JP2015190898A - 欠陥検出装置及び欠陥検出方法 - Google Patents
欠陥検出装置及び欠陥検出方法 Download PDFInfo
- Publication number
- JP2015190898A JP2015190898A JP2014069358A JP2014069358A JP2015190898A JP 2015190898 A JP2015190898 A JP 2015190898A JP 2014069358 A JP2014069358 A JP 2014069358A JP 2014069358 A JP2014069358 A JP 2014069358A JP 2015190898 A JP2015190898 A JP 2015190898A
- Authority
- JP
- Japan
- Prior art keywords
- image data
- color
- sewing product
- yarn
- sewing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B51/00—Applications of needle-thread guards; Thread-break detectors
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2305/00—Operations on the work before or after sewing
- D05D2305/32—Measuring
- D05D2305/36—Quality control
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
- G01N2021/8845—Multiple wavelengths of illumination or detection
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description
本発明の実施形態に係る第1の欠陥検出装置は、第1の色糸と、第1の色糸とは色が異なる第2の色糸とが、縫い糸として用いられている縫製品において、縫い糸に生じた欠陥を検出する装置であって、照明部と、撮像部とを備える。照明部は、第1照明光を、縫製品の検査対象面に対して照射する。ここで、第1照明光は、第1の色糸が持つ分光反射率特性において反射率が低くて且つ第2の色糸が持つ分光反射率特性において第1の色糸よりも反射率が高い波長域と略同一の波長域を持った光である。撮像部は、縫製品の検査対象面を撮像する。そして、第1の欠陥検出装置は、照明部に、縫製品に対して第1照明光を照射させ、この状態で、撮像部に、縫製品の検査対象面を撮像させて縫製品の第1画像データを取得させる。又、第1の欠陥検出装置は、撮像部に取得させた第1画像データ、又は第1画像データに画像処理を施すことにより生成された処理画像データに基づいて、欠陥を検出する。
本実施形態に係る欠陥検出装置及び欠陥検出方法はそれぞれ、縫製品に用いられている縫い糸に生じた欠陥を検出する装置及び方法であり、2種類の色糸が縫い糸として用いられている縫製品の検査に特に適している。縫製品として、例えばエアバッグ等が挙げられる。
図1は、縫製品の一例であるサイドエアバッグBの背面図である。又、図1には、Ia領域の拡大図も示されている。サイドエアバッグBは、所定形状の2枚のシート100を重ねて縫い合わせることにより形成されている。尚、図1では、表地のシート100は、裏地のシート100で隠れている。本実施形態において、シート100には、白色系の基材が用いられている。

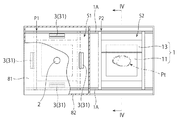
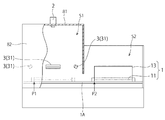
図2及び図3はそれぞれ、本発明の実施形態に係る欠陥検出装置の平面図及び正面図である。欠陥検出装置は、ワークホルダ1と、撮像部2と、照明部3とを備えている。ワークホルダ1は、検査対象物を保持する機能を有している。
次に、欠陥検出装置の制御部7が行う具体的な制御について、図7に示されたフローチャートに沿って説明する。
先ず、検査対象物である縫製品がワークホルダ1にセットされると、制御部7は、画像取得プログラムを記憶部6から読み出して実行し、その画像取得プログラムに基づいて、ワークホルダ1、撮像部2、及び照明部3を制御する。
第1画像データDa1及び第2画像データDa2が取得されると、ステップS14において、制御部7は、画像処理プログラムを記憶部6から読み出して実行し、その画像処理プログラムに基づいて、画像処理部4を制御する。具体的には、制御部7は、画像処理部4に、第1画像データDa1及び第2画像データDa2に対する画像処理を実行させることにより、処理画像データDpを生成させる。尚、画像処理プログラムの読出しは、画像取得プログラムの読出し時に行われてもよい。
処理画像データDpが生成されると、制御部7は、ステップS15(図7参照)において、欠陥検出プログラムを記憶部6から読み出して実行し、その欠陥検出プログラムに基づいて、欠陥検出部5を制御する。尚、欠陥検出プログラムの読出しは、画像取得プログラムの読出し時又は画像処理プログラムの読出し時に行われてもよい。
[4−1]第1変形例
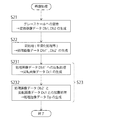
上記欠陥検出装置を応用することにより、縫製品において縫い糸として用いられている2種類の色糸を別個に抽出し、各色糸について欠陥を検出することが可能となる。一例として、上糸102Aが黒色系の色糸であり、且つ下糸102Bが赤色系の色糸である縫製品において、上糸102Aと下糸102Bとを別個に抽出し、各色糸について欠陥を検出する場合について説明する。
上記欠陥検出装置を応用することにより、縫製品の基材として黒色系のものが用いられている場合にも、色の異なる2種類の縫い糸(第1及び第2の色糸)に生じた欠陥を検出することが出来る。この場合、第2照明光として、第1及び第2の色糸がそれぞれ持つ分光反射率特性の何れにおいても反射率が高い波長域を対象として、その波長域と略同一の波長域を持った光が用いられる。尚、第1照明光は、上記実施形態と同様、第1の色糸が持つ分光反射率特性において反射率が低くて且つ第2の色糸が持つ分光反射率特性において第1の色糸よりも反射率が高い波長域を対象として、その波長域と略同一の波長域を持った光である。
上記欠陥検出装置において、縫い糸として用いられた色糸が持つ分光反射率特性に限らず、それらの色糸が持つ分光透過率特性が、縫い糸に生じた欠陥の検出に利用されてもよい。この場合、上述した実施形態及び変形例において「反射率」が「透過率」に読み替えられる。又、照明部3の透過照明部が、第1照明光と第2照明光とを、検査対象物である縫製品の検査対象面に対して縫製品の背後から選択的に照射することになる。本変形例によれば、分光反射率特性を利用した場合と同様、第1及び第2の色糸を別個に抽出し、各色糸について欠陥を検出することが出来る。
1A ガイドレール
11 検査テーブル
11a 載置面
13 押え板
2 撮像部
3 照明部
4 画像処理部
41 変換処理部
42 前処理部
43 演算処理部
431 反転処理部
432 加算処理部
5 欠陥検出部
6 記憶部
7 制御部
81 天井壁
82 前面壁
100 シート
100a 外周縁
101、102 縫合線
101A、102A 上糸
101B、102B 下糸
101P、102P 縫い目
B サイドエアバッグ
S1 撮像空間
S2 作業空間
Pt 所定位置
P1、P2 停止位置
Da1 第1画像データ
Da2 第2画像データ
Db1、Db2 変換画像データ
Db1’、Db2’ 処理画像データ
Dc1 反転画像データ
Dp 処理画像データ
Wr1、Wr2、Wr3 波長域
S11、S12、S13、S14、S15 ステップ
S21、S22、S23、S231、S232 ステップ
Claims (7)
- 第1の色糸と、前記第1の色糸とは色が異なる第2の色糸とが、縫い糸として用いられている縫製品において、前記縫い糸に生じた欠陥を検出する欠陥検出装置であって、
前記第1の色糸が持つ分光反射率特性において反射率が低くて且つ前記第2の色糸が持つ分光反射率特性において前記第1の色糸よりも反射率が高い波長域と略同一の波長域を持った第1照明光を、前記縫製品の検査対象面に対して照射する照明部と、
前記縫製品の前記検査対象面を撮像する撮像部と
を備え、
前記照明部に、前記縫製品に対して前記第1照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第1画像データを取得させ、
前記撮像部に取得させた前記第1画像データ、又は前記第1画像データに画像処理を施すことにより生成された処理画像データに基づいて、前記欠陥を検出する、欠陥検出装置。 - 画像処理部と、欠陥検出部と、制御部とを更に備え、
前記照明部は、前記第1及び前記第2の色糸がそれぞれ持つ分光反射率特性の何れにおいても反射率が低い波長域、又は前記第1及び前記第2の色糸がそれぞれ持つ分光反射率特性の何れにおいても反射率が高い波長域の何れかと略同一の波長域を持った第2照明光と、前記第1照明光とを、前記縫製品の前記検査対象面に対して選択的に照射することが可能である、請求項1に記載の欠陥検出装置であって、
前記制御部は、
(i)前記照明部に、前記縫製品に対して前記第1照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第1画像データを取得させる制御と、
(ii)前記照明部に、前記縫製品に対して前記第2照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第2画像データを取得させる制御と、
(iii)前記画像処理部に、前記第1画像データ及び前記第2画像データに対する画像処理を実行させることにより、処理画像データを生成させる制御と、
(iv)前記欠陥検出部に、前記処理画像データに基づいて前記欠陥を検出させる制御と
を行い、
前記制御(iii)では、前記画像処理部は、前記制御(i)で得られた前記第1画像データと、前記制御(ii)で得られた前記第2画像データとを用いることにより、前記第1及び前記第2の色糸のうちの何れか一方の色糸のみが抽出された画像データを、前記処理画像データとして生成する、欠陥検出装置。 - 第1の色糸と、前記第1の色糸とは色が異なる第2の色糸とが、縫い糸として用いられている縫製品において、前記縫い糸に生じた欠陥を検出する欠陥検出装置であって、
