JP2015211706A - 医療用2室容器 - Google Patents
医療用2室容器 Download PDFInfo
- Publication number
- JP2015211706A JP2015211706A JP2014094497A JP2014094497A JP2015211706A JP 2015211706 A JP2015211706 A JP 2015211706A JP 2014094497 A JP2014094497 A JP 2014094497A JP 2014094497 A JP2014094497 A JP 2014094497A JP 2015211706 A JP2015211706 A JP 2015211706A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- end wall
- medical
- separate
- main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Package Specialized In Special Use (AREA)
- Bag Frames (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
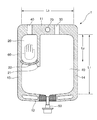
【課題】各室の薬液注入方向が同一方向であり、各室の薬剤を混合して排出する際に障害となる箇所がなく、手押しや両手絞り等の簡単な操作で確実に弱ヒートシール部を剥離し得る、医療用2室容器を提供する。【解決手段】本室(10)内部に別室(20)を備え、別室(20)は、本室(10)の上部の一端壁(11)に接続して対向する下部の端壁(12)に至る途中までの間に設けられた側部(21)と当該側部に接すると共に対向する本室の左側の一端壁(13)又は右側の一端壁(14)に接続して設けられた底部(22)とによって本室(10)と区分され、各室の同一方向の端部にはそれぞれ薬液注入口(30)、(40)が設けられ、本室(10)の下部の一端部(12)には薬液排出口(50)が設けられ、別室の側部(21)は強ヒートシールで形成され、底部(22)は弱ヒートシールで形成され、使用時の条件として、一定の充填量が規定される医療用2室容器。【選択図】図1
Description
本発明は医療用2室容器に関する。
複数の薬剤を混合した状態で投与する場合、薬剤の組み合わせによっては、メイラード反応等により変質が起こる場合があることから、医療現場で使用直前に混合して投与することが行われ、2室容器が使用されている。2室容器は熱可塑性樹脂フィルムのヒートシール加工により製袋化され、基本的には容器内部が弱ヒートシール部で2室に区分された構造を備えている。容器の使用の際は、一定の外力を加えることにより弱ヒートシール部を剥離し、各室の薬剤を混合する。
ところで、従来の2室容器は各室の薬液注入口が異なる方向に設けられている(例えば特許文献1の図8の充填予定部18、19)。そのため、製袋充填機による薬液充填工程では容器を回転させて2工程に分けて充填する必要があり、充填操作が煩雑になり設備コストが高額となるという問題がある。
薬液排出口を薬液注入口として利用することにより、薬液注入口を一方の室のみに設けた2室容器が知られている(特許文献2の図1の注排口5、充填口6)。しかしながら、容器の使用の前に薬液排出口を開放して取り扱うことは、厳しい滅菌処理が課せられる医療用途の観点から好ましいことではない。
上述のように従来の医療用2室容器においては、薬液注入口の取り付け位置は余り考慮されていない情況であるが、各室の薬液注入方向が同一方向であるならば、設備コストの低減が図られるため、製袋充填機の新設における利点は大きい。
本発明は、上記実情に鑑みなされたものであり、その目的は、各室の薬液注入方向が同一方向であり、しかも、各室の薬剤を混合して排出する際に障害となる箇所がなく、点滴や透析用途のように比較的大容量の薬液を充填しているにも拘わらず、手押しや両手絞り等の簡単な操作で確実に弱ヒートシール部を剥離し得る、医療用2室容器を提供することにある。
