JP2015143181A - ガラス板の位置決め装置 - Google Patents
ガラス板の位置決め装置 Download PDFInfo
- Publication number
- JP2015143181A JP2015143181A JP2014261408A JP2014261408A JP2015143181A JP 2015143181 A JP2015143181 A JP 2015143181A JP 2014261408 A JP2014261408 A JP 2014261408A JP 2014261408 A JP2014261408 A JP 2014261408A JP 2015143181 A JP2015143181 A JP 2015143181A
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- brush
- pusher
- moved
- brush conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Abstract
【課題】搬送されたガラス板を次の加工工程へ搬入する際にガラス板の位置決めを行うガラス板の位置決め装置を提供すること。
【解決手段】位置決め装置1には、中央域をX方向に貫いて直線状にX方向に伸びたガラス板2の搬送ライン3が設けられており、搬送ライン3に沿ってブラシコンベア4が配置されている。ブラシコンベア4は、夫々搬送ライン3に沿って伸びていると共にX方向に対して直交するY方向において並設された複数個のベルトブラシコンベア12を具備しており、ガラス板2は、ベルトブラシコンベア12上に水平支持されて搬送ライン3をX方向に直線搬送される。
【選択図】図1
Description
本発明は、搬送されたガラス板を次の加工工程へ搬入する際にガラス板の位置決めを行うガラス板の位置決め装置に関する。
具体的には、本発明は、例えば、ガラス板に折割り用の切線を入れる切断装置、即ち、スクライブ装置に又はガラス板の折割り後に周縁エッヂを研削加工する研削装置等にガラス板を搬入する際に、ガラス板の位置決めを行う位置決め装置に関する。
また、本発明は、具体的には、矩形状の外形をもったガラス板に対して互いに直交するX方向Y方向に位置決めを行う位置決め装置に係る。
ガラス板の位置決め装置は、従来では、特許文献1に記載のように、ブラシコンベアによって搬送されるガラス板をストッパーに当接させて停止させ、搬送方向のガラス板の位置決めを行い、ガラス板の搬送中にプッシャーをガラス板の端部に当接させて搬送方向と直交する方向に斯かるプッシャーによりガラス板を移動させて搬送方向と直交する方向のガラス板の位置決めを行うようになっている。
しかしながら、実公昭62−2187号に記載の位置決め装置では、厚さが0.02mm等極めて薄く且つサイズが1200mm×1200mmのように大きいガラス板の場合、搬送されるガラス板をストッパーに当てて停止させると、ガラス板が容易に曲がり、ガラス板の精確な位置決めが困難であり、安定した位置決めができない虞があり、また、斯かる厚さが薄いガラス板をブラシコンベアで搬送中に、搬送方向に直交する方向からプッシャーをガラス板の端部に押し当てガラス板を搬送方向と直交する方向に移動させても、ガラス板の搬送がブラシコンベアによって行われるため、搬送方向と直交する方向の位置決め状態の維持の安定に問題がある。
本発明は、上述の如き従来の位置決め装置の問題点に鑑み、これを解決すべく案出されたものであり、その目的とするところは、1000mm×1000mmを越える寸法にして厚み0.2mmを含むような薄板ガラスにおいても、搬送方向及び搬送方向と直交する方向のいずれに対しても正確に位置決めを行えるガラス板の位置決め装置を提供するにある。
本発明のガラス板の位置決め装置は、載置されたガラス板をX方向に搬送するブラシコンベアと、このブラシコンベアによるガラス板の搬送の停止中であってブラシコンベアに載置されたガラス板をX方向に直交するY方向に移動させるプッシャー手段と、このプッシャー手段によるガラス板のY方向への移動後、ガラス板をX方向に移動させるX方向移動手段と、このX方向移動手段によって移動させられるガラス板の前端縁及び後端縁のうちの少なくとも一方を検出するセンサーと具備しており、センサーにより検出されたガラス板の前端縁及び後端縁のうちの少なくとも一方に基づいてガラス板のX方向の位置を決定するようになっている。
