JP2017007497A - 車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 - Google Patents
車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 Download PDFInfo
- Publication number
- JP2017007497A JP2017007497A JP2015124665A JP2015124665A JP2017007497A JP 2017007497 A JP2017007497 A JP 2017007497A JP 2015124665 A JP2015124665 A JP 2015124665A JP 2015124665 A JP2015124665 A JP 2015124665A JP 2017007497 A JP2017007497 A JP 2017007497A
- Authority
- JP
- Japan
- Prior art keywords
- vehicle door
- main body
- pair
- impact beam
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/042—Reinforcement elements
- B60J5/0422—Elongated type elements, e.g. beams, cables, belts or wires
- B60J5/0423—Elongated type elements, e.g. beams, cables, belts or wires characterised by position in the lower door structure
- B60J5/0429—Elongated type elements, e.g. beams, cables, belts or wires characterised by position in the lower door structure the elements being arranged diagonally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/042—Reinforcement elements
- B60J5/0422—Elongated type elements, e.g. beams, cables, belts or wires
- B60J5/0438—Elongated type elements, e.g. beams, cables, belts or wires characterised by the type of elongated elements
- B60J5/0443—Beams
- B60J5/0444—Beams characterised by a special cross section
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
Abstract
【課題】特定の部分に応力が集中することを抑制した車両用ドアインパクトビーム及びその製造方法を提供する。【解決手段】車両用ドアインパクトビームは、本体部20は、底壁部21と、一対の側壁部と、側壁部の端部に設けられたフランジ部とを有する。側壁部は、底壁部21の幅方向における端部からドアパネル側へ延びる第1壁部と、第1壁部の端部からドアパネル側へ延びる第2壁部と、を有する。側壁部の第2壁部は、前記第1壁部側の端部からドアパネル側の端部へ向かうに従って互いに近づいている。フランジ部は、底壁部21及び側壁部によって囲まれた空間の外側に形成されている。端末部30は、底壁部31と、一対の側壁部と、側壁部におけるドアパネル側の端部に設けられたフランジ部とを有する。フランジ部は、底壁部31及び側壁部によって囲まれた空間の外側に形成されている。【選択図】図3
Description
本発明は、車両用ドアインパクトビームに関する。
従来、車両用ドアの内部に取り付けられる車両用ドアインパクトビームは知られている。車両用ドアインパクトビームは、車両用ドアに物体が衝突したとき、車両用ドアに作用した衝撃を吸収し、車両用ドアが大きく変形することを抑制する。
例えば、特願2014−237507に係る車両用ドアインパクトビーム(以下、従来の車両用ドアインパクトビームと呼ぶ)は、長尺状の本体部と、前記本体部の長手方向における両端部にそれぞれ形成された端末部を有する。本体部は、車両用ドアのインナーパネル側へ開放された溝状に形成されている。つまり、本体部は、車両用ドアのアウターパネル側にて前記所定の方向へ延びる底壁部と、前記底壁部における幅方向両端部に接続され、互いに対向する一対の側壁部と、を有する。両側壁部におけるインナーパネル側の端部が内側へ折り曲げられることにより、フランジ部が形成されている。この構成によれば、両側壁部におけるインナーパネル側の端部を外側へ折り曲げることによりフランジ部を形成した場合よりも、本体部の曲げ剛性が高くなる。
端末部は、本体部と同様の溝状に形成されている。ただし、フランジ部の構成が本体部とは異なる。具体的には、本体部においては、内側にフランジ部が形成されているが、端末部においては、外側にフランジ部が形成されている。つまり、端末部の両側壁部におけるインナーパネル側の端部は外側へ折り曲げられている。
上記のように、本体部と端末部とでフランジ部の向きが逆転している。一般に、形状が大きく変化する部分(境界部)に応力が集中する。したがって、車両用ドアに物体が衝突したとき、本体部が変形する前に、本体部と端末部との境界部が破断してしまう虞がある。この場合、本体部がほとんど変形しないので、衝撃がほとんど吸収されない。
本発明は上記問題に対処するためになされたもので、その目的は、特定の部分に応力が集中することを抑制した車両用ドアインパクトビーム及びその製造方法を提供することにある。なお、下記本発明の各構成要件の記載においては、本発明の理解を容易にするために、実施形態の対応箇所の符号を括弧内に記載しているが、本発明の各構成要件は、実施形態の符号によって示された対応箇所の構成に限定解釈されるべきものではない。
上記目的を達成するために、本発明の特徴は、長尺状の本体部(20)と、前記本体部の長手方向両端部にそれぞれ形成された一対の端末部(30)とを備え、車両用ドア(DR)の内部に配設される車両用ドアインパクトビーム(10)であって、前記本体部及び前記一対の端末部は、金属鋼板(H)を変形させることにより一体的に形成され、前記本体部は、所定の方向に延びる底壁部(21)と、前記底壁部の幅方向における両端部にそれぞれ接続されるとともに前記所定の方向にそれぞれ延びていて互いに対向する一対の側壁部(22、23)と、前記側壁部の端部に設けられ、前記ドアを構成するドアパネルに対向するフランジ部(24、25)とを有し、前記ドアパネルに向かって開放された溝状に形成され、前記本体部の一対の側壁部は、前記底壁部の幅方向における両端部から前記ドアパネル側へそれぞれ延びる一対の第1壁部(221、231)と、前記一対の第1壁部における前記ドアパネル側の端部から前記ドアパネル側へそれぞれ延びる一対の第2壁部(222、232)と、を備え、前記一対の第2壁部は、前記第1壁部側の端部からドアパネル側の端部へ向かうに従って互いに近づくように傾斜しており、前記本体部のフランジ部は、前記本体部の底壁部及び前記一対の側壁部によって囲まれた空間の外側に形成され、前記端末部は、前記所定の方向に延びる底壁部(31)と、前記底壁部の幅方向における両端部にそれぞれ接続されるとともに前記所定の方向にそれぞれ延びていて互いに対向する一対の側壁部(32、33)と、前記側壁部の端部に設けられ、前記ドアパネルに対向するフランジ部(34、35)とを有し、前記ドアパネルに向かって開放された溝状に形成され、前記端末部の一対の側壁部は、前記端末部の底壁部側の端部からドアパネル側の端部へ向かうに従って互いに遠ざかるように傾斜しており、前記端末部のフランジ部は、前記端末部の底壁部及び前記一対の側壁部によって囲まれた空間の外側に形成されている、車両用ドアインパクトビームとしたことにある。
この場合、前記第1壁部の幅方向の寸法が、前記本体部の溝深さの3分の1以上、且つ3分の2以下に設定されているとよい。なお、「第1壁部の幅方向」とは、本体部の溝深さ方向に平行な方向を意味する。
また、この場合、前記本体部のフランジ部の幅方向の寸法が、前記本体部の溝深さの5分の1以上、且つ2分の1以下に設定されているとよい。なお、「フランジ部の幅方向」とは、本体部の溝幅方向に平行な方向を意味する。
これによれば、車両用ドアインパクトビームの本体部のフランジ部は溝の外側へ向かうように形成されているが、上記のような第2壁部を形成することにより、本体部の中間部を押圧した際、側壁部が外側へ開いて荷重が急激に低下することが抑制される。つまり、側壁部が内側へ入り込むように、車両用ドアインパクトビームの各部を変形させることができた。これにより、車両用ドアインパクトビームの曲げ剛性を上記従来の車両用ドアインパクトビームと同等にすることができた。
また、本体部のフランジ部と端末部のフランジ部は、いずれも外側に形成されている。すなわち、上記従来の車両用ドアインパクトビームのように、フランジ部の向きが逆転する部位が存在しない。つまり、本体部と端末部との境界部に応力が集中することが抑制される。したがって、ドアに物体が衝突したとき、本体部が変形する前に本体部と端末部との境界部が破断することが抑制され、本体部が徐々に折れ曲がり、ドアに作用した衝撃が効率よく吸収される。
また、本発明の他の特徴は、前記端末部の溝深さ方向の寸法が前記本体部よりも小さく、且つ前記端末部の幅方向の寸法が前記本体部よりも大きいことにある、
これによれば、端末部の車幅方向の寸法を、本体部の車幅方向の寸法よりも小さくしたので、端末部が取り付けられる部分におけるインナーパネルとアウターパネルとの距離(隙間)が小さい車両にも、車両用ドアインパクトビームを適用できる。
また、本発明の他の特徴は、前記本体部及び前記一対の端末部のうち、前記本体部のみに熱処理が施されていることにある。
これによれば、比較的容易に端末部を成形できる。また、端末部も熱処理されている場合に比べて、端末部をドアパネルに溶接した場合の溶接強度を高くすることができる。
なお、本発明は、車両用ドアインパクトビームとしての実施に限られず、車両用ドアインパクトビームの製造方法としても実施可能である。
以下、本発明の一実施形態に係る車両用ドアインパクトビーム10について説明する。まず、車両用ドアインパクトビーム10が取り付けられる車両Vの概略について説明する。図1に示すように、車両Vのフレーム(車室の骨格を構成する部品)には、ドアDRが開閉可能に取り付けられている。このドアDRの内部に本実施形態に係る車両用ドアインパクトビーム10が取り付けられる。ドアDRは、公知のようにアウターパネルOPとインナーパネルIPとを備えており、車両用ドアインパクトビーム10はアウターパネルOPとインナーパネルIPとの間に設けられる。車両用ドアインパクトビーム10はインナーパネルIPに固定される。なお、本実施形態では、車両用ドアインパクトビーム10が車両Vの左側のドアDRに取り付けられている例について説明するが、本発明は、他のドアに取り付けられる車両用ドアインパクトビームにも適用可能である。
図2に示すように、車両用ドアインパクトビーム10は、長尺状に形成されていて、インナーパネルIPの前端部から後端部に亘って延設される。車両用ドアインパクトビーム10は、その前端側が後端側よりも上方に位置するように傾斜した状態で、インナーパネルIPに固定される。
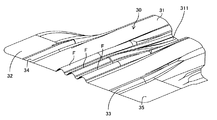
車両用ドアインパクトビーム10は、詳しくは後述するように、ロール成形法を用いて製造された溝状の中間成形体M(図9参照)の長手方向における両端部をプレス加工することにより製造される。車両用ドアインパクトビーム10は、図3及び図4に示すように、長尺状の本体部20と、本体部20の長手方向における両端部にそれぞれ形成された端末部30,30を有する。
つぎに、車両用ドアインパクトビーム10の形状について、図5乃至図7を用いて説明する。図5乃至図7の紙面における左右方向が車幅方向に相当する。なお、図5乃至図7に示すように、車両用ドアインパクトビーム10の車内側を右と定義する。また、車両用ドアインパクトビーム10の車外側を左と定義する。また、図5乃至図7の紙面に垂直な方向をビーム長手方向と定義する。このビーム長手方向は車幅方向に直交している。また、図5乃至図7の紙面における上下方向、すなわち、ビーム長手方向及び車幅方向に直交する方向を、ビーム幅方向と定義する。なお、車両用ドアインパクトビーム10のビーム幅方向における一端側を下と定義する。また、車両用ドアインパクトビーム10のビーム幅方向における他端側を上と定義する。
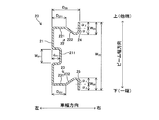
本体部20は、図5に示すように、ビーム長手方向に垂直な断面形状が開放断面形状、つまり内部に閉じた空間が形成されない断面形状であるように構成されている。本体部20は、ビーム長手方向に延びるとともに右方へ開放された溝状に形成されている。つまり、その溝深さ方向が車幅方向に一致している。なお、本体部20のビーム長手方向に垂直な断面形状は、その切断位置に拘わらず一定である。
本体部20は、底壁部21、側壁部22,23、及びフランジ部24,25を有する。底壁部21は、ビーム長手方向に延びる板状に形成されている。底壁部21の板厚方向は、車幅方向に一致している。また、底壁部21の幅方向(底壁部21の長手方向及び板厚方向に垂直な方向)がビーム幅方向に一致している。底壁部21の左面には、ビーム長手方向に延びる凹部211が形成されている。凹部211は、底壁部21のビーム幅方向における中央部に形成されている。凹部211は、左方へ開放されている。
側壁部22は、垂直部221及び傾斜部222を有する。垂直部221は、底壁部21の上端から右方へ延びるとともにビーム長手方向に延びる板状に形成されている。垂直部221は、底壁部21に対して垂直である。傾斜部222は、垂直部221の右端から右方且つ下方(つまり、本体部20の内側(溝の内側))へ延びるとともにビーム長手方向に延びる板状に形成されている。
側壁部23は、垂直部231及び傾斜部232を有する。垂直部231は、底壁部21の下端から右方へ延びるとともにビーム長手方向に延びる板状に形成されている。垂直部231は、底壁部21に対して垂直である。傾斜部232は、垂直部231の右端から右方且つ上方(つまり、本体部20の内側(溝の内側))へ延びるとともにビーム長手方向に延びる板状に形成されている。
言い換えれば、傾斜部222及び傾斜部232は、アウターパネル側(左)からインナーパネルIP側(右)へ向かうに従って、互いに近づくように傾斜している。
フランジ部24は、傾斜部222の右下端から上方へ延びるとともにビーム長手方向に延びる板状に形成されている。つまり、フランジ部24は、底壁部21、側壁部22、及び側壁部23によって囲まれた空間の外側に形成されている。なお、フランジ部24における、傾斜部222との接続部は大きく湾曲している。フランジ部25は、傾斜部232の右上端から下方へ延びるとともにビーム長手方向に延びる板状に形成されている。つまり、フランジ部25は、底壁部21、側壁部22、及び側壁部23によって囲まれた空間の外側に形成されている。傾斜部232とフランジ部25との接続部は大きく湾曲している。
本体部20の長手方向の寸法は、525mmである。本体部20の底壁部21のビーム幅方向の寸法W20は、85mmである。本体部20の車幅方向の寸法D20は、35mmである。側壁部22,23の垂直部221,231における車幅方向の寸法D221,D231は、17mmである。また、フランジ部24,25のビーム幅方向の寸法W24,W25は、17mmである。なお、フランジ部24,25の部分であって、垂直部221,231から見て本体部20の内側にそれぞれ位置する部分の寸法α1と外側にそれぞれ位置する部分の寸法α2が同一であることが好ましい。また、凹部211の幅W211は、20mmである。また、凹部211の深さd211は、10mmである。
端末部30は、図6及び図7に示すように、ビーム長手方向に垂直な断面形状が開放断面形状、つまり内部に閉じた空間が形成されない断面形状であるように構成されている。端末部30は、ビーム長手方向に延びるとともに右方へ開放された溝状に形成されている。つまり、その溝深さ方向が車幅方向に一致している。なお、上記のように、本体部20のビーム長手方向に垂直な断面形状は、その切断位置に拘わらず一定である。これに対し、端末部30の基端部側から先端部側へ向かうに従って、ビーム長手方向に垂直な断面形状が徐々に変化する。
端末部30は、底壁部31、側壁部32,33、及びフランジ部34,35を有する。底壁部31は、ビーム長手方向に延びる板状に形成された板状部31a,31bを有する。板状部31a,31bの板厚方向は、ビーム長手方向及び車幅方向に対して少し傾斜している。すなわち、板状部31a,31bにおける基端部側(本体部20との接続部側)よりも、底壁部31における先端部側(本体部20との接続部とは反対側)の方がインナーパネルIPに近い。また、板状部31a,31bの幅方向(底壁部31の長手方向及び板厚方向に垂直な方向)がビーム幅方向に一致している。板状部31a,31bは、ビーム幅方向に離間している。板状部31aと板状部31bとの間には、底壁部31の長手方向に延びる凹部311が形成されている。凹部311は、本体部20の凹部211に繋がっている。凹部311は、左方へ開放されている。凹部311には、その長手方向にそれぞれ延び、左方へ突出した3つの凸部Fが形成されている。ただし、本実施形態においては、前側の端末部30にのみ凸部Fが形成され、後側の端末部30には凸部Fが形成されていない。しかし、両端末部30,30に凸部Fが形成されていてもよい。凸部Fは、凹部311の底壁部を折りたたむとともに、板状部31a,31bと凹部311との接続部近傍を折りたたむことにより形成されている。端末部30の基端部側から先端部側へ向かうに従って、凸部Fの突出高さが徐々に大きくなっている。端末部30の先端部においては、凸部Fは板状部31a,31bの左面よりも左方に突出しており、且つ凸部Fの右端が板状部31a,31bの右面と同一面内に位置している(図7参照)。
側壁部32は、底壁部31(板状部31a)の上側の端部から右方へ延びるとともにビーム長手方向に延びる板状に形成されている。端末部30の基端部の断面であって、端末部30の長手方向に垂直な断面における側壁部32の形状は、本体部20の断面A(図5)における側壁部22の形状と同様である。すなわち、端末部30の基端部において、側壁部32は、底壁部31に対して垂直な垂直部と、前記垂直部の右端から右方且つ下方(つまり、端末部30の内側(溝の内側))へ延びる傾斜部を有する。また、端末部30の基端部よりも少し先端部側に位置する部分(断面B(図6)の近傍)においては、側壁部32は平板状である。断面Bにおいて、側壁部32と底壁部31との間の角度θ1は90°より大きい。また、端末部30の先端部(断面C(図7)の近傍)においては、側壁部32は平板状である。断面Cにおける角度θ1は、断面Bにおける角度θ1よりも大きい。
側壁部33は、底壁部31(板状部31b)の下側の端部から右方へ延びるとともにビーム長手方向に延びる板状に形成されている。端末部30の基端部の断面であって、端末部30の長手方向に垂直な断面における側壁部33の形状は、本体部20の断面A(図5)における側壁部23の形状と同様である。すなわち、端末部30の基端部において、側壁部33は、底壁部31に対して垂直な垂直部と、前記垂直部の右端から右方且つ上方(つまり、端末部30の内側(溝の内側))へ延びる傾斜部を有する。また、断面B(図6)の近傍においては、側壁部33は平板状である。断面Bにおいて、側壁部32と底壁部31との間の角度θ2は90°より大きい。また、断面C(図7)の近傍においては、側壁部33は平板状である。断面Cにおける角度θ2は、断面Bにおける角度θ2よりも大きい。
言い換えれば、側壁部32及び側壁部33における基端部を除く部分は、アウターパネル側(左)からインナーパネルIP側(右)へ向かうに従って、互いに遠ざかるように傾斜している。
フランジ部34は、側壁部32の上端から上方へ延びるとともにビーム長手方向に延びる板状に形成されている。つまり、フランジ部34は、底壁部31、側壁部32、及び側壁部33によって囲まれた空間の外側に形成されている。端末部30の基端部の断面であって、端末部30の長手方向に垂直な断面においては、本体部20の断面A(図5)におけるフランジ部24と側壁部22との接続部と同様に、フランジ部34と側壁部32との接続部が大きく湾曲している。これに対し、断面B(図6)及び断面C(図7)においては、フランジ部34と側壁部32との接続部に大きな湾曲は形成されていない。
フランジ部35は、側壁部33の下端から下方へ延びるとともにビーム長手方向に延びる板状に形成されている。つまり、フランジ部35は、底壁部31、側壁部32、及び側壁部33によって囲まれた空間の外側に形成されている。端末部30の基端部の断面であって、端末部30の長手方向に垂直な断面においては、本体部20の断面A(図5)におけるフランジ部24と側壁部22との接続部と同様に、フランジ部35と側壁部33との接続部が大きく湾曲している。また、断面B(図6)においても、フランジ部35と側壁部33との接続部が大きく湾曲しており、この湾曲部が端末部30の内側へ突出している。しかし、断面C(図7)においては、フランジ部35と側壁部33との接続部に大きな湾曲は形成されていない。
上記のように、端末部30の基端部側から先端部側へ向かうに従って、角度θ1,θ2が徐々に大きくなるので、端末部30におけるビーム幅方向の寸法W30が徐々に大きくなり、且つ端末部30における車幅方向の寸法D30が徐々に小さくなっている。断面Bにおいて、寸法W30は、65mmであり、寸法D30は、15mmである。そして、断面Cにおいて、寸法W30は、70mmであり、寸法D30は、8mmである。
つぎに、車両用ドアインパクトビーム10の製造方法について説明する。本実施形態においては、車両用ドアインパクトビーム10は、ロール成形工程、部分的熱処理工程、切断工程、及び変形工程を経て製造される。
ロール成形工程においては、平板状の金属鋼板をロール成形することにより、車両用ドアインパクトビーム10の本体部20の断面形状と同一の断面形状を有するロール成形品が製造される。このロール成形工程は、ロール成形装置を用いて実施される。
また、部分的熱処理工程では、前記ロール成形品をその長手方向に沿って部分的に熱処理することにより、熱処理された熱処理部分と熱処理されていない非熱処理部分とをロール成形品に形成する。本実施形態において、この部分的熱処理工程を実施するための熱処理装置は、ロール成形装置に組み込まれる。
図8に示すように、本実施形態に係るロール成形装置40は、アンコイラ41と、成形用ロール型ユニット42と、熱処理装置としてのロールクエンチユニット43と、切断装置44とを備える。これらの各装置は、ロール成形装置40のパスラインに沿って上記した順に整列配置される。アンコイラ41側(上流側)から切断装置44側(下流側)に向かって鋼帯H(金属鋼板)が送られる。ここで、図8に示すように、鋼帯Hの送り方向を、上流から下流に向かう方向と定義する。
アンコイラ41は、鋼帯Hがコイル状に巻き付けられたコイル部と、コイル部を回転させる回転装置とを備える。コイル部が回転することによって、鋼帯Hが一定速度で引き出される。
成形用ロール型ユニット42は、複数の成形用ロールスタンド421を備える。成形用ロールスタンド421は、互いの回転軸が上下に離間して平行配置するように上下に並んで設置された上ロール駒422と下ロール駒423とを備え、下ロール駒423が回転することによって鋼帯Hが送り出される。上ロール駒422は、送り出される鋼帯Hとの摩擦力により回転する。このため上ロール駒422と下ロール駒423は、互いに反対方向に同一速度で回転する。
複数の成形用ロールスタンド421は、鋼帯Hの送り方向に沿って一直線状に配列される。アンコイラ41から送り出された鋼帯Hは成形用ロール型ユニット42に導入される。鋼帯Hは、複数の成形用ロールスタンド421の上ロール駒422と下ロール駒423との間を通過するごとに塑性変形される。これにより、断面形状が図5に示す断面形状であるようなロール成形品が製造される(ロール成形工程)。鋼帯Hはこの成形用ロール型ユニット42で断面が所望の形状となるようにロール成形された後に、成形用ロール型ユニット42の下流側に送り出される。なお、負角部を有する側壁部(図9のM2,M3)は、通常のプレス成形法で成形することは難しいが、ロール成形法によりこのような側壁部は容易に成形できる。
ロールクエンチユニット43は成形用ロール型ユニット42の下流側に配置されている。ロールクエンチユニット43は、誘導加熱器431と冷却水供給装置432とを備え、鋼帯Hの送り方向に沿ってこの順に配設される。
誘導加熱器431は、成形用ロール型ユニット42に対して鋼帯Hの送り方向の下流側に配置される。誘導加熱器431は、最も下流に位置する成形用ロールスタンド421を通過した鋼帯Hの外周を取り巻くように配置された誘導加熱コイル431aと、誘導加熱コイル431aへの通電を制御する通電制御装置431bとを備える。通電制御装置431bが誘導加熱コイル431aに通電することによって、誘導加熱コイル431aの内部を通過する鋼帯Hが瞬時に加熱される。本実施形態では、ロール成形品が、オーステナイト化温度以上の温度に加熱されるように、加熱温度が調節される。また、ロール成形品が長手方向に沿って部分的に加熱されるように、誘導加熱コイル431aへの通電が通電制御装置431bにより制御される。これにより、ロール成形品の長手方向に沿って、誘導加熱コイル431aで加熱された加熱部分と加熱されていない非加熱部分が交互に形成される。ここで、加熱部分の軸方向長さは、車両用ドアインパクトビーム10の本体部20の軸方向長さと同じ長さであり、非加熱部分の軸方向長さは、車両用ドアインパクトビーム10の2つの端末部30を連結した長さと同じである。
冷却水供給装置432は、冷却水供給源432aと、冷却水供給源432aに接続された供給配管432bと、供給配管432bの先端に取り付けられた冷却水噴出ノズル432cとを備える。冷却水供給源432aからの冷却水が供給配管432bを通って冷却水噴出ノズル432cに供給される。そして、冷却水噴出ノズル432cから冷却水が噴出される。冷却水噴出ノズル432cから噴出された冷却水が誘導加熱器431を通過した鋼帯Hに噴霧される。これにより、加熱部分がマルテンサイト変態点未満の温度、例えば常温まで急冷される。この急冷により加熱部分が熱処理される。一方非加熱部分には熱処理がなされない。つまり、ロール成形品の長手方向に沿って、熱処理された熱処理部分と熱処理されていない非熱処理部分が交互に形成される(部分的熱処理工程)。その後、ロール成形品は切断装置44に送り込まれる。この切断装置44でロール成形品が所望の長さに切断される(切断工程)。このとき、非加熱部分の中央部が切断される。このため、両端部分が非熱処理部分であり、両端の非熱処理部分の間の部分が熱処理部分である長尺状の中間成形体Mが形成される(図9参照)。中間成形体Mの断面形状は、本体部20の断面形状と同一である。すなわち、中間成形体Mは、本体部20と同様の底壁部M1、側壁部M2,M3、及びフランジ部M4,M5を有する。底壁部M1には、長手方向に延びる凹部M11が形成されている。また、側壁部M2,M3は、底壁部M1に垂直な垂直部と、底壁部M1に対して傾斜した傾斜部を有する。
つぎに、中間成形体Mの両端を構成する非熱処理部分がプレス成形機によって加工される(変形工程)。具体的には、中間成形体Mの長手方向の両端部の側壁部M2,M3を外側へ押し開きつつ、側壁部M2,M3を平板状にそれぞれ変形させるようにして側壁部32,33をそれぞれ形成する。また、中間成形体Mの前端部における凹部M11及びその周辺部を折りたたむようにして、凸部Fを形成する。上記のようにして、車両用ドアインパクトビーム10が製造される。
底壁部21,31がアウターパネルOPに対向し、且つフランジ部24,25,34,35がインナーパネルIPに対向するように車両用ドアインパクトビーム10が配置された状態で、フランジ部34,35がインナーパネルIPに溶接される。車両用ドアインパクトビーム10がインナーパネルIPに固定された状態では、端末部30,30がインナーパネルIPに当接しているが、本体部20とインナーパネルIPとは離間している。
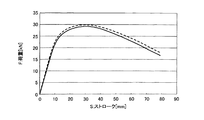
車両用ドアインパクトビームの長手方向における両端部を固定し、中間部を左側から右側へ押圧したときの荷重とストロークとの関係を表すF−S曲線を図10に示す。同図において、本実施形態である車両用ドアインパクトビーム10の特性を実線で示し、上記従来の車両用ドアインパクトビームの特性を破線で示す。車両用ドアインパクトビーム10のフランジ部24,25は外側へ向かうように形成されているが、上記のような傾斜部222,232を形成することにより、中間部を押圧した際、側壁部22及び側壁部23が外側へ開いて荷重が急激に低下することが抑制される。つまり、側壁部22,23が内側へ入り込むように、車両用ドアインパクトビーム10の各部を変形させることができた。これにより、車両用ドアインパクトビーム10の曲げ剛性を上記従来の車両用ドアインパクトビームと同等にすることができた。なお、寸法W24,W25が寸法D20の1/5以上、且つ1/2以下の範囲に含まれ、寸法D221,D231が、寸法D20の1/3以上、且つ2/3以下の範囲に含まれていれば、車両用ドアインパクトビーム10の曲げ剛性を上記従来の車両用ドアインパクトビームと同等にすることができた。
また、本体部20のフランジ部24,25と端末部30のフランジ部34,35は、いずれも溝の外側に形成されている。すなわち、上記従来の車両用ドアインパクトビームのように、フランジ部の向きが逆転する部位が存在しない。つまり、本体部20と端末部30,30との境界部に応力が集中することが抑制される。したがって、ドアDRに物体が衝突したとき、本体部20が変形する前に本体部20と端末部30,30との境界部が破断することが抑制され、本体部20が徐々に折れ曲がり、ドアDRに作用した衝撃が効率よく吸収される。
また、端末部30の車幅方向の寸法D30を、本体部20の車幅方向の寸法D20よりも小さくした。したがって、端末部30が取り付けられる部位におけるインナーパネルIPとアウターパネルOPとの距離(隙間)が小さい車両にも、車両用ドアインパクトビーム10を適用できる。
また、中間成形体Mの前端部の凹部M11及びその周辺部を折り返すようにして、3つの凸部Fを形成した。これによれば、端末部30の外縁部をトリミングすることなく、端末部30のビーム幅方向の寸法W30を出来るだけ小さくすることができる。
また、本体部20が熱処理され、端末部30,30は熱処理されていない。したがって、変形工程において、中間成形体Mの長手方向両端部を比較的容易に加工できる。また、端末部30,30が熱処理されている場合に比べて、端末部30,30のインナーパネルIPへの溶接強度を高くすることができる。
さらに、本発明の実施にあたっては、上記実施形態に限定されるものではなく、本発明の目的を逸脱しない限りにおいて種々の変更が可能である。
例えば、フランジ部24,25と傾斜部222,232との接続部の形状を次のように変更してもよい。上記実施形態においては、フランジ部24,25と傾斜部222,232とのそれぞれの接続部は大きく湾曲している。これに代えて、図11に示すように、フランジ部24,25と傾斜部222,232とが、垂直部221,231と平行な壁部26,27を介してそれぞれ接続されていてもよい。
10・・・車両用ドアインパクトビーム、20・・・本体部、21,31・・・底壁部、22,23・・・側壁部、24,25,34,35・・・フランジ部、30・・・端末部、31・・・底壁部、31a,31b・・・板状部、32,33・・・側壁部、211・・・凹部、221,231・・・垂直部、222,232・・・傾斜部、311・・・凹部、311a・・・底壁部、DR・・・ドア、F・・・凸部、H・・・鋼帯、IP・・・インナーパネル、M・・・中間成形体、M1・・・底壁部、M11・・・凹部、M2,M3・・・側壁部、M4,M5・・・フランジ部、OP・・・アウターパネル、V・・・車両
Claims (7)
- 長尺状の本体部と、前記本体部の長手方向両端部にそれぞれ形成された一対の端末部とを備え、車両用ドアの内部に配設される車両用ドアインパクトビームであって、
前記本体部及び前記一対の端末部は、金属鋼板を変形させることにより一体的に形成され、
前記本体部は、所定の方向に延びる底壁部と、前記底壁部の幅方向における両端部にそれぞれ接続されるとともに前記所定の方向にそれぞれ延びていて互いに対向する一対の側壁部と、前記側壁部の端部に設けられ、前記車両用ドアを構成するドアパネルに対向するフランジ部とを有し、前記ドアパネルに向かって開放された溝状に形成され、
前記本体部の一対の側壁部は、
前記底壁部の幅方向における両端部から前記ドアパネル側へそれぞれ延びる一対の第1壁部と、
前記一対の第1壁部における前記ドアパネル側の端部から前記ドアパネル側へそれぞれ延びる一対の第2壁部と、を備え、
前記一対の第2壁部は、前記第1壁部側の端部からドアパネル側の端部へ向かうに従って互いに近づくように傾斜しており、
前記本体部のフランジ部は、前記本体部の底壁部及び前記一対の側壁部によって囲まれた空間の外側に形成され、
前記端末部は、前記所定の方向に延びる底壁部と、前記底壁部の幅方向における両端部にそれぞれ接続されるとともに前記所定の方向にそれぞれ延びていて互いに対向する一対の側壁部と、前記側壁部の端部に設けられ、前記ドアパネルに対向するフランジ部とを有し、前記ドアパネルに向かって開放された溝状に形成され、
前記端末部の一対の側壁部は、前記端末部の底壁部側の端部からドアパネル側の端部へ向かうに従って互いに遠ざかるように傾斜しており、
前記端末部のフランジ部は、前記端末部の底壁部及び前記一対の側壁部によって囲まれた空間の外側に形成されている、車両用ドアインパクトビーム。 - 請求項1に記載の車両用ドアインパクトビームにおいて、
前記端末部の溝深さ方向の寸法が前記本体部よりも小さく、且つ前記端末部の幅方向の寸法が前記本体部よりも大きい、車両用ドアインパクトビーム。 - 請求項1又は2に記載の車両用ドアインパクトビームにおいて、
前記第1壁部の幅方向の寸法が、前記本体部の溝深さの3分の1以上、且つ3分の2以下に設定されている、車両用ドアインパクトビーム。 - 請求項1乃至3のうちのいずれか1つに記載の車両用ドアインパクトビームにおいて、
前記本体部のフランジ部の幅方向の寸法が、前記本体部の溝深さの5分の1以上、且つ2分の1以下に設定されている、車両用ドアインパクトビーム。 - 請求項1乃至4のうちのいずれか1つに記載の車両用ドアインパクトビームにおいて、
前記本体部及び前記一対の端末部のうち、前記本体部のみに熱処理が施されている、車両用ドアインパクトビーム。 - 車両用ドアの内部に配設され、長尺状の本体部と、前記本体部の長手方向両端部にそれぞれ形成された一対の端末部とを備える車両用ドアインパクトビームの製造方法であって、
所定の方向に延びる底壁部と、前記底壁部の幅方向における両端部にそれぞれ接続されるとともに前記所定の方向にそれぞれ延びていて互いに対向する一対の側壁部と、前記側壁部の端部に設けられ、前記車両用ドアを構成するドアパネルに対向するフランジ部(24、25)とを有し、前記ドアパネルに向かって開放された溝状に形成された中間成形体であって、前記一対の側壁部が、前記底壁部の幅方向における端部から前記ドアパネル側へそれぞれ延びる一対の第1壁部と、前記一対の第1壁部における前記ドアパネル側の端部から前記ドアパネル側へそれぞれ延びる一対の第2壁部とを有し、前記一対の第2壁部が、前記第1壁部側の端部からドアパネル側の端部へ向かうに従って互いに近づくように傾斜しており、前記フランジ部が、前記底壁部及び前記一対の側壁部によって囲まれた空間の外側に設けられている中間成形体を製造する成形工程と、
前記中間成形体の長手方向における両端部を除く中間部に熱処理を施す熱処理工程と、
前記中間成形体の長手方向における両端部の前記各側壁部を、前記ドアパネルに沿うような板状に変形させる変形工程と、を含む車両用ドアインパクトビームの製造方法。 - 請求項5に記載の車両用ドアインパクトビームの製造方法において、
前記変形工程は、前記中間成形体の両側壁部の長手方向における端部を前記空間の外側へ向かって押し開くプレス工程である、車両用ドアインパクトビームの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015124665A JP2017007497A (ja) | 2015-06-22 | 2015-06-22 | 車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 |
| US15/188,197 US20160368352A1 (en) | 2015-06-22 | 2016-06-21 | Vehicle door impact beam and method of manufacturing vehicle door impact beam |
| CN201620617492.3U CN205836743U (zh) | 2015-06-22 | 2016-06-21 | 车辆用门防撞梁 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015124665A JP2017007497A (ja) | 2015-06-22 | 2015-06-22 | 車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017007497A true JP2017007497A (ja) | 2017-01-12 |
Family
ID=57587339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015124665A Pending JP2017007497A (ja) | 2015-06-22 | 2015-06-22 | 車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20160368352A1 (ja) |
| JP (1) | JP2017007497A (ja) |
| CN (1) | CN205836743U (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020117096A (ja) * | 2019-01-24 | 2020-08-06 | トヨタ自動車株式会社 | 車両用インパクトビーム |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016046593A1 (en) | 2014-09-22 | 2016-03-31 | Arcelormittal | Reinforcement element for a vehicle, method for producing the same and door assembly |
| CN107225945B (zh) * | 2017-06-02 | 2019-04-09 | 沈阳理工大学 | 一种安全型汽车车门 |
| CN107933451B (zh) * | 2017-11-15 | 2020-06-26 | 北京汽车股份有限公司 | 边梁饰板系统和汽车 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6290282B1 (en) * | 1996-04-01 | 2001-09-18 | Plannja Hardtech Ab | Structural beam for supporting and reinforcing a structure |
| JP2003534965A (ja) * | 2000-06-02 | 2003-11-25 | ピエトロ・パッソーネ | 車両の車体および/またはシャシー用補強バー |
| JP2004249868A (ja) * | 2003-02-21 | 2004-09-09 | Kouzu Seisakusho:Kk | 補強部材構造 |
| JP2006322065A (ja) * | 2005-04-21 | 2006-11-30 | Asteer Co Ltd | 自動車用部材とこの自動車用部材を焼き入れする熱処理装置 |
| JP2008179174A (ja) * | 2007-01-23 | 2008-08-07 | Aisin Takaoka Ltd | 車両用衝突補強材 |
| JP2013519569A (ja) * | 2010-02-12 | 2013-05-30 | イェスタムプ・ハードテック・アクチエボラーグ | 車両ドア内のビーム、及び、ドア・ビームを防錆する方法 |
-
2015
- 2015-06-22 JP JP2015124665A patent/JP2017007497A/ja active Pending
-
2016
- 2016-06-21 CN CN201620617492.3U patent/CN205836743U/zh not_active Expired - Fee Related
- 2016-06-21 US US15/188,197 patent/US20160368352A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6290282B1 (en) * | 1996-04-01 | 2001-09-18 | Plannja Hardtech Ab | Structural beam for supporting and reinforcing a structure |
| JP2003534965A (ja) * | 2000-06-02 | 2003-11-25 | ピエトロ・パッソーネ | 車両の車体および/またはシャシー用補強バー |
| JP2004249868A (ja) * | 2003-02-21 | 2004-09-09 | Kouzu Seisakusho:Kk | 補強部材構造 |
| JP2006322065A (ja) * | 2005-04-21 | 2006-11-30 | Asteer Co Ltd | 自動車用部材とこの自動車用部材を焼き入れする熱処理装置 |
| JP2008179174A (ja) * | 2007-01-23 | 2008-08-07 | Aisin Takaoka Ltd | 車両用衝突補強材 |
| JP2013519569A (ja) * | 2010-02-12 | 2013-05-30 | イェスタムプ・ハードテック・アクチエボラーグ | 車両ドア内のビーム、及び、ドア・ビームを防錆する方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020117096A (ja) * | 2019-01-24 | 2020-08-06 | トヨタ自動車株式会社 | 車両用インパクトビーム |
Also Published As
| Publication number | Publication date |
|---|---|
| US20160368352A1 (en) | 2016-12-22 |
| CN205836743U (zh) | 2016-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017007497A (ja) | 車両用ドアインパクトビーム及び車両用ドアインパクトビームの製造方法 | |
| JP5786927B2 (ja) | 中空部材の製造装置 | |
| JP5151784B2 (ja) | センターピラーアウターパネルの製造方法およびセンターピラーアウターパネル用ブランク | |
| CN102886456B (zh) | 用于制造机动车用管形结构件的方法以及结构件 | |
| US20160059295A1 (en) | Method and press for producing sheet metal parts that are hardened at least in regions | |
| JP5934272B2 (ja) | 熱間プレス深絞り成形方法および装置 | |
| US10226809B2 (en) | Method for producing a shaped sheet metal part having wall thicknesses differing from each other by region, and axle subframe | |
| JP2007014978A (ja) | 成形部品の製造方法と装置 | |
| JP2007301587A (ja) | 異形管の曲げ加工方法およびその曲げ加工装置、並びにそれらを用いた曲げ加工製品 | |
| US8677796B2 (en) | Hemmed metal panels, hemming apparatuses, and hemming methods | |
| JP2003523285A (ja) | ブランクガイド成型法 | |
| JP5237573B2 (ja) | アルミニウム合金板材、シートおよび成形部材の各製造方法 | |
| JP5695454B2 (ja) | 車体フレームの製造方法 | |
| WO2016084776A1 (ja) | 車両用インパクトビーム及びその製造方法 | |
| WO2013132912A1 (ja) | 熱間三次元曲げ加工装置 | |
| US20190201965A1 (en) | Hot pressing method and hot pressing system | |
| WO2016031970A1 (ja) | 曲げ部材の製造方法及び鋼材の熱間曲げ加工装置 | |
| JP6032607B2 (ja) | 鋼管の熱間加工装置 | |
| US20160001341A1 (en) | Method for producing a torsional profile from a tubular hollow profile, and torsional profile | |
| JP7238660B2 (ja) | 中空屈曲部品の製造方法、中空屈曲部品の製造装置、及び中空屈曲部品 | |
| JP2009509775A (ja) | スタンピングされたシート(stampedsheet)をロール成形する連続プロセス | |
| US10538213B2 (en) | Vehicle frame member | |
| KR101689578B1 (ko) | 가변 롤 포밍 방법 | |
| JPH02179313A (ja) | 自動車フレーム、バンパー、サイドシール等のアルミニウム製押出曲成品の製造方法 | |
| JP2019055423A (ja) | 金属部品の製造方法および金属部品の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180828 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190305 |