JP2017013158A - 切削装置、切削方法及び環状工具 - Google Patents
切削装置、切削方法及び環状工具 Download PDFInfo
- Publication number
- JP2017013158A JP2017013158A JP2015130856A JP2015130856A JP2017013158A JP 2017013158 A JP2017013158 A JP 2017013158A JP 2015130856 A JP2015130856 A JP 2015130856A JP 2015130856 A JP2015130856 A JP 2015130856A JP 2017013158 A JP2017013158 A JP 2017013158A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- blade
- cutting
- annular
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 209
- 238000000034 method Methods 0.000 title claims abstract description 23
- 230000002093 peripheral effect Effects 0.000 claims abstract description 36
- 238000003754 machining Methods 0.000 claims description 18
- 230000000694 effects Effects 0.000 description 12
- 239000000463 material Substances 0.000 description 6
- 238000007599 discharging Methods 0.000 description 4
- 230000004886 head movement Effects 0.000 description 4
- 229910001069 Ti alloy Inorganic materials 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229910001026 inconel Inorganic materials 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
Images













Landscapes
- Milling, Broaching, Filing, Reaming, And Others (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
本発明の切削装置は、環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有する環状工具と、前記環状工具を取り付け、前記環状工具を当該環状工具の軸線回りに回転させる工具主軸と、工作物を保持する工作物保持台と、前記工具主軸と前記工作物保持台との相対位置及び前記工具主軸の回転を制御する制御装置と、を備え、前記制御装置は、前記工具主軸及び前記工作物保持台を、前記先頭刃の外周面がすくい面となり、前記先頭刃の端面が逃げ面となる相対位置関係に配置し、前記先頭刃で前記工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う。
本発明の切削方法は、環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有する環状工具と、前記環状工具を取り付け、前記環状工具を当該環状工具の軸線回りに回転させる工具主軸と、工作物を保持する工作物保持台と、を備える切削装置の切削方法であって、前記工具主軸及び前記工作物保持台を、前記先頭刃の外周面がすくい面となり、前記先頭刃の端面が逃げ面となる相対位置関係に配置する配置工程と、前記先頭刃で前記工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う加工工程と、を備える。本発明の切削方法によれば、上述した切削装置における効果と同様の効果を奏する。
本発明の環状工具は、外周面がすくい面となり、端面が逃げ面となる環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有し、前記先頭刃で工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う。本実施形態の環状工具では、先頭刃で加工した工作物の加工箇所を加工しながら後続刃で加工を行うので、1回の環状工具の送りでの切り込み量は、1回の従来の工具の送りでの切り込み量よりも多くなり、加工時間の短縮化を図れる。また、従来の工具で加工した切り込み量と同一の切り込み量を環状工具で加工した場合、1つの刃に作用する力を低減でき、工具寿命を向上できる。
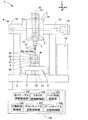
切削装置の一例として、5軸立形マシニングセンタを例に挙げ、図1を参照して説明する。つまり、当該切削装置1は駆動軸として、相互に直交する3つの直進軸(X,Y,Z軸)及び2つの回転軸(A軸、C軸)を有する機械である。
図1に示すように、切削装置1は、ベッド2と、送りテーブル3と、コラム4と、スライダ5と、主軸ヘッド6と、工具主軸7と、チルトテーブル8と、ターンテーブル9(本発明の「工作物保持台」に相当)と、自動工具交換装置30と、制御装置100等とを備える。
