JP2016190886A - 熱伝導性自立シート - Google Patents
熱伝導性自立シート Download PDFInfo
- Publication number
- JP2016190886A JP2016190886A JP2015069974A JP2015069974A JP2016190886A JP 2016190886 A JP2016190886 A JP 2016190886A JP 2015069974 A JP2015069974 A JP 2015069974A JP 2015069974 A JP2015069974 A JP 2015069974A JP 2016190886 A JP2016190886 A JP 2016190886A
- Authority
- JP
- Japan
- Prior art keywords
- supporting sheet
- weight
- alumina
- sheet
- aluminum hydroxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
【課題】熱伝導率が高く、外観良好で、柔軟性のある熱伝導性自立シートを提供すること。
【解決手段】スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなる、厚さ10μm〜1000μmの熱伝導性自立シート。
【選択図】なし
【解決手段】スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなる、厚さ10μm〜1000μmの熱伝導性自立シート。
【選択図】なし
Description
本発明は、熱伝導性自立シートに関する。
近年、スマートフォン、集積回路(IC)チップ等のような電子部品は、その高性能化に伴って発熱量が増大している。この結果、温度上昇による機能障害対策を講じる必要性が生じている。一般的には、電子部品等の発熱体に、ヒートシンク、放熱金属板、放熱フィン等の放熱体を取り付けることで、熱を拡散、放熱させる方法が取られている。発熱体から放熱体への熱伝導を効率よく行うために、各種熱伝導シートが使用されている。
このような熱伝導性シートに関する技術がこれまでにいくつか開示されている。例えば、特許文献1には、硬化成分、ゴム成分および熱伝導性粒子を含有していることを特徴とする熱伝導性補強組成物、及び前記熱伝導性補強組成物からなる樹脂層の片面に積層される補強層を備えていることを特徴とする熱伝導性補強シートが開示されており、かかる熱伝導性補強シートは、強度および熱伝導性が優れるとしている。
ところで、熱伝導性シートを用いて発熱体から放熱体へと熱を効率良く伝えるためには、該シートの柔軟性を向上させて発熱体と放熱体との密着性を向上させること、また、該シートの厚さを薄くして厚さ方向の熱抵抗を下げることが、重要であると考えられる。しかしながら、本発明者が検討したところ、前記特許文献1に記載の熱伝導性補強組成物は、薄く成形すると、乾燥工程でヒビ割れなどの外観不良が発生し、得られる成形物は脆く、自立シートとして使用不可能であること、また、補強層を備えた熱伝導性補強シートとしては使用可能であるものの、柔軟性が著しく低下することが明らかになった。
そこで、本発明は、熱伝導率が高く、外観良好で、柔軟性のある熱伝導性自立シートを提供することを課題とする。
すなわち、本発明は、以下の熱伝導性自立シートを提供する。
(1) スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなる、厚さ10μm〜1000μmの熱伝導性自立シート。
(2) 前記水酸化アルミニウムの形状が、球状、針状および板状以外の不定形状であり、かつ前記アルミナの形状が球状である、(1)に記載の熱伝導性自立シート。
(3) 前記樹脂100重量部に対し、前記水酸化アルミニウムを400〜1100重量部、かつ前記アルミナを70〜200重量部含有する(1)又は(2)に記載の熱伝導性自立シート。
(4) 前記水酸化アルミニウムと前記アルミナとの含有量比(水酸化アルミニウム/アルミナ)が重量基準で3/1〜9/1である(1)〜(3)いずれかに記載の熱伝導性自立シート。
(5) 前記樹脂のムーニー粘度〔ML1+4(100℃)〕が10〜100である(1)〜(4)いずれかに記載の熱伝導性自立シート。
(1) スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなる、厚さ10μm〜1000μmの熱伝導性自立シート。
(2) 前記水酸化アルミニウムの形状が、球状、針状および板状以外の不定形状であり、かつ前記アルミナの形状が球状である、(1)に記載の熱伝導性自立シート。
(3) 前記樹脂100重量部に対し、前記水酸化アルミニウムを400〜1100重量部、かつ前記アルミナを70〜200重量部含有する(1)又は(2)に記載の熱伝導性自立シート。
(4) 前記水酸化アルミニウムと前記アルミナとの含有量比(水酸化アルミニウム/アルミナ)が重量基準で3/1〜9/1である(1)〜(3)いずれかに記載の熱伝導性自立シート。
(5) 前記樹脂のムーニー粘度〔ML1+4(100℃)〕が10〜100である(1)〜(4)いずれかに記載の熱伝導性自立シート。
本発明によれば、熱伝導率が高く、外観良好で、柔軟性のある熱伝導性自立シートを提供することができる。
〔熱伝導性自立シート〕
本発明の熱伝導性自立シートは、スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなり、10μm〜1000μmの厚さを有する。かかるシートは、薄く、柔軟性があり、熱伝導性に優れるため、熱伝導性シートとして各種発熱体に好適に用いることができる。
なお、本発明において「自立シート」とは、前記特許文献1に記載の補強層のような他の支持体が存在していなくとも、シートとしての形状および機能を保つことができるシートをいう。
本発明の熱伝導性自立シートは、スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなり、10μm〜1000μmの厚さを有する。かかるシートは、薄く、柔軟性があり、熱伝導性に優れるため、熱伝導性シートとして各種発熱体に好適に用いることができる。
なお、本発明において「自立シート」とは、前記特許文献1に記載の補強層のような他の支持体が存在していなくとも、シートとしての形状および機能を保つことができるシートをいう。
<樹脂>
本発明の熱伝導性自立シートは、スチレン−ブタジエン共重合ゴムを主成分として含む樹脂を含む。なお、本発明において「主成分」とは、50重量%以上の含有率を有する成分であることを意味する。
本発明の熱伝導性自立シートは、スチレン−ブタジエン共重合ゴムを主成分として含む樹脂を含む。なお、本発明において「主成分」とは、50重量%以上の含有率を有する成分であることを意味する。
本発明に用いる樹脂の主成分であるスチレン−ブタジエン共重合ゴムとは、スチレンとブタジエンとを含む単量体成分を共重合してなる、スチレン単位とブタジエン単位の合計含有量が、全単量体単位中、50重量%以上の合成ゴムである。
上記スチレン−ブタジエン共重合ゴムには、スチレン、ブタジエン以外の単量体として、以下に示す「その他の単量体」を共重合することができる。
「その他の単量体」としては、例えば、アクリロニトリル、メタクリロニトリルなどのシアノ基含有単量体;α−メチルスチレンなどの、スチレン以外の芳香族ビニル単量体;イソプレンなどの、ブタジエン以外の共役ジエン単量体;エチレン、プロピレン、1−オクテンなどの、α−オレフィン単量体;アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチルなどの、(メタ)アクリル酸エステル単量体;などを挙げることができる。上記した「その他の単量体」は、1種を単独で使用してもよく、2種以上を併用してもよい。「その他の単量体」は、重合後における「その他の単量体」の単位が、合計で、全単量体単位中の50重量%未満となる量を使用することができる。
スチレン−ブタジエン共重合ゴムの製造方法は、公知の乳化重合法や溶液重合法等が挙げられるが、機械的強度、低温特性などに優れるゴムが得られることから溶液重合法が優れる。
本発明に用いるスチレン−ブタジエン共重合ゴムにおけるスチレン含有量は特に限定されないが、好ましくは10〜80重量%、より好ましくは20〜50重量%、さらに好ましくは20〜30重量%である。
また、スチレン−ブタジエン共重合ゴムのムーニー粘度〔ML1+4(100℃)〕も特に限定されないが、機械的強度、加工性などの点から、好ましくは20〜100、より好ましくは30〜90、さらに好ましくは40〜70の範囲である。上記の好ましい範囲内であると、反発弾性や耐摩耗性の効果が十分に発揮されるだけでなく、加工性にも優れる。
また、スチレン−ブタジエン共重合ゴムのムーニー粘度〔ML1+4(100℃)〕も特に限定されないが、機械的強度、加工性などの点から、好ましくは20〜100、より好ましくは30〜90、さらに好ましくは40〜70の範囲である。上記の好ましい範囲内であると、反発弾性や耐摩耗性の効果が十分に発揮されるだけでなく、加工性にも優れる。
また、本発明で用いる樹脂には、上記したスチレン−ブタジエン共重合ゴム以外のゴム成分(以下、「その他のゴム成分」ということがある。)などを併用することができる。
「その他のゴム成分」の具体例としては、イソプレンゴム(IR)、ブタジエンゴム(BR)、ニトリルゴム(NBR)、エチレンプロピレンゴム(EPM、EPDM)、アクリルゴム(ACM)、ウレタンゴム(U)、シリコーンゴム(Q)などが挙げられる。上記した「その他のゴム成分」は1種を単独で使用してもよく、2種以上を併用してもよい。
本発明に用いる樹脂中におけるスチレン−ブタジエン共重合ゴムの含有量は、50重量%以上であり、70重量%以上が好ましく、90重量%以上がより好ましく、100重量%であることがさらに好ましい。また、反発弾性や低温特性といった観点から、本発明に用いる樹脂中における「その他のゴム成分」の合計含有量は、50重量%未満であり、30重量%以下が好ましく、10重量%以下がより好ましく、0重量%であることがさらに好ましい。
本発明において用いる樹脂のムーニー粘度〔ML1+4(100℃)〕は、好ましくは10〜100であり、より好ましくは20〜100、さらに好ましくは30〜90、特に好ましくは40〜70の範囲である。上記の好ましい範囲内であると、反発弾性や耐摩耗性の効果が十分に発揮されるだけでなく、加工性にも優れる。
<水酸化アルミニウム>
本発明では、水酸化アルミニウムを熱伝導性フィラーとして用いる。互いの接触面積を広くするという観点から、本発明で使用する水酸化アルミニウムは、好ましくは、その平均粒径が1μm以上50μm以下であり、より好ましくは、平均粒径が5μm以上40μm以下である。本発明における、平均粒径とはレーザー式粒度測定器を用いて測定される、D50値(メジアン径)である。
本発明では、水酸化アルミニウムを熱伝導性フィラーとして用いる。互いの接触面積を広くするという観点から、本発明で使用する水酸化アルミニウムは、好ましくは、その平均粒径が1μm以上50μm以下であり、より好ましくは、平均粒径が5μm以上40μm以下である。本発明における、平均粒径とはレーザー式粒度測定器を用いて測定される、D50値(メジアン径)である。
本発明で使用する水酸化アルミニウムの形状は特に限定されず、球状のものの他、針状、板状、その他の不定形状のものを使用することができるが、不定形状のものを含むことが好ましい。不定形状のものとしては、特に、針状および板状以外の不定形状のものを使用することが好ましい。すなわち、前記水酸化アルミニウムとしては、球状、針状および板状以外の不定形状のものを含むことが好ましく、かかる不定形状のものからなるのがより好ましい。かかる形状の水酸化アルミニウムを使用することで、熱特性を向上させることができる。なお、不定形状のものの含有量としては、使用する水酸化アルミニウム中、好ましくは50重量%以上、より好ましくは100重量%である。
本発明の熱伝導性自立シート中の水酸化アルミニウム含有量は、樹脂100重量部に対し、400〜1100重量部が好ましく、500〜1000重量部がより好ましく、600〜900重量部がさらに好ましい。上記範囲内であれば、加工性及び熱特性を向上させることができる。
<アルミナ>
本発明では、水酸化アルミニウムに加え、熱伝導性フィラーとしてアルミナを併用する。互いの接触面積を広くするという観点から、本発明で使用するアルミナは、好ましくは、その平均粒径が0.1μm以上70μm以下であり、より好ましくは、1μm以上50μm以下である。また、外観性を向上させるという観点から、併用するアルミナの粒径は上記範囲内であって、より小粒径のものが好ましい。
本発明では、水酸化アルミニウムに加え、熱伝導性フィラーとしてアルミナを併用する。互いの接触面積を広くするという観点から、本発明で使用するアルミナは、好ましくは、その平均粒径が0.1μm以上70μm以下であり、より好ましくは、1μm以上50μm以下である。また、外観性を向上させるという観点から、併用するアルミナの粒径は上記範囲内であって、より小粒径のものが好ましい。
本発明で使用するアルミナの形状は特に限定されず、球状のものの他、針状、板状、その他の不定形状のものを使用することができるが、球状のものを含むことが好ましい。中でも、特に、使用するアルミナ全体が球状のものを使用することがより好ましい。かかる形状のアルミナを使用することで攪拌工程における、撹拌子とのせん断発熱を抑制することができる。なお、球状のものの含有量としては、使用するアルミナ中、好ましくは50重量%以上、より好ましくは100重量%である。
なお、本発明における球状とは、アスペクト比が1:1〜1:2であり、かつ針状および板状に該当しないものを指す。本発明において、針状とは、アスペクト比が2以上の細長い構造を指し、板状とは、アスペクト比が2以上の薄い層状構造を、指す。
本発明の熱伝導性自立シート中のアルミナ含有量は、樹脂100重量部に対し、70〜200重量部が好ましく、90〜180重量部がより好ましく、100〜150重量部がさらに好ましい。上記範囲内であれば、加工性及び熱特性を向上させることができる。
本発明における水酸化アルミニウムとアルミナとの含有量比(水酸化アルミニウム/アルミナ)は、重量基準で、3/1〜9/1であることが好ましく、3/1〜8/1であることがより好ましく、4/1〜7/1であることがさらに好ましい。上記範囲内であれば、加工性及び熱特性を向上させることができる。
本発明の熱伝導性自立シートは、上記の水酸化アルミニウムとアルミナ以外の熱伝導性フィラー(以下、「その他のフィラー」ということがある。)を含有することができる。
上記の「その他のフィラー」として、黒鉛、シリカ、窒化ホウ素、窒化アルミニウム、窒化ケイ素等の、その他の高熱伝導性フィラー;炭酸カルシウム、炭酸マグネシウム、水酸化マグネシウム等の、その他の低熱伝導性フィラー;などが挙げられる。
本発明の熱伝導性自立シートには、前記「その他のゴム成分」および前記「その他のフィラー」に加え、リン酸エステルなどの液状難燃剤、トリメリット酸エステルなどの可塑剤を「その他の任意成分」として含めてもよい。
本発明の熱伝導性自立シートの厚さは、10μm〜1000μmであり、シートの取り扱い安さという観点から、好ましくは10μm〜500μm、より好ましくは20μm〜300μmである。
〔熱伝導性自立シートの製造方法〕
本発明の熱伝導性自立シートの製造方法は特に限定されず、2軸押出成型、延伸成型、キャストフィルム成型などの製造法を用いても良いが、中でもキャストフィルム成型を用いることが好ましい。キャストフィルム成型は生産性の観点から他の生産法よりも優れる。
本発明の熱伝導性自立シートの製造方法は特に限定されず、2軸押出成型、延伸成型、キャストフィルム成型などの製造法を用いても良いが、中でもキャストフィルム成型を用いることが好ましい。キャストフィルム成型は生産性の観点から他の生産法よりも優れる。
本発明の熱伝導性自立シートを製造するにあたり、通常、公知の方法に従って、樹脂を溶媒に溶解させ、得られた溶液に水酸化アルミニウム、アルミナおよびその他の任意成分等を混合して、材料混合物を調製する。
樹脂を溶解させる溶媒は特に限定されず、トルエン、アセトン、酢酸エチル、メチルエチルケトン、イソプロピルアルコール、シクロヘキサンなどの有機溶剤を使用できる。なかでも、溶解性の観点からトルエン、酢酸エチルを使用することが好ましい。
樹脂を溶解させる溶媒は特に限定されず、トルエン、アセトン、酢酸エチル、メチルエチルケトン、イソプロピルアルコール、シクロヘキサンなどの有機溶剤を使用できる。なかでも、溶解性の観点からトルエン、酢酸エチルを使用することが好ましい。
本発明で使用する溶剤は2種類以上併用することができるが、1種類のみの使用が好ましく、なかでもトルエンのみを使用することがより好ましい。
本発明で使用する溶剤は、樹脂100重量部に対し、100〜2000重量部が好ましく、500〜1500重量部がより好ましく、750〜1200重量部がさらに好ましい。上記範囲内であれば、製膜精度を向上させることができる。
前記キャストフィルム成型では、得られた材料混合物を任意の支持体上に流延した後、加熱等により溶媒を乾燥して除去し、フィルムを製造する。乾燥条件は、特に限定されるものではなく、用いた溶剤等に応じて適宜決定すればよい。溶媒の乾燥は、一段階で行ってもよいが、得られるシートの収縮を極力抑える観点から、二段階以上の複数段階に分けて行うのが好ましい。
前記支持体としては、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリテトラフルオロエチレン(PTFE)などの樹脂膜などが挙げられる。なお、本発明の熱伝導性自立シートは、支持体上に形成された支持体付きシートとして提供することもできる。
本発明の熱伝導性自立シートは、熱伝導率が高く、外観良好で、柔軟性があるため、例えば、スマートフォン用基板などに好適に用いることができる。
以下、実施例により本発明をより具体的に説明するが、本発明は本実施例に限定されるものではない。なお、部及び%は、特に断らない限り、重量基準である。
(実施例1)
攪拌容器にスチレン−ブタジエン共重合ゴム(日本ゼオン株式会社製、商品名「Nipol(登録商標)NS116R」、ムーニー粘度45〔ML1+4(100℃)〕)を100部、トルエン900部を入れ、スチレン−ブタジエン共重合ゴムが溶解するまで3時間ホモディスパー(TOKUSHU KIKA KOGYO CO.LTD.製、商品名「T.K. HOMO DISPER」)で攪拌した(回転数3000rpm)。
攪拌容器にスチレン−ブタジエン共重合ゴム(日本ゼオン株式会社製、商品名「Nipol(登録商標)NS116R」、ムーニー粘度45〔ML1+4(100℃)〕)を100部、トルエン900部を入れ、スチレン−ブタジエン共重合ゴムが溶解するまで3時間ホモディスパー(TOKUSHU KIKA KOGYO CO.LTD.製、商品名「T.K. HOMO DISPER」)で攪拌した(回転数3000rpm)。
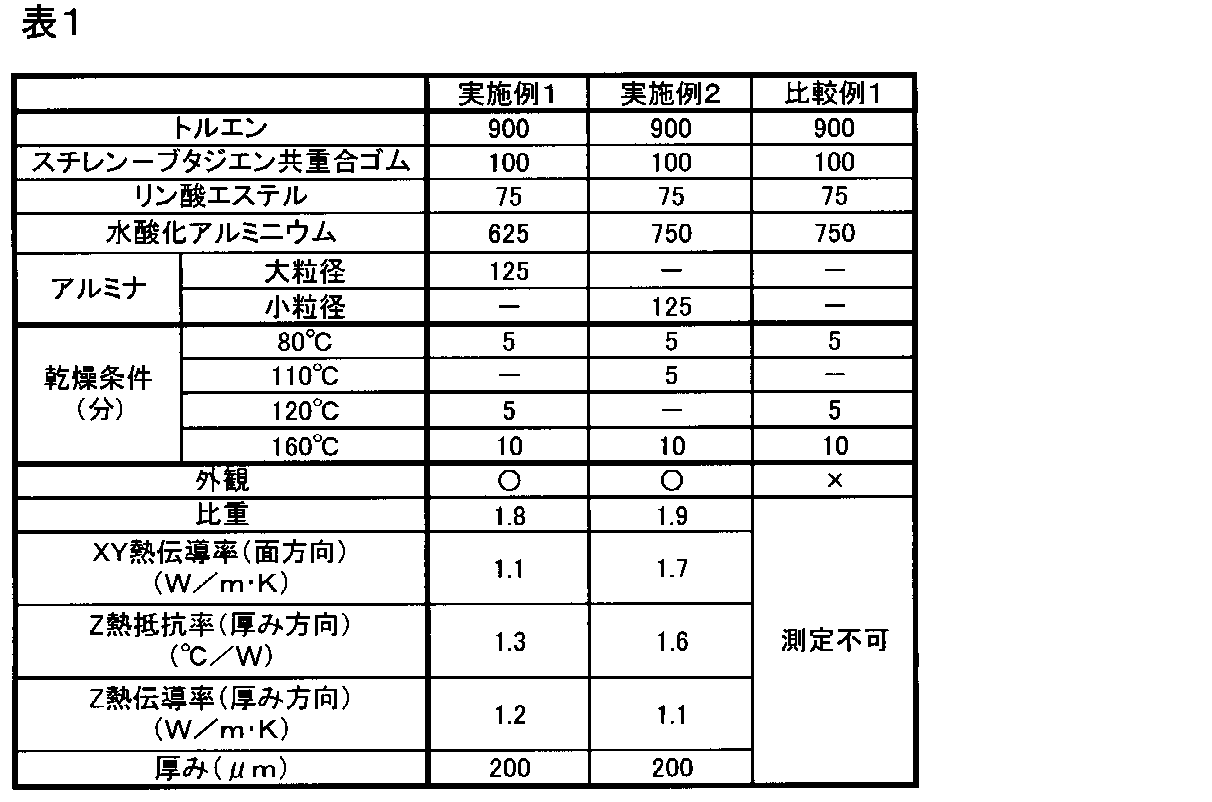
次に、液状難燃剤としてリン酸エステル(味の素ファインテクノ株式会社製、商品名「レオフォス110」、動粘度:120mm2/S(25℃))を75部、熱伝導性フィラーとして大粒径球状アルミナ(電気化学工業株式会社製、商品名「DAM−45」、平均粒径:40μm、BET比表面積:0.2m2/g)を125部、水酸化アルミニウム(日系軽金属株式会社製、商品名「BF083」、平均粒径10μm、球状、針状および板状でない不定形状)を625部入れ、ホモディスパーにて30分間攪拌した(回転数3000rpm)。次いで、真空状態で10分間脱気攪拌し、混合物を得た。この工程を第1工程とする。
第1工程で得た混合物を、厚さ75μmの離型PETフィルム上に垂らし、ハンドコーターにて、乾燥後の厚さが200μmとなるよう、シート状に塗布した。それをオーブンに投入し、80℃で5分間、120℃で5分間、160℃で10分間乾燥することで、柔軟性のある、自立性のシート状成形体(熱伝導性自立シート)を得た。
(実施例2及び比較例1)
第1工程における各物質の配合並びに乾燥条件を表1に示したように変更した以外は実施例1と同様にしてシート状成形体を作製した。なお、実施例2では、上記大粒径球状アルミナに代わり、小粒径球状アルミナ(電気化学工業株式会社製、商品名「DAM−05」、平均粒径:5μm、BET比表面積:0.4m2/g)を使用した。実施例2では、柔軟性のある、自立性のシート状成形体(熱伝導性自立シート)が得られた。一方、比較例1で得られたシート状成形体は、外観が不良で、脆く、自立性ではなかったため、以後の測定および評価を行えなかった。
第1工程における各物質の配合並びに乾燥条件を表1に示したように変更した以外は実施例1と同様にしてシート状成形体を作製した。なお、実施例2では、上記大粒径球状アルミナに代わり、小粒径球状アルミナ(電気化学工業株式会社製、商品名「DAM−05」、平均粒径:5μm、BET比表面積:0.4m2/g)を使用した。実施例2では、柔軟性のある、自立性のシート状成形体(熱伝導性自立シート)が得られた。一方、比較例1で得られたシート状成形体は、外観が不良で、脆く、自立性ではなかったため、以後の測定および評価を行えなかった。
以上により得られたシート状成形体を、以下の方法に従って、測定および評価した。
<外観>
目視により、シート状成形体における亀裂、小孔の有無を確認し、以下の評価基準に従って評価した。
〔評価基準〕
〇:亀裂、小孔無し
×:亀裂又は、小孔有り
<外観>
目視により、シート状成形体における亀裂、小孔の有無を確認し、以下の評価基準に従って評価した。
〔評価基準〕
〇:亀裂、小孔無し
×:亀裂又は、小孔有り
<比重>
シート状成形体を幅2.0cm×長さ4.0cmの大きさに切断し、試験片を5枚用意した。各試験片を自動比重計(株式会社東洋精機製作所製、DENSIMETER−H)のクランプに挟み、比重計上部の天秤のフックに掛けて比重を測定した。測定は23℃雰囲気下で行った。5枚の試験片の平均値を、各シート状成形体の比重とした。
シート状成形体を幅2.0cm×長さ4.0cmの大きさに切断し、試験片を5枚用意した。各試験片を自動比重計(株式会社東洋精機製作所製、DENSIMETER−H)のクランプに挟み、比重計上部の天秤のフックに掛けて比重を測定した。測定は23℃雰囲気下で行った。5枚の試験片の平均値を、各シート状成形体の比重とした。
<XY熱伝導率(面方向)>
シート状成形体を作製した後、それを50mm×110mmの大きさに裁断し、試験片を3枚用意した。その後、各試験片から離型PETフィルムを剥離し、当該離型PETフィルムを剥がした面をリファレンス側にし、PETフィルムに非接触の面をプローブに接触させ、熱伝導率を測定した。熱伝導率(単位:W/m・K)の測定は、迅速熱伝導率計(商品名「QTM−500」、京都電子工業株式会社製)を用いて、非定常熱線比較法により行った。なお、リファレンスプレートには、シリコンゴム(電流値:2A)、石英(電流値:4A)、及び、ジルコニア(電流値:6A)をこの順で使用した。測定は23℃雰囲気下で行った。3枚の試験片の平均値を、各シート状成形体のXY熱伝導率(面方向)とした。
シート状成形体を作製した後、それを50mm×110mmの大きさに裁断し、試験片を3枚用意した。その後、各試験片から離型PETフィルムを剥離し、当該離型PETフィルムを剥がした面をリファレンス側にし、PETフィルムに非接触の面をプローブに接触させ、熱伝導率を測定した。熱伝導率(単位:W/m・K)の測定は、迅速熱伝導率計(商品名「QTM−500」、京都電子工業株式会社製)を用いて、非定常熱線比較法により行った。なお、リファレンスプレートには、シリコンゴム(電流値:2A)、石英(電流値:4A)、及び、ジルコニア(電流値:6A)をこの順で使用した。測定は23℃雰囲気下で行った。3枚の試験片の平均値を、各シート状成形体のXY熱伝導率(面方向)とした。
<Z熱抵抗率(厚み方向)、Z熱伝導率(厚み方向)>
シート状成形体を作製した後、それを12mm×12mmの大きさに裁断し、試験片を3枚用意した。各試験片を樹脂材料熱抵抗測定装置(日立テクノロジーアンドサービス社製、商品名「TRM-046RHE」)の銅柱に挟み、熱抵抗率(単位:℃/W)および熱伝導率(単位:W/m・K)を測定した。測定は23℃雰囲気下で行った。3枚の試験片の平均値を、各シート状成形体のZ熱抵抗率(厚み方向)およびZ熱伝導率(厚み方向)とした。
シート状成形体を作製した後、それを12mm×12mmの大きさに裁断し、試験片を3枚用意した。各試験片を樹脂材料熱抵抗測定装置(日立テクノロジーアンドサービス社製、商品名「TRM-046RHE」)の銅柱に挟み、熱抵抗率(単位:℃/W)および熱伝導率(単位:W/m・K)を測定した。測定は23℃雰囲気下で行った。3枚の試験片の平均値を、各シート状成形体のZ熱抵抗率(厚み方向)およびZ熱伝導率(厚み方向)とした。
上記表1によれば、水酸化アルミニウムとアルミナを併用した実施例1と2のシート状成形体は熱伝導率が高く、外観良好であることが分かる。また、実施例2から、粒径の細かいアルミナを使用することで熱特性が向上することがわかる。
Claims (5)
- スチレン−ブタジエン共重合ゴムを主成分として含む樹脂、水酸化アルミニウムおよびアルミナを含有してなる、厚さ10μm〜1000μmの熱伝導性自立シート。
- 前記水酸化アルミニウムの形状が、球状、針状および板状以外の不定形状であり、かつ前記アルミナの形状が球状である、請求項1に記載の熱伝導性自立シート。
- 前記樹脂100重量部に対し、前記水酸化アルミニウムを400〜1100重量部、かつ前記アルミナを70〜200重量部含有する請求項1又は2に記載の熱伝導性自立シート。
- 前記水酸化アルミニウムと前記アルミナとの含有量比(水酸化アルミニウム/アルミナ)が重量基準で3/1〜9/1である請求項1〜3いずれかに記載の熱伝導性自立シート。
- 前記樹脂のムーニー粘度〔ML1+4(100℃)〕が10〜100である請求項1〜4いずれかに記載の熱伝導性自立シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015069974A JP2016190886A (ja) | 2015-03-30 | 2015-03-30 | 熱伝導性自立シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015069974A JP2016190886A (ja) | 2015-03-30 | 2015-03-30 | 熱伝導性自立シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016190886A true JP2016190886A (ja) | 2016-11-10 |
Family
ID=57245181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015069974A Pending JP2016190886A (ja) | 2015-03-30 | 2015-03-30 | 熱伝導性自立シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016190886A (ja) |
-
2015
- 2015-03-30 JP JP2015069974A patent/JP2016190886A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI507516B (zh) | Heat sink and heat sink | |
| CN106575644B (zh) | 热传导性树脂成形品 | |
| TWI745346B (zh) | 熱傳導性樹脂成型品 | |
| JP2013179277A (ja) | 熱伝導性シート | |
| KR20130029019A (ko) | 열전도성 시트 및 그의 제조 방법 | |
| JP2008280496A (ja) | 熱伝導シート、その製造方法およびこれを用いた放熱装置 | |
| JP2011162642A (ja) | 熱伝導シート、その製造方法及び熱伝導シートを用いた放熱装置 | |
| JP2015168783A (ja) | 高熱伝導性樹脂組成物 | |
| JPWO2019164002A1 (ja) | 絶縁放熱シート | |
| KR20140035352A (ko) | 열전도성 감압 접착성 시트상 성형체, 그 제조 방법, 및 전자 기기 | |
| JP2018048296A (ja) | 樹脂組成物、及びそれから製造された物品、並びにその製造方法 | |
| KR20140074869A (ko) | 열전도성 감압 접착제 조성물, 열전도성 감압 접착성 시트상 성형체, 이들의 제조 방법, 및 전자 부품 | |
| JP6586606B2 (ja) | 熱伝導材 | |
| JP7084143B2 (ja) | 積層体 | |
| JP2016190886A (ja) | 熱伝導性自立シート | |
| CN103874739A (zh) | 导热性压敏粘接剂组合物、导热性压敏粘接性片状成形体、它们的制造方法以及电子部件 | |
| WO2022190293A1 (ja) | 熱伝導性樹脂シート | |
| JP2020126972A (ja) | 熱伝導性シート | |
| JP2015067638A (ja) | 熱伝導性感圧接着剤組成物、熱伝導性感圧接着性シート状成形体、これらの製造方法、及び電子機器 | |
| JP2015067640A (ja) | 熱伝導性感圧接着剤組成物、熱伝導性感圧接着性シート状成形体、これらの製造方法、及び電子機器 | |
| JP2014103322A (ja) | 発熱部品の放熱構造 | |
| TW201116615A (en) | Thermally conductive composition | |
| CN107109160A (zh) | 接着层形成用的组合物、接着层、接着层的制造方法、复合材、片、放热构件、电子装置、电池、电容器、汽车用零件及机械机构零件 | |
| JP2014210857A (ja) | 熱伝導性シート | |
| JP2013127020A (ja) | 熱伝導シートおよびその製造方法 |