JP2015217543A - 記録ヘッド - Google Patents
記録ヘッド Download PDFInfo
- Publication number
- JP2015217543A JP2015217543A JP2014100913A JP2014100913A JP2015217543A JP 2015217543 A JP2015217543 A JP 2015217543A JP 2014100913 A JP2014100913 A JP 2014100913A JP 2014100913 A JP2014100913 A JP 2014100913A JP 2015217543 A JP2015217543 A JP 2015217543A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- recording head
- supply port
- organic material
- head according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14024—Assembling head parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14145—Structure of the manifold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/162—Manufacturing of the nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/11—Embodiments of or processes related to ink-jet heads characterised by specific geometrical characteristics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
Description
σ=E×α×ΔT
σ:熱応力、E:縦弾性係数、α:線膨張係数、ΔT:温度変化
さらに、互いに拘束された異種材料間の面積をAとした場合に熱応力を起因として発生する外力Rは以下のようにして表すことができる。
R=σ×A
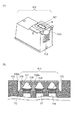
つまり、図9に示した流路形成部材105と部材115を同一線上とし、チップ101の短手方向の断面で見た場合に、流路形成部材105に発生する外力RXと部材115に発生する外力RYが同等であることが好ましい。部材による温度変化は大差ないことを考慮すると、封止材113の基板104の短手方向と平行な方向における断面積をAX、線膨張係数をαA、縦弾性係数をEA、有機材料で形成された部材115の基板104の短手方向と平行な方向における断面積をAY、線膨張係数をαB、縦弾性係数をEBとした場合に、以下の式を満たすことが好ましい。
(AX×αX×EX)/(AY×αY×EY)=0.8〜1.2
上記式を満たすことによって、図10に示すように封止材113の外力RXと部材115の外力RYが互いに作用しあい、緩和することで基板104の破損を抑制することができる。また、封止材113の外力と部材115の外力の割合が0.8以上1.2以下であれば、基板の変形が抑制しやすい。
まず、チップ101を以下の方法で製造した。
実施例1では接着剤112と部材115の形成材料である有機材料とを異なる材料としたが、実施例2では、接着剤112と部材115の形成材料である有機材料とを同じ材料となるように、部材115の材料を変更した。即ち、接着剤112及び部材115を、エポキシ樹脂組成物(商品名;KS−820、ADEKA製)で形成した。接着剤112と部材115とを同じ材料で形成したので、ニードルも共通化し、接着剤112と部材115とを一括して形成した。これ以外は実施例1と同様にした。
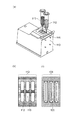
実施例1では封止材113と部材115の形成材料である有機材料とを異なる材料としたが、実施例3では、封止材113と部材115の形成材料である有機材料とを同じ材料となるように、部材115の材料を変更した。即ち、封止材113と部材115とを、ブタジエン系エポキシ樹脂(商品名;NR200C、サンユレック製)で形成した。封止材113と部材115とを同じ材料で形成したので、ニードルも共通化し、図13に示すようにして記録ヘッドを製造した。これ以外は実施例1と同様にした。
Claims (15)
- 基板と、流路を形成する流路形成部材とを有する記録ヘッドであって、
前記基板には基板を貫通する供給口が形成されており、前記流路と前記供給口とは連通しており、
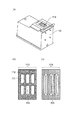
前記供給口の内部に、前記供給口を形成し前記供給口を挟んで対向する2つの面をつなぐ、有機材料で形成された部材が形成されていることを特徴とする記録ヘッド。 - 前記供給口が前記基板を貫通する方向の上方からみたときに、前記2つの面は前記供給口の短手方向で対向する2つの面である請求項1に記載の記録ヘッド。
- 前記供給口が前記基板を貫通する方向の上方からみたときに、前記有機材料で形成された部材は、前記供給口の長手方向で対向する2つの面をつないでいない請求項1または2に記載の記録ヘッド。
- 前記基板は、凹部が形成された支持部材の前記凹部に配置されている請求項1乃至3のいずれか1項に記載の記録ヘッド。
- 前記凹部を形成する支持部材の壁と前記基板との間の領域は、少なくとも一部が封止材で封止されている請求項4に記載の記録ヘッド。
- 前記封止材と前記有機材料とは同じ材料である請求項5に記載の記録ヘッド。
- 前記封止材の前記基板の短手方向と平行な方向における断面積をAX、線膨張係数をαA、縦弾性係数をEA、前記有機材料で形成された部材の前記基板の短手方向と平行な方向における断面積をAY、線膨張係数をαB、縦弾性係数をEBとした場合に、以下の式を満たす請求項5または6に記載の記録ヘッド。
(AX×αX×EX)/(AY×αY×EY)=0.8〜1.2 - 前記基板と前記支持部材とは接着剤で接着されている請求項4乃至7のいずれか1項に記載の記録ヘッド。
- 前記接着剤と前記有機材料とは同じ材料である請求項8に記載の記録ヘッド。
