JP2014179556A - ダイボンダ及びボンディング方法 - Google Patents
ダイボンダ及びボンディング方法 Download PDFInfo
- Publication number
- JP2014179556A JP2014179556A JP2013054150A JP2013054150A JP2014179556A JP 2014179556 A JP2014179556 A JP 2014179556A JP 2013054150 A JP2013054150 A JP 2013054150A JP 2013054150 A JP2013054150 A JP 2013054150A JP 2014179556 A JP2014179556 A JP 2014179556A
- Authority
- JP
- Japan
- Prior art keywords
- die
- flow rate
- detection
- bonding
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Die Bonding (AREA)
Abstract
本発明は、ダイの吸着の有無を簡単な回路構成で、稼働率の高いダイボンダ及びボンディング方法を提供することである。
【解決手段】
本発明は、処理ヘッドを昇降させ、該処理ヘッドでダイを吸着してピックアップし、流量センサが設けられた検出流路と、該検出流路と並行に設けられ、両端が前記検出流路と直接接続されたバイパス流路とを備える吸着流量検出回路の該流量センサによって、前記吸着時の吸着流量を検出し、前記流量センサの検出結果に基づいて前記ダイが前記吸着器具に吸着されたことを判定する。
【選択図】 図2
Description
なお、図6において、説明されていない符号は、本発明の実施形態で説明するものと同一である。
本発明は、ダイボンダ又はボンディング方法において、処理ヘッドを昇降させ、該処理ヘッドでダイを吸着してピックアップし、流量センサが設けられた検出流路と、該検出流路と並行に設けられ、両端が前記検出流路と直接接続されたバイパス流路とを備える吸着流量検出回路の該流量センサによって、前記吸着時の吸着流量を検出し、前記流量センサの検出結果に基づいて前記ダイが前記吸着器具に吸着されたことを判定する。
さらに、本発明は、前記検出流路に対する前記バイパス流路の径比又は前記エア吸引手段から見た流路抵抗比N(Nは正の実数)は、前記流路センサの検出範囲内のダイサイズを有する前記ダイの吸着の有無の判定値が前記流量センサの検出範囲内の数値で定めてもよい。
図1は、本発明の第1の実施形態であるダイボンダ100の概略図を示す図である。図1(a)は、ダイボンダ100の上面図であり、図1(b)は、図1(a)において矢印Aから見た正面図である。
ダイボンダ100は、大別して、ダイ供給部1と、ピックアップ部2と、プリアライメント部3と、ボンディング部4と、基板供給部6と、基板搬出部7と、搬送部5と、各部の動作を監視し制御する制御部8とを備える。
このような構成によって、ボンディングヘッド41は、プリステージ31からダイDをピックアップし、Y駆動軸に沿って移動中に部品認識カメラ42でダイDの保持状態を撮像し、その結果に基づいてボンディング位置・姿勢を補正して、基板PにダイDをボンディングする。この動作をプリステージ31上の4個のダイに対して同時に又は個別に行なう。
この構成によって、プリアライメント部3は、ピックアップヘッド21、ボンディングヘッド41の移動に協調してプリステージ31をX、Y、Z方向に移動させ、ピックアップヘッド、ボンディングヘッドの動作が最短になる。
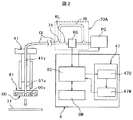
図2は、本実施形態1における吸着流量検出回路70の第1の実施例70Aの構成と、その動作を説明する図である。ピックアップヘッド21とボンディングヘッド41とは同一構造を備えているので、ここでは、代表してボンディングヘッド41で説明する。以下のその他の説明も代表してボンディングヘッド41で行う。
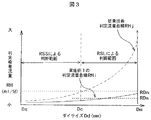
図3において、一点鎖線で示す曲線は、従来技術のダイサイズに対するダイが吸着されたかを判断する判定吸着流量曲線RHjを示す。第1の従来技術では、最大検出流量RDmを有し、ダイサイズDcまで判定範囲を有する流量センサRSSと、最小検出流量がダイサイズDs以上の判定範囲を有する流量センサRSLとに切り換えて、全ダイサイズをカバーしている。流量センサRSLは、流量センサRSSの最大検出流量RDmのより小さい最小検出流量RDsを有する。
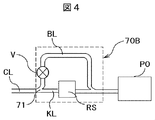
次に、本実施形態1における吸着流量検出回路70の第2の実施例70Bを説明する。図4は、実施例70Bの構成と、その動作を示す図である。実施例1では、バルブを設けなかったが、実施例2ではバイパスラインBLにバルブVを設ける。
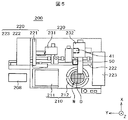
図5は、本発明の第2の実施形態であるダイボンダ200を上から見た概念図である。
ダイボンダ200は、大別してウェハ供給部210と、ワーク供給・搬送部220と、ボンディング部230と、各部の制御及び吸着流量による吸着の有無の判定や降下量の検出等を行う制御装置208とを備える。
2:ピックアップ部 21:ピックアップヘッド
3:プリアライメント部
31:プリアライメントステージ(プリステージ)
4:ボンディング部 40v、41v:吸引孔
41:ボンディングヘッド 47:Z駆動軸
8、208:制御部 50:測定平板
60:コレット 60v、61v;吸引孔
61:コレットホルダ
70、70A、70B:吸着流量検出回路 71:分岐路
100,200:ダイボンダ 230:ボンディング部
BL:バイパス流路 CL:接続流路
D:ダイ KL:検出流路
P:基板 PO:ポンプ
RDm:流量センサRSSの最大検出流量 RDs:流量センサRSLの最小検出流量
RH:判定吸着流量 RHi:実施例1の判定流量曲線
RHj:従来技術の判定流量曲線 RS:流量センサ
V:バルブ
Claims (8)
- ダイを吸着する吸着器具と、
先端に前記吸着器具を備え、前記ダイを吸着する吸着処理と、ワークに前記ダイをボンディングするボンディング処理との少なくとも一方の処理を行う処理ヘッドと、
前記処理ヘッドを昇降させる昇降手段と、
流量センサが設けられた検出流路と、該検出流路と並行に設けられ、両端が前記検出流路と直接接続されたバイパス流路とを備える吸着流量検出回路と、
該吸着流量検出回路を介してエアを吸引するエア吸引手段と、
前記流量センサの検出結果に基づいて前記ダイが前記吸着器具に吸着されたことを判定する判定手段を備える制御部と、
を有することを特徴とするダイボンダ。 - 請求項1に記載のダイボンダにおいて、
前記バイパス流路に該バイパス流路を開閉するバルブを設けたことを特徴とするダイボンダ。 - 請求項1又2に記載のダイボンダにおいて、
前記検出流路に対する前記バイパス流路の径比又は前記エア吸引手段から見た流路抵抗比N(Nは正の実数)は、前記流路センサの検出範囲内のダイサイズを有する前記ダイの吸着の有無の判定値が前記流量センサの検出範囲内の数値で定められたることを特徴とするダイボンダ。 - 請求項1又2に記載のダイボンダにおいて、
前記処理ヘッドは、前記ダイをウェハから吸着してピックアップし、プリアライメントステージに載置するピックアップヘッド、或いは前記ダイをウェハ又は該プリアライメントステージから吸着してピックアップし、前記ワークにボンディングするボンディングヘッドであることを特徴とするダイボンダ。 - 請求項2に記載のダイボンダにおいて、
前記吸着器具はコレットであり、
前記処理ヘッドは、前記ダイをウェハ又はプリアライメントステージから吸着してピックアップし、前記ワークにボンディングするボンディングヘッドであり、
前記制御部は、前記ダイをピックアップする時は、前記バルブを開にし、前記コレットを交換するときは前記バルブを閉に制御し、前記流量センサの検出結果から測定平板に対する前記ボンディングヘッドの移動量を求め、該移動量から前記コレットの厚さの変動を求め、前記ボンディングヘッドの前記ピックアップ時の降下量を補正することを特徴とするダイボンダ。 - 処理ヘッドを昇降させ、該処理ヘッドでダイを吸着してピックアップし、
流量センサが設けられた検出流路と、該検出流路と並行に設けられ、両端が前記検出流路と直接接続されたバイパス流路とを備える吸着流量検出回路の該流量センサによって、前記吸着時の吸着流量を検出し、
前記流量センサの検出結果に基づいて前記ダイが前記吸着器具に吸着されたことを判定することを特徴とするボンディング方法。 - 請求項6に記載のボンディング方法において、
前記処理ヘッドは、前記ダイをウェハから吸着してピックアップし、プリアライメントステージに載置するピックアップヘッド、或いは前記ダイをウェハ又は該プリアライメントステージから吸着してピックアップし、前記ワークにボンディングするボンディングヘッドであることを特徴とするボンディング方法。 - 請求項6に記載のボンディング方法において、
前記バイパス流路に該バイパス流路を開閉するバルブを設け、
前記ダイの吸着を先端にコレットを有するボンディングヘッドで行い、
前記ダイをピックアップする時は、前記バルブを開にし、前記流量センサの結果に基づいて前記判定を行い、
前記コレットの交換する時は、前記バルブを閉にし、前記ボンディングヘッドを降下させ、前記流量センサの検出結果に基づいて該ボンディングヘッドの測定平板に対する降下量を求め、該降下量に基づいて前記コレットの厚さの変動を求め、前記ピックアップする時の前記ボンディングヘッドの降下量を補正することを特徴とするボンディング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013054150A JP6139926B2 (ja) | 2013-03-15 | 2013-03-15 | ダイボンダ及びボンディング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013054150A JP6139926B2 (ja) | 2013-03-15 | 2013-03-15 | ダイボンダ及びボンディング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014179556A true JP2014179556A (ja) | 2014-09-25 |
| JP6139926B2 JP6139926B2 (ja) | 2017-05-31 |
Family
ID=51699186
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013054150A Active JP6139926B2 (ja) | 2013-03-15 | 2013-03-15 | ダイボンダ及びボンディング方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6139926B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59224137A (ja) * | 1983-06-03 | 1984-12-17 | Mitsubishi Electric Corp | ダイボンデイング装置 |
| JP2010206103A (ja) * | 2009-03-05 | 2010-09-16 | Toshiba Corp | 半導体装置の製造装置および半導体装置の製造方法 |
| JP