また、本発明のガラス板の位置決め装置は、ガラス板の搬送通路を形成すると共に載置されたガラス板を搬送方向であるX方向に直線搬送するように、X方向に直交するY方向に列設された複数個のブラシコンベアユニットと、搬送停止中のブラシコンベアユニット上の静止中のガラス板をY方向に移動させるプッシャーと、ブラシコンベアユニット間のY方向の間隔をもって配された上下動可能な複数の吸着パットを有すると共にプッシャーによるガラス板のY方向の移動後、これら吸着パットを上昇させてブラシコンベアユニット上のガラス板を吸着し、吸着したガラス板を搬送通路に沿ってX方向に移動させるX方向移動手段と、このX方向移動手段によって移動させられるガラス板の前端縁及び後端縁のうちの少なくとも一方を検出するセンサーとを備えており、搬送停止中のブラシコンベアユニット上の静止中のガラス板に対してプッシャーをY方向に移動させて当該プッシャーをガラス板の側端縁に当接させてガラス板をブラシコンベアユニットに対してY方向に移動させることによりブラシコンベアユニットのブラシの曲げ反力を生じさせ、このブラシの曲げ反力によってガラス板の側端縁をプッシャーに当接させた状態でガラス板のY方向の位置決めを行うと共に吸着パットを上昇させてガラス板を吸着し、ガラス板を吸着した状態でX方向に吸着パットを移動させ、この吸着パットのX方向の移動中においてセンサーによって検出されたガラス板の前端縁及び後端縁のうちの少なくとも一方に基づいてガラス板のX方向の位置を決定するようになっている。
本発明のガラス板の位置決め装置は、好ましい例では、センサーによって検出されたガラス板の前端縁に基づいてガラス板のX方向の位置を決定するようになっている。
本発明の位置決め装置によれば、例えば、ガラス板がブラシコンベアに支持されて搬送方向に沿って搬送され、位置決め位置に達し、ブラシコンベアの停止に従ってガラス板が静止すると、ガラス板の搬送通路の側方から、プッシャーが搬送方向に直交したY方向に移動し、ガラス板の側端縁に当接し、ガラス板をY方向に移動させ、このガラス板の移動で、ガラス板を支える層状に配されたブラシ毛が曲げられ、ブラシ毛に曲げ反力が生じ、ガラス板はブラシ毛の曲げ反力を受け、プッシャーを押し返すようにして、プッシャーに正確に接し、ガラス板の正確なY方向の位置決めが行われると同時に、このY方向の位置決め状態にあるガラス板を、X方向移動手段の吸着パットが吸着し、Y方向に位置決めされたガラス板をX方向に移動させ、この吸着パットに吸着されX方向に移動されるガラス板においては、このX方向の移動中において、その前端縁がセンサーによって検出され、X方向の位置決めが行われる結果、ガラス板のX方向及びY方向の位置決めが精確に行われ、而して、1000mm×1000mmを越える寸法にして厚み0.2mmを含むような薄板ガラスにおいても、搬送方向及び搬送方向と直交する方向のいずれに対しても正確に位置決めを行えるガラス板の位置決め装置を提供することができる。
以下、本発明の好ましい具体例を図面に基づいて説明する。本発明は、斯かる具体例に限定されない。
図1から図7において、例えばガラス板切断機、即ち前段のスクライブ装置に連設された位置決め装置1には、中央域をX方向に貫いて直線状にX方向に伸びたガラス板2の搬送ライン3が設けられており、搬送ライン3に沿ってブラシコンベア4が配置されている。ブラシコンベア4は、夫々搬送ライン3に沿って伸びていると共にX方向に対して直交するY方向において並設された複数個、即ち、8〜10個のベルトブラシコンベア12を具備しており、ガラス板2は、ベルトブラシコンベア12上に水平支持されて搬送ライン3をX方向に直線搬送される。
位置決め装置1は、ベルトブラシコンベア12により位置決め位置(図2に示す位置)に搬送されてこの位置決め位置で停止したガラス板2に対して、先ず、ベルトブラシコンベア12上において搬送ライン3に直交するY方向の位置決めを行うプッシャー手段7と、Y方向の位置決めをされたガラス板2を下から吸着して、ベルトブラシコンベア12と同様に搬送ライン3に沿ったX方向のガラス板2の移動を行うX方向移動手段8と、ガラス板2のX方向の位置を決定するべく、X方向移動手段8によってX方向に吸着搬送されるガラス板2の前端縁79を検出するレーザセンサー等のセンサー11とを備える。
ガラス板2を水平にして搬送ライン3に沿ってガラス板2を直線搬送すると共に互いにY方向の間隔13をもって並列配置されて下横断フレーム14に架設されているベルトブラシコンベア12の夫々は、歯付ベルト15の背面16にブラシ毛を植設したブラシベルト17と、ブラシベルト17を歯付側18で平面支持し且つブラシベルト17の走行を案内するコンベアフレーム19と、コンベアフレーム19の前後端に設けられた歯付プーリー20A及び20Bとを備えており、歯付ベルト15は、歯付プーリー20A及び20Bに噛合うと共に適切な張力をもって歯付プーリー20A及び20Bに掛け回されている。並設された9基のベルトブラシコンベア12の駆動プーリー20Aは、軸受28によりフレーム14に回転自在に支持されている共通の駆動シャフト27に固定されて駆動シャフト27と一体となって回転駆動されるようになっており、駆動シャフト27は、その一端において取付けられた受動プーリー29及び歯付ベルトを介して駆動モータ30の出力回転軸に連結されており、サーボモータである駆動モータ30は、数値制御命令によって運転されるようになっている。
ブラシベルト17のブラシ毛は、本体となる歯付ベルト15の背面16に全周に渡ってブラシ毛束25単位で間隔を保って直線状、千鳥状又は格子状に配置されて植毛されており、通常、ブラシ毛径は、0.2mm、ブラシ毛束25のブラシ毛数は、約100本、ブラシ毛束25の毛丈は、7〜10mm、ブラシ毛束25の配設間隔は、約10mm、そして、千鳥状の配設では、ブラシ毛束25の間隔は、約5mmであり、ブラシ毛の材質は、ナイロン樹脂であり、而して、ブラシ毛束25からなるブラシ層24は、腰の強いブラシ毛の林立層となっている。
プッシャー手段7は、位置決め位置におけるガラス板2の搬送通路21の片側23において基台40から立設された本体枠41の縦フレーム42に懸吊されて設けられている。
本体枠41は、基台40の各隅部から立設した支柱33と、基台40の前後であってベルトブラシコンベア12の上方及び下方においてこれらベルトブラシコンベア12を横切って支柱33に架設した上横断フレーム31及び下横断フレーム14と、ガラス板2の搬送通路21、即ち、並設されたベルトブラシコンベア12の両側であってベルトブラシコンベア12及びガラス板2の搬送ライン3より上方において支柱33に架設されたフレーム42とを具備している。
一方の縦フレーム42に懸吊姿勢で取付けられているプッシャー手段7は、縦フレーム42の下側に取付けられていると共にY方向に伸びたフレーム枠43と、フレーム枠43の両側面の夫々にY方向に伸びて且つベルトブラシコンベア12の上面に平行に取付けられたガイドレール44と、夫々のガイドレール44にスライドブロック45を介してY方向に移動自在に保持されたY方向移動ブラケット46と、フレーム枠43の内方においてY方向に伸びて設けられた送りネジ47と、送りネジ47に螺合されていると共にY方向移動ブラケット46に連結したナットブロック48と、フレーム枠43の端面に取付けられていると共に送りネジ47に連結した出力回転軸を有した駆動モータ49と、Y方向移動ブラケット46の下向鉛直突設板部50に上下動自在に並設されているスライドテーブル51と、スライドテーブル51に取付けられたブラケット52と、下向鉛直突設板部50に対してブラケット52を上下動させるために、Y方向移動ブラケット46及びブラケット52間に設けたエアーシリンダ装置53Aと、Y方向移動ブラケット46の下面に取付けられていると共に搬送ライン3に沿って且つベルトブラシコンベア12の上面に平行に長く伸びた長尺のフラットブラケット53と、フラットブラケット53の下面にX方向に間隔をもって突設された2基のプッシャーロール54とを備える。
X方向移動手段8は、ガラス板2の搬送ライン3に沿ったガラス板の搬送通路21の中央域56の複数個のベルトブラシコンベア12を挟んだ両側のベルトブラシコンベア12間の隙間57の夫々において且つベルトブラシコンベア12の上面より下方において1個ずつ配した少なくとも2基の吸着パット58と、ベルトブラシコンベア12の下方において吸着パット58の夫々をエアースライド装置59の夫々を介して支持する横断ブラケット60と、横断ブラケット60を介して吸着パット58をX方向に沿って直線往復動させる移動装置61とを備える。
移動装置61は、本体枠41の前端から後端までガラス板搬送ライン3に沿って基台40に設けたレール台62と、レール台62にX方向に沿って伸び且つ上下方向に間隔をもって並設した2本のガイドレール63と、ガイドレール63間においてガイドレール63に沿って並設されたラック64と、ガイドレール63にスライドブロック65を介してX方向に移動自在に保持された移動台66と、出力軸にピニオンギア67が装着されていると共にピニオンギア67をラック64にかみ合わせた状態で移動台66に取付けられた駆動モータ68とを備えており、数値制御駆動される駆動モータ68の出力回転軸の回転により、移動台66及び横断ブラケット60を介して吸着パット58を数値制御してX方向に移動させるようになっている。
Y方向に位置決めされたガラス板2のX方向移動手段8の吸着によるX方向の移動中において、ガラス板2の前端縁79を検出してX方向の位置決めを行うレーザビームセンサーからなるセンサー11は、本体枠41の上横断フレーム31にブラケット35を介して下向きにセットされている。
例えばガラス板2の周縁エッヂを研削加工する研削装置が後段に連設された図6から図9に示す他の例の位置決め装置80は、前述の位置決め装置1と同じように、X方向に伸びた直線状のガラス板2の搬送ライン3に沿って配設されたブラシコンベア4を具備しており、ブラシコンベア4は、X方向に直交するY方向に列設された複数個のブラシコンベアユニット81を具備しており、ブラシコンベアユニット81の夫々は、互いにX方向に間隔をもって配設された複数個のロールブラシ82からなるロールブラシコンベア83により形成されている。
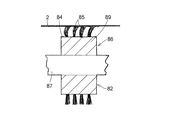
ロールブラシ82の夫々は、胴体89及び胴体89の円筒状の外周84に間隔をもって植設されたブラシ毛束85を具備したブラシロール体86と、ブラシロール体86の複数個がY方向に互いに間隔をもって固定されたシャフト87と、シャフト87の一端に固定されていると共に回転駆動力を受容する受動プーリ90とを具備しており、水平に伸びたシャフト87は、軸受88を介して突設はり114に回転自在に支持されている。
複数のロールブラシ82は、ガラス板2の搬送ライン3に合せて互いに間隔をもって列設されて、ロールブラシコンベア83を形成しており、ロールブラシコンベア83は、ガラス板2の搬送通路91を形成している。
ロールブラシコンベア83には、Y方向の中央域93において、ロールブラシ82の部分が省かれてX方向に伸びた空間95が形成されており、空間95においては、ロールブラシコンベア83は、空間95を挟んで両側115の夫々において別々に配設されて別々に回転駆動されるようになっており、両側115に配設されたロールブラシコンベア83の各シャフト87は、両側夫々において配設されたフレーム116から互いに内方に突設された突設はり114に軸受88を介して片持的に回転自在に支持されている。
空間95を挟んで両側115において夫々列設されたロールブラシ82のブラシロール体86の夫々に対応するシャフト87の一端には、受動プーリ90が固着されており、受動プーリ90と駆動モータ120の出力回転軸に固着された駆動プーリ119とには、ベルト131が掛け回されており、駆動モータ120の作動によるその出力回転軸の回転によって、ブラシロール体86の夫々は、駆動プーリ119の回転、ベルト131の走行及び受動プーリ90の回転を介して、回転されるようになっている。
入込みのロールブラシコンベア130からロールブラシコンベア83に支持されて位置決め位置に搬送されたガラス板2のその搬送方向(X方向)に直交するY方向の位置決めを行うプッシャー手段117は、プッシャー手段7と略同様に構成されているが、ガラス板2に当接してガラス板2をY方向に移動させるプッシャーロール54を取付けたフラットブラケット53を上下させるスライドテーブル51、ブラケット52及びエアーシリンダ装置53Aを備えてなく、Y方向移動ブラケット46の下向鉛直突設板部50にフラットブラケット53を介して取付けられたプッシャーロール54は、昇降手段102により上昇されたガラス板2が移動装置103によりX方向に移動させられる際に、ガラス板2のこのX方向の移動がプッシャーロール54に沿って行われるようにするために、ロールブラシ82とロールブラシ82との間に配されている。
ブラシコンベア4により位置決め位置に搬送されたガラス板2に対してプッシャー手段117のフラットブラケット53がガラス板2の搬送方向に直交するY方向に移動され、プッシャーロール54がガラス板2の側端縁9に当接され、ガラス板2をY方向に移動させると、ガラス板2を支えているブラシ毛束85が曲げられ、ブラシ毛束85に反力が生じ、ブラシ毛束25の反力によってガラス板2はプッシャーロール54を押し返し、ガラス板2の側端縁9は2個のプッシャーロール54に正確に添え当り、正確なY方向の位置決めが行われる。
Y方向の位置決めを完了したガラス板2を下から吸着して持上げてX方向移動を行うようにロールブラシコンベア83より下方に配設されているX方向移動手段96は、X方向のロールブラシ82間の隙間97においてロールブラシ82に沿って配置されている複数個のフレーム桟98と、これらフレーム桟98の夫々に取付けられた複数個の吸着パット100と、空間95においてロールブラシコンベア83より下方に配されていると共に上端にフレーム桟98が取付られた昇降台101と、昇降台101を昇降させる昇降手段102と、昇降台101をX方向に移動させる移動装置103とを備えている。
昇降手段102は、移動台110に上下方向に伸びて並列に取付けられた一対のガイドレール112と、ガイドレール112に上下スライドさせるスライドブロックを介して取付けられた昇降台101と、昇降台101及び移動台110間に介装されていると共に動作により昇降台101のガイドレール112に案内される昇降を行わせるエアーシリンダ装置113とを具備している。昇降台101の上端に取付けられたフレーム桟98及びフレーム桟98の夫々に取付けられた吸着パット100は、エアーシリンダ装置113の作動によりロールブラシコンベア83に対してその上方位置及び下方位置間を昇降するようになっている。
移動装置103は、位置決め装置80の前部104から後設の研削装置(図示無し)までガラス板2の搬送ライン3に沿って基台105に縦設されたレール台106と、レール台106にX方向に沿って並設された2本のガイドレール107と、ガイドレール107間においてガイドレール107に沿って設けられた送りネジ108と、スライドブロック109を介してスライド移動自在にガイドレール107に保持されていると共に送りネジ108にナットブロックを介して連結された移動台110と、送りネジ108の一端に連結した出力回転軸を有すると共に数値制御運転される駆動モータ111とを備える。
X方向移動手段96は、プッシャー手段7によってロールブラシコンベア83においてY方向に位置決めされたガラス板2を昇降手段102の作動によってフレーム桟98、延いては吸着パット100を上昇させて吸着パット100でガラス板2を下面から吸着して、更にフレーム桟98の上昇でフレーム桟98をロールブラシコンベア83から上方に離れた上方位置まで上昇させ、この上昇状態で、移動装置103を動作させて、ガラス板2をX方向に移動させるようになっている。ガラス板2のこのX方向の移動において、ガラス板の前端縁121がセンサー122によって検出されることによりガラス板のX方向の位置が決定される一方、X方向移動手段96は、X方向の位置がこのようにして決定されたガラス板2を更にX方向に移動させて、次段の研削装置にガラス板2を渡し、次段の研削装置にガラス板2を渡した吸着パット100及びフレーム桟98をロールブラシコンベア83の上方を通って復帰させるようになっている。
ガラス板2が吸着パット58で吸着されてX方向移動される際には、ベルトブラシコンベア12も、吸着パット58と協働してガラス板2を支えてガラス板2を移動させるようになっている結果、ガラス板2がY方向の位置決め状態のとき、X方向移動手段96の吸着パット100がガラス板2を吸着し、位置決め姿勢を維持した状態でそのX方向移動手段96によりX方向移動させ、このX方向移動中にセンサー122によりガラス板2の前端縁121を検出してX方向の位置決めを行うためX方向の位置決めも正確に行われる。
プッシャー手段117によってY方向の位置決めされたガラス板2を、X方向移動手段96及びその吸着パット100により、吸着、持上げ、X方向移動をさせているときにおいて、ガラス板2の前端縁121を検出してX方向の位置決めを行うセンサー122の取付けは位置決め装置1と同一であり、省略する。
位置決め装置80は、位置決め装置1と同様に、ロールブラシコンベア83により搬送されて、ロールブラシコンベア83のブラシ毛束85により支えられたガラス板2に対してプッシャー手段117をガラス板2の搬送方向に直交するY方向に移動させて、ガラス板2のY方向の位置決めをブラシ毛束85の曲げ反力を利用して行い、Y方向の位置決めがされたガラス板2を吸着してX方向移動し、センサー122でガラス板2の前端縁121を検出してX方向の位置を決定するようになっている。
1 ガラス板位置決め装置
2 ガラス板
3 搬送ライン
4 ブラシコンベア
2 ガラス板
3 搬送ライン
4 ブラシコンベア
Claims (4)
- 載置されたガラス板をX方向に搬送するブラシコンベアと、このブラシコンベアによるガラス板の搬送の停止中であってブラシコンベアに載置されたガラス板をX方向に直交するY方向に移動させるプッシャー手段と、このプッシャー手段によるガラス板のY方向への移動後、ガラス板をX方向に移動させるX方向移動手段と、このX方向移動手段によって移動させられるガラス板の前端縁及び後端縁のうちの少なくとも一方を検出するセンサーと具備しており、センサーにより検出されたガラス板の前端縁及び後端縁のうちの少なくとも一方に基づいてガラス板のX方向の位置を決定するようにしたガラス板の位置決め装置。
- センサーにより検出されたガラス板の前端縁に基づいてガラス板のX方向の位置を決定するようにした請求項1に記載のガラス板の位置決め装置。
- ガラス板の搬送通路を形成すると共に載置されたガラス板を搬送方向であるX方向に直線搬送するように、X方向に直交するY方向に列設された複数個のブラシコンベアユニットと、搬送停止中のブラシコンベアユニット上の静止中のガラス板をY方向に移動させるプッシャーと、ブラシコンベアユニット間のY方向の間隔をもって配された上下動可能な複数の吸着パットを有すると共にプッシャーによるガラス板のY方向の移動後、これら吸着パットを上昇させてブラシコンベアユニット上のガラス板を吸着し、吸着したガラス板を搬送通路に沿ってX方向に移動させるX方向移動手段と、このX方向移動手段によって移動させられるガラス板の前端縁及び後端縁のうちの少なくとも一方を検出するセンサーとを備えており、搬送停止中のブラシコンベアユニット上の静止中のガラス板に対してプッシャーをY方向に移動させて当該プッシャーをガラス板の側端縁に当接させてガラス板をブラシコンベアユニットに対してY方向に移動させることによりブラシコンベアユニットのブラシの曲げ反力を生じさせ、このブラシの曲げ反力によってガラス板の側端縁をプッシャーに当接させた状態でガラス板のY方向の位置決めを行うと共に吸着パットを上昇させてガラス板を吸着し、ガラス板を吸着した状態でX方向に吸着パットを移動させ、この吸着パットのX方向の移動中においてセンサーによって検出されたガラス板の前端縁及び後端縁のうちの少なくとも一方に基づいてガラス板のX方向の位置を決定するようにしたガラス板の位置決め装置。
- センサーにより検出されたガラス板の前端縁に基づいてガラス板のX方向の位置を決定するようにした請求項3に記載のガラス板の位置決め装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014261408A JP2015143181A (ja) | 2013-12-27 | 2014-12-24 | ガラス板の位置決め装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013273592 | 2013-12-27 | ||
| JP2013273592 | 2013-12-27 | ||
| JP2014261408A JP2015143181A (ja) | 2013-12-27 | 2014-12-24 | ガラス板の位置決め装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015143181A true JP2015143181A (ja) | 2015-08-06 |
Family
ID=53888525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014261408A Pending JP2015143181A (ja) | 2013-12-27 | 2014-12-24 | ガラス板の位置決め装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015143181A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107639000A (zh) * | 2017-10-23 | 2018-01-30 | 福建工程学院 | 一种异形玻璃定位顶升机构 |
| CN110054405A (zh) * | 2019-05-10 | 2019-07-26 | 蚌埠朝阳玻璃机械有限公司 | 一种玻璃定位装置 |
-
2014
- 2014-12-24 JP JP2014261408A patent/JP2015143181A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107639000A (zh) * | 2017-10-23 | 2018-01-30 | 福建工程学院 | 一种异形玻璃定位顶升机构 |
| CN107639000B (zh) * | 2017-10-23 | 2023-03-14 | 福建工程学院 | 一种异形玻璃定位顶升机构 |
| CN110054405A (zh) * | 2019-05-10 | 2019-07-26 | 蚌埠朝阳玻璃机械有限公司 | 一种玻璃定位装置 |
| CN110054405B (zh) * | 2019-05-10 | 2024-03-08 | 蚌埠朝阳玻璃机械有限公司 | 一种玻璃定位装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204727040U (zh) | 一种中空式双层轻载皮带线 | |
| WO2013038690A1 (ja) | ガラス板の両サイド加工装置 | |
| CN104828459A (zh) | 一种中空式双层轻载皮带线 | |
| CN107043023B (zh) | 玻璃对准输送装置及玻璃对准输送方法 | |
| JP2011225376A (ja) | マルチゲートコンベヤー | |
| JP5889471B1 (ja) | 表面処理装置 | |
| KR20140118885A (ko) | 유리판 절단장치 및 유리판 절단방법 | |
| CN104118599A (zh) | 一种自动擦拭贴膜机 | |
| KR101991267B1 (ko) | 기판 절단 장치 | |
| KR101162348B1 (ko) | 반송 시스템 | |
| US7644917B2 (en) | Apparatus for handling sheet products with grip assembly on rails | |
| JP5633487B2 (ja) | ガラス板の両サイド加工装置 | |
| JP2015143181A (ja) | ガラス板の位置決め装置 | |
| JP2010101725A (ja) | タイヤ検査装置及びタイヤ検査方法 | |
| CN203993404U (zh) | 分体式智能磨床 | |
| JP5741481B2 (ja) | ガラス板の両サイド加工装置 | |
| KR20140100893A (ko) | 기판 가공 장치 | |
| KR20150048621A (ko) | 결함 검출 능력을 향상시킨 인라인 스테이지 | |
| KR102067981B1 (ko) | 기판 절단 장치 | |
| JP6571992B2 (ja) | 搬送装置及びその制御方法 | |
| KR101139721B1 (ko) | 피절단물과 이를 위한 커팅 받침용 필름의 상호 분리 공급형 절단장치 | |
| JP2011017656A (ja) | 金属材料の欠陥検査装置 | |
| KR20190059577A (ko) | 기판 절단 장치 | |
| JP6473987B2 (ja) | リフト装置及びリフト装置を備えた搬送装置 | |
| KR102067986B1 (ko) | 기판 절단 장치 |