すなわち、本発明の要旨は、熱可塑性樹脂フィルムのヒートシール加工により製袋化され且つ本室の内部に別室を備えた医療用2室容器であって、別室は、本室の一端壁に接続して対向する他端壁に至る途中までの間に設けられた側部と当該側部に接すると共に対向する本室の一端壁に接続して設けられた底部とによって本室と区分され、本室および別室の同一方向の端部にはそれぞれ薬液注入口が設けられ、本室の下部の一端部には薬液排出口が設けられ、別室の側部を形成するヒートシール部の幅は5〜20mmであり強度は25N/15mm以上、別室の底部を形成するヒートシール部の幅は5〜20mmであり強度は2〜10N/15mmであり、使用時の条件として、本室の容量は最大充填量に対して30〜90%の範囲で且つ350〜5,000mlであり、別室の容量は最大充填量に対して30〜90%の範囲で且つ75〜1,600mlであることを特徴とする医療用2室容器に存する。
本発明によれば前記の課題が達成される。
以下、本発明を図1に基づいて詳細に説明する。
本発明の医療用2室容器(1)は、熱可塑性樹脂フィルムのヒートシール加工により製袋化され且つ本室(10)の内部に別室(20)を備えた構造である。ここで、本室(10)とは、熱可塑性樹脂フィルムを平面視した際の外周縁部に形成された一定幅のヒートシール部(内壁)で囲まれた領域を意味する。なお、この領域の一部は別室(20)によって占有される。上記のヒートシール部の幅は通常5〜20mmである。なお、このヒートシール部の幅は、ヒートシール欠陥をなくしてピンホール発生を防止する観点から決定された値である。
医療用2室容器(1)の全体の平面形状は略長方形であり、内壁を形成するヒートシール部を除く内寸として、縦方向の長さは通常200〜560mm、横方向の長さは通常200〜350mmであり、縦横比は通常1.0〜1.8である。なお、本明細書において、「縦方向」とは、医療用2室容器(1)を吊り下げた際の上下方向を意味し、「横方向」は当該「縦方向」を横切る方向を意味する。本発明の医療用2室容器(1)を吊り下げて使用する場合は、通常、容器本体の上部に中空の吊り下げ孔(70)が設けられる。
また、一般に、取り扱いを容易にするために、角部は図示するようにR形状となされている。特に、内壁の角部のR形状は、角部における薬液の滞留をなくして排出を容易にする利点がある。R形状の曲率半径は、通常R5〜20mm、好ましくはR5〜15mmである。
別室(20)は、本室(10)の上部の一端壁(11)に接続して対向する下部の一端壁(12)に至る途中までの間に設けられた側部(21)と当該側部に接すると共に対向する本室(10)の左側の一端壁(13)に接続して設けられた底部(22)とによって本室(10)と区分されている。従って、後述する薬液排出口(50)が設けられる本室(10)の底部は、各室の薬剤を混合して排出する際に障害となる箇所がなく、完全にフラットである。なお、別室(20)の底部(22)の形成には本室(10)の右側の一端壁(14)を利用してもよい。
別室(20)の底部(22)の形状は、図示した例では円弧形状であるが、直線形状であってもよい。また、底部(22)の本室(10)の左側の一端壁(13)に接続する位置は、図示した例では、側部(21)と略同一長さの位置であるが、それよりも長い長さの位置であっても短い長さの位置であってもよい。
別室(20)の側部(21)の長さ(L2)は、本室(10)の上部の一端壁(11)と対向する下部の一端壁(12)の間の長さ(L1)に対する比率(L2/L1)として、通常0.4〜0.9、好ましくは0.5〜0.7である。一方、底部(22)の長さは、底部(22)と側部(21)の長さとによって別室(20)の容量が決定されるため、別室(20)の後述する薬液充填容量を満足するように選ばれる。
後述するように、別室(20)の側部(21)を形成するヒートシール部は強ヒートシールされ、容器の使用の際に加えられる外力によっても剥離しない。従って、別室(20)の側部(21)の長さが上記の比率範囲を超える場合は、側部(21)が本室(10)の下部の一端壁(12)に近くなり過ぎる。その結果、別室(20)に充填された薬液の排出領域が狭くなる。
一方、後述するように、別室(20)の底部(22)を形成するヒートシール部は弱ヒートシールされ、容器の使用の際に加えられる外力によっても剥離する。従って、別室(20)の側部(21)の長さが上記の比率範囲未満の場合は、別室(20)の後述する薬液充填容量を満足させる必要のため、底部(22)の長さを相当に大きくする必要がある。その結果、薬液を充填した医療用2室容器(1)の取り扱いの際に底部(22)が剥離して薬液が混合する恐れがある。
本室(10)の上部の一端壁(11)に接続する別室(20)の側部(21)の位置は、上部の一端壁(11)の全長(シール部を除く内寸としての横方向の長さ:通常200〜350mm)(L3)に対し、通常0.2〜0.6倍の範囲、好ましくは0.3〜0.5(半分)の位置である。斯かる範囲は、本室(10)と別室(20)とにそれぞれ設けられる後述する薬液注入口の取り付け位置や各室に薬液が充填された状態でのバランスが良好である。
本室(10)及び別室(20)の同一方向の端部にはそれぞれ薬液注入口(30)、(40)が設けられ、本室(10)の下部の一端部(12)には薬液排出口(50)が設けられる。薬液注入口(30)、(40)は、熱可塑性樹脂フィルムのヒートシール加工による製袋化の際に、未シールにすることにより開口させたものであり、薬液の充填後にヒートシール加工により封止される。一方、薬液排出口(50)には、図示を簡略化しているが、通常、熱可塑性樹脂の成形品で構成された排出ポートが使用される。排出ポートは、筒状に形成され、その内部空洞は一端側で本室(10)に開口し、他端にはゴム栓が設けられている。薬液排出口(50)は、通常、熱可塑性樹脂フィルムのヒートシール加工による製袋化の際に本室(10)のポートシール部に設けられる。
別室(20)の側部(21)を形成するヒートシール部の幅は5〜20mmであり強度は25N/15mm以上、別室(20)の底部(22)を形成するヒートシール部の幅は5〜20mmであり強度は2〜10N/15mmである。
本発明においては、後述する使用時の条件に従い、点滴や透析用途のように比較的大容量の薬液を本室(10)と別室(20)とに充填する。そして、手押しや両手絞り等の簡単な操作で別室(20)の底部(22)を形成するヒートシール部のみを剥離し、別室(20)の薬液を排出させて本室(10)の薬液と混合する。上記の各ヒートシール強度は、後述する使用時の条件の下に上記の目的を確実に達成するために決定された値である。また、ヒートシール部の幅は、ヒートシール欠陥をなくしてピンホール発生を防止する観点から決定された値である。なお、ヒートシール強度は、JISZ1707「食品包装用プラスチックフィルム通則」による180°剥離強度を意味する。
前記のヒートシール強度の差は、ヒートシール時のシール条件(上下シールバー温度、シール時間、シール圧力など)によって適宜調整することが出来る。
使用時の条件として、本室(10)の容量は最大充填量に対して30〜90%の範囲で且つ350〜5,000mlであり、別室(20)の容量は最大充填量に対して30〜90%の範囲で且つ75〜1,600mlである。最大充填量に対する割合が上記範囲を超える場合は、薬液充填状態の外観形状が膨張形状となり、輸送時に各室を区分する弱シール部に応力が掛り、誤って開通する可能性が生じる。最大充填量に対する割合が上記範囲未満の場合は、医療用2室容器の利用率の点で経済的ではない。最大充填量に対する割合の好ましい範囲は60〜80%である。なお、上記の各薬液充填(ml)は点滴や透析用途の観点から決定された容量である。また、上記の最大充填量とは、予定している仕様の2室に沿った試験容器を作成し、注入口から各室に収容し得る最大量の水を入れた後にそれぞれ取り出して測定した水の容量を意味する。
熱可塑性樹脂フィルムとしては、ヒートシール加工可能である限り、特に制限されない。好ましい熱可塑性樹脂は、ポリオレフィン系樹脂であり、その具体例としては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−ブテン−1共重合体などが挙げられる。これらの中では、欧米等の諸外国で標準的に設定されている121℃以上の高圧蒸気滅菌処理が可能であるとの観点からポリプロピレン系樹脂が好ましい。特に、無変成のポリオレフィン系樹脂は、無極性であるため、薬液の吸着が非常に少ないことも期待される。
熱可塑性樹脂フィルムは単層フィルムであっても多層フィルムであってもよいが、多層フィルムが好ましい。
なお、上記のポリプロピレン樹脂としては、プロピレンホモポリマー、ランダムポリプロピレン、ブロックポリプロピレン等が挙げられる。プロピレンと共重合可能なα−オレフィンとしては、エチレン、ブテン−1、ペンテン−1、ヘキセン−1等が挙げられる。また、本発明の効果を損なわない範囲でポリプロピレン樹脂にポリオレフィン系エラストマーをブレンドしてもよい。
熱可塑性樹脂フィルムの厚さは、単層および多層の何れの場合でも、通常50〜300μm、好ましくは100〜200μmである。厚さが50μm未満の場合は、取り扱い(輸送、保管、高温滅菌など)の際に破断し、300μmを超える場合は、容器の柔軟性が失われて自己排液性が悪くなる。
熱可塑性樹脂フィルムの製造方法は、特に限定されず、Tダイ成形、インフレーション成形など、一般の熱可塑性樹脂に用いられる方法により製造されるが、インフレーション法が好ましい。インフレーション法フィルムは、環状ダイからチューブ状として得られるが、冷却後直ちにニップロールにて平坦化される。従って、密着状態で重ね合わされた2枚のフィルムの容器内面相当部分はクリーン状態に維持されている。多層インフレーション成形の場合は、特に、共押出環状ダイを使用した下向水冷インフレーション成形法が好適である。斯かる方法は、通常、環状ダイの下方にサイズ用リングが内部に備えられた水槽を配置し、当該水槽の下方に安内板とニップロールとを順次に配置して成る設備を使用し、そして、環状ダイから複数種類の原料樹脂を実質的に延伸が起こらないように共押し出しし、水槽内サイズ用リングの間を通過させて水冷却した後、多層フィルムの円筒体を、安内板を通してニップロールに供給して折り畳み、チューブ状フィルムとして巻き取る方法である。
薬液としては、主として、アミノ酸、脂肪乳剤、糖類、電解質などを成分とする薬液製剤が挙げられるが、これらに限定される訳ではない。
医療用容器は、製造工程の終盤に容器の加熱滅菌工程を経なければならないが、加熱滅菌工程は例えば次のように行うことが出来る。薬液注入口(30)、(40)から薬液を充填した後、ヒートシール加工により、薬液注入口(30)、(40)を封止し、容器を加熱滅菌する。このような一連の操作は、製袋充填機を使用して行われる。一般に、加熱滅菌は高圧蒸気によって行われる。
本発明の医療用2室容器(1)は、使用に際し、手押しや両手絞り等の簡単な操作で別室(20)の底部(22)を形成するヒートシール部のみを剥離させることが出来る。手押し操作は、医療用2室容器(1)を平らな所に置き、図示した例で示すように、別室(20)の上面に片手(60)(波線で表した手形)又は両手を置いて押圧する操作である。両手による手押しは一方の手の上に他方の手を重ね合わせて行ってもよい。一方、両手絞り操作は、医療用2室容器(1)の上部の一端壁(11)の側から内側にひねる(絞り込む)ように圧力を加える操作である。別室(20)の薬液の移動に伴う力により底部(22)を形成するヒートシール部が剥離する。別室(20)から排出された薬液と本室(10)に充填された薬液との混合は、医療用2室容器(1)の全体を揉む等の操作により容易かつ迅速に行うことが出来る。
以下、本発明を実施例により更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。
<多層フィルムの製造>
5層共押出環状ダイを使用した下向水冷成形法により、表1に示す層構成の多層フィルムの円筒体を製造した。押出機の金型温度は230℃、冷却水温度は21℃、冷却水量10L/min、巻取速度は10m/minとしチューブ幅285mmの多層フィルムを成形し、ロール状に巻き取り、後述のヒートシール加工に供した。
5層共押出環状ダイを使用した下向水冷成形法により、表1に示す層構成の多層フィルムの円筒体を製造した。押出機の金型温度は230℃、冷却水温度は21℃、冷却水量10L/min、巻取速度は10m/minとしチューブ幅285mmの多層フィルムを成形し、ロール状に巻き取り、後述のヒートシール加工に供した。

<ヒートシール化工(製袋化)>
上記で得られた幅285mmのロール状多層フィルムから長さが335mmで2枚に重ね合わされた(チューブ状)多層フィルムを切り出した。そして、ヒートシール加工により製袋化し、図1に示す構造を有し、表2に示す仕様の医療用2室容器を製作した。製袋化の要領は後述のとおりである。
上記で得られた幅285mmのロール状多層フィルムから長さが335mmで2枚に重ね合わされた(チューブ状)多層フィルムを切り出した。そして、ヒートシール加工により製袋化し、図1に示す構造を有し、表2に示す仕様の医療用2室容器を製作した。製袋化の要領は後述のとおりである。
先ず、温度165℃、圧力0.2MPa、3秒間の条件で、容器(1)の外周縁部とポートシール部の強ヒートシールを行い、更に、同一条件で、別室(20)の側部(21)を形成する強ヒートシール行い、その後、温度130℃、圧力0.2MPa、3秒間の条件で別室(20)の底部(22)を形成する弱ヒートシール行った。
次いで、容器の評価を行うため、薬液注入口(30)から本室(10)に無着色の水1,100ml、薬液注入口(40)から別室(20)に食紅で着色した水400mlを充填し、前記の強ヒートシール条件で各注入口を封止した。
上記で得られた容器30袋を70cmの高さから1袋ずつ床(地面)に自然落下させ別室(20)の底部(22)を形成する弱ヒートシール部の安定性を確認したが着色した水の移動は観察されず弱ヒートシール部の剥離は起こらなかった。
その後、上記の容器を平らな所に置き、別室(20)の上面から一気に片手で押圧したところ別室(20)の底部(22)を形成する弱ヒートシール部が直ちに剥離し、別室(20)から排出された着色水と本室(10)に充填された無着色水とが混合した。容器(1)の全体を揉むことにより、着色水と無着色水との混合は速やかに行われた。
1:医療用2室容器
10:本室
11:本室の上部の一端壁
12:本室の下部の一端壁
13:本室の左側の一端壁
14:本室の右側の一端壁
20:別室
21:別室の側部
22:別室の底部
30:薬液注入口
40:薬液注入口
50:薬液排出口
60:片手(押圧して別室を開封する際の片手の置く位置を表す)
70:吊り下げ孔
10:本室
11:本室の上部の一端壁
12:本室の下部の一端壁
13:本室の左側の一端壁
14:本室の右側の一端壁
20:別室
21:別室の側部
22:別室の底部
30:薬液注入口
40:薬液注入口
50:薬液排出口
60:片手(押圧して別室を開封する際の片手の置く位置を表す)
70:吊り下げ孔
Claims (5)
- 熱可塑性樹脂フィルムのヒートシール加工により製袋化され且つ本室の内部に別室を備えた医療用2室容器であって、別室は、本室の上部の一端壁に接続して対向する下部の一端壁に至る途中までの間に設けられた側部と当該側部に接すると共に対向する本室の左側または右側の一端壁に接続して設けられた底部とによって本室と区分され、本室および別室の同一方向の端部にはそれぞれ薬液注入口が設けられ、本室の下部の一端部には薬液排出口が設けられ、別室の側部を形成するヒートシール部の幅は5〜20mmであり強度は25N/15mm以上、別室の底部を形成するヒートシール部の幅は5〜20mmであり強度は2〜10N/15mmであり、使用時の条件として、本室の容量は最大充填量に対して30〜90%の範囲で且つ350〜5,000mlであり、別室の容量は最大充填量に対して30〜90%の範囲で且つ75〜1,600mlであることを特徴とする医療用2室容器。
- ヒートシール加工に供される熱可塑性樹脂フィルムがインフレーション法にて製造されて密着状態で重ね合わされた2枚の熱可塑性樹脂フィルムである請求項1に記載の医療用2室容器。
- 医療用2室容器の縦方向の長さが200〜560mm、横方向の長さが200〜350mmであり(何れも内壁を形成するヒートシール部を除く内寸である)、縦横比が1.0〜1.8である請求項1又は2に記載の医療用2室容器。
- 別室の側部の長さ(L2)が、本室の上部の一端壁と対向する下部の一端壁の間の長さ(L1)に対する比率(L1/L2)として、0.4〜0.9の範囲である請求項1〜3の何れかに記載の医療用2室容器。
- 本室の上部の一端壁に接続する別室の側部の位置が、上部の一端壁の全長(L3)に対し、0.2〜0.6倍の範囲の位置である請求項1〜4の何れかに記載の医療用2室容器。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014094497A JP2015211706A (ja) | 2014-05-01 | 2014-05-01 | 医療用2室容器 |
| CN201520246221.7U CN204723399U (zh) | 2014-05-01 | 2015-04-22 | 一种医疗用多腔容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014094497A JP2015211706A (ja) | 2014-05-01 | 2014-05-01 | 医療用2室容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015211706A true JP2015211706A (ja) | 2015-11-26 |
Family
ID=54696402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014094497A Pending JP2015211706A (ja) | 2014-05-01 | 2014-05-01 | 医療用2室容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015211706A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07299134A (ja) * | 1994-05-06 | 1995-11-14 | Nissho Corp | 薬剤容器 |
| JPH08182739A (ja) * | 1994-12-28 | 1996-07-16 | Nissho Corp | 輸液容器 |
| JP2002191674A (ja) * | 2000-12-25 | 2002-07-09 | Material Eng Tech Lab Inc | 複室容器 |