前記第1の色糸が持つ分光透過率特性において透過率が低くて且つ前記第2の色糸が持つ分光透過率特性において前記第1の色糸よりも透過率が高い波長域と略同一の波長域を持った第1照明光を、前記縫製品の検査対象面に対して前記縫製品の背後から照射する照明部と、
前記縫製品の前記検査対象面を撮像する撮像部と
を備え、
前記照明部に、前記縫製品に対して前記第1照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第1画像データを取得させ、
前記撮像部に取得させた前記第1画像データ、又は前記第1画像データに画像処理を施すことにより生成された処理画像データに基づいて、前記欠陥を検出する、欠陥検出装置。 - 画像処理部と、欠陥検出部と、制御部とを更に備え、
前記照明部は、前記第1及び前記第2の色糸がそれぞれ持つ分光透過率特性の何れにおいても透過率が低い波長域、又は前記第1及び前記第2の色糸がそれぞれ持つ分光透過率特性の何れにおいても透過率が高い波長域の何れかと略同一の波長域を持った第2照明光と、前記第1照明光とを、前記縫製品の前記検査対象面に対して前記縫製品の背後から選択的に照射することが可能である、請求項3に記載の欠陥検出装置であって、
前記制御部は、
(i)前記照明部に、前記縫製品に対して前記第1照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第1画像データを取得させる制御と、
(ii)前記照明部に、前記縫製品に対して前記第2照明光を照射させ、この状態で、前記撮像部に、前記縫製品の前記検査対象面を撮像させて前記縫製品の第2画像データを取得させる制御と、
(iii)前記画像処理部に、前記第1画像データ及び前記第2画像データに対する画像処理を実行させることにより、処理画像データを生成させる制御と、
(iv)前記欠陥検出部に、前記処理画像データに基づいて前記欠陥を検出させる制御と
を行い、
前記制御(iii)では、前記画像処理部は、前記制御(i)で得られた前記第1画像データと、前記制御(ii)で得られた前記第2画像データとを用いることにより、前記第1及び前記第2の色糸のうちの何れか一方の色糸のみが抽出された画像データを、前記処理画像データとして生成する、欠陥検出装置。 - 前記制御(iii)において、前記画像処理部は、
(A)前記第1画像データ及び前記第2画像データについて、それらに含まれる画素値をグレースケールに変換することにより、2つの変換画像データを生成する処理と、
(B)前記処理(A)により生成された前記2つの変換画像データを用いて、これらの合成処理を行うことにより前記処理画像データを生成する処理と
を行う、請求項2又は4に記載の欠陥検出装置。 - 第1の色糸と、前記第1の色糸とは色が異なる第2の色糸とが、縫い糸として用いられている縫製品において、前記縫い糸に生じた欠陥を検出する欠陥検出方法であって、
前記第1の色糸が持つ分光反射率特性において反射率が低くて且つ前記第2の色糸が持つ分光反射率特性において前記第1の色糸よりも反射率が高い波長域と略同一の波長域を持った第1照明光を、前記縫製品の検査対象面に対して照射し、この状態で、前記縫製品の前記検査対象面を撮像して前記縫製品の第1画像データを取得するステップと、
取得した前記第1画像データ、又は前記第1画像データに画像処理を施すことにより生成された処理画像データに基づいて、前記欠陥を検出するステップと
を有する、欠陥検出方法。 - 第1の色糸と、前記第1の色糸とは色が異なる第2の色糸とが、縫い糸として用いられている縫製品において、前記縫い糸に生じた欠陥を検出する欠陥検出方法であって、
前記第1の色糸が持つ分光透過率特性において透過率が低くて且つ前記第2の色糸が持つ分光透過率特性において前記第1の色糸よりも透過率が高い波長域と略同一の波長域を持った第1照明光を、前記縫製品の検査対象面に対して前記縫製品の背後から照射し、この状態で、前記縫製品の前記検査対象面を撮像して前記縫製品の第1画像データを取得するステップと、
取得した前記第1画像データ、又は前記第1画像データに画像処理を施すことにより生成された処理画像データに基づいて、前記欠陥を検出するステップと
を有する、欠陥検出方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014069358A JP6220714B2 (ja) | 2014-03-28 | 2014-03-28 | 欠陥検出装置及び欠陥検出方法 |
| CN201580017050.3A CN106461567B (zh) | 2014-03-28 | 2015-03-17 | 缺陷检测装置以及缺陷检测方法 |
| PCT/JP2015/001457 WO2015146063A1 (ja) | 2014-03-28 | 2015-03-17 | 欠陥検出装置及び欠陥検出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014069358A JP6220714B2 (ja) | 2014-03-28 | 2014-03-28 | 欠陥検出装置及び欠陥検出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015190898A true JP2015190898A (ja) | 2015-11-02 |
| JP6220714B2 JP6220714B2 (ja) | 2017-10-25 |
Family
ID=54194614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014069358A Active JP6220714B2 (ja) | 2014-03-28 | 2014-03-28 | 欠陥検出装置及び欠陥検出方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6220714B2 (ja) |
| CN (1) | CN106461567B (ja) |
| WO (1) | WO2015146063A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180067205A (ko) * | 2016-12-12 | 2018-06-20 | 엘림광통신 주식회사 | 직조기 니들 오류 검출 프로그램이 기록된 컴퓨터 판독 가능한 기록매체 |
| KR20180067219A (ko) * | 2016-12-12 | 2018-06-20 | 엘림광통신 주식회사 | 직조기 니들 오류 검출 장치 |
| WO2021250736A1 (ja) * | 2020-06-08 | 2021-12-16 | 日本電気株式会社 | エアバッグ検査装置、エアバッグ検査システム、エアバッグ検査方法および記録媒体 |
| WO2022137748A1 (ja) * | 2020-12-23 | 2022-06-30 | 株式会社前川製作所 | 対象検出装置、機械学習実行装置、対象検出プログラム及び機械学習実行プログラム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6312756A (ja) * | 1986-06-28 | 1988-01-20 | 日産自動車株式会社 | 縫製欠陥検出装置 |
| JPH10512331A (ja) * | 1995-01-12 | 1998-11-24 | モナーク・ニッティング・マシーナリー・コーポレーション | 靴下の検査および等級付け装置ならびに靴下の検査方法 |
| JPH1190077A (ja) * | 1997-09-16 | 1999-04-06 | Toyota Central Res & Dev Lab Inc | 縫い目検査装置 |
| JP2012112688A (ja) * | 2010-11-22 | 2012-06-14 | Seiko Epson Corp | 検査装置 |
| JP2013148554A (ja) * | 2012-01-23 | 2013-08-01 | Toyota Motor Corp | 電極基材の検査方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3707321C1 (de) * | 1987-03-07 | 1988-06-16 | Pfaff Ind Masch | Naehmaschine mit einem Fadenwaechter fuer den Faden der Spule |
| JPH0292391A (ja) * | 1988-09-29 | 1990-04-03 | Aisin Seiki Co Ltd | ミシンの布端検出装置 |
| JPH0716376A (ja) * | 1993-06-30 | 1995-01-20 | Mitsubishi Rayon Co Ltd | ミシン目目飛び検査装置 |
| JP3576083B2 (ja) * | 2000-09-06 | 2004-10-13 | ペガサスミシン製造株式会社 | 縫製不良検出装置 |
| JP2006262978A (ja) * | 2005-03-22 | 2006-10-05 | Matsuya R & D:Kk | 本縫いミシンの目飛び・空縫い検知装置 |
| JP2008237315A (ja) * | 2007-03-26 | 2008-10-09 | Juki Corp | ミシン |
| JP5064539B2 (ja) * | 2009-11-13 | 2012-10-31 | 木下精密工業株式会社 | 縫製装置の目飛び糸切れチェック装置 |
-
2014
- 2014-03-28 JP JP2014069358A patent/JP6220714B2/ja active Active
-
2015
- 2015-03-17 WO PCT/JP2015/001457 patent/WO2015146063A1/ja active Application Filing
- 2015-03-17 CN CN201580017050.3A patent/CN106461567B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6312756A (ja) * | 1986-06-28 | 1988-01-20 | 日産自動車株式会社 | 縫製欠陥検出装置 |
| JPH10512331A (ja) * | 1995-01-12 | 1998-11-24 | モナーク・ニッティング・マシーナリー・コーポレーション | 靴下の検査および等級付け装置ならびに靴下の検査方法 |