- 前記有機材料で形成された部材の高さは、前記供給口の深さの5%以上である請求項1乃至9のいずれか1項に記載の記録ヘッド。
- 前記有機材料で形成された部材の高さは、前記供給口の深さの70%以下である請求項1乃至10のいずれか1項に記載の記録ヘッド。
- 請求項1に記載の記録ヘッドの製造方法であって、
前記有機材料で形成された部材を用意する工程と、
前記供給口の内部に前記有機材料で形成された部材が配置されるように、前記有機材料で形成された部材の上に基板を配置する工程と、
を有することを特徴とする記録ヘッドの製造方法。 - 前記有機材料で形成された部材は、橋構造が形成された支持部材の前記橋構造の上に形成されている請求項12に記載の記録ヘッドの製造方法。
- 前記支持部材の上には接着剤が形成されており、前記基板と前記支持部材とは、前記供給口が形成された部分以外の部分で前記接着剤を介して接合される請求項13に記載の記録ヘッドの製造方法。
- 前記接着剤と前記有機材料とは同じ材料であり、前記接着剤と前記有機材料とは一括して形成する請求項14に記載の記録ヘッドの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014100913A JP6362406B2 (ja) | 2014-05-14 | 2014-05-14 | 記録ヘッド |
| US14/708,018 US9358786B2 (en) | 2014-05-14 | 2015-05-08 | Recording head |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014100913A JP6362406B2 (ja) | 2014-05-14 | 2014-05-14 | 記録ヘッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015217543A true JP2015217543A (ja) | 2015-12-07 |
| JP6362406B2 JP6362406B2 (ja) | 2018-07-25 |
Family
ID=54537790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014100913A Active JP6362406B2 (ja) | 2014-05-14 | 2014-05-14 | 記録ヘッド |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9358786B2 (ja) |
| JP (1) | JP6362406B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018008410A (ja) * | 2016-07-13 | 2018-01-18 | キヤノン株式会社 | 液体吐出ヘッドおよび液体吐出装置 |
| JP2019142216A (ja) * | 2018-02-22 | 2019-08-29 | キヤノン株式会社 | 液体吐出ヘッド用基板および液体吐出ヘッド |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7166851B2 (ja) * | 2018-09-07 | 2022-11-08 | キヤノン株式会社 | 液体吐出ヘッドおよび液体吐出ヘッドの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003034027A (ja) * | 2001-07-26 | 2003-02-04 | Sharp Corp | インクジェットヘッドとその電極接続構造及びインクジェットヘッドの製造方法 |
| JP2007290203A (ja) * | 2006-04-24 | 2007-11-08 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| JP2008265234A (ja) * | 2007-04-24 | 2008-11-06 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| US20100020136A1 (en) * | 2008-07-25 | 2010-01-28 | Samsung Electronics Co., Ltd. | Inkjet printhead and method of manufacturing the same |
| JP2011093299A (ja) * | 2009-06-16 | 2011-05-12 | Canon Inc | 液体吐出ヘッドおよびその製造方法 |
| JP2012187805A (ja) * | 2011-03-10 | 2012-10-04 | Canon Inc | インクジェット記録ヘッドとその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006035854A (ja) | 2004-06-25 | 2006-02-09 | Canon Inc | インクジェット記録ヘッドの製造方法、インクジェット記録ヘッド、および記録ヘッド用基板 |
| JP5305691B2 (ja) * | 2008-02-27 | 2013-10-02 | キヤノン株式会社 | 液体吐出ヘッドおよびその製造方法 |
| JP2009298108A (ja) * | 2008-06-17 | 2009-12-24 | Canon Inc | インクジェット記録ヘッドの製造方法およびインクジェット記録ヘッド |
-
2014
- 2014-05-14 JP JP2014100913A patent/JP6362406B2/ja active Active
-
2015
- 2015-05-08 US US14/708,018 patent/US9358786B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003034027A (ja) * | 2001-07-26 | 2003-02-04 | Sharp Corp | インクジェットヘッドとその電極接続構造及びインクジェットヘッドの製造方法 |
| JP2007290203A (ja) * | 2006-04-24 | 2007-11-08 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| JP2008265234A (ja) * | 2007-04-24 | 2008-11-06 | Canon Inc | インクジェット記録ヘッド及びその作製方法 |
| US20100020136A1 (en) * | 2008-07-25 | 2010-01-28 | Samsung Electronics Co., Ltd. | Inkjet printhead and method of manufacturing the same |
| JP2011093299A (ja) * | 2009-06-16 | 2011-05-12 | Canon Inc | 液体吐出ヘッドおよびその製造方法 |
| JP2012187805A (ja) * | 2011-03-10 | 2012-10-04 | Canon Inc | インクジェット記録ヘッドとその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018008410A (ja) * | 2016-07-13 | 2018-01-18 | キヤノン株式会社 | 液体吐出ヘッドおよび液体吐出装置 |
| JP2019142216A (ja) * | 2018-02-22 | 2019-08-29 | キヤノン株式会社 | 液体吐出ヘッド用基板および液体吐出ヘッド |
| JP7183049B2 (ja) | 2018-02-22 | 2022-12-05 | キヤノン株式会社 | 液体吐出ヘッド用基板および液体吐出ヘッド |
Also Published As
| Publication number | Publication date |
|---|---|
| US9358786B2 (en) | 2016-06-07 |
| JP6362406B2 (ja) | 2018-07-25 |
| US20150328891A1 (en) | 2015-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8414110B2 (en) | Inkjet head | |
| US7523553B2 (en) | Method of manufacturing ink jet recording head | |
| WO2010143565A1 (en) | Liquid discharge recording head and method of manufacturing the same | |
| JP6362406B2 (ja) | 記録ヘッド | |
| US10220619B2 (en) | MEMS device, head and liquid jet device | |
| WO2000058204A1 (en) | Narrow-pitch connector, pitch converter, micromachine, piezoelectric actuator, electrostatic actuator, ink-jet head, ink-jet printer, liquid crystal device, and electronic apparatus | |
| JP2016162999A (ja) | 電子デバイス、及び、電子デバイスの製造方法 | |
| US7766455B2 (en) | Flexible adhesive materials for micro-fluid ejection heads and methods relating thereto | |
| JP2001322276A (ja) | インクジェット記録ヘッド、インクジェット記録装置及びヘッド作製方法 | |
| JP6548419B2 (ja) | 液体吐出ヘッド、および液体吐出ヘッドの製造方法 | |
| JP6569359B2 (ja) | 電子デバイス、液体噴射ヘッド、および、電子デバイスの製造方法 | |
| JP6275019B2 (ja) | 2種類の接着剤を含む印刷ヘッド | |
| JP4461783B2 (ja) | 液体噴射ヘッドの製造方法 | |
| JP2011062866A (ja) | インクジェットヘッド | |
| US20250332831A1 (en) | Dry film membrane tenting | |
| JP6772807B2 (ja) | 被覆部材剥離方法及び液体噴射ヘッドの製造方法 | |
| TWI555141B (zh) | Semiconductor device and method for manufacturing semiconductor device | |
| JP2015024533A (ja) | 液体吐出ヘッドとその駆動方法 | |
| KR101179320B1 (ko) | 잉크젯 헤드의 제조 방법 | |
| JP6546497B2 (ja) | サーマルプリントヘッド及びサーマルプリンタ | |
| JP2024175448A (ja) | 素子基板および液体吐出ヘッドとそれらの製造方法 | |
| WO2014077261A1 (ja) | インクジェットヘッドの製造方法、及び、インクジェットヘッド | |
| JP2015150827A (ja) | 配線実装構造及びその製造方法、並びに液体噴射ヘッド及び液体噴射装置 | |
| CN120588637A (zh) | 液体喷射头基板、液体喷射头、液体喷射设备以及用于制造液体喷射头基板的方法 | |
| JP4646948B2 (ja) | インクジェット記録ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170502 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180529 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180626 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6362406 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |