JP2016538046A - 面ファスナ用ループ部材及びその作製方法 - Google Patents
面ファスナ用ループ部材及びその作製方法 Download PDFInfo
- Publication number
- JP2016538046A JP2016538046A JP2016530193A JP2016530193A JP2016538046A JP 2016538046 A JP2016538046 A JP 2016538046A JP 2016530193 A JP2016530193 A JP 2016530193A JP 2016530193 A JP2016530193 A JP 2016530193A JP 2016538046 A JP2016538046 A JP 2016538046A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven web
- loop member
- layer nonwoven
- fibers
- loop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
- A44B18/0011—Female or loop elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0069—Details
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means, ; Fabric strip fastener elements, e.g. hook and loop
- A61F13/622—Fabric strip fastener elements, e.g. hook and loop
- A61F13/627—Fabric strip fastener elements, e.g. hook and loop characterised by the loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H11/00—Non-woven pile fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
- B29C2043/461—Rollers the rollers having specific surface features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2821/00—Use of unspecified rubbers as mould material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2905/00—Use of metals, their alloys or their compounds, as mould material
- B29K2905/08—Transition metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
- B29L2031/729—Hook and loop-type fasteners
Abstract
Description
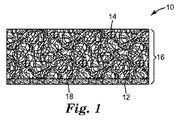
第1の実施形態では、本開示は、面ファスナのループ部材を提供し、ループ部材は、第1の面、第1の面と反対の第2の面及びそれらの間の厚さを有する単層不織布ウェブであって、単層不織布ウェブが、繊維を含み、単層不織布ウェブの繊維が、第1の面に部分的に溶融されてスキン層を形成し、単層不織布ウェブの第2の面が、面ファスナのフック部材と係合可能である、単層不織布ウェブ、を含み、単層不織布ウェブが、20gsm〜50gsmの範囲の基本重量を有し、単層不織布ウェブが、40〜100の範囲の圧力降下指数を有する。
ES FIBERVISIONS(商標)FIBER ESC021AF(繊維1)−米国ジョージア州コヴィントンのFiberVisions(登録商標)Inc.による50%ポリエチレンシース/50%ポリプロピレンコア複合繊維(2デニール)。
剪断力
76mm(CD)×30mm(MD)の寸法の不織布ループ部材サンプルを、米国ミネソタ州セントポールの3M(商標)Companyから入手可能なフィラメントテープ(Filament Tape 898)に貼り合わせた。寸法12.7mm(CD)×25.4mm(MD)のフック部材(300μmキャップ、1750ピン/2.54cm2)(米国ミネソタ州セントポールの3M(商標)Companyから入手可能な3M(商標)CHK04933フック)をループ部材のテープ面と反対の面に貼り付けて、ループ部材がフック部材を完全に覆うようにした。フック部材を5kgローラに10回通してループ部材に固定した。フック部材の一端から延在するリーダを、Instron(登録商標)引張試験機モデル1122(米国マサチューセッツ州ノーウッドのInstron(登録商標)から入手可能)の上顎に取り付け、同時にループ部材を下顎に取り付けた。材料は、フック部材とループ部材の両方に関してCDで剪断力が測定されるように向けられた。
寸法125mm(CD)×50mm(MD)の不織布ループ部材のサンプルを両面テープで鋼板に取り付けた。寸法19mm(CD)×25.4mm(MD)のフック部材を、締結テープ(米国ミネソタ州セントポールの3M(商標)Companyから入手可能なScotch(登録商標)フィラメントテープ898)に貼り合わせた。ループ部材がフック部材を完全に覆うようにフック部材をループ部材に優しく貼り付けた。フック部材を2kgローラに2回通してループ部材に固定した。フック部材の25.4cm端の一方から延在する紙リーダをInstron(登録商標)引張試験機モデル1122の上顎に取り付け、同時にループ部材を下顎に取り付けた。材料は、フック部材とループ部材の両方に関してCDで剪断力が測定されるように向けられた。
テープリーダを寸法25mm×100mmのサンプル不織布ループ部材の短い方の端に取り付けた。一方のテープリーダをInstron(登録商標)引張試験機モデル1122の上顎に取り付け、他方のテープリーダを下顎に取り付けた。テープリーダを254mm/分の速度で引っ張った。不織布ループ部材の10個のサンプルに関して最大荷重時の引張強度と5%延伸時の引張強度を記録し、平均を報告した。
SP64 X−Riteスペクトロフォトメータ(米国ミシガン州グランドラピッズのX−Riteから入手可能)を用いて、サンプル不織布ウェブのスキン面に塗布された液体インクの彩度を、照明D65、観測角10°及びアパーチャ8mmの条件下で測定した。寸法直径16cmのハンドインクローラを用いてマゼンタ液体インク(米国ペンシルバニア州ハーレイズヴィルのColorcon Inc.からのNT23 Brマゼンタ)を塗布した。L、a、b値を測定し、以下の式にしたがって彩度を計算した。

米国ミネソタ州ショアビューのTSI(登録商標)から入手可能なTSI(登録商標)自動フィルタテスタ8130を使用して、霧化圧力2バール(200kPa)、チャック圧力4バール(400kPa)及び希釈(空気)圧力50 SLPM(毎分標準リットル)の条件下で、サンプル不織布ウェブの両側の圧力降下を測定した。不織布ウェブを機器チャックに入れた。ウェブの両側の圧力降下をmm H2Oで測定し、次にダイン/cm2に変換した。ダイン/cm2で測定された基本重量により、以下の式によって圧力降下指数(デニール)を計算した。5つのサンプルの平均圧力降下指数を報告した。
摩擦係数試験は、ASTM D1894に準拠して行った。サンプル不織布ウェブを、寸法50mm×75mmの200gのゴムそりに、実施例のスキン層(又は、比較例のあまり嵩高でない面)が露出するように固定した。Instron(登録商標)引張試験機モデル1122を使用して、不織布ウェブが取り付けられたゴムそりを、固定台に留められた基板の横方向に引っ張った。不織布ループサンプル(実施例と比較例の嵩高面)と500グリッド紙やすり(米国ミネソタ州セントポールの3M(商標)Companyから入手可能なWetordry(商標)Tri−M−ite(商標))の両方を基板として使用した。そりを150mm/分の速度で引っ張り、全引っ張り長は150mmであった。そりを試験台の横方向に125mm引っ張るのに必要な力を動的摩擦係数として測定した。不織布ウェブの3つのサンプルの平均値を報告した。
不織布ウェブとスキン層の厚さを、Keyence VHX−600マイクロスコープ(米国イリノイ州アイタスカのKeyence Corpから入手可能)を使用して100倍率で測定した。
表1に示した繊維をカーディングして、コンベヤベルト上で搬送される不織布ウェブを作製した。カーディング前に、実施例E5及びE6の繊維混合物を手で混合した。
比較例C1〜C8は、不織布ウェブC1〜C8をゴム/金属ニップによってスキン化しなかったことを除き、実施例E1〜E8に関して前述したように作製された。結果を表2に示す。
試験結果を表3〜表5に示す。
Claims (26)
- 面ファスナのループ部材であって、
第1の面、第1の面と反対の第2の面、及びそれらの間の厚さを有する単層不織布ウェブであって、前記単層不織布ウェブが、繊維を含み、前記単層不織布ウェブの前記繊維が、前記第1の面に部分的に溶融されてスキン層を形成し、前記単層不織布ウェブの前記第2の面が、面ファスナのフック部材と係合可能である、単層不織布ウェブ、を含み、
前記単層不織布ウェブが、20gsm〜50gsmの範囲の基本重量を有し、
前記単層不織布ウェブが、40〜100の範囲の圧力降下指数を有する、面ファスナのループ部材。 - 前記スキン層が、前記単層不織布ウェブの前記厚さの5%〜20%を構成する、請求項1に記載のループ部材。
- 前記単層不織布ウェブが、最大荷重で縦方向に20N〜80Nの引張強度を有する、請求項1に記載のループ部材ウェブ。
- 前記単層不織布ウェブが、最大荷重で横断方向に6N〜22Nの引張強度を有する、請求項3に記載のループ部材。
- 前記単層不織布ウェブが、5%延伸時に縦方向に4N〜20Nの引張強度を有する、請求項1に記載のループ部材。
- 前記単層不織布ウェブが、5%延伸時に縦方向に2N〜10Nの引張強度を有する、請求項5に記載のループ部材。
- 前記面ファスナが、20N〜60Nの剪断値を有する、請求項1に記載のループ部材。
- 前記面ファスナが、1N〜4Nの剥離値を有する、請求項1に記載のループ部材。
- 前記スキン層上の印刷パターンをさらに含む、請求項1に記載のループ部材。
- 前記印刷パターンを形成するために使用される有色インクが、前記単層不織布ウェブの前記第1の面から測定されたとき、前記スキン層のない前記単層不織布ウェブの前記第1の面に印刷された同じインクの彩度値より10%〜120%高い彩度値を有する、請求項9に記載のループ部材。
- 前記繊維は、サイズが1.5デニール〜8デニールの範囲である、請求項1に記載のループ部材。
- 前記繊維の少なくともいくつかが複合繊維である、請求項1に記載のループ部材。
- 前記複合繊維が、ポリプロピレンコアとポリエチレンシースとを含む、請求項12に記載のループ部材。
- 前記複合繊維が、ポリエステルコアとポリエチレンシースとを含む、請求項12に記載のループ部材。
- 前記単層不織布ウェブが、ポリプロピレン繊維を含む、請求項1に記載のループ部材。
- 前記単層不織布ウェブが、25〜40gsmの範囲の基本重量を有する、請求項1に記載のループ部材。
- 前記不織布ウェブの前記第2の面にエンボスパターンをさらに含む、請求項1に記載のループ部材。
- 請求項1のループ部材を含む個人衛生製品。
- 面ファスナのループ部材を作製する方法であって、
単層不織布ウェブを加熱ローラとバックアップローラとによって形成されたニップに通す段階であって、前記単層不織布ウェブが、繊維を含み、かつ、前記加熱ローラに面する第1の面、前記バックアップローラに面する第2の面、及びそれらの間の厚さを有し、前記加熱ローラが、前記繊維のうちの少なくともいくつかの融点より高い温度を有する、段階と、
前記単層不織布ウェブの前記第1の面に前記繊維を部分的に乾燥溶融させてスキン層を作製する段階と、を含み、
前記不織布ウェブが、20gsm〜50gsmの範囲の基本重量を有し、
前記不織布ウェブが、40〜100の範囲の圧力降下指数を有する、方法。 - 前記スキン層が、前記単層不織布ウェブの前記厚さの5%〜20%を構成する、請求項19に記載の方法。
- 前記加熱ローラが、ニッケル硬化鋼面を有する鋼ローラである、請求項19に記載の方法。
- 前記バックアップローラが、ゴムで作製された弾性面を含む、請求項19に記載の方法。
- 前記単層不織布ウェブの前記繊維が、事前接合されている、請求項19に記載の方法。
- 前記単層不織布ウェブが、約10m/分〜約200m/分の速度でニップに通される、請求項19に記載の方法。
- 前記単層不織布ウェブが、0N〜500Nのニップ圧にさらされる、請求項19に記載の方法。
- 前記単層不織布ウェブが、前記繊維を部分的に乾燥溶融させる前にエンボス加工される、請求項19に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361903058P | 2013-11-12 | 2013-11-12 | |
| US61/903,058 | 2013-11-12 | ||
| PCT/US2014/064846 WO2015073374A1 (en) | 2013-11-12 | 2014-11-10 | Loop components for hook-and-loop fasteners and methods of making the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016538046A true JP2016538046A (ja) | 2016-12-08 |
| JP2016538046A5 JP2016538046A5 (ja) | 2017-12-21 |
Family
ID=53057919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016530193A Withdrawn JP2016538046A (ja) | 2013-11-12 | 2014-11-10 | 面ファスナ用ループ部材及びその作製方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160302534A1 (ja) |
| EP (1) | EP3068936A4 (ja) |
| JP (1) | JP2016538046A (ja) |
| CN (1) | CN105723025A (ja) |
| AR (1) | AR098392A1 (ja) |
| WO (1) | WO2015073374A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6509506B2 (ja) * | 2014-07-09 | 2019-05-08 | スリーエム イノベイティブ プロパティズ カンパニー | 面ファスナー用ループ部材及び衛生用品 |
| CN107847377A (zh) | 2015-07-31 | 2018-03-27 | 宝洁公司 | 利用成型非织造布的吸收制品包装件 |
| JP6838802B2 (ja) * | 2015-12-25 | 2021-03-03 | スリーエム イノベイティブ プロパティズ カンパニー | 短繊維不織布、面ファスナー用ループ部材及び衛生用品 |
| EP4073309A1 (en) * | 2019-12-10 | 2022-10-19 | The Procter & Gamble Company | Nonwoven webs with visually discernible patterns and improved texture perception |
| US20210197065A1 (en) * | 2019-12-27 | 2021-07-01 | Russell L. Dunford | Ball Glove for Beginners |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5786060A (en) * | 1995-09-28 | 1998-07-28 | Japan Vilene Company, Ltd. | Female member for face fastener and method of producing the same |
| JP3877842B2 (ja) * | 1997-03-05 | 2007-02-07 | ユニチカ株式会社 | 面ファスナー用雌材の製造方法 |
| JP4008136B2 (ja) * | 1998-02-23 | 2007-11-14 | 日本バイリーン株式会社 | 面ファスナー雌材及びその製造方法 |
| MXPA02009083A (es) * | 2000-03-14 | 2003-12-11 | Velcro Ind | Sujetador estirable. |
| US6756327B2 (en) * | 2000-10-31 | 2004-06-29 | Kimberly-Clark Worldwide, Inc. | Loop fastening component made from thermally retracted materials |
| WO2002100207A2 (en) * | 2001-06-12 | 2002-12-19 | Velcro Industries B.V. | Loop materials for touch fastening |
| US8753459B2 (en) * | 2002-12-03 | 2014-06-17 | Velcro Industries B.V. | Needling loops into carrier sheets |
| KR100709966B1 (ko) * | 2004-07-24 | 2007-04-25 | 주식회사 한진피앤씨 | 부직포 루프시트 및 그 제조방법 |
| ATE473316T1 (de) * | 2005-06-21 | 2010-07-15 | Procter & Gamble | Getuftetes faservlies |
| ATE474539T1 (de) * | 2006-08-03 | 2010-08-15 | Velcro Ind | Verbesserung der einsatzfähigkeit fibröser oberflächen zur verwendung auf berührungsbefestigungen |
| EP2152948B1 (en) * | 2007-06-07 | 2014-03-19 | Velcro Industries B.V. | Anchoring loops of fibers needled into a carrier sheet |
-
2014
- 2014-11-10 EP EP14863032.0A patent/EP3068936A4/en not_active Withdrawn
- 2014-11-10 CN CN201480061997.XA patent/CN105723025A/zh active Pending
- 2014-11-10 WO PCT/US2014/064846 patent/WO2015073374A1/en active Application Filing
- 2014-11-10 JP JP2016530193A patent/JP2016538046A/ja not_active Withdrawn
- 2014-11-10 US US15/035,732 patent/US20160302534A1/en not_active Abandoned
- 2014-11-12 AR ARP140104250A patent/AR098392A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20160302534A1 (en) | 2016-10-20 |
| WO2015073374A1 (en) | 2015-05-21 |
| AR098392A1 (es) | 2016-05-26 |
| EP3068936A4 (en) | 2017-06-21 |
| EP3068936A1 (en) | 2016-09-21 |
| CN105723025A (zh) | 2016-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4478457B2 (ja) | パターン非結合不織布及びこれを作る方法 | |
| KR100389077B1 (ko) | 저게이지필름및필름/부직라미네이트 | |
| JP4043943B2 (ja) | 耐摩耗性を有する柔軟な不織布 | |
| KR100545476B1 (ko) | 통기성 탄성 중합체 필름 라미네이트 합성물 및 그제조방법 | |
| JP2016538046A (ja) | 面ファスナ用ループ部材及びその作製方法 | |
| DE60124065T2 (de) | Bahnförmiges verbundmaterial | |
| JP2017514732A (ja) | 通気性弾性フィルムラミネートを作製する方法及びそれから得られる物品 | |
| TWI489019B (zh) | A female member of the adhesive tape, an adhesive tape using the female member, and an absorbent article using the adhesive tape | |
| JP2016537525A (ja) | 嵩高のフリース複合体及び該フリース複合体を製造する方法 | |
| RU2746917C2 (ru) | Гидравлически обработанные нетканые материалы и способ их получения | |
| JP6509506B2 (ja) | 面ファスナー用ループ部材及び衛生用品 | |
| JP2018535332A (ja) | 改善された耐摩耗性を有する不織布及びその製造方法 | |
| TWI757262B (zh) | 短纖維非織物、用於表面緊固件之環構件、及衛生物品 | |
| TWI556969B (zh) | 積層不織布及其製品 | |
| EP1042549A1 (en) | Ultralight, converting friendly, nonwoven fabric | |
| CN107923093B (zh) | 用于表面扣件的环构件以及成人尿布 | |
| KR102523950B1 (ko) | 수력매립된 필름-기반 복합체 | |
| CN109906068B (zh) | 环构件和尿布 | |
| JP4581185B2 (ja) | 不織布及びそれを用いた繊維製品 | |
| CN115175648B (zh) | 吸收性物品用无纺布及具备其的吸收性物品 | |
| JP6247921B2 (ja) | 伸縮シート | |
| JP2003512193A (ja) | 横方向に拡伸及び収縮可能にネックされた、非弾性シート層のラミネートの液体移送材料 | |
| CN117597480A (zh) | 开孔的水力图案化的非织造物及其制造方法 | |
| MXPA00012816A (en) | Loop substrate for releasably attachable abrasive sheet material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20170726 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170803 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171108 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20171211 |