| JP2007125309A (ja) * | 2005-11-07 | 2007-05-24 | Otsuka Pharmaceut Factory Inc | 複室容器 |
| JP2007252932A (ja) * | 1995-08-08 | 2007-10-04 | Gambro Lundia Ab | 無菌医療溶液を収容するバッグおよび同溶液を混合する方法 |
| WO2012105524A1 (ja) * | 2011-01-31 | 2012-08-09 | 味の素株式会社 | 複室容器 |
-
2014
- 2014-05-01 JP JP2014094497A patent/JP2015211706A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07299134A (ja) * | 1994-05-06 | 1995-11-14 | Nissho Corp | 薬剤容器 |
| JPH08182739A (ja) * | 1994-12-28 | 1996-07-16 | Nissho Corp | 輸液容器 |
| JP2007252932A (ja) * | 1995-08-08 | 2007-10-04 | Gambro Lundia Ab | 無菌医療溶液を収容するバッグおよび同溶液を混合する方法 |
| JP2002191674A (ja) * | 2000-12-25 | 2002-07-09 | Material Eng Tech Lab Inc | 複室容器 |
| JP2007125309A (ja) * | 2005-11-07 | 2007-05-24 | Otsuka Pharmaceut Factory Inc | 複室容器 |
| WO2012105524A1 (ja) * | 2011-01-31 | 2012-08-09 | 味の素株式会社 | 複室容器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2890143B2 (ja) | 医療用多層フィルム及び複室容器 | |
| JPH05509025A (ja) | フレキシブル容器及びその形成方法 | |
| KR20170002558A (ko) | 가요성 용기 및 이의 제조방법 | |
| KR20170031705A (ko) | 피트먼트를 갖는 가요성 용기 및 그 제조방법 | |
| CA2740648A1 (en) | Disposable bag comprising a multilayer film | |
| JP7021303B2 (ja) | 医療用バッグの製造方法 | |
| CN104520103B (zh) | 多层膜、药液容器及其制造方法 | |
| JP6091156B2 (ja) | 医療用容器、医療用容器の製造方法およびそれに用いられるシール金型 | |
| JP2015211706A (ja) | 医療用2室容器 | |
| JP2015211707A (ja) | 医療用3室容器 | |
| TW201636275A (zh) | 用於製造具有使用可膨脹心軸之配件的可撓性容器之方法 | |
| KR101611859B1 (ko) | 혼합형 다중 챔버 용기 | |
| JP4644480B2 (ja) | ポリオレフィン系樹脂製複室袋 | |
| CN113677605B (zh) | 容器用多层膜及包含该容器用多层膜的容器 | |
| JP3309191B2 (ja) | 医療用多層フィルム及び複室容器 | |
| JP2006198250A (ja) | 容器用フィルムおよび複室容器 | |
| JP4365948B2 (ja) | 輸液バッグ | |
| JP3538465B2 (ja) | 輸液バッグ | |
| JP6085165B2 (ja) | 容器の開口部を封止するためのキャップ用のパッキン、ならびにそれを具備する蓋体および密閉容器 | |
| JP2011072454A (ja) | 複室容器 | |
| JP2015054203A (ja) | 医療用複室容器 | |
| JPH07299117A (ja) | 輸液バッグ | |
| JP2005143707A (ja) | 医療用複室容器の開通方法 | |
| KR101752607B1 (ko) | 개봉이 용이한 파우치 | |
| JP2007222292A (ja) | 複室輸液容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180807 |