で間欠的に連結してもよい。
図2で説明した各スロット溝22には、例えばSZ状に撚り集められた状態の光ユニット17(72心)が例えば4束ずつ収納されており、5つのスロット溝22を備えた光ファイバケーブル1は1440心のケーブルを構成している。なお、光ユニットの撚り集めとスロット溝22への収納は、後述のように、いずれも集合工程で実施される。
スロットロッド20は、光ユニット17が飛び出さないように押さえ巻きテープ30で巻かれ、例えば丸型にまとめられている。
スロットロッド20は、光ユニット17が飛び出さないように押さえ巻きテープ30で巻かれ、例えば丸型にまとめられている。
押さえ巻きテープ30は、例えば、不織布をテープ状に形成したものや、ポリエチレンテレフタレート(PET)等の基材と不織布とを貼り合わせたもの等が用いられる。なお、押さえ巻きテープに吸水剤(例えば吸水パウダ)を付与してもよい。押さえ巻きテープを吸水層として機能させれば、間欠テープ心線などへの止水が可能になる。
押さえ巻きテープ30の外側は、例えばPE(ポリエチレン)、PVC(ポリ塩化ビニル)等で構成されたケーブル外被31で覆われ、例えば丸型に形成されている。
押さえ巻きテープ30の外側は、例えばPE(ポリエチレン)、PVC(ポリ塩化ビニル)等で構成されたケーブル外被31で覆われ、例えば丸型に形成されている。
このように、光ユニットを撚り集めることにより、一般的なテープ心線を用いても占有率を上げることはできるが、間欠テープ心線で構成すれば柔軟性を有するため、より容易に高密度化を図ることができる。
さらに、光ユニットの撚りピッチとスロット溝の撚りピッチとを変える、例えば、光ユニットの撚りピッチをスロット溝の撚りピッチよりも短くすれば、スロット溝の撚りピッチと同等あるいは長くした場合に比べて、より圧縮歪みが分散しやすくなるため、光ファイバ心線の伝送損失の抑制がより容易になる。
さらに、光ユニットの撚りピッチとスロット溝の撚りピッチとを変える、例えば、光ユニットの撚りピッチをスロット溝の撚りピッチよりも短くすれば、スロット溝の撚りピッチと同等あるいは長くした場合に比べて、より圧縮歪みが分散しやすくなるため、光ファイバ心線の伝送損失の抑制がより容易になる。
図4は、本発明の一実施形態による光ファイバケーブルの製造工程を説明する図である。図3で説明した間欠テープ心線10を用いる場合には、光ユニットの製造工程で、連結部12と非連結部13を形成する(ステップS1)。一方、スロットロッドの製造工程では、例えばスロット用の樹脂の押出しにより、図1,2で説明したスロット溝22を形成する(ステップS2)。
集合工程は、光ユニットおよびスロットロッドの各製造工程の下流側に設けられており(ステップS3)、この集合工程で、図2で説明した光ユニット17を例えばSZ状に撚り集めてスロット溝22に収納する。続いて、シース工程では、例えばシース用の樹脂の押出しにより、スロットロッド20を巻いた押さえ巻きテープ30の外側をケーブル外被31で覆う(ステップS4)。なお、これらステップS1からS4は、順番通りに行う必要は無く、例えば、S1とS2を並列して行ってもよい。
図5は、図4の集合工程の一例を説明する図である。
上記のように、光ユニットが集合工程で撚られている場合、この集合工程のラインには、図5に示すように、捻回装置50、ロッド保持装置70がベース40に設置されている。図5の1点鎖線Uは光ユニットのパスライン、2点鎖線Sはスロッドロッドのパスラインであり、これら各パスラインは挿入点Iで交わる。
上記のように、光ユニットが集合工程で撚られている場合、この集合工程のラインには、図5に示すように、捻回装置50、ロッド保持装置70がベース40に設置されている。図5の1点鎖線Uは光ユニットのパスライン、2点鎖線Sはスロッドロッドのパスラインであり、これら各パスラインは挿入点Iで交わる。
捻回装置50は、挿入点Iよりも上流側に配置され、例えば、内歯車51およびロータ保持部60を備えている。内歯車51は、軸受51bを介してベース40に回転自在に支持されており、モータ56の駆動力がプーリ57やベルト58を経由して伝達され、所定方向に回転することができる。なお、モータ56は、その回転量・回転方向・回転速度が制御可能な例えばACサーボモータ等であり、制御部(図示省略)からの駆動信号に基づいて内歯車51を交互に反転駆動も可能である。
ロータ保持部60は、例えばベース40に設置されると共に、スロッドロッドのパスラインS上にロッド挿通穴61を有し、このロッド挿通穴61の外側であって光ユニットのパスラインUと同一軸線上に、軸受62を備えている。
内歯車51の内歯51aはロータ52に歯合する。ロータ52は、光ユニットのパスラインUに沿って設けられ、軸受62を介してロータ保持部60に回転自在に支持されている。
内歯車51の内歯51aはロータ52に歯合する。ロータ52は、光ユニットのパスラインUに沿って設けられ、軸受62を介してロータ保持部60に回転自在に支持されている。
そして、例えば5台のロータ52が等間隔で設けられ、各ロータ52の外歯53aが内歯車51の内歯51aに噛み合う。
図5に示したロッド保持装置70は、スロッドロッドのパスラインS上に、ロッド挿通穴71を有し、パスラインS上のスロットロッドを所定方向に回動可能に構成されている。
そして、各ロータ52に光ユニットをセットし、モータ56で内歯車51を所定周期で反転させると、各ロータ52も同様に回動するので、光ユニットは、ロータ52に把持された状態で例えばSZ状に捩じられながら、そのパスラインUに沿って送り出され、挿入点Iでスロット溝に挿入される。
図5に示したロッド保持装置70は、スロッドロッドのパスラインS上に、ロッド挿通穴71を有し、パスラインS上のスロットロッドを所定方向に回動可能に構成されている。
そして、各ロータ52に光ユニットをセットし、モータ56で内歯車51を所定周期で反転させると、各ロータ52も同様に回動するので、光ユニットは、ロータ52に把持された状態で例えばSZ状に捩じられながら、そのパスラインUに沿って送り出され、挿入点Iでスロット溝に挿入される。
このように、集合工程において、挿入点Iの手前で撚られた光ユニットを挿入点Iでスロット溝に挿入しているので、光ユニットの製造工程において下撚りをする必要は無い。
また、光ユニットにSZ撚りを加えれば、光ユニットをスロット溝内にランダム(一定ではない)に配置できるので、光ファイバ心線の伝送損失を小さく抑えることができる。
また、光ユニットをSZ撚りにすれば、光ユニットをHL撚りにした場合に比べて、スロット溝からテープ心線を取り出しやすくなるため、例えば融着接続する際の作業効率が向上する。
また、光ユニットにSZ撚りを加えれば、光ユニットをスロット溝内にランダム(一定ではない)に配置できるので、光ファイバ心線の伝送損失を小さく抑えることができる。
また、光ユニットをSZ撚りにすれば、光ユニットをHL撚りにした場合に比べて、スロット溝からテープ心線を取り出しやすくなるため、例えば融着接続する際の作業効率が向上する。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した意味ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
1…光ファイバケーブル、10…間欠テープ心線、11…光ファイバ心線、12…連結部、13…非連結部、14…テープ被覆、17…光ユニット、20…スロットロッド、21…テンションメンバ、22…スロット溝、23…スロットリブ、30…押さえ巻きテープ、31…ケーブル外被、40…ベース、50…捻回装置、51…内歯車、51a…内歯、51b…軸受、52…ロータ、53…ユニット保持部、53a…外歯、56…モータ、57…プーリ、58…ベルト、60…ロータ保持部、61…ロッド挿通穴、62…軸受、70…ロッド保持装置、71…ロッド挿通穴。
Claims (4)
- 複数本の光ファイバ心線を並列に配置したテープ心線を有する光ユニットを収納する撚られた溝を有したスロットロッドの製造工程と、前記光ユニットを前記スロットロッドの前記溝に挿入する集合工程と、からなる光ファイバケーブルの製造方法であって、
前記集合工程で前記光ユニットを撚って前記スロットロッドの前記溝に挿入する、光ファイバケーブルの製造方法。 - 前記光ユニットが、周期的に反転する螺旋状に撚られている、請求項1に記載の光ファイバケーブルの製造方法。
- 前記テープ心線は、隣り合う前記光ファイバ心線間の長手方向に連結部と非連結部が間欠的に形成されている、請求項1または2に記載の光ファイバケーブルの製造方法。
- 前記光ユニットの撚りピッチが前記溝の撚りピッチよりも短くされている、請求項1〜3のいずれか1項に記載の光ファイバケーブルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006270A JP2017126022A (ja) | 2016-01-15 | 2016-01-15 | 光ファイバケーブルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006270A JP2017126022A (ja) | 2016-01-15 | 2016-01-15 | 光ファイバケーブルの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017126022A true JP2017126022A (ja) | 2017-07-20 |
Family
ID=59364049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016006270A Pending JP2017126022A (ja) | 2016-01-15 | 2016-01-15 | 光ファイバケーブルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017126022A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019056837A (ja) * | 2017-09-21 | 2019-04-11 | 住友電気工業株式会社 | 光ファイバケーブル |
| EP3819691A4 (en) * | 2018-07-03 | 2022-03-30 | Nippon Telegraph And Telephone Corporation | FIBER OPTIC CABLE, AND FIBER OPTIC CABLE MAKING DEVICE AND METHOD |
-
2016
- 2016-01-15 JP JP2016006270A patent/JP2017126022A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019056837A (ja) * | 2017-09-21 | 2019-04-11 | 住友電気工業株式会社 | 光ファイバケーブル |
| EP3819691A4 (en) * | 2018-07-03 | 2022-03-30 | Nippon Telegraph And Telephone Corporation | FIBER OPTIC CABLE, AND FIBER OPTIC CABLE MAKING DEVICE AND METHOD |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017022531A1 (ja) | 光ファイバケーブル | |
| JP4055000B2 (ja) | 光ファイバケーブル、光ファイバケーブルの製造方法及び光ファイバケーブルの製造装置 | |
| JP2014211511A (ja) | 光ケーブル | |
| JP2014106380A (ja) | 光ファイバケーブル及びその製造方法並びにその製造装置 | |
| CN107076954B (zh) | 光缆、光缆的制造方法以及制造装置 | |
| EP3281051B1 (en) | A method of sz stranding flexible micromodules | |
| JP2017126022A (ja) | 光ファイバケーブルの製造方法 | |
| JP5940847B2 (ja) | 光ファイバケーブルの製造方法及び製造装置 | |
| JP2007233252A (ja) | 光ファイバケーブルの製造方法 | |
| WO2018230618A1 (ja) | スロット型光ケーブル | |
| JP2018017774A (ja) | 光ファイバケーブル | |
| JP6459833B2 (ja) | 光ファイバケーブル | |
| JP2019056837A (ja) | 光ファイバケーブル | |
| WO2019059251A1 (ja) | 光ファイバケーブル | |
| JP2014089372A (ja) | 自己支持型光ケーブル及び光ケーブルの製造方法 | |
| JPS6273216A (ja) | 光フアイバケ−ブルおよび製造方法 | |
| JP6592909B2 (ja) | 光ケーブル及びその製造方法 | |
| JPS6173913A (ja) | 光フアイバケ−ブル及びその製造方法 | |
| JP2013186218A (ja) | 光ファイバケーブル及びその製造方法 | |
| JP5813529B2 (ja) | 光ファイバケーブル及び光ファイバケーブルの製造方法 | |
| JP6782112B2 (ja) | 光ファイバケーブルの製造方法 | |
| US20220326463A1 (en) | Optical fiber cable and manufacturing method for optical fiber cable | |
| JPS59184306A (ja) | 光フアイバケ−ブルおよびその製造方法 | |
| JPS62209406A (ja) | スロツト形光ケ−ブルの製造方法 | |
| JPH0256511A (ja) | 光ファイバケーブルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190424 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191015 |