送りテーブル3は、ベッド2上に配設される前後方向(Y軸線方向)に延びるガイド部材31にY軸線方向にスライド可能に設けられる。送りテーブル3をY軸線方向にスライドさせるボールネジ機構32を有する送りテーブル用モータ33は、ガイド部材31に備えられる。
コラム4は、門形状に形成され、コラム4の上部材41には、スライダ5が配設される。
主軸ヘッド6は、スライダ5の前面に形成される案内面5aに沿って上下方向(Z軸線方向)に移動可能に設けられる。主軸ヘッド6をZ軸線方向に移動させるボールネジ機構61を有する主軸ヘッド用モータ62は、スライダ5に備えられる。
自動工具交換装置30には、図略の複数種の環状工具90が備えられる。そして、自動工具交換装置30は、工具主軸7との間で環状工具90(190,290)を自動的に交換可能に構成される。
スライダ移動制御部102は、スライダ用モータ52の回転駆動を制御してスライダ5を案内面41aに沿ってX軸線方向に往復移動させる。
ヘッド移動制御部103は、主軸ヘッド用モータ62の回転駆動を制御して主軸ヘッド6を案内面5aに沿ってZ軸線方向に往復移動させる。
チルトテーブル回転制御部105は、チルトテーブル用モータ82の回転駆動を制御してチルトテーブル8をA軸線回りで所定角度だけ回転(揺動)駆動させる。
ターンテーブル回転制御部106は、ターンテーブル用モータ99の回転駆動を制御してターンテーブル9をC軸線回りで回転駆動もしくは所定角度だけ回転駆動させる。
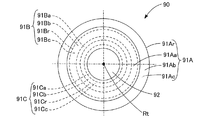
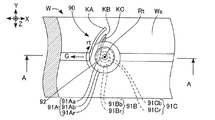
図2A及び図2Bに示すように、第1形態の環状工具90は、工具軸線Rtと同軸上で工具軸線Rt方向に異なる位置に設けられる3つの直円錐台状の工具本体91A,91B,91Cと、工具本体91Aの小径端面91Aaから延びる円柱状の工具軸92とで構成される。3つの工具本体91A,91B,91Cは、この順で環状工具90の工具根本(工具軸92側)から工具先端に向かって並べて設けられる。第1形態の環状工具90では、工具本体91Aは、先頭刃に相当し、工具本体91B及び工具本体91Cは、後続刃に相当する。
次に、環状工具90を用いた切削方法を、図3のフローチャート及び図4A,Bの切削加工状態図を参照して直方体状の工作物Wの平坦な上面Wsを切削加工する場合について説明する。なお、初期状態においては、チルトテーブル8は、C軸線とZ軸線が平行になるように位置決めされているとする。
第1の形態の環状工具90は、工作物Wの平坦な上面Wsを切削加工するとき、各切れ刃91Ar,91Br,91Crのすくい角φが正の同一の角度となるように形成したが、すくい角が負となる切れ刃を形成した環状工具としてもよい。例えば、図8Aに示すように、環状工具190は、工具軸線Rtと同軸上で工具軸線Rt方向に異なる位置に設けられる2つの直円錐台状の工具本体91D,91Eと、工具本体91Dの小径端面91Daから延びる円柱状の工具軸92とで構成される。2つの工具本体91D,91Eは、この順で環状工具190の工具根本(工具軸92側)から工具先端に向かって並べて設けられる。第2形態の環状工具190では、工具本体91Dは、先頭刃に相当し、工具本体91Eは、後続刃に相当する。
第1、第2の形態の環状工具90,190は、切削刃を有する工具として形成したが、切削刃及び砥石を有する工具として形成してもよい。例えば、図9に示すように、環状工具290は、工具軸線Rtと同軸上で工具軸線Rt方向に異なる位置に設けられる1つの直円錐台状の工具本体91Fと、1つの半球形状の砥石91Gと、砥石91Gに接続される工具軸92Fとで構成される。第3形態の環状工具290では、工具本体91Fは、先頭刃に相当し、砥石91Gは、後続刃に相当する。
なお、上述の実施形態では、第1形態の環状工具90の工具本体91A,91B,91C及び工具軸92は、一体物で形成する構成としたが、工具本体91A,91B,91C及び工具軸92の一部もしくは全部を別体で設け、ボルト等により接続する構成としてもよい。第2形態の環状工具190の工具本体91D,91E及び工具軸92も同様である。また、第1形態の環状工具90は、3つの工具本体91A,91B,91Cを備える構成としたが、2つもしくは4つ以上の工具本体を備える構成としてもよい。第2形態の環状工具190も3つ以上の工具本体を備える構成としてもよい。
本実施形態の切削装置1は、環状の先頭刃91A,91D,91F及び先頭刃91A,91D,91Fより工具先端側に設けられる後続刃91B,91C,91E,91Gを有する環状工具90,190,290と、環状工具90,190,290を取り付け、環状工具90,190,290を当該環状工具の軸線Rt回りに回転させる工具主軸71と、工作物Wを保持する工作物保持台9と、工具主軸71と工作物保持台9との相対位置及び工具主軸71の回転を制御する制御装置100と、を備える。そして、制御装置100は、工具主軸71及び工作物保持台9を、先頭刃91A,91D,91Fの外周面がすくい面91Ab,91Db,91Fbとなり、先頭刃91A,91D,91Fの端面が逃げ面91Ac,91Dc,91Fcとなる相対位置関係に環状工具90,190,290を配置し、先頭刃91A,91D,91Fで工作物Wの加工を行いながら、先頭刃91A,91D,91Fで加工された箇所を後続刃91B,91C,91E,91Gで加工を行う。
また、環状工具90,190は、工具先端に向かうに従って小径の刃となるように形成されるので、工具根本側の刃91A,91Dは大径となり、回転による冷却効果が得られる。
また、環状工具90は、工具先端側が仕上げ加工刃として形成され、工具根本側が荒加工刃として形成され、仕上げ加工刃の切り込みが荒加工刃の切り込みより小さいので、加工面精度を向上できる。
また、環状工具90,190は、工具先端に向かうに従って高硬度の刃となるように形成されるので、工具先端側の刃91C,91Eは仕上げ加工刃に適したものとなる。
また、後続刃91Eは、外周面がすくい面91Ebとなる環状に形成され、環状工具190は、工具先端に向かうに従って環状工具190の軸線に直角な方向から見た外周面の成すすくい角が大きい刃(換言すると、外周面と端面との成す刃先角が小さい刃)となるように形成される。すなわち、先頭刃91Dは、外周面の成すすくい角φdを負のすくい角とし、後続刃91Eは、外周面の成すすくい角φeを正のすくい角とする(換言すると、後続刃91Eの外周面と端面との成す刃先角αeが、先頭刃91Dの外周面と端面との成す刃先角αdよりも小さい角とする)ので、切れ刃91Drは、剛性を高められ、切れ刃91Erは、切削性を高められる。
また、環状工具290は、工具先端側が駆動源により強制駆動される刃91Gとして形成され、工具根本側が切削力により従動駆動される刃91Fとして形成されるので、刃91Gとして砥石を適用できる。
また、環状工具290は、工具最先端に砥石91Gが形成され、工具最先端以外の部分に切削刃91Fが形成されるので、加工面精度をさらに向上できる。
Claims (14)
- 環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有する環状工具と、
前記環状工具を取り付け、前記環状工具を当該環状工具の軸線回りに回転させる工具主軸と、
工作物を保持する工作物保持台と、
前記工具主軸と前記工作物保持台との相対位置及び前記工具主軸の回転を制御する制御装置と、
を備え、
前記制御装置は、
前記工具主軸及び前記工作物保持台を、前記先頭刃の外周面がすくい面となり、前記先頭刃の端面が逃げ面となる相対位置関係に配置し、
前記先頭刃で前記工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う、切削装置。 - 前記先頭刃と前記後続刃は、同軸上に設けられる、請求項1に記載の切削装置。
- 前記環状工具は、前記工具先端に向かうに従って小径の刃となるように形成される、請求項1又は2に記載の切削装置。
- 前記環状工具は、前記工具先端側が仕上げ加工刃として形成され、工具根本側が荒加工刃として形成され、前記仕上げ加工刃の切り込みが前記荒加工刃の切り込みより小さい、請求項1−3の何れか一項に記載の切削装置。
- 前記環状工具は、前記仕上げ加工刃と前記荒加工刃との間に中仕上げ加工刃が形成され、前記中仕上げ加工刃の切り込みが前記仕上げ加工刃の切り込みより大きく前記荒加工刃の切り込みより小さい、請求項4に記載の切削装置。
- 前記環状工具は、前記工具先端に向かうに従って高硬度の刃となるように形成される、請求項1−5の何れか一項に記載の切削装置。
- 前記環状工具は、工具先端側がシャープエッジな刃となるように形成され、工具根本側が刃先処理された刃となるように形成される、請求項1−6の何れか一項に記載の切削装置。
- 前記後続刃は、外周面がすくい面となる環状に形成され、
前記環状工具は、前記工具先端に向かうに従って前記環状工具の軸線に直角な方向から見た前記外周面の成すすくい角が大きい刃となるように形成される、請求項1−7の何れか一項に記載の切削装置。 - 前記先頭刃は、外周面の成すすくい角を負のすくい角とし、
前記後続刃は、外周面の成すすくい角を正のすくい角とする、請求項8に記載の切削装置。 - 前記環状工具は、工具先端側の刃にチップブレーカが形成される、請求項1−9の何れか一項に記載の切削装置。
- 前記環状工具は、工具先端側が駆動源により強制駆動される刃として形成され、工具根本側が切削力により従動駆動される刃として形成される、請求項1−10の何れか一項に記載の切削装置。
- 前記環状工具は、工具最先端に砥石が形成され、前記工具最先端以外の部分に切削刃が形成される、請求項11に記載の切削装置。
- 環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有する環状工具と、前記環状工具を取り付け、前記環状工具を当該環状工具の軸線回りに回転させる工具主軸と、工作物を保持する工作物保持台と、を備える切削装置の切削方法であって、
前記工具主軸及び前記工作物保持台を、前記先頭刃の外周面がすくい面となり、前記先頭刃の端面が逃げ面となる相対位置関係に配置する配置工程と、
前記先頭刃で前記工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う加工工程と、
を備える、切削方法。 - 外周面がすくい面となり、端面が逃げ面となる環状の先頭刃及び前記先頭刃より工具先端側に設けられる1つ以上の後続刃を有し、前記先頭刃で工作物の加工を行いながら、前記先頭刃で加工された箇所を前記後続刃で加工を行う、環状工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015130856A JP6565380B2 (ja) | 2015-06-30 | 2015-06-30 | 切削装置、切削方法及び環状工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015130856A JP6565380B2 (ja) | 2015-06-30 | 2015-06-30 | 切削装置、切削方法及び環状工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017013158A true JP2017013158A (ja) | 2017-01-19 |
| JP6565380B2 JP6565380B2 (ja) | 2019-08-28 |
Family
ID=57827578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015130856A Expired - Fee Related JP6565380B2 (ja) | 2015-06-30 | 2015-06-30 | 切削装置、切削方法及び環状工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6565380B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021410A1 (ja) * | 2017-07-27 | 2019-01-31 | 三菱電機株式会社 | 切削チップ、切削工具及び加工装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11509899A (ja) * | 1995-02-27 | 1999-08-31 | チャンピオン イクイプメント カンパニー | 切削用回転ビット及びその切削方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5520444A (en) * | 1995-02-27 | 1996-05-28 | Champion Equipment Co. | Method of cutting and cutting rotative bit |
-
2015
- 2015-06-30 JP JP2015130856A patent/JP6565380B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11509899A (ja) * | 1995-02-27 | 1999-08-31 | チャンピオン イクイプメント カンパニー | 切削用回転ビット及びその切削方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019021410A1 (ja) * | 2017-07-27 | 2019-01-31 | 三菱電機株式会社 | 切削チップ、切削工具及び加工装置 |
| JPWO2019021410A1 (ja) * | 2017-07-27 | 2020-02-27 | 三菱電機株式会社 | 切削チップ、切削工具及び加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6565380B2 (ja) | 2019-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4931964B2 (ja) | 高硬度材の加工装置及び加工方法 | |
| CN111727098B (zh) | 倒角刀具、倒角系统、齿轮切削机及啮合齿的倒角方法 | |
| JP2007331054A (ja) | 精密ロール旋盤 | |
| US20100111632A1 (en) | Method and apparatus for non-rotary machining | |
| JP2017530016A (ja) | 歯部を加工する方法及び加工用工具並びに工作機械 | |
| JP2007229849A (ja) | エンドミル及びそれを用いた加工方法 | |
| CA2895007A1 (en) | Method and apparatus for non-spindle multi-axis machining | |
| CA2810179A1 (en) | Method and apparatus for non-rotary machining | |
| JP6606967B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP2009241221A (ja) | 切削加工装置および切削加工プログラム | |
| US20190217405A1 (en) | Gear machining apparatus and gear machining method | |
| JP2013514902A (ja) | かさ歯車を製造する方法及び装置 | |
| JP6565380B2 (ja) | 切削装置、切削方法及び環状工具 | |
| JP2017019034A (ja) | 歯車加工装置 | |
| JP6710902B2 (ja) | 切削装置、切削方法及び環状工具 | |
| JP2016093851A (ja) | 研削装置 | |
| JP6766922B2 (ja) | 切削装置及び切削方法 | |
| JP4712586B2 (ja) | Nc工作機械 | |
| JP2021013989A (ja) | 砥石による研削加工方法 | |
| JP5425570B2 (ja) | トリポード型等速ジョイントのトラニオンの加工方法及び装置 | |
| JP5433344B2 (ja) | 複合工具、工作機械および加工方法 | |
| JP6871675B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JPH0613817Y2 (ja) | 溝加工装置 | |
| JP6561596B2 (ja) | 切削装置及び切削方法 | |
| JP6430217B2 (ja) | プロファイル研削盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6565380 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |