JP2016010912A - 表皮材とその製造方法 - Google Patents
表皮材とその製造方法 Download PDFInfo
- Publication number
- JP2016010912A JP2016010912A JP2014133664A JP2014133664A JP2016010912A JP 2016010912 A JP2016010912 A JP 2016010912A JP 2014133664 A JP2014133664 A JP 2014133664A JP 2014133664 A JP2014133664 A JP 2014133664A JP 2016010912 A JP2016010912 A JP 2016010912A
- Authority
- JP
- Japan
- Prior art keywords
- resin foam
- melt adhesive
- hot melt
- natural leather
- skin material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Seats For Vehicles (AREA)
- Treatment And Processing Of Natural Fur Or Leather (AREA)
- Laminated Bodies (AREA)
Abstract
Description
さらに、不織布状のホットメルト接着剤を用いる方法では、連続した繊維構造が天然皮革とポリウレタン発泡体間に少なからず残存することになるため、表皮材の撓み性、柔軟性を損ない、硬くなる問題がある。
なお、加熱によって生じる前記の問題を防ぐために加熱温度を下げると、今度はホットメルト接着剤の接着性が低下して天然皮革とポリウレタン発泡体の接着不良を生じるようになる。
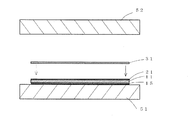
図1に示す第1実施形態の表皮材10は、自動車、鉄道、航空機、家具等の座席や内装材等の表皮材として好適なものであって、樹脂発泡体11と、前記樹脂発泡体11の表面に溶融状態で塗布されたホットメルト接着剤21を挟んで前記樹脂発泡体11の表面に積層されて接着した天然皮革31とで構成されている。
前記樹脂発泡体11の厚みは、前記表皮材10の用途に応じて適宜設定されるが、例として2〜20mmを挙げる。
前記供給ロール42と前記塗布ロール43は、互いの回転軸を平行にし、かつ互いの外周面間に隙間を設けて、前記樹脂発泡体11の上方に配置されている。前記供給ロール42は、外周面が前記樹脂発泡体11の上面と接することなく前記樹脂発泡体11の送り方向とは逆方向へ回転する。一方、前記塗布ロール43は、外周面と前記樹脂発泡体11の上面との距離(クリアランス)を所定量にして前記樹脂発泡体11の送り方向へ回転する。また、前記供給ロール42と塗布ロール43は、外周面が加熱可能に構成されている。
第2実施形態の表皮材60の製造方法は、前記第1実施形態の表皮材10の製造方法において、前記樹脂発泡体11の下側表面に裏基布15が接着されていないことを除き、第1実施形態の表皮材10の製造方法と同様である。
密度30kg/m3、硬さ(JIS K6400−2:2012)50N、セル数(JIS K6400−1:2004)42個/25mm、品番:EL−68WS、イノアックコーポレーション社製のポリエーテル系の軟質スラブポリウレタン発泡体を、250×400mm×厚み10mmにして樹脂発泡体として使用し、裏面にナイロントリコットの15デニールを裏基布としてアクリル系エマルジョン接着剤で接着した。
ホットメルト接着剤として、アイカ工業社製酢酸ビニル系ホットメルト接着剤、品名:A−QNJを用い、樹脂発泡体及び裏基布を実施例1〜3と同一とし、前記ホットメルト接着剤貯留槽44に貯留したホットメルト接着剤の温度及び前記供給ロール42と前記塗布ロール43の温度を95℃とし、前記供給ロール42と前記塗布ロール43の回転速度及び前記クリアランスの値を固定し、樹脂発泡体の送り速度を調節して表1の実施例4の付着量(塗布量)にした。その他は実施例1〜3と同様にして表1に示す実施例4の表皮材を形成した。
ウェブ状ホットメルト接着剤(不織布タイプのホットメルト接着剤)として、スパンボンド不織布、目付:25g/m2、融点:115℃、品番:ダイナックLNS1225、呉羽テック社製を使用し、樹脂発泡体及び裏基布を実施例1〜3と同一とし、プレス下型上に樹脂発泡体を裏基布が下側となるようにして載置し、樹脂発泡体の上側表面にホットメルト接着剤を配置し、そのホットメルト接着剤を挟んで天然皮革(牛革)を積層し、プレス上型を下降させて加熱圧縮し、表1に示す比較例1の表皮材を形成した。なおプレス下型は常温、上型は190℃で40秒間行い圧縮量は50%に設定した。

密度30kg/m3、硬さ(JIS K6400-2:2012)70N、セル数(JIS K6400-1:2004)25個/25mm、品番:WF−18、イノアックコーポレーション社製のポリエーテル系の軟質スラブポリウレタン発泡体を、250×400mm×厚み10mmにして樹脂発泡体として使用し、裏基布は設けなかった。実施例1〜3と同じホットメルト接着剤を使用し、実施例1〜3と同様にして樹脂発泡体の一側表面に溶融状態のホットメルト接着剤を、表2の実施例5〜7に示す付着量で付着(塗布)した。
ホットメルト接着剤として、アイカ工業社製酢酸ビニル系ホットメルト接着剤、品名:A−QNJを用い、樹脂発泡体を実施例5〜7と同一とし、前記ホットメルト接着剤貯留槽44に貯留したホットメルト接着剤の温度及び前記供給ロール42と前記塗布ロール43の温度を130℃とし、前記供給ロール42と前記塗布ロール43の回転速度及び前記クリアランスの値を固定し、樹脂発泡体の送り速度を5m/分にして表2の実施例8の付着量(塗布量)にした。その他は実施例5〜7と同一にして表2に示す実施例8の表皮材を形成した。
ウェブ状ホットメルト接着剤として、スパンボンド不織布、目付:25g/m2、融点:115℃、品番:ダイナックLNS1225、呉羽テック社製を使用し、樹脂発泡体を実施例5〜7と同一のものを使用し、プレス下型上に樹脂発泡体を載置し、樹脂発泡体の表面にホットメルト接着剤を配置し、そのホットメルト接着剤を挟んで天然皮革(牛革)を積層し、プレス上型を下降させて加熱圧縮し、表2に示す比較例2の表皮材を形成した。なおプレス下型は常温、上型は190で40秒間行い、圧縮量は50%に設定した。
硬さ(単位N)は、プッシュプルゲージ(FSプローブ)に基づいて測定した。数値が大ほど硬くなる。硬さの測定は、直径10mmの半球形状の当接部のあるプッシュプルシャフトを中心に備え、直径50cmの中空円盤で試料を垂直に位置させるプッシュプルゲージ(株式会社SUNTEX製、FS100)を垂直に立て、上記当接部を試料側へ押し下げて数値を読み取った。
外観は、天然皮革の表面についてシボが減少しているか、見苦しいアバタ(凹凸)が発生しているかを目視で観察した。「シボ減少」の観察結果における「×」はシボの明確な減少が見られたことを示し、「〇」はシボの減少が見られないことを示す。「アバタ」の観察結果における「△」は見苦しいアバタ(凹凸)が部分的に見られたことを示し、「〇」は見苦しいアバタ(凹凸)が見られなかったことを示す。
一方、ホットメルト接着剤とし不織布を使用し、天然皮革を積層した後に加熱プレスした各比較例は、天然皮革と樹脂発泡体の剥離強度が低く、硬さも硬く、天然皮革表面のシボが減少し、かつ見苦しいアバタが発生して天然皮革の風合いが損なわれ、しかも収縮が大きく、自動車、鉄道、航空機、家具等の座席や内装材等の表皮材としては不向きである。
10A 積層体
11、61 樹脂発泡体
15 裏基布
21、71 ホットメルト接着剤
31、81 天然皮革
40 ロールコータ
41 送りロール
42 供給ロール
43 塗布ロール
44 ホットメルト接着剤貯留槽
Claims (8)
- 樹脂発泡体と、前記樹脂発泡体の表面に溶融状態で塗布されたホットメルト接着剤を挟んで前記樹脂発泡体の表面に積層されて接着した天然皮革とよりなる表皮材。
- 前記ホットメルト接着剤が湿気硬化型ホットメルト接着剤からなることを特徴とする請求項1に記載の表皮材。
- 前記樹脂発泡体は、軟質スラブポリウレタン発泡体であることを特徴とする請求項1または2に記載の表皮材。
- 前記樹脂発泡体は、前記天然皮革と接着されない面に裏基布が設けられていることを特徴とする請求項1から3の何れか一項に記載の表皮材。
- 樹脂発泡体の一側の表面に、加熱により溶融したホットメルト接着剤を塗布し、
溶融状態の前記ホットメルト接着剤を挟んで前記樹脂発泡体の表面に天然皮革を積層し、
前記樹脂発泡体と前記天然皮革の積層体を圧縮して前記ホットメルト接着剤を硬化させることにより、前記天然皮革と前記樹脂発泡体が接着した表皮材を得ることを特徴とする表皮材の製造方法。 - 前記ホットメルト接着剤が湿気硬化型ホットメルト接着剤からなることを特徴とする請求項5に記載の表皮材の製造方法。
- 前記樹脂発泡体は、前記天然皮革と接着されない面に裏基布が予め設けられていることを特徴とする請求項5または6に記載の表皮材の製造方法。
- 前記樹脂発泡体は、軟質スラブポリウレタン発泡体であることを特徴とする請求項5から7の何れか一項に記載の表皮材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014133664A JP6357367B2 (ja) | 2014-06-30 | 2014-06-30 | 表皮材とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014133664A JP6357367B2 (ja) | 2014-06-30 | 2014-06-30 | 表皮材とその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018115174A Division JP6542436B2 (ja) | 2018-06-18 | 2018-06-18 | 表皮材とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016010912A true JP2016010912A (ja) | 2016-01-21 |
| JP6357367B2 JP6357367B2 (ja) | 2018-07-11 |
Family
ID=55227949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014133664A Active JP6357367B2 (ja) | 2014-06-30 | 2014-06-30 | 表皮材とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6357367B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016120624A (ja) * | 2014-12-24 | 2016-07-07 | 株式会社ブリヂストン | 積層体及びクッション体 |
| JP2017136735A (ja) * | 2016-02-03 | 2017-08-10 | 株式会社イノアック技術研究所 | 車両用積層シートとその製造方法 |
| CN107284309A (zh) * | 2016-03-31 | 2017-10-24 | 三芳化学工业股份有限公司 | 积层复合材料及其制造方法 |
| WO2018021251A1 (ja) * | 2016-07-26 | 2018-02-01 | ヤマハ発動機株式会社 | 車両用シートおよび車両 |
| WO2018021252A1 (ja) * | 2016-07-26 | 2018-02-01 | ヤマハ発動機株式会社 | 車両用シートおよび車両 |
| JP2020100153A (ja) * | 2014-12-24 | 2020-07-02 | 株式会社ブリヂストン | 積層体及びクッション体 |
| JP2021165058A (ja) * | 2020-04-06 | 2021-10-14 | トヨタ紡織株式会社 | 表皮材及びその製造方法 |
| JP2022145714A (ja) * | 2018-09-19 | 2022-10-04 | 株式会社イノアックコーポレーション | 積層体と表皮材 |
| WO2023277123A1 (ja) * | 2021-06-30 | 2023-01-05 | 株式会社イノアックコーポレーション | 凹凸賦形された積層体の製造方法、凹凸賦形用積層体及び凹凸賦形された積層体 |
| JP7455250B2 (ja) | 2019-02-19 | 2024-03-25 | 株式会社イノアックコーポレーション | 積層体および車両用内装材の表皮材 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6461224A (en) * | 1987-08-28 | 1989-03-08 | Akutetsukusu Inc | Laminated foam product |
| JPH07138551A (ja) * | 1993-07-01 | 1995-05-30 | Minnesota Mining & Mfg Co <3M> | 湿分硬化性ポリウレタン接着剤 |
| JP2000037802A (ja) * | 1998-07-24 | 2000-02-08 | Dainippon Ink & Chem Inc | 大面積積層体の製造法 |
| JP2000071366A (ja) * | 1998-08-28 | 2000-03-07 | Dainippon Ink & Chem Inc | Osbパネル及びその製造方法 |
| JP2003011313A (ja) * | 2001-07-04 | 2003-01-15 | Achilles Corp | 複合表皮材 |
-
2014
- 2014-06-30 JP JP2014133664A patent/JP6357367B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6461224A (en) * | 1987-08-28 | 1989-03-08 | Akutetsukusu Inc | Laminated foam product |
| JPH07138551A (ja) * | 1993-07-01 | 1995-05-30 | Minnesota Mining & Mfg Co <3M> | 湿分硬化性ポリウレタン接着剤 |
| JP2000037802A (ja) * | 1998-07-24 | 2000-02-08 | Dainippon Ink & Chem Inc | 大面積積層体の製造法 |
| JP2000071366A (ja) * | 1998-08-28 | 2000-03-07 | Dainippon Ink & Chem Inc | Osbパネル及びその製造方法 |
| JP2003011313A (ja) * | 2001-07-04 | 2003-01-15 | Achilles Corp | 複合表皮材 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016120624A (ja) * | 2014-12-24 | 2016-07-07 | 株式会社ブリヂストン | 積層体及びクッション体 |
| JP2020100153A (ja) * | 2014-12-24 | 2020-07-02 | 株式会社ブリヂストン | 積層体及びクッション体 |
| JP2023086824A (ja) * | 2014-12-24 | 2023-06-22 | 株式会社アーケム | 積層体及びクッション体 |
| JP2017136735A (ja) * | 2016-02-03 | 2017-08-10 | 株式会社イノアック技術研究所 | 車両用積層シートとその製造方法 |
| CN107284309A (zh) * | 2016-03-31 | 2017-10-24 | 三芳化学工业股份有限公司 | 积层复合材料及其制造方法 |
| WO2018021251A1 (ja) * | 2016-07-26 | 2018-02-01 | ヤマハ発動機株式会社 | 車両用シートおよび車両 |
| WO2018021252A1 (ja) * | 2016-07-26 | 2018-02-01 | ヤマハ発動機株式会社 | 車両用シートおよび車両 |
| JP2022145714A (ja) * | 2018-09-19 | 2022-10-04 | 株式会社イノアックコーポレーション | 積層体と表皮材 |
| JP7455250B2 (ja) | 2019-02-19 | 2024-03-25 | 株式会社イノアックコーポレーション | 積層体および車両用内装材の表皮材 |
| JP2021165058A (ja) * | 2020-04-06 | 2021-10-14 | トヨタ紡織株式会社 | 表皮材及びその製造方法 |
| WO2023277123A1 (ja) * | 2021-06-30 | 2023-01-05 | 株式会社イノアックコーポレーション | 凹凸賦形された積層体の製造方法、凹凸賦形用積層体及び凹凸賦形された積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6357367B2 (ja) | 2018-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6357367B2 (ja) | 表皮材とその製造方法 | |
| US20190160799A1 (en) | Device and method for manufacturing vehicle sheet using moisture-curing polyurethane hot melt | |
| EP0266224A2 (en) | Process for the manufacture of laminated elements | |
| KR101558713B1 (ko) | 저융점 접착필름 | |
| JP6714373B2 (ja) | 車両用積層シートの製造方法 | |
| JP6679208B2 (ja) | 積層体及びクッション体 | |
| WO2019065758A1 (ja) | 合成樹脂表皮材複合体及び合成樹脂表皮材複合体の製造方法 | |
| JP6542436B2 (ja) | 表皮材とその製造方法 | |
| KR102114288B1 (ko) | 냉장고용 도어외판의 내부면에 부착되는 부직포 적층시트 및 그 제조 방법 | |
| TWI783025B (zh) | 聚胺基甲酸酯熱熔接著劑、使用其之積層體及積層體之製造方法 | |
| JP4540148B2 (ja) | 表皮材付きクッションの製造方法 | |
| KR20230124851A (ko) | 습기경화형 접착제를 이용한 헤드라이닝 제조방법 및이에 의해 제조되는 헤드라이닝 | |
| WO2019155925A1 (ja) | ホットメルトポリウレタン接着剤フィルム及び積層繊維構造体 | |
| JP2002046545A (ja) | 車両用成形天井材及びその製造方法 | |
| JP2013208814A (ja) | ポリウレタン積層体及びポリウレタン積層体の製造方法 | |
| TWI510357B (zh) | 用於鞋加強件之複合層狀結構及其製造方法 | |
| JP7271184B2 (ja) | 表皮一体発泡成形品と、その製造方法 | |
| JP2011094273A (ja) | 皮革様シート状積層体 | |
| WO2023277123A1 (ja) | 凹凸賦形された積層体の製造方法、凹凸賦形用積層体及び凹凸賦形された積層体 | |
| JP5048041B2 (ja) | 表皮材の製造方法 | |
| JP7274995B2 (ja) | 積層体 | |
| JP2001179917A (ja) | 複合表皮材 | |
| JP2024028315A (ja) | 積層体及びクッション体 | |
| JP2013000999A (ja) | 熱プレス成形体の製造方法 | |
| JP2022168794A (ja) | 車両用板状積層体、車両用内装材及び車両用板状積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6357367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |