JP2017022902A - 誘導機の回転子及び誘導機の回転子の製造方法 - Google Patents
誘導機の回転子及び誘導機の回転子の製造方法 Download PDFInfo
- Publication number
- JP2017022902A JP2017022902A JP2015139607A JP2015139607A JP2017022902A JP 2017022902 A JP2017022902 A JP 2017022902A JP 2015139607 A JP2015139607 A JP 2015139607A JP 2015139607 A JP2015139607 A JP 2015139607A JP 2017022902 A JP2017022902 A JP 2017022902A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- blade
- induction machine
- end ring
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Abstract
【課題】ロータコアと、複数の導体バー及びエンドリングを含む二次導体とを有する誘導機の回転子及び誘導機の回転子の製造方法に関し、誘導機における冷却能力を高めつつ、高回転化に対応可能な誘導機の回転子及び誘導機の回転子の製造方法を提供する。
【解決手段】ロータ1は、回転軸10に固設されたロータコア20と、複数の導体バー31及びエンドリング35を有する二次導体30を有している。複数の導体バー31及びエンドリング35は、二次導体配設工程において導電材をダイカストすることで成形される。二次導体配設工程に際して、エンドリング35の軸方向端面には、複数の板状突部41が軸方向に立設される。複数の羽根部40は、羽根部成形工程において、第1曲部成形治具50、第2曲部成形治具55を用いて、軸方向に沿って成形圧力Fを加えることで、板状突部41に曲部42を形成して構成される。
【選択図】図1
【解決手段】ロータ1は、回転軸10に固設されたロータコア20と、複数の導体バー31及びエンドリング35を有する二次導体30を有している。複数の導体バー31及びエンドリング35は、二次導体配設工程において導電材をダイカストすることで成形される。二次導体配設工程に際して、エンドリング35の軸方向端面には、複数の板状突部41が軸方向に立設される。複数の羽根部40は、羽根部成形工程において、第1曲部成形治具50、第2曲部成形治具55を用いて、軸方向に沿って成形圧力Fを加えることで、板状突部41に曲部42を形成して構成される。
【選択図】図1
Description
本発明は、ロータコアと、回転軸の周りに分散配置された複数の導体バー及び各導体バー端部を短絡するエンドリングを含む二次導体とを有する誘導機の回転子及び誘導機の回転子の製造方法に関する。
従来、誘導機の回転子の一つとして、かご形回転子が知られている。このようなかご形回転子は、回転軸に固着されたロータコアと、ロータコアにおける回転軸の周りに分散配置された複数の導体バー及び、ロータコアの軸方向端面において各導体バーの端部を短絡するエンドリングを含む二次導体とによって構成されている。
近年、これらの誘導機においては、回転子における冷却能力を高める為に、種々の発明がなされており、例えば、特許文献1記載の発明が知られている。特許文献1記載の誘導機の回転子は、スロットに配設された二次導体の長手方向に沿って形成された気体流通路と、回転子における気体流通路の開口端部に配設された第1の羽根及び第2の羽根を有して構成されており、回転子の回転に伴い、二次導体に設けた気体流通路を介して、気体を強制的に循環させて、二次導体を効果的に冷却している。
一般に誘導機においては、低速高負荷運転時は、発熱が大きいにも関わらず冷却能力が低下しているので、熱的制約から、定格出力が頭打ちとなり、モータ小型化を阻害する要因となっている。これに対し、アルミダイカストで二次導体を形成する際に、フィンをエンドリングと一体成形されたロータが提案されている。この場合、金型からロータを離型できるファン形状として、羽形状は軸方向の曲がりはつけられず、また、エンドリング内径より内側に張り出せない。従って、低速域での風量増加の方策としての羽形状設計の自由度が低いという課題がある。
一方で、誘導機においては、高回転化への対応が望まれており、誘導機を高回転化させた場合に、高速回転に伴う遠心力の影響を考慮する必要がある。より具体的には、高速回転化に伴う遠心力の増大によって、エンドリング等の二次導体の変形・破損が生じやすくなる為、これらに対する対応策を講じる必要がある。
一方で、誘導機においては、高回転化への対応が望まれており、誘導機を高回転化させた場合に、高速回転に伴う遠心力の影響を考慮する必要がある。より具体的には、高速回転化に伴う遠心力の増大によって、エンドリング等の二次導体の変形・破損が生じやすくなる為、これらに対する対応策を講じる必要がある。
特に、特許文献1記載の誘導機のように、回転子の二次導体を用いて複数の羽根を形成した場合、各羽根は、二次導体により構成される他の部分(例えば、エンドリング等)よりも肉厚が薄くなる為、遠心力に対する耐力に問題があり、高速回転に起因する遠心力によって変形・破損を引き起こすことが想定される。
又、特許文献1における第1の羽根及び第2の羽根は、二次導体の鋳込み時に同時に鋳造されたり、二次導体の鋳込み後に切削加工を施したりすることによって形成される。二次導体の鋳込みに際して二次導体内部に生じた鋳造欠陥(例えば、巣等)が生じた場合であっても、鋳造欠陥が残存してしまうため、羽根やエンドリングを含む二次導体が、高速回転に伴う遠心力によって変形したり、破損したりしてしまう虞があった。
本発明は、ロータコアと、回転軸の周りに分散配置された複数の導体バー及びエンドリングを含む二次導体とを有する誘導機の回転子及び誘導機の回転子の製造方法に関し、誘導機における冷却能力を高めつつ、高回転化に対応可能な誘導機の回転子及び誘導機の回転子の製造方法を提供する。
本発明の一側面に係る誘導機の回転子は、回転可能に配設された回転軸と、前記回転軸の周りに分散配置され、前記回転軸方向に延びる複数のスロットを有し、前記回転軸に固設されたロータコアと、前記ロータコアの各スロット内にそれぞれ配置される複数のダイカスト製の導体バーと、前記回転軸方向におけるロータコアの端面に形成され、前記複数の導体バーの端部を相互に接続する円環状のダイカスト製のエンドリングとを含む二次導体と、を有する誘導機の回転子であって、前記エンドリングは、当該エンドリングに対して、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びる複数の羽根部を有し、前記複数の羽根部の組成は、前記二次導体のダイカストの組成に対して、加工硬化した組成を有していることを特徴とする。
当該誘導機の回転子は、回転軸と、複数のスロットを有するロータコアと、複数の導体バーとエンドリングを含む二次導体と、を有する。そして、複数の導体バーは、ダイカスト製であって、前記ロータコアの各スロット内にそれぞれ配置され、円環状のエンドリングは、ダイカスト製であって、前記ロータコアの軸方向端面に形成されている。当該エンドリングには、複数の羽根部が、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びるように形成されている為、当該誘導機の回転子を回転させることで、複数の羽根部によって気体を循環させて、誘導機を冷却することができる。そして、当該誘導機の回転子によれば、前記複数の羽根部の組成は、前記二次導体のダイカストの組成に対して、加工硬化した組成を有している為、遠心力に対する複数の羽根部の耐力を高めることができる。即ち、当該誘導機の回転子によれば、ダイカストされたエンドリングに対して成形圧力を加えて、複数の羽根部を成形することで、誘導機の冷却能力を高めつつ、高回転化に対応させ得る。
又、本発明の他の側面に係る誘導機の回転子は、請求項1記載の誘導機の回転子であって、前記複数の羽根部は、前記径方向と交差する所定方向へ曲がっていることを特徴とする。
当該誘導機の回転子において、前記複数の羽根部は、前記径方向と交差する所定方向へ曲がっている。これにより、当該誘導機の回転子によれば、当該回転子が所定方向に回転した場合の羽根部による風量を増大させることができ、もって、当該誘導機の冷却能力を高めることができる。又、複数の羽根部を所定方向に曲げる際に、各羽根部に加工硬化を生じさせることができ、高速回転に伴う遠心力に対する耐力も向上させることができる。
そして、本発明の他の側面に係る誘導機の回転子は、請求項2記載の誘導機の回転子であって、前記羽根部における径方向内側部分は、当該羽根部における径方向外側部分よりも大きな曲率で曲がっていることを特徴とする。
当該誘導機の回転子において、前記羽根部における径方向内側部分は、当該羽根部における径方向外側部分よりも大きな曲率で曲がっている。この為、当該誘導機の回転子によれば、各羽根部が上述のような曲げを有することで、低回転時における羽根部による風量を増大させることができる。回転子の低回転時は、誘導機における発熱量も大きい為、低回転時における風量を増大させることで、もって、誘導機における冷却能力を、より適切に高め得る。
又、本発明の他の側面に係る誘導機の回転子は、請求項3記載の誘導機の回転子であって、前記複数の羽根部は、前記ロータコアの径方向に延出する延出部を有することを特徴とする。
当該誘導機の回転子において、前記複数の羽根部は、前記ロータコアの径方向に延出する延出部を有している。従って、当該誘導機の回転子によれば、延出部によって、羽根部の面積を拡張することで各羽根部による風量を増大させることができ、もって、誘導機における冷却能力を高め得る。又、複数の羽根部に延出部を形成する際に、各羽根部に加工硬化を生じさせることができるので、当該誘導機の回転子によれば、高速回転に伴う遠心力に対する耐力を高めることができる。
そして、本発明の他の側面に係る誘導機の回転子は、請求項4記載の誘導機の回転子であって、前記羽根部は、前記延出部と基部とを有し、前記延出部は、前記ロータコアの径方向一方側に延出し、前記基部よりも薄い厚みで形成され、前記基部は、前記エンドリングの軸方向端面から離れるほど前記径方向他方側に位置するように傾斜した傾斜面を有し、当該羽根部における前記ロータコアの径方向他方側に位置することを特徴とする。
当該誘導機の回転子において、前記羽根部は、延出部と、基部とを夫々有している。延出部は、前記ロータコアの径方向一方側に延出して構成されており、前記基部よりも薄い厚みで形成される。基部は、エンドリングの軸方向端面から離れるほど前記径方向他方側に位置するように傾斜した傾斜面を有しており、羽根部におけるロータコアの径方向他方側に位置している。即ち、当該誘導機の回転子によれば、複数の羽根部に延出部及び基部を形成する際に加工硬化を生じさせることができ、更に、少ない加工工数をもって延出部及び基部を形成することができる。
本発明の他の側面に係る誘導機の回転子の製造方法は、回転可能に配設された回転軸と、前記回転軸の周りに分散配置され、前記回転軸方向に延びる複数のスロットを有し、前記回転軸に固設されたロータコアと、導電材をダイカストすることによって、前記ロータコアの各スロット内にそれぞれ配置される複数の導体バーと、導電材をダイカストすることによって、前記回転軸方向におけるロータコアの端面に形成され、前記複数の導体バーの端部を相互に接続する円環状のエンドリングとを含む二次導体と、を有する誘導機の回転子の製造方法であって、導電材をダイカストすることによって、前記ロータコアの各スロット内にそれぞれ前記導体バーを配置すると共に、回転軸方向における当該ロータコアの端面に沿って前記エンドリングを形成する二次導体配設工程と、前記エンドリングに対して前記回転軸方向から成形圧力を加えることによって、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びる複数の羽根部を成形する羽根部成形工程と、を有することを特徴とする。
当該誘導機の回転子の製造方法は、二次導体配設工程と、羽根部成形工程とを有している。二次導体配設工程では、導電材をダイカストすることによって、前記ロータコアの各スロット内にそれぞれ前記導体バーを配置すると共に、当該ロータコアの軸方向端面に前記エンドリングを形成する。羽根部成形工程では、前記ロータコアの軸方向端面にダイカスト成形された前記エンドリングに対して前記回転軸方向から成形圧力を加えることによって、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びる複数の羽根部を成形する。従って、当該誘導機の回転子の製造方法によれば、二次導体配設工程、羽根部成形工程を行うことで、誘導機の冷却能力を向上させ得る複数の羽根部を、高回転に伴う遠心力に対応可能な耐力を有して形成することができ、もって、誘導機における冷却能力を高めつつ、高回転化に対応可能な誘導機の回転子を製造し得る。
又、本発明の他の側面に係る誘導機の回転子の製造方法は、請求項6記載の誘導機の回転子の製造方法であって、前記二次導体配設工程は、前記導電材をダイカストすることによって、前記エンドリングを形成すると同時に、当該回転軸方向に沿って立設されると共に前記ロータコアの径方向に伸びる複数の板状突部とを、前記回転軸方向におけるエンドリングの端面に形成し、前記羽根部成形工程は、前記二次導体配設工程において前記導電材のダイカストに伴い形成された複数の板状突部に対して、前記成形治具を用いて、回転軸方向から成形圧力を加えることで、前記複数の羽根部を成形することを特徴とする。
当該誘導機の回転子の製造方法によれば、二次導体配設工程において、前記導電材をダイカストすることによって、前記エンドリングを形成すると同時に、複数の板状突部を、前記回転軸方向におけるエンドリングの端面に形成し、前記羽根部成形工程において、前記導電材のダイカストに伴い形成された複数の板状突部に対して、前記成形治具を用いて、回転軸方向から成形圧力を加えることで、前記複数の羽根部を成形する。従って、当該誘導機の回転子の製造方法によれば、複数の羽根部を加工硬化させて、遠心力に対する耐力を、効果的に高めることができる。又、複数の板状突部を、成形治具を用いて成形することで、複数の羽根部とするので、各羽根部による風量を調整することができ、誘導機における冷却能力を適切に調整し得る。
そして、本発明の他の側面に係る誘導機の回転子の製造方法は、請求項7記載の誘導機の回転子の製造方法であって、前記羽根部成形工程は、前記エンドリングにおける軸方向端面と対向する一面に、軸方向に凹んだ羽根部成形溝を複数有する鍛造用成形治具を介して、前記エンドリングの軸方向端面に対して成形圧力を加える鍛造加工を施すことで、前記複数の羽根部を成形することを特徴とする。
当該誘導機の回転子の製造方法によれば、鍛造用成形治具を介して、前記エンドリングの軸方向端面に対して成形圧力を加える鍛造加工を施すことで、前記複数の羽根部を成形する為、複数の羽根部に加工硬化を生じさせることができ、もって、高速回転に伴う遠心力に対する耐力を高めることができる。又、エンドリングに対する鍛造加工を施す為、エンドリング内部に生じた鋳造欠陥を消滅させて、高速回転に伴う遠心力に対するエンドリングの耐力を向上させることができる。
この発明によれば、エンドリングに対して前記回転軸方向から成形圧力を加えることによって、複数の羽根部を成形することで、誘導機における冷却能力を高めつつ、誘導機の高回転化に効率よく対応可能な誘導機の回転子及び誘導機の回転子の製造方法を提供できる。
以下、本発明に係る誘導機の回転子及び誘導機の回転子の製造方法を、誘導機に用いられるかご形回転子であるロータ1に適用した実施形態について、図面を参照しつつ詳細に説明する。
(第1実施形態)
先ず、第1実施形態に係るロータ1の概略構成について、図1、図2を参照しつつ詳細に説明する。第1実施形態に係るロータ1は、かご型回転子として構成されており、三相交流電流によって回転磁束を発生させるステータと共に、かご型三相誘導電動機を構成する。当該誘導電動機においては、ステータから発生する回転磁束と、かご型回転子として構成されたロータ1の導体バー31に発生する誘導電流とが鎖交することにより、ロータ1に回転力が発生する。
先ず、第1実施形態に係るロータ1の概略構成について、図1、図2を参照しつつ詳細に説明する。第1実施形態に係るロータ1は、かご型回転子として構成されており、三相交流電流によって回転磁束を発生させるステータと共に、かご型三相誘導電動機を構成する。当該誘導電動機においては、ステータから発生する回転磁束と、かご型回転子として構成されたロータ1の導体バー31に発生する誘導電流とが鎖交することにより、ロータ1に回転力が発生する。
尚、当該誘導電動機においては、ロータ1は、略円筒形状を為すステータの径方向内側において、回転軸10の軸芯周りに回転可能に支持されており、上述したロータ1、ステータは、ケース(図示せず)内部に収容されている。
図1、図2に示すように、ロータ1は、回転軸10に固設され、複数のスロット25を有するロータコア20と、複数の導体バー31及びエンドリング35を有する二次導体30と、を有している。回転軸10は、誘導電動機の軸方向両側において、軸受を介してケース(図示せず)に回転可能に支持されている。
ロータコア20は、略円盤状に形成された複数の電磁鋼板製のプレートを積層することによって円筒形状に構成されており、回転軸孔21と、複数のスロット25を有している(図1、図2参照)。又、当該ロータコア20の外周面は、誘導電動機を構成する場合、円筒形状に形成されたステータの内周面(回転軸10側の面)と間隔を隔てた状態で対向するように構成されている。
図2に示すように、回転軸孔21は、当該ロータコア20の中心部に形成されており、回転軸10によって挿通される。ロータコア20は、回転軸孔21に挿通された回転軸10に対して固定されている。そして、ロータコア20の外周面には、一定間隔で複数のスロット25が形成されており(図1、図2参照)、回転軸10を取り囲むように、ロータコア20の外周面側に分散配置されている。
図1等に示すように、導体バー31は、当該ロータコア20の外周面に分散配置された複数のスロット25内に配設されている。複数の導体バー31は、後述する二次導体配設工程により、各スロット25内に、アルミニウム等の導電材をダイカストすることによって形成されており、ロータコア20の周方向に沿って、等間隔で分散配置されている。各導体バー31は、ロータコア20の軸方向に沿って傾斜するように配設されて、スキューが施されている。
エンドリング35は、端絡環又は短絡環と呼ばれる部材であり、回転軸10の軸方向におけるロータコア20の両端面に沿って配置されている。当該エンドリング35は、後述する二次導体配設工程において、アルミニウム等の導電材をダイカストすることによってロータコア20の軸方向端面上に円環状に形成されており、各導体バー31と一体に形成されている。これにより、各導体バー31は、一対のエンドリング35と一体に形成されることによって短絡されている。
そして、エンドリング35の軸方向端面には、複数の羽根部40が形成されている。図1、図2に示すように、複数の羽根部40は、回転軸10の軸方向に沿って立設されると共に前記ロータコア20の径方向に伸びるように配置され、後述する羽根部成形工程を実行することで形成される。
図1〜図8に示すように、第1実施形態における羽根部40は、羽根部成形工程における曲げ加工によって形成される曲部42を有している。第1実施形態に係る羽根部40の曲部42は、二次導体配設工程によって導電材のダイカストと同時に成形される板状突部41(図3、図4参照)に対して、羽根部成形工程において第1曲部成形治具50等を用いた曲げ加工を施すことによって形成され、ロータコア20の径方向と交差する所定方向へ曲げられている。即ち、各羽根部40は、曲部42によって、ロータ1の回転方向側が凹状に窪んだ形状を為すので、当該ロータ1が所定方向(図2中、反時計回り)に回転した場合の羽根部40による風量を増大させることができ、もって、当該誘導電動機の冷却能力を高めることができる。
各羽根部40が羽根部成形工程によって形成された曲部42を有することによって、ロータコア20の径方向内側部分は、当該羽根部40における径方向外側部分よりも大きな曲率で曲がっている。これにより、ロータ1の回転が低回転時における羽根部40による風量を増大させることができる。ロータ1の回転が低回転時は、誘導電動機における発熱量も大きい為、低回転時における風量を増大させることができる。
第1実施形態に係る複数の羽根部40は、第1曲部成形治具50等を用いて、回転軸10の軸方向に沿った成形圧力を、複数の板状突部41に対して作用させて曲げ加工を行うことで、曲部42を形成している。これにより、当該羽根部40には、曲部42の形成に際しての塑性変形に伴って加工硬化が生じている為、強度が向上している。従って、当該ロータ1の高速回転した場合に遠心力に対する耐力を、加工硬化によって向上させることができるので、当該ロータ1は、誘導機の高速回転化に対応することが可能である。
(第1実施形態に係るロータ1の製造方法)
次に、第1実施形態に係るロータ1の製造方法について、詳細に説明する。第1実施形態に係るロータ1の製造方法は、ロータコア20に対して二次導体30を配設する二次導体配設工程と、二次導体配設工程で配設されたエンドリング35の軸方向端面に複数の羽根部40を成形する羽根部成形工程とを有している。
次に、第1実施形態に係るロータ1の製造方法について、詳細に説明する。第1実施形態に係るロータ1の製造方法は、ロータコア20に対して二次導体30を配設する二次導体配設工程と、二次導体配設工程で配設されたエンドリング35の軸方向端面に複数の羽根部40を成形する羽根部成形工程とを有している。
(第1実施形態に係る二次導体配設工程)
先ず、第1実施形態に係るロータ1の製造方法を構成する二次導体配設工程について、図3、図4を参照しつつ説明する。第1実施形態に係る二次導体配設工程においては、導電体の一例であるアルミニウムを、各スロット25内にダイカストすることにより、各スロット25内部に導体バー31を配設する。この時、ロータコア20の周囲には、所定形状を為す鋳型が配置されており、各スロット25内への導電材のダイカストと同時に、ロータコア20の軸方向両端面と、前記鋳型の内壁面の間にもダイカストされ、エンドリング35及び複数の板状突部41が形成される。
先ず、第1実施形態に係るロータ1の製造方法を構成する二次導体配設工程について、図3、図4を参照しつつ説明する。第1実施形態に係る二次導体配設工程においては、導電体の一例であるアルミニウムを、各スロット25内にダイカストすることにより、各スロット25内部に導体バー31を配設する。この時、ロータコア20の周囲には、所定形状を為す鋳型が配置されており、各スロット25内への導電材のダイカストと同時に、ロータコア20の軸方向両端面と、前記鋳型の内壁面の間にもダイカストされ、エンドリング35及び複数の板状突部41が形成される。
第1実施形態において、二次導体配設工程では、複数の板状突部41が、各エンドリング35の軸方向端面に形成される。図3、図4に示すように、各板状突部41は、略平板状を為し、エンドリング35の軸方向端面から軸方向に沿って立設されている。そして、各板状突部41は、ロータ1の周方向へ一定の間隔をもって形成されており、夫々、ロータコア20の径方向に沿って伸びている。
(第1実施形態における羽根部成形工程)
次に、第1実施形態に係るロータ1の製造方法を構成する羽根部成形工程について、図5〜図8を参照しつつ詳細に説明する。当該羽根部成形工程は、成形治具を介して成形圧力Fを作用させることによって、二次導体配設工程において配置されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程であり、成形治具配置工程と、成形実行工程とを含んでいる。
次に、第1実施形態に係るロータ1の製造方法を構成する羽根部成形工程について、図5〜図8を参照しつつ詳細に説明する。当該羽根部成形工程は、成形治具を介して成形圧力Fを作用させることによって、二次導体配設工程において配置されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程であり、成形治具配置工程と、成形実行工程とを含んでいる。
(成形治具配置工程)
羽根部成形工程を構成する成形治具配置工程について、図5、図6を参照しつつ説明する。当該成形治具配置工程は、羽根部成形工程を構成する成形実行工程において、所望の形状の羽根部40を成形する為に、成形実行工程の前段階として行われる。具体的に、第1実施形態に係る成形治具配置工程では、二次導体配設工程によってエンドリング35や板状突部41が形成されたロータ1の所定位置に対して、成形治具(第1曲部成形治具50、外径側固定治具70)が配置される。
羽根部成形工程を構成する成形治具配置工程について、図5、図6を参照しつつ説明する。当該成形治具配置工程は、羽根部成形工程を構成する成形実行工程において、所望の形状の羽根部40を成形する為に、成形実行工程の前段階として行われる。具体的に、第1実施形態に係る成形治具配置工程では、二次導体配設工程によってエンドリング35や板状突部41が形成されたロータ1の所定位置に対して、成形治具(第1曲部成形治具50、外径側固定治具70)が配置される。
第1曲部成形治具50は、二次導体配設工程において形成された複数の板状突部41の間において、エンドリング35の軸方向端面に沿って配置される成形治具であり、後述する第2曲部成形治具55と協働することによって、各板状突部41に曲部42を形成する際に用いられる。図5に示すように、第1曲部成形治具50は、第1曲面部51と、嵌合凹部52とを有している。第1曲面部51は、第1曲部成形治具50におけるロータコア20の周方向一方側に位置しており、ロータコア20の内径側となる位置ほど、径方向外側部分よりも大きな曲率で曲がって形成されている。そして、嵌合凹部52は、第1曲部成形治具50におけるロータコア20の周方向他方側に位置しており、羽根部成形工程における成形実行工程に際して、後述する第2曲部成形治具55の嵌合凸部57が嵌め合わされる部分である(図7、図8参照)。
そして、外径側固定治具70は、成形治具配置工程において、ロータコア20の軸方向端面に形成されたエンドリング35、複数の板状突部41及び、各第1曲部成形治具50の外径側側面に沿って配置される(図6等参照)。当該外径側固定治具70は、エンドリング35及び各板状突部41の外径側側面に沿って配置することで、エンドリング35及び板状突部41の外径側への塑性変形量を規制する役割を果たす。又、当該外径側固定治具70は、複数の板状突部41の間に配置された各第1曲部成形治具50の外径側側面に沿っている為、成形実行工程において成形圧力Fが作用した場合においても、各第1曲部成形治具50を所定位置に固定する役割を果たす。
(成形実行工程)
続いて、羽根部成形工程を構成する成形実行工程について、図7、図8を参照しつつ説明する。当該成形実行工程は、成形治具配置工程によって複数の第1曲部成形治具50及び外径側固定治具70が所定位置に配置されたロータ1に対して、第2曲部成形治具55を介して、ロータコア20の軸方向端面に向かう成形圧力Fを加えることによって、複数の羽根部40を形成する工程である。
続いて、羽根部成形工程を構成する成形実行工程について、図7、図8を参照しつつ説明する。当該成形実行工程は、成形治具配置工程によって複数の第1曲部成形治具50及び外径側固定治具70が所定位置に配置されたロータ1に対して、第2曲部成形治具55を介して、ロータコア20の軸方向端面に向かう成形圧力Fを加えることによって、複数の羽根部40を形成する工程である。
図7、図8に示すように、第2曲部成形治具55は、略円環状に形成された成形治具であり、一面(ロータコア20の軸方向端面と対向する面)に、複数の第2曲面部56と、複数の嵌合凸部57を有している。第2曲面部56は、夫々、第1曲部成形治具50の第1曲面部51表面との間に、所定の間隙(例えば、各板状突部41における周方向厚み)を隔てて延びる曲面状を為している。
そして、各嵌合凸部57は、第2曲部成形治具55における複数の第2曲面部56の間に突出形成されており、羽根部成形工程における成形実行工程に際して、各第1曲部成形治具50の嵌合凹部52に対して嵌め合わされる。従って、第2曲部成形治具55の各嵌合凸部57は、第1曲部成形治具50の嵌合凹部52と協働することによって、第1曲面部51と第2曲面部56の相対的な位置関係を、所定位置に位置決めする機能を果たす。
図7、図8に示すように、羽根部成形工程を構成する成形実行工程では、成形治具配置工程によって、複数の第1曲部成形治具50及び外径側固定治具70が配置されたロータコア20の軸方向端面に対して、第2曲部成形治具55を軸方向に沿って移動させる。この時、エンドリング35の軸方向端面には、複数の板状突部41が立設されている為、第2曲部成形治具55の各第2曲面部56を介して、各板状突部41には、成形圧力Fが作用する。
この第2曲部成形治具55によって加えられた成形圧力Fによって、エンドリング35の各板状突部41は、第1曲部成形治具50の第1曲面部51及び第2曲部成形治具55の第2曲面部56に沿って塑性変形していき、曲部42が形成される。これにより、エンドリング35の軸方向端面に形成された複数の板状突部41は、夫々、曲部42を有する羽根部40に加工され、第1実施形態に係る誘導電動機のロータ1が製造される(図1、図2参照)。
以上説明したように、第1実施形態に係るロータ1及びロータ1の製造方法によれば、エンドリング35の軸方向端面には、複数の羽根部40が、前記回転軸方向に突出し、且つ、前記ロータコア20の径方向に伸びるように形成される(図1参照)。これにより、当該誘導電動機のロータ1を回転させることで、複数の羽根部40によって気体を循環させて、誘導電動機を冷却することができる。そして、複数の羽根部40は、羽根部成形工程において、エンドリング35と一体に形成された各板状突部41に対して軸方向から成形圧力Fを加えることによって成形されている為、各羽根部40に対して、塑性変形による加工硬化を生じさせることができ、遠心力に対する複数の羽根部40の耐力を高めることができる。即ち、当該誘導電動機のロータ1によれば、ダイカストされたエンドリング35に対して成形圧力Fを加えて、複数の羽根部40を成形することで、誘導電動機の冷却能力を高めつつ、高回転化に対応させることができる。
又、複数の羽根部40は、二次導体配設工程でエンドリング35と一体に形成された複数の板状突部41に、第1曲部成形治具50、第2曲部成形治具55、外径側固定治具70等を用いて、成形圧力Fを作用させることで成形されている(図7、図8等参照)。従って、複数の羽根部40を加工硬化させて、遠心力に対する耐力を、効果的に高めることができる。又、複数の板状突部41を、第1曲部成形治具50等を用いて成形することで、複数の羽根部40とするので、各羽根部40による風量を、用途に応じて適切に調整することができ、誘導電動機における冷却能力を適切に調整し得る。
そして、前記複数の羽根部40は、羽根部成形工程において第1曲部成形治具50等を用いて、軸方向からの成形圧力Fを作用させることによって、前記径方向と交差する所定方向へ前記複数の板状突部41を曲げる曲げ加工を施すことで成形されている(図7、図8参照)。これにより、当該誘導電動機のロータ1によれば、当該ロータ1が所定方向に回転した場合の羽根部40による風量を増大させることができ、もって、当該誘導電動機の冷却能力を高めることができる。又、複数の羽根部40に曲げ加工を施している為、各羽根部40に加工硬化を生じさせることができ、高速回転に伴う遠心力に対する耐力も向上させることができる。
更に、各羽根部40における径方向内側部分は、前記曲げ加工に伴って、当該羽根部40における径方向外側部分よりも大きな曲率で曲がっている。この為、当該誘導電動機のロータ1によれば、羽根部成形工程により、各羽根部40に曲げ加工を施すことで、ロータ1の低回転時における羽根部40による風量を増大させることができる。ロータ1の低回転時は、誘導電動機における発熱量も大きい為、低回転時における風量を増大させることで、もって、誘導電動機における冷却能力を、より適切に高め得る。
(第2実施形態)
次に、上述した第1実施形態と異なる実施形態(第2実施形態)について、図9〜図11を参照しつつ詳細に説明する。尚、第2実施形態に係るロータ1は、第1実施形態に係るロータ1と略同一の基本的構成を有しており、二次導体配設工程、羽根部成形工程の内容及び各羽根部40の形状が相違する。第1実施形態と同一の構成については、その説明を省略し、相違点に係る構成について、詳細に説明する。
次に、上述した第1実施形態と異なる実施形態(第2実施形態)について、図9〜図11を参照しつつ詳細に説明する。尚、第2実施形態に係るロータ1は、第1実施形態に係るロータ1と略同一の基本的構成を有しており、二次導体配設工程、羽根部成形工程の内容及び各羽根部40の形状が相違する。第1実施形態と同一の構成については、その説明を省略し、相違点に係る構成について、詳細に説明する。
第2実施形態においても、二次導体配設工程では、第1実施形態と同様に、導電材をダイカストすることで、複数の導体バー31及びエンドリング35を配置すると同時に、エンドリング35の軸方向端面に、複数の板状突部41を形成する。図9に示すように、複数の板状突部41は、略矩形平板状を為し、エンドリング35の軸方向端面から軸方向に沿って立設されており、夫々、ロータコア20の径方向に沿って伸びている。
(第2実施形態に係る羽根部成形工程)
そして、第2実施形態に係る羽根部成形工程について、図9〜図11を参照しつつ詳細に説明する。第2実施形態に係る羽根部成形工程は、延出成形治具60を介して成形圧力Fを作用させることによって、二次導体配設工程において配設されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程である。
そして、第2実施形態に係る羽根部成形工程について、図9〜図11を参照しつつ詳細に説明する。第2実施形態に係る羽根部成形工程は、延出成形治具60を介して成形圧力Fを作用させることによって、二次導体配設工程において配設されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程である。
図9、図10に示すように、延出成形治具60は、第2実勢形態に係る羽根部成形工程において、板状突部41を成形して羽根部40とする際に用いられる成形治具であって、略円盤状に形成されている。略円盤状を為す延出成形治具60の一面には、複数の基部成形溝61と、複数の延出部成形溝62が放射状に形成されている。
複数の基部成形溝61は、延出成形治具60の径方向外側部分において、径方向に沿って伸びる溝状に形成されており、夫々、延出成形治具60の周方向へ一定の間隔をもって配置されている。当該基部成形溝61は、夫々、略矩形平板状の板状突部41の板厚よりもやや大きな幅をもって形成されている。従って、第2実施形態に係る羽根部成形工程においては、当該基部成形溝61に対して、各板状突部41をそれぞれ進入させることができる。そして、当該基部成形溝61において、延出成形治具60の径方向内側には、内径側ほど、基部成形溝61の深さが浅くなるように構成されている。
尚、基部成形溝61は、エンドリング35の軸方向端面における径方向の幅寸法と略同じ長さで、延出成形治具60の径方向に伸びている。
尚、基部成形溝61は、エンドリング35の軸方向端面における径方向の幅寸法と略同じ長さで、延出成形治具60の径方向に伸びている。
そして、複数の延出部成形溝62は、各基部成形溝61に対して径方向内側部分に位置しており、夫々、基部成形溝61と連通している。当該延出部成形溝62は、基部成形溝61の幅寸法(即ち、板状突部41の板厚)よりも小さな幅寸法を有しており、エンドリング35の内径側端縁よりも更に内径側となる位置まで伸びている。
第2実施形態に係る羽根部成形工程において、当該延出成形治具60を軸方向へ移動させて、各板状突部41に対して成形圧力Fを作用させると、基部成形溝61と、延出部成形溝62の幅寸法の相違によって、板状突部41を構成する導電材の一部を移動させることができる。この時、基部成形溝61の径方向内側は、内径側ほど、基部成形溝61の深さが浅くなるように構成されている為、延出成形治具60を軸方向に沿って移動させることで、当該導電材の一部を延出部成形溝62内に導くことができ、羽根部40の延出部44を成形することができる。
このように、第2実施形態に係る羽根部成形工程においては、上述のように構成された延出成形治具60を、軸方向に沿って移動させて、各板状突部41に対して成形圧力Fを作用させることで、各板状突部41を、基部43及び延出部44を有する羽根部40として成形することができる。
(第2実施形態に係るロータの構成)
第2実施形態においては、二次導体配設工程、羽根部成形工程を実行することで、エンドリング35の軸方向端面に、複数の羽根部40を有するロータ1を製造することができる。図11〜図13に示すように、第2実施形態に係るロータ1において、各羽根部40は、基部43と、延出部44とを有して構成される。
第2実施形態においては、二次導体配設工程、羽根部成形工程を実行することで、エンドリング35の軸方向端面に、複数の羽根部40を有するロータ1を製造することができる。図11〜図13に示すように、第2実施形態に係るロータ1において、各羽根部40は、基部43と、延出部44とを有して構成される。
基部43は、延出成形治具60を介して、板状突部41に対して成形圧力Fを作用させることで、基部成形溝61によって形成され、羽根部40の径方向外側部分を構成する。上述したように、基部成形溝61の径方向内側は、内径側ほど、基部成形溝61の深さが浅くなるように構成されている為、基部43の径方向内側部分には、傾斜面43Aが、エンドリング35の軸方向端面から離れるほど前記径方向外側に位置するように傾斜して形成される。
そして、延出部44は、延出成形治具60を介して加えられた成形圧力Fによって、板状突部41を構成する導電材の一部を、延出部成形溝62内に移動させることで、径方向内側に向かって延出して形成される。上述したように、延出部成形溝62は、基部成形溝61の幅寸法(即ち、板状突部41の板厚)よりも小さい幅である為、延出部44は、板状突部41及び基部43よりも薄い厚みで形成される(図10、図11参照)。
このようにして形成された第2実施形態に係るロータ1においては、エンドリング35の軸方向端面に形成された複数の羽根部40は、基部43と延出部44を有している為、軸方向における断面積(回転軸10の回転によって空気と衝突する羽根部40の面積)を、板状突部41の状態よりも大きくすることができる。即ち、ロータ1の回転に伴い複数の羽根部40で生じる風量を増大させることができるので、当該ロータ1を用いた誘導機における冷却能力を高めることができる。
又、第2実施形態においても、複数の羽根部40は、延出成形治具60を用いて、成形圧力Fを作用させることで板状突部41を加工する延出加工を行うことによって、基部43及び延出部44を形成して構成されている。各羽根部40には、この延出加工に伴って加工硬化が生じている為、当該ロータ1は、高速回転に伴う遠心力に対する耐力を高めることができる。
以上説明したように、第2実施形態に係るロータ1、ロータ1の製造方法によれば、エンドリング35の軸方向端面には、複数の羽根部40が、前記回転軸方向に突出し、且つ、前記ロータコア20の径方向に伸びるように形成される(図10、図11参照)。これにより、当該誘導電動機のロータ1を回転させることで、複数の羽根部40によって気体を循環させて、誘導電動機を冷却することができる。そして、複数の羽根部40は、羽根部成形工程において、エンドリング35と一体に形成された各板状突部41に対して軸方向から成形圧力Fを加えることによって成形されている為、各羽根部40に対して、塑性変形による加工硬化を生じさせることができ、遠心力に対する複数の羽根部40の耐力を高めることができる。即ち、当該誘導電動機のロータ1によれば、ダイカストされたエンドリング35に対して成形圧力Fを加えて、複数の羽根部40を成形することで、誘導電動機の冷却能力を高めつつ、高回転化に対応させることができる。
又、第2実施形態に係る複数の羽根部40は、二次導体配設工程でエンドリング35と一体に形成された複数の板状突部41に、延出成形治具60を用いて、成形圧力Fを作用させることで成形されている(図9〜図11参照)。従って、複数の羽根部40を加工硬化させて、遠心力に対する耐力を、効果的に高めることができる。又、複数の板状突部41を、延出成形治具60等を用いて成形することで、複数の羽根部40とするので、各羽根部40による風量を、用途に応じて適切に調整することができ、誘導電動機における冷却能力を適切に調整し得る。
そして、第2実施形態において、複数の羽根部40は、羽根部成形工程において、延出成形治具60を用いて複数の板状突部41に対して延出加工を施すことによって形成されており、成形圧力Fによって、複数の板状突部41を構成する導電材の一部を、前記ロータコア20の径方向内側に延出した延出部44を有している。従って、当該誘導電動機のロータ1によれば、羽根部成形工程における延出加工によって、羽根部40の面積を拡張することで各羽根部40による風量を増大させることができ、もって、誘導電動機における冷却能力を高め得る。又、羽根部成形工程において、複数の板状突部41に対して延出加工を施すことによって、各羽根部40に加工硬化を生じさせることができるので、当該誘導電動機のロータ1は、高速回転に伴う遠心力に対する耐力を高めることができる。
第2実施形態に係るロータ1において、図11等に示すように、各羽根部40は、基部43と、延出部44とを夫々有している。延出部44は、延出成形治具60を介して加えられた成形圧力Fによって、板状突部41を構成する導電材の一部を、延出部成形溝62内に移動させることで、径方向内側に向かって延出して形成される。つまり、第2実施形態に係る誘導電動機のロータ1によれば、複数の板状突部41に対して、延出成形治具60を軸方向に沿って移動させて成形圧力Fを作用させることによって、各羽根部40を形成することができるので、少ない加工工数をもって延出加工を施すことができる。
(第3実施形態)
次に、上述した第1実施形態、第2実施形態と異なる実施形態(第3実施形態)について、図14〜図16を参照しつつ詳細に説明する。尚、第3実施形態に係るロータ1は、第1実施形態、第2実施形態に係るロータ1と略同一の基本的構成を有しており、エンドリング35の構成や、二次導体配設工程、羽根部成形工程の内容及び各羽根部40の形状が相違する。第1実施形態、第2実施形態と同一の構成については、その説明を省略し、相違点に係る構成について、詳細に説明する。
次に、上述した第1実施形態、第2実施形態と異なる実施形態(第3実施形態)について、図14〜図16を参照しつつ詳細に説明する。尚、第3実施形態に係るロータ1は、第1実施形態、第2実施形態に係るロータ1と略同一の基本的構成を有しており、エンドリング35の構成や、二次導体配設工程、羽根部成形工程の内容及び各羽根部40の形状が相違する。第1実施形態、第2実施形態と同一の構成については、その説明を省略し、相違点に係る構成について、詳細に説明する。
第3実施形態に係る二次導体配設工程では、第1実施形態、第2実施形態と同様に、導電材をダイカストすることで、複数の導体バー31及びエンドリング35を配置する。この点、第3実施形態においては、第1実施形態、第2実施形態と異なり、エンドリング35の軸方向端面は、平面状に形成されており、第1実施形態等のように複数の板状突部41は形成されていない(図14参照)。
(第3実施形態に係る羽根部成形工程)
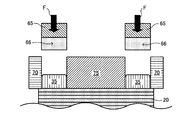
次に、第3実施形態に係るロータ1の製造方法を構成する羽根部成形工程について、図14〜図16を参照しつつ詳細に説明する。当該羽根部成形工程は、鍛造用成形治具65を介して成形圧力Fを作用させることによって、二次導体配設工程において配置されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程であり、成形治具配置工程と、成形実行工程とを含んでいる。
次に、第3実施形態に係るロータ1の製造方法を構成する羽根部成形工程について、図14〜図16を参照しつつ詳細に説明する。当該羽根部成形工程は、鍛造用成形治具65を介して成形圧力Fを作用させることによって、二次導体配設工程において配置されたエンドリング35の軸方向端面に、複数の羽根部40を成形する工程であり、成形治具配置工程と、成形実行工程とを含んでいる。
(成形治具配置工程)
第3実施形態に係る成形治具配置工程においては、エンドリング35の内径側側面に沿って、内径側固定治具75が配置され、エンドリング35の外径側側面に沿って、外径側固定治具70が配置される(図14参照)。この時、エンドリング35の径方向に関して、内径側固定治具75と、外径側固定治具70の間には、所定の空間がエンドリング35の軸方向端面の上方に形成される。当該空間は、羽根部成形工程において、鍛造用成形治具65による鍛造加工に用いられるスペースである。
第3実施形態に係る成形治具配置工程においては、エンドリング35の内径側側面に沿って、内径側固定治具75が配置され、エンドリング35の外径側側面に沿って、外径側固定治具70が配置される(図14参照)。この時、エンドリング35の径方向に関して、内径側固定治具75と、外径側固定治具70の間には、所定の空間がエンドリング35の軸方向端面の上方に形成される。当該空間は、羽根部成形工程において、鍛造用成形治具65による鍛造加工に用いられるスペースである。
(成形実行工程)
続いて、第3実施形態に係る成形実行工程について説明する。当該成形実行工程は、成形治具配置工程によって外径側固定治具70及び内径側固定治具75が所定位置に配置されたロータ1に対して、鍛造用成形治具65を介して、ロータコア20の軸方向端面に向かう成形圧力Fを加えることによって、複数の羽根部40を形成する工程である。
続いて、第3実施形態に係る成形実行工程について説明する。当該成形実行工程は、成形治具配置工程によって外径側固定治具70及び内径側固定治具75が所定位置に配置されたロータ1に対して、鍛造用成形治具65を介して、ロータコア20の軸方向端面に向かう成形圧力Fを加えることによって、複数の羽根部40を形成する工程である。
図15に示すように、鍛造用成形治具65は、当該ロータ1に配設されたエンドリング35の軸方向端面に対応する円環状に形成されており、エンドリング35の軸方向端面に対向する一面に、複数の羽根部成形溝66を有している。複数の羽根部成形溝66は、円環状を為す鍛造用成形治具65の一面において、径方向に沿って伸びる溝状に形成されており、夫々、鍛造用成形治具65の周方向へ一定の間隔をもって配置されている。
当該成形実行工程においては、径方向における外径側固定治具70と内径側固定治具75の間の空間に対して、鍛造用成形治具65を軸方向に移動させることで、エンドリング35の軸方向端面に対して、成形圧力Fを加える鍛造加工を施す。当該鍛造加工においては、鍛造用成形治具65は、羽根部成形溝66が形成されている面が、エンドリング35の軸方向端面と対向する状態で、エンドリング35に対する鍛造加工に用いられる。この時、エンドリング35の軸方向端面には、鍛造用成形治具65表面と接触する部分のみ、成形圧力Fが作用し、複数の羽根部成形溝66にあたる部分には、成形圧力Fが作用することはない。
この結果、第3実施形態に係る成形実行工程として鍛造加工を行うと、成形圧力Fの作用によって、エンドリング35の塑性変形が生じる。鍛造加工に伴って、エンドリング35を構成する導電材の塑性流動が生じ、当該導電材は、鍛造用成形治具65における各羽根部成形溝66に相当する部分において、エンドリング35の軸方向端面から突出するように変形していく。即ち、成形実行工程として鍛造加工を行うことで、エンドリング35の軸方向端面には、複数の羽根部40が、鍛造用成形治具65における各羽根部成形溝66に対応して形成される(図16参照)。
(第3実施形態に係るロータの構成)
第3実施形態においては、二次導体配設工程、羽根部成形工程を実行することで、エンドリング35の軸方向端面に、複数の羽根部40を有するロータ1を製造することができる。図16に示すように、第3実施形態に係るロータ1において、各羽根部40は、鍛造用成形治具65の各羽根部成形溝66に従って、エンドリング35の軸方向端面に突出形成されている。従って、当該ロータ1を回転させることで、各羽根部40による気体の循環を生じさせることができ、ロータ1が用いられた誘導電動機の冷却能力を高め得る。
第3実施形態においては、二次導体配設工程、羽根部成形工程を実行することで、エンドリング35の軸方向端面に、複数の羽根部40を有するロータ1を製造することができる。図16に示すように、第3実施形態に係るロータ1において、各羽根部40は、鍛造用成形治具65の各羽根部成形溝66に従って、エンドリング35の軸方向端面に突出形成されている。従って、当該ロータ1を回転させることで、各羽根部40による気体の循環を生じさせることができ、ロータ1が用いられた誘導電動機の冷却能力を高め得る。
そして、第3実施形態に係る羽根部成形工程では、エンドリング35に成形圧力Fを作用させ、鍛造用成形治具65を用いた鍛造加工を施している為、エンドリング35及び羽根部40に対して、塑性変形による加工硬化を生じさせることができる。これにより、高速回転に伴う遠心力に対する耐力を高めることができるので、当該ロータ1は、高速回転に対応することができる。
以上説明したように、第3実施形態に係るロータ1、ロータ1の製造方法によれば、エンドリング35の軸方向端面には、複数の羽根部40が、前記回転軸方向に突出し、且つ、前記ロータコア20の径方向に伸びるように形成される(図10、図11参照)。これにより、当該誘導電動機のロータ1を回転させることで、複数の羽根部40によって気体を循環させて、誘導電動機を冷却することができる。そして、複数の羽根部40は、羽根部成形工程としての鍛造加工によって、エンドリング35に対して軸方向から成形圧力Fを加えることによって成形されている為、各羽根部40に対して、塑性変形による加工硬化を生じさせることができ、遠心力に対する複数の羽根部40の耐力を高め得る。即ち、当該誘導電動機のロータ1によれば、ダイカストされたエンドリング35に対して成形圧力Fを加えて、複数の羽根部40を成形することで、誘導電動機の冷却能力を高めつつ、高回転化に対応させることができる。
そして、第3実施形態に係る誘導電動機のロータ1によれば、羽根部成形工程を実行して、鍛造用成形治具65を介して、前記エンドリング35の軸方向端面に対して成形圧力Fを加える鍛造加工を施すことで、複数の羽根部40を形成している。これにより、当該誘導電動機のロータ1によれば、エンドリング35及び複数の羽根部40に加工硬化を生じさせることができ、もって、高速回転に伴う遠心力に対する耐力を高めることができる。又、エンドリング35に対する鍛造加工を施す為、エンドリング35内部に生じた鋳造欠陥を消滅させて、高速回転に伴う遠心力に対するエンドリング35の耐力を向上させることができる。
以上、実施形態に基づき本発明を説明したが、本発明は上述した実施形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変更が可能である。例えば、二次導体30である導体バー31及びエンドリング35、羽根部40を構成する導電材として、アルミニウム等を挙げていたが、この態様に限定されるものではない。例えば、銅や、アルミニウム合金、銅合金でも良い。又、導体バー31とエンドリング35は別材料であってもよい。
又、上述した各実施形態においては、羽根部成形工程を実行することで、エンドリング35の軸方向端面に、複数の羽根部40を形成していたが、少なくとも複数の羽根部40を形成していればよく、羽根部40の形成と同時に、他の構成を形成してもよい。当該他の構成としては、例えば、ロータ1の回転バランスを修正する際に用いられるピン等を挙げることができる。
そして、上述した各実施形態における羽根部成形工程は、エンドリング35に対して複数の羽根部40を形成することができれば、どのような環境で実行してもよい。即ち、羽根部成形工程において、熱間加工として実行してもよいし、冷間加工として実行してもよい。
1 ロータ
10 回転軸
20 ロータコア
25 スロット
30 二次導体
31 導体バー
35 エンドリング
40 羽根部
41 板状突部
42 曲部
43 基部
44 延出部
50 第1曲部成形治具
55 第2曲部成形治具
60 延出成形治具
65 鍛造用成形治具
70 外径側固定治具
75 内径側固定治具
F 成形圧力
10 回転軸
20 ロータコア
25 スロット
30 二次導体
31 導体バー
35 エンドリング
40 羽根部
41 板状突部
42 曲部
43 基部
44 延出部
50 第1曲部成形治具
55 第2曲部成形治具
60 延出成形治具
65 鍛造用成形治具
70 外径側固定治具
75 内径側固定治具
F 成形圧力
Claims (8)
- 回転可能に配設された回転軸と、
前記回転軸の周りに分散配置され、前記回転軸方向に延びる複数のスロットを有し、前記回転軸に固設されたロータコアと、
前記ロータコアの各スロット内にそれぞれ配置される複数のダイカスト製の導体バーと、前記回転軸方向におけるロータコアの端面に形成され、前記複数の導体バーの端部を相互に接続する円環状のダイカスト製のエンドリングとを含む二次導体と、を有する誘導機の回転子であって、
前記エンドリングは、
当該エンドリングに対して、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びる複数の羽根部を有し、
前記複数の羽根部の組成は、
前記二次導体のダイカストの組成に対して、加工硬化した組成を有している
ことを特徴とする誘導機の回転子。 - 請求項1記載の誘導機の回転子であって、
前記複数の羽根部は、
前記径方向と交差する所定方向へ曲がっている
ことを特徴とする誘導機の回転子。 - 請求項2記載の誘導機の回転子であって、
前記羽根部における径方向内側部分は、当該羽根部における径方向外側部分よりも大きな曲率で曲がっている
ことを特徴とする誘導機の回転子。 - 請求項3記載の誘導機の回転子であって、
前記複数の羽根部は、
前記ロータコアの径方向に延出する延出部を有する
ことを特徴とする誘導機の回転子。 - 請求項4記載の誘導機の回転子であって、
前記羽根部は、前記延出部と基部とを有し、
前記延出部は、前記ロータコアの径方向一方側に延出し、前記基部よりも薄い厚みで形成され、
前記基部は、前記エンドリングの軸方向端面から離れるほど前記径方向他方側に位置するように傾斜した傾斜面を有し、当該羽根部における前記ロータコアの径方向他方側に位置する
ことを特徴とする誘導機の回転子。 - 回転可能に配設された回転軸と、
前記回転軸の周りに分散配置され、前記回転軸方向に延びる複数のスロットを有し、前記回転軸に固設されたロータコアと、
導電材をダイカストすることによって、前記ロータコアの各スロット内にそれぞれ配置される複数の導体バーと、導電材をダイカストすることによって、前記回転軸方向におけるロータコアの端面に形成され、前記複数の導体バーの端部を相互に接続する円環状のエンドリングとを含む二次導体と、を有する誘導機の回転子の製造方法であって、
導電材をダイカストすることによって、前記ロータコアの各スロット内にそれぞれ前記導体バーを配置すると共に、回転軸方向における当該ロータコアの端面に沿って前記エンドリングを形成する二次導体配設工程と、
前記エンドリングに対して前記回転軸方向から成形圧力を加えることによって、前記回転軸方向に突出し、且つ、前記ロータコアの径方向に伸びる複数の羽根部を成形する羽根部成形工程と、を有する
ことを特徴とする誘導機の回転子の製造方法。 - 請求項6記載の誘導機の回転子の製造方法であって、
前記二次導体配設工程は、
前記導電材をダイカストすることによって、前記エンドリングを形成すると同時に、当該回転軸方向に沿って立設されると共に前記ロータコアの径方向に伸びる複数の板状突部とを、前記回転軸方向におけるエンドリングの端面に形成し、
前記羽根部成形工程は、
前記二次導体配設工程において前記導電材のダイカストに伴い形成された複数の板状突部に対して、前記成形治具を用いて、回転軸方向から成形圧力を加えることで、前記複数の羽根部を成形する
ことを特徴とする誘導機の回転子の製造方法。 - 請求項6記載の誘導機の回転子の製造方法であって、
前記羽根部成形工程は、
前記エンドリングにおける軸方向端面と対向する一面に、軸方向に凹んだ羽根部成形溝を複数有する鍛造用成形治具を介して、前記エンドリングの軸方向端面に対して成形圧力を加える鍛造加工を施すことで、前記複数の羽根部を成形する
ことを特徴とする誘導機の回転子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015139607A JP2017022902A (ja) | 2015-07-13 | 2015-07-13 | 誘導機の回転子及び誘導機の回転子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015139607A JP2017022902A (ja) | 2015-07-13 | 2015-07-13 | 誘導機の回転子及び誘導機の回転子の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017022902A true JP2017022902A (ja) | 2017-01-26 |
Family
ID=57890030
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015139607A Pending JP2017022902A (ja) | 2015-07-13 | 2015-07-13 | 誘導機の回転子及び誘導機の回転子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017022902A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023070945A1 (zh) * | 2021-10-26 | 2023-05-04 | 山东博源精密机械有限公司 | 一种新能源汽车新型散热铸铝转子 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51162909U (ja) * | 1975-06-20 | 1976-12-25 | ||
| JPS5923262U (ja) * | 1982-07-30 | 1984-02-13 | 日本サ−ボ株式会社 | 誘導電動機のかご形回転子 |
| JPS63209452A (ja) * | 1987-02-24 | 1988-08-31 | Toshiba Corp | ダイカスト回転子 |
| JPH07115742A (ja) * | 1993-10-14 | 1995-05-02 | Matsushita Electric Ind Co Ltd | 誘導機及び誘導機回転子の製造方法並びに誘導機回転子の冷却方法 |
-
2015
- 2015-07-13 JP JP2015139607A patent/JP2017022902A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51162909U (ja) * | 1975-06-20 | 1976-12-25 | ||
| JPS5923262U (ja) * | 1982-07-30 | 1984-02-13 | 日本サ−ボ株式会社 | 誘導電動機のかご形回転子 |
| JPS63209452A (ja) * | 1987-02-24 | 1988-08-31 | Toshiba Corp | ダイカスト回転子 |
| JPH07115742A (ja) * | 1993-10-14 | 1995-05-02 | Matsushita Electric Ind Co Ltd | 誘導機及び誘導機回転子の製造方法並びに誘導機回転子の冷却方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023070945A1 (zh) * | 2021-10-26 | 2023-05-04 | 山东博源精密机械有限公司 | 一种新能源汽车新型散热铸铝转子 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8181333B2 (en) | Method of manufacturing squirrel-cage rotor | |
| US6891297B2 (en) | Electrical-steel-sheet formed body for rotor core, rotor, rotary electric machine and related method | |
| CN103824822B (zh) | 散热器以及散热风扇 | |
| US10530228B2 (en) | Squirrel cage rotor with copper filled plastic bars and rings | |
| JP5843980B2 (ja) | かご形回転子の製造方法および誘導電動機の製造方法 | |
| KR101958133B1 (ko) | 유도 전동기의 회전자 및 유도 전동기 | |
| JP5313552B2 (ja) | 回転子及びその製造方法 | |
| JP2014195374A (ja) | 回転電機およびその製造方法 | |
| JP2010081675A (ja) | かご型回転子及びその製造方法 | |
| JP2017022902A (ja) | 誘導機の回転子及び誘導機の回転子の製造方法 | |
| WO2014098151A1 (ja) | タービンの動翼の製造方法 | |
| WO2019023336A1 (en) | STATOR CORE AND METHOD FOR MANUFACTURING THE SAME | |
| CN107947397A (zh) | 旋转电动机 | |
| CN106663994B (zh) | 短路环和用于电机的转子 | |
| JP3752781B2 (ja) | かご型回転電機の回転子 | |
| JP2007315400A (ja) | ロータ構造及びロータの製造方法 | |
| JP6042244B2 (ja) | モータのシリーズおよびその作成方法 | |
| TWI778425B (zh) | 旋轉電機的轉子 | |
| JP2015139319A (ja) | 回転子、電動機、回転子の製造方法及び電動機の製造方法 | |
| JP5917374B2 (ja) | かご形回転子の製造方法 | |
| JP2018189199A (ja) | ステータ | |
| JP2020058132A (ja) | かご形誘導回転電機の回転子製造装置 | |
| CN217789497U (zh) | 带风叶的铸铝转子 | |
| CN216599174U (zh) | 一种大翅片电机转子 | |
| JP2015231304A (ja) | 誘導機の回転子及び誘導機の回転子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180629 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190108 |