| JPH1190077A (ja) * | 1997-09-16 | 1999-04-06 | Toyota Central Res & Dev Lab Inc | 縫い目検査装置 |
| JP2012112688A (ja) * | 2010-11-22 | 2012-06-14 | Seiko Epson Corp | 検査装置 |
| JP2013148554A (ja) * | 2012-01-23 | 2013-08-01 | Toyota Motor Corp | 電極基材の検査方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180067205A (ko) * | 2016-12-12 | 2018-06-20 | 엘림광통신 주식회사 | 직조기 니들 오류 검출 프로그램이 기록된 컴퓨터 판독 가능한 기록매체 |
| KR20180067219A (ko) * | 2016-12-12 | 2018-06-20 | 엘림광통신 주식회사 | 직조기 니들 오류 검출 장치 |
| KR101968250B1 (ko) | 2016-12-12 | 2019-04-11 | 주식회사 세파테크놀로지 | 직조기 니들 오류 검출 프로그램이 기록된 컴퓨터 판독 가능한 기록매체 |
| KR101968252B1 (ko) | 2016-12-12 | 2019-08-13 | 주식회사 세파테크놀로지 | 직조기 니들 오류 검출 장치 |
| WO2021250736A1 (ja) * | 2020-06-08 | 2021-12-16 | 日本電気株式会社 | エアバッグ検査装置、エアバッグ検査システム、エアバッグ検査方法および記録媒体 |
| WO2022137748A1 (ja) * | 2020-12-23 | 2022-06-30 | 株式会社前川製作所 | 対象検出装置、機械学習実行装置、対象検出プログラム及び機械学習実行プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6220714B2 (ja) | 2017-10-25 |
| CN106461567B (zh) | 2019-07-23 |
| CN106461567A (zh) | 2017-02-22 |
| WO2015146063A1 (ja) | 2015-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6917781B2 (ja) | 画像検査装置 | |
| JP6220714B2 (ja) | 欠陥検出装置及び欠陥検出方法 | |
| JP4826750B2 (ja) | 欠陥検査方法およびその方法を用いた欠陥検査装置 | |
| JP4060750B2 (ja) | 撮像検査システム | |
| JP6967373B2 (ja) | 画像検査装置 | |
| JP2020187657A (ja) | 画像検査装置 | |
| JP7188870B2 (ja) | 画像検査装置 | |
| KR101721965B1 (ko) | 투명 기판의 외관 검사 장치 및 외관 검사 방법 | |
| JP2009097922A (ja) | 外観検査方法及び外観検査装置 | |
| WO2011086634A1 (ja) | 液晶パネル検査方法及び装置 | |
| JP6917780B2 (ja) | 画像検査装置 | |
| JPWO2020071162A1 (ja) | 教師データ生成装置、検査装置およびコンピュータプログラム | |
| JP2007278915A (ja) | 工具欠陥検査装置と工具欠陥検査方法 | |
| US20230342909A1 (en) | System and method for imaging reflecting objects | |
| JP5773741B2 (ja) | 透明体ボトルの外観検査装置及び外観検査方法 | |
| JP2006313147A (ja) | 欠陥検査方法およびその方法を用いた欠陥検査装置 | |
| JP4184511B2 (ja) | 金属試料表面の欠陥検査方法及び装置 | |
| JP2018205000A (ja) | 画像検査装置 | |
| JP2018204995A (ja) | 画像検査装置 | |
| JP2013210227A (ja) | 光透過性成形品の外観検査装置 | |
| JP2013108879A (ja) | 周期性パターンの欠陥検査方法および周期性パターンの欠陥検査装置 | |
| JP2018204996A (ja) | 画像検査装置 | |
| JP6220715B2 (ja) | 欠陥検出装置 | |
| JP2018204999A (ja) | 画像検査装置 | |
| JP2018205001A (ja) | 画像検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171002 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6220714 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |