JP2017010953A - リード線処理装置 - Google Patents
リード線処理装置 Download PDFInfo
- Publication number
- JP2017010953A JP2017010953A JP2015121274A JP2015121274A JP2017010953A JP 2017010953 A JP2017010953 A JP 2017010953A JP 2015121274 A JP2015121274 A JP 2015121274A JP 2015121274 A JP2015121274 A JP 2015121274A JP 2017010953 A JP2017010953 A JP 2017010953A
- Authority
- JP
- Japan
- Prior art keywords
- lead wire
- gripping
- covering
- processing apparatus
- exfoliation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】リード線の実装処理の生産性が向上されたリード線処理装置を提供すること。【解決手段】複数の芯線が被覆体に覆われたリード線の実装処理を行うリード線処理装置であって、前記被覆体に切り込みを入れる切込形成手段と、前記リード線を把持する第1把持手段と、前記リード線を把持し、前記リード線から前記被覆体を剥がし取る第1剥脱手段と、を有し、前記第1把持手段及び前記第1剥脱手段は、前記切り込み形成手段によって前記被覆体に形成された第1切り込みを間に挟んで互いに前記リード線を把持した状態から、前記芯線を中心として相対回転しながら、少なくとも一方が他方に対して離間する方向に移動するリード線処理装置。【選択図】図6
Description
本発明は、リード線処理装置に関する。
例えばリード線を基板等に接続する場合には、リード線端部の被覆体を剥がし取り、芯線を露出させる必要がある。このようなリード線端部の被覆体除去を手作業で行うと、特に多数のリード線を処理する場合に、効率が悪く品質にばらつきが生じる可能性がある。
そこで、複数本のリード線端部の被覆体除去を一度に自動処理可能な端末処理装置が提案されている(例えば、特許文献1参照)。
ここで、複数の芯線が被覆体に束ねられているリード線を用いる場合には、被覆体を剥がし取って露出させた複数の芯線を基板に設けられている挿入孔に容易に挿入できるように、露出させた複数の芯線を一つにまとめるように撚っておくことが好ましい。
しかしながら、被覆体を剥がし取る工程に加えて、芯線を撚る工程が必要になるため、リード線の処理工程が増えて生産性が低下する可能性がある。
本発明は上記に鑑みてなされたものであって、リード線の実装処理の生産性が向上されたリード線処理装置を提供することを目的とする。
本発明の一態様によれば、複数の芯線が被覆体に覆われたリード線の実装処理を行うリード線処理装置であって、前記被覆体に切り込みを入れる切込形成手段と、前記リード線を把持する第1把持手段と、前記リード線を把持し、前記リード線から前記被覆体を剥がし取る第1剥脱手段と、を有し、前記第1把持手段及び前記第1剥脱手段は、前記切り込み形成手段によって前記被覆体に形成された第1切り込みを間に挟んで互いに前記リード線を把持した状態から、前記芯線を中心として相対回転しながら、少なくとも一方が他方に対して離間する方向に移動する。
本発明の実施形態によれば、リード線の実装処理の生産性が向上されたリード線処理装置が提供される。
以下、図面を参照して発明を実施するための形態について説明する。各図面において、同一構成部分には同一符号を付し、重複した説明を省略する場合がある。
[第1の実施形態]
図1は、第1の実施形態におけるリード線処理装置10の構成を例示する図である。
図1は、第1の実施形態におけるリード線処理装置10の構成を例示する図である。
図1に示されるように、リード線処理装置10は、切断部100、把持部200、剥脱部300、ハンド501を有する。リード線処理装置10は、複数の芯線が被覆体により覆われたリード線20の切断、端部の被覆体除去、芯線撚り等、リード線20を基板等に実装するための処理を実行する。
切断部100は、搬送ローラ101,102、搬送ガイド111,112、切り込み形成手段としての切断刃120を有する。切断部100は、リード線20に切り込み25を形成し、リード線20を所定の長さに切断する。
搬送ローラ101,102は、少なくとも一方が回転駆動するローラ対であり、回転駆動するローラと従動回転するローラとの間でリード線20を挟持して搬送する。搬送ローラ101は、リード線処理装置10に供給されたリード線20を、搬送ガイド111を通って切断刃120に向かって搬送する。搬送ローラ102は、切断刃120によって切り込み25が入れられて切断されたリード線20を搬送し、把持部200に送り出す。
搬送ガイド111,112は、搬送ローラ101,102によるリード線20の搬送方向に沿って形成された貫通孔を有する。搬送ガイド111,112は、貫通孔にリード線20が通されることで、搬送ローラ101,102によって搬送されるリード線20を支持する。
切断刃120は、それぞれ図1において上下方向に移動可能に設けられた切刃121,123を有し、リード線20の所定位置で被覆体に切り込み25を形成し、リード線20を所定の長さに切断する。
図2は、第1の実施形態における切断刃120の構成を例示する図である。図2(A)は切断刃120の正面図であり、図2(B)は切断刃120の側面図である。
図2に示されるように、切断刃120は、切刃121,123を有する。リード線20は、搬送ローラ101,102によって、切刃121と切刃123との間を通るように搬送される。
切刃121,123は、それぞれ図2において上下方向に移動可能に設けられている。また、切刃121,123は、図2(B)に示されるように、リード線20の複数の芯線21を覆う被覆体22の内径と同じ大きさの半円状に窪むように形成された切込刃122,124を有する。
図3は、第1の実施形態における切断刃120の動作を説明するための図である。
図3(A)に示されるように、切刃121,123が、切刃121の下辺と切刃123の上辺とが当接するまで移動すると、切込刃122,124によってリード線20の被覆体22に切り込み25が形成される。この状態では、被覆体22に切り込み25が形成されるだけで、芯線21までは切断されない。
また、図3(B)に示されるように、切刃121,123が、切込刃122,124が交差する位置まで移動すると、切込刃122,124によって芯線21まで切断され、所定の長さのリード線20が切り離される。
搬送ローラ101,102は、リード線20の切り込み形成位置又は切断位置が切刃121と切刃123との間に到達したときに、リード線20の搬送を停止する。切刃121,123は、リード線20の搬送が停止された状態で、図3に示されるように移動してリード線20に切り込み25を形成するか、リード線20を切断する。
なお、リード線20に切り込み25を形成して切断可能であれば、切断部100は上記構成に限られるものではない。また、後の工程で被覆体22を剥がし取ることが可能であれば、切り込み25の形態は特に限られない。例えば、被覆体22の全周に切り込み25を入れて被覆体22を切り離した状態にしてもよい。また、被覆体22の周囲の一部に切り込み25を入れて、被覆体22が切り込み25を挟んで繋がっている状態にしてもよい。
図1に示されるように、切断刃120によって両端付近に切り込み25が形成されて切断されたリード線20は、搬送ローラ102によって把持部200に送られる。
把持部200は、把持ステージ201、位置調整台210、エアシリンダ220を有する。
把持ステージ201は、中央に凹部202を有し、切断部100によって切り込み25が形成されて切断されたリード線20が上面に載置される。位置調整台210は、エアシリンダ220によって、図1に示される矢印方向に移動可能に設けられている。位置調整台210は、把持ステージ201に載置されたリード線20の端部を押して、把持ステージ201の所定位置までリード線20を移動させる。
把持ステージ201の所定位置に載置されたリード線20は、ハンド501によって把持され、把持部200から剥脱部300に搬送される。
なお、把持部200は、切断部100によって切り出されたリード線20を、ハンド501が把持できるように所定位置に置くことが可能であれば、上記構成に限られるものではない。
ハンド501は、例えば垂直多関節ロボットのエンドエフェクタであり、少なくとも把持部200と剥脱部300との間を移動可能且つ回転可能に設けられている。
図4は、第1の実施形態におけるハンド501の構成を例示する図である。図4(A)は、ハンド501の正面図である。図4(B)は、ハンド501の側面図である。また、図4(C)は、ハンド501の底面図である。
図4に示されるように、ハンド501は、第1把持手段としての第1把持体510、第2把持手段としての第2把持体520を有する。
第1把持体510は、図4(A)及び(B)に示されるように、第1把持爪511a,511b(以下、単に「第1把持爪511」という場合がある)を有する。また、第1把持体510は、図4(C)に示される矢印方向に回転可能に設けられている。
第1把持爪511a,511bは、図4(B)に示されるように、互いに近接又は離間する方向に移動可能に設けられており、リード線20を間に挟んで把持し、把持したリード線20を離すことができる。
また、第1把持爪511には、径が異なる半円状の把持溝513,514,515が形成されている。第1把持爪511は、把持溝513,514,515によって太さが異なるリード線20を落とすことなく把持できる。したがって、リード線処理装置10において処理を行うリード線20の太さが変わった場合に、例えば第1把持爪511を交換等することなく、リード線20の処理を継続して実行できる。なお、本実施形態では、把持溝513,514,515が第1把持爪511a,511bの両方に設けられているが、第1把持爪511a,511bの何れか一方に設けられてもよい。また、把持溝は、第1把持爪511に複数形成されることが好ましく、その数等は本実施形態に例示される構成に限られるものではない。
第2把持体520は、第1把持体510と同様に、第2把持爪521a,521b(以下、単に「第2把持爪521」という場合がある)を有し、図4(C)に示される矢印方向に回転可能に設けられている。また、第2把持体520は、エアシリンダ530によって、図4(A)に示される矢印方向に移動可能に設けられている。
第2把持爪521a,521bは、第1把持爪511a,511bと同様に、互いに近接又は離間する方向に移動可能に設けられており、リード線20を間に挟んで把持し、把持したリード線20を離すことができる。また、第2把持爪521には、第1把持爪511と同様に、径が異なる半円状の把持溝が複数形成されており、太さが異なるリード線20を把持できる。
ハンド501は、以上で説明した構成を備え、図1に示されるように把持部200の把持ステージ201に置かれたリード線20を、第1把持体510及び第2把持体520で把持して剥脱部300に移動する。第1把持体510及び第2把持体520は、リード線20を把持する際に、第1把持爪511及び第2把持爪521が把持ステージ201の凹部202に進入し、リード線20の太さに応じた把持溝513,514,515の何れかでリード線20を把持する。
第1把持爪511及び第2把持爪521がリード線20を把持する間隔は、第2把持体520がエアシリンダ530によって移動することで適宜調整される。ハンド501は、第1把持爪511及び第2把持爪521が、設定された間隔でリード線20の所定位置をそれぞれ把持するように移動する。第1把持爪511と第2把持爪521との間隔は、例えばリード線20の両端をそれぞれ挿入する基板の挿入孔の間隔に応じて設定される。
第1把持体510及び第2把持体520は、リード線20を把持した状態で、少なくとも一方が回転することで、リード線20を屈曲させることができる。例えば、第1把持体510及び第2把持体520が、それぞれ他方とは反対方向に90度回転することで、図1の右上に示されるように、リード線20の両端部分を曲げることができる。このように、第1把持体510及び第2把持体520は、基板の挿入孔にリード線20の端部を挿入し易くなるように、それぞれ回転してリード線20両端部分を屈曲させる。
次に、ハンド501は、リード線20を把持して把持部200から剥脱部300に移動し、剥脱部300においてリード線20の切り込み25から端部側の被覆体22を剥がし取る。
図5は、第1の実施形態における剥脱部300の構成を例示する図である。図5(A)は、剥脱部300の正面図である。また、図5(B)は、剥脱部300の上面図である。
図5に示されるように、剥脱部300は、第1剥脱体310、第2剥脱体320を有する。
第1剥脱体310は、図5に示されるように、第1剥脱爪311a,311b(以下、単に「第1剥脱爪311」という場合がある)を有する。また、第1剥脱体310は、図5(B)に示される矢印R1方向に回転可能に設けられている。
第1剥脱爪311a,311bは、図5(A)及び(B)に示されるように、互いに近接又は離間する方向に移動可能に設けられており、間に挿入されるリード線20を把持する。第1剥脱爪311a,311bは、それぞれ上面視で半円状に窪む把持溝が形成されており、把持溝の間でリード線20を挟み込んで把持する。
第2剥脱体320は、第1剥脱体310と同様に、第2剥脱爪321a,321b(以下、単に「第2剥脱爪321」という場合がある)を有し、図5(B)に示される矢印方向に回転可能に設けられている。また、第2剥脱体320は、エアシリンダ330によって、図5における矢印A方向に移動可能に設けられている。
第2剥脱爪321a,321bは、第1剥脱爪311a,311bと同様に、互いに近接又は離間する方向に移動可能に設けられており、間に挿入されるリード線20を把持する。第2剥脱爪321a,321bは、それぞれ上面視で半円状に窪む把持溝が形成されており、把持溝の間でリード線20を挟み込んで把持する。
図6は、第1の実施形態における剥脱部300及びハンド501の動作を説明するための図である。
図6(A)に示されるように、ハンド501は、第1把持体510及び第2把持体520で両端部に切り込み25が形成されたリード線20を把持しながら移動し、リード線20の両端部をそれぞれ第1剥脱爪311,第2剥脱爪321に挿入する。なお、第2剥脱体320は、エアシリンダ330によって、第2剥脱爪321にリード線20が挿入される位置に予め移動している。
ここで、ハンド501は、リード線20の切り込み25から先端側を、第1剥脱爪311,第2剥脱爪321に挿入する。第1剥脱爪311及び第2剥脱爪321は、それぞれリード線20の切り込み25から先端側を、被覆体22の上から把持する。
次に、図6(B)に示されるように、ハンド501は、第1剥脱爪311及び第2剥脱爪321から離間する方向に移動し、リード線20の両端部を第1剥脱爪311及び第2剥脱爪321から引き抜く。このようにハンド501が移動してリード線20を第1剥脱爪311及び第2剥脱爪321から引き抜く際に、第1剥脱爪311及び第2剥脱爪321は、図6(B)に示される矢印R2方向に回転する。
上記した動作により、第1剥脱爪311及び第2剥脱爪321は、切り込み25から先端側の被覆体22をリード線20から剥がし取ると共に、被覆体22の上から把持していた部分の芯線21を撚ることができる。
このように、剥脱部300では、リード線20の被覆体22を剥がし取る工程と、リード線20の芯線21を一つに纏めて撚る工程とが同時に実行される。なお、上記した実施形態では、ハンド501が第1剥脱体310及び第2剥脱体320から離間する方向に移動するが、第1剥脱体310及び第2剥脱体320がハンド501から離間する方向に移動する構成であってもよい。また、第1把持体510及び第2把持体520が、それぞれ第1剥脱体310及び第2剥脱体320に対して相対回転する構成であってもよい。
図7は、第1の実施形態におけるハンド501がリード線20を基板600に挿入する様子を例示する図である。
ハンド501は、両端部の被覆体22が剥がし取られて芯線21が撚られたリード線20を把持して移動し、図7に示されるように、例えば複数の電子部品610が実装されている基板600の挿入孔601にリード線20の両端部をそれぞれ挿入する。基板600の挿入孔601に挿入されたリード線20の両端部は、例えば半田付け等により基板600に接合される。リード線20の両端部が基板600に接合されると、第1把持体510及び第2把持体520がリード線20を離し、ハンド501は、次のリード線20を処理するために把持部200に向かって移動する。
以上で説明したように、第1の実施形態に係るリード線処理装置10によれば、リード線20の両端部の被覆体22を剥がし取る工程と、リード線20の芯線をまとめて撚る工程とを一つの工程で実行できる。したがって、リード線20の切断から基板600への実装までの処理を迅速に行うことが可能であり、リード線20の実装処理の生産性を上げることができる。
[第2の実施形態]
次に、第2の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
次に、第2の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
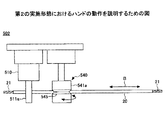
図8は、第2の実施形態におけるハンド502の構成を例示する図である。図8(A)は、ハンド502の正面図である。また、図8(B)は、ハンド502の底面図である。
図8に示されるように、ハンド502は、第1把持体510、把持位置変更手段としてのリード線送りローラ540を有する。
リード線送りローラ540は、送りローラ541a,541bを有する。送りローラ541a,541bは、対向配置されて少なくとも一方が回転駆動する。また、送りローラ541a,541bは、少なくとも一方の周囲にリード線20が嵌る切り欠き545が設けられている。なお、送りローラ541a,541bには、異なる太さのリード線20を挟持できるように、深さが異なる複数の切り欠きが設けられてもよい。
本実施形態では、送りローラ541aの周囲に、回転方向に沿って切り欠き545が形成されている。リード線20は、送りローラ541aの切り欠き545に嵌るように、送りローラ541aと送りローラ541bとの間に挟持される。
第1把持爪511及びリード線送りローラ540の両方でリード線20を把持している状態から、第1把持爪511がリード線20を離し、リード線送りローラ540が回転することで、リード線20が図9における矢印Bの何れかの方向に送られる。
第1把持爪511は、リード線送りローラ540の回転停止後に、再びリード線20を把持する。リード線送りローラ540によってリード線20が送られることで、第1把持爪511によるリード線20の把持位置が変更される。
ハンド502は、第1把持体510と第1剥脱体310との間で、第1の実施形態と同様に、リード線20の一端の被覆体22を剥がし取ると共に芯線21を撚る処理を実行する。次に、ハンド502は、リード線送りローラ540がリード線20を送って把持位置を変更し、リード線送りローラ540と第2剥脱体320との間で、リード線20の他端の被覆体22を剥がし取ると共に芯線21を撚る処理を実行する。
また、ハンド502は、上記処理の後に、リード線20の一端を基板600の挿入孔601に挿入する。次に、ハンド502は、リード線送りローラ540がリード線20を送って把持位置を変更し、リード線20の他端を基板600の挿入孔601に挿入する。
以上で説明したように、第2の実施形態に係るリード線処理装置によれば、リード線送りローラ540によってリード線20の把持位置を変更できるため、長尺のリード線20の実装処理を実行可能になる。
[第3の実施形態]
次に、第3の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
次に、第3の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
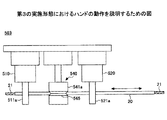
図10は、第3の実施形態におけるハンド503の構成を例示する図である。
図10に示されるように、ハンド503は、第1把持体510、第2把持体520、リード線送りローラ540を有する。
リード線送りローラ540は、第1把持体510と第2把持体520との間に設けられ、図11に示される矢印方向の何れかにリード線20を送り、第1把持体510及び第2把持体520のリード線20の把持位置を変更する。
ハンド503は、第1把持体510と第1剥脱体310との間で、第1の実施形態と同様に、リード線20の一端の被覆体22を剥がし取ると共に芯線21を撚る処理を実行する。次に、ハンド503は、リード線送りローラ540がリード線20を送って把持位置を変更し、第2把持体520と第2剥脱体320との間で、リード線20の他端の被覆体22を剥がし取ると共に芯線21を撚る処理を実行する。
また、ハンド503は、上記処理の後に、リード線20の一端を基板600の挿入孔601に挿入する。次に、ハンド503は、リード線送りローラ540がリード線20を送って把持位置を変更し、リード線20の他端を基板600の挿入孔601に挿入する。
以上で説明したように、第3の実施形態に係るリード線処理装置によれば、リード線送りローラ540によってリード線20の把持位置を変更できるため、第2の実施形態と同様に、長尺のリード線20の実装処理を実行可能になる。また、例えば第1把持体510及び第2把持体520が、それぞれ回転してリード線20の端部を基板600の挿入孔601に挿入し易い形状に変形させることが可能であり、リード線20の基板600への実装不良を低減できる。
[第4の実施形態]
次に、第4の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
次に、第4の実施形態について図面に基づいて説明する。なお、既に説明した実施形態と同一構成部分についての説明は省略する。
図12は、第4の実施形態におけるハンド504の構成を例示する図である。
図12に示されるように、ハンド504は、第1把持体510、撮像装置550を有する。
撮像装置550は、例えばデジタルカメラであり、画像認識部551に接続されている。画像認識部551は、撮像装置550によって撮影された画像を取得し、例えば一端が基板600の挿入孔601に挿入されたリード線20の他端の位置を検出する。画像認識部551が有する機能は、例えばCPUがRAMと協働してROMに記憶されているプログラムを実行することで実現される。
ハンド504は、リード線20の一端を基板600の挿入孔601に挿入した後、図13(A)に示されるように、撮像装置550が異なる位置からリード線20の他端を含む画像を撮影できるように移動する。撮像装置550は、リード線20の他端を含む画像を、異なる角度から複数撮影する。画像認識部551は、撮像装置550によって撮影された画像に基づいて、ハンド504とリード線20の他端との相対位置を求める。
ハンド504は、画像認識部551によって求められた相対位置に基づいてリード線20の他端に向かって移動し、第1把持体510の第1把持爪511にリード線20の他端を把持させる。また、ハンド504は、第1把持爪511によって把持されているリード線20の他端を基板600の挿入孔601に挿入するように移動する。リード線20の両端部は、例えば半田付け等によって基板600に接合され、リード線20の基板600への実装処理が完了する。
以上で説明したように、第4の実施形態に係るリード線処理装置によれば、リード線20の端部位置を正確に把握することで、第1把持体510による把持位置のばらつきを低減し、リード線20の基板600への実装不良を低減できる。
以上、実施形態に係るリード線処理装置について説明したが、本発明は上記実施形態に限定されるものではなく、本発明の範囲内で種々の変形及び改良が可能である。なお、上記した実施形態における各部の寸法は、例示した値に限定されるものではない。
10 リード線処理装置
20 リード線
21 芯線
22 被覆体
25 切り込み
100 切断部
120 切断刃(切り込み形成手段)
121,123 切刃
200 把持部
300 剥脱部
310 第1剥脱体(第1剥脱手段)
320 第2剥脱体(第2剥脱手段)
501,502,503,504 ハンド
510 第1把持体(第1把持手段)
520 第2把持体(第2把持手段)
540 リード線送りローラ(把持位置変更手段)
545 切り欠き
600 基板
601 挿入孔
20 リード線
21 芯線
22 被覆体
25 切り込み
100 切断部
120 切断刃(切り込み形成手段)
121,123 切刃
200 把持部
300 剥脱部
310 第1剥脱体(第1剥脱手段)
320 第2剥脱体(第2剥脱手段)
501,502,503,504 ハンド
510 第1把持体(第1把持手段)
520 第2把持体(第2把持手段)
540 リード線送りローラ(把持位置変更手段)
545 切り欠き
600 基板
601 挿入孔
Claims (7)
- 複数の芯線が被覆体に覆われたリード線の実装処理を行うリード線処理装置であって、
前記被覆体に切り込みを入れる切込形成手段と、
前記リード線を把持する第1把持手段と、
前記リード線を把持し、前記リード線から前記被覆体を剥がし取る第1剥脱手段と、を有し、
前記第1把持手段及び前記第1剥脱手段は、前記切り込み形成手段によって前記被覆体に形成された第1切り込みを間に挟んで互いに前記リード線を把持した状態から、前記芯線を中心として相対回転しながら、少なくとも一方が他方に対して離間する方向に移動する
ことを特徴とするリード線処理装置。 - 前記第1把持手段は、前記リード線を挟持する一対の把持爪を有し、
前記一対の把持爪は、少なくとも一方に径が異なる複数の半円状溝が形成されている
ことを特徴とする請求項1に記載のリード線処理装置。 - 前記第1把持手段は、前記第1剥脱手段によって前記被覆体が剥がし取られた前記リード線を把持しながら移動し、前記芯線が露出した部分を、基板に設けられている挿入孔に挿入する
ことを特徴とする請求項1又は2に記載のリード線処理装置。 - 前記第1把持手段により把持されている前記リード線を何れかの方向に送り、前記第1把持手段の把持位置を変更する把持位置変更手段を有する
ことを特徴とする請求項1から3の何れか一項に記載のリード線処理装置。 - 前記把持位置変更手段は、前記リード線を挟持して少なくとも一方が回転駆動するローラ対を有し、
前記ローラ対は、少なくとも一方の周囲に前記リード線が嵌る切り欠きが形成されている
ことを特徴とする請求項4に記載のリード線処理装置。 - 前記リード線を把持する第2把持手段と、
前記リード線を把持し、前記リード線から前記被覆体を剥がし取る第2剥脱手段と、を有し、
前記第2把持手段及び前記第2剥脱手段は、前記切り込み形成手段によって前記被覆体に形成された第2切り込みを間に挟んで互いに前記リード線を把持した状態から、前記芯線を中心として相対回転しながら、少なくとも一方が他方に対して離間する方向に移動する
ことを特徴とする請求項1から5の何れか一項に記載のリード線処理装置。 - 前記第2把持手段は、前記第2剥脱手段によって前記被覆体が剥がし取られた前記リード線を把持しながら移動し、前記芯線が露出した部分を、基板に設けられている挿入孔に挿入する
ことを特徴とする請求項6に記載のリード線処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015121274A JP2017010953A (ja) | 2015-06-16 | 2015-06-16 | リード線処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015121274A JP2017010953A (ja) | 2015-06-16 | 2015-06-16 | リード線処理装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017010953A true JP2017010953A (ja) | 2017-01-12 |
Family
ID=57761820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015121274A Pending JP2017010953A (ja) | 2015-06-16 | 2015-06-16 | リード線処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017010953A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019097585A1 (ja) * | 2017-11-14 | 2019-05-23 | 株式会社Fuji | 作業機、装着方法 |
| CN112042286A (zh) * | 2018-05-14 | 2020-12-04 | 株式会社富士 | 安装机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60249394A (ja) * | 1984-05-24 | 1985-12-10 | パイオニア株式会社 | ジヤンパ−線自動插入機 |
| JPS61207100A (ja) * | 1985-03-12 | 1986-09-13 | 三菱電機株式会社 | 自動配線装置 |
| JPH0595613A (ja) * | 1991-09-30 | 1993-04-16 | Shin Meiwa Ind Co Ltd | 電線のセミストリツプ方法 |
| JP2011167057A (ja) * | 2010-01-18 | 2011-08-25 | Toko:Kk | 電線ストリップ装置 |
-
2015
- 2015-06-16 JP JP2015121274A patent/JP2017010953A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60249394A (ja) * | 1984-05-24 | 1985-12-10 | パイオニア株式会社 | ジヤンパ−線自動插入機 |
| JPS61207100A (ja) * | 1985-03-12 | 1986-09-13 | 三菱電機株式会社 | 自動配線装置 |
| JPH0595613A (ja) * | 1991-09-30 | 1993-04-16 | Shin Meiwa Ind Co Ltd | 電線のセミストリツプ方法 |
| JP2011167057A (ja) * | 2010-01-18 | 2011-08-25 | Toko:Kk | 電線ストリップ装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019097585A1 (ja) * | 2017-11-14 | 2019-05-23 | 株式会社Fuji | 作業機、装着方法 |
| CN111512713A (zh) * | 2017-11-14 | 2020-08-07 | 株式会社富士 | 作业机、安装方法 |
| JPWO2019097585A1 (ja) * | 2017-11-14 | 2020-10-22 | 株式会社Fuji | 作業機、装着方法 |
| CN111512713B (zh) * | 2017-11-14 | 2021-06-04 | 株式会社富士 | 作业机、安装方法 |
| US11272647B2 (en) | 2017-11-14 | 2022-03-08 | Fuji Corporation | Work machine and mounting method |
| CN112042286A (zh) * | 2018-05-14 | 2020-12-04 | 株式会社富士 | 安装机 |
| CN112042286B (zh) * | 2018-05-14 | 2021-09-17 | 株式会社富士 | 安装机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6118597B2 (ja) | 電線端処理装置 | |
| JP2014179274A5 (ja) | ||
| JP6336942B2 (ja) | 束取り加工機 | |
| JP5281677B2 (ja) | タイヤ用プライ材料の製造装置 | |
| CN110546828B (zh) | 端部放置装置及端部加工装置 | |
| JP7114229B2 (ja) | 多層シースを有するケーブルを剥離するための方法および装置 | |
| JP2017010953A (ja) | リード線処理装置 | |
| JP2016046195A (ja) | 電線加工品の製造装置及びその製造方法 | |
| JP2017010768A (ja) | 電線処理装置 | |
| JP7007977B2 (ja) | 車載ツイストペアケーブルの端末処理方法及びその装置 | |
| TW201707322A (zh) | 電線加工裝置 | |
| WO2018100990A1 (ja) | 端子保持具、端子圧着装置および端子付きのツイスト電線の製造方法 | |
| EP0748019A1 (en) | Method for processing an end of a shielded cable | |
| WO2017199788A1 (ja) | 電線皮剥装置及び電線皮剥方法 | |
| JP2016123215A (ja) | 熱収縮チューブ取付装置及び熱収縮チューブ取付方法 | |
| JP6433617B2 (ja) | 剥離装置及び方法 | |
| JP6459589B2 (ja) | バルーンカテーテルの製造装置及び製造方法 | |
| JP6085778B1 (ja) | ホタテガイ加工装置及びホタテガイ加工品の製造方法 | |
| KR101679690B1 (ko) | 박리 장치 | |
| JP4897410B2 (ja) | 電線被覆切具及びその取扱方法 | |
| JP6927824B2 (ja) | 電線ガイド、電線クランプ装置、電線処理装置、および電線のガイド方法 | |
| JP4748065B2 (ja) | 圧着端子組付け方法および端子圧着方法並びに端子圧着設備 | |
| WO2018198711A1 (ja) | 撚りほどき装置および電線端部加工装置 | |
| KR20150129334A (ko) | 박리 장치 | |
| JP2006222172A (ja) | プリント配線板の製造方法、部材の接続装置およびテープ貼り付け装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181120 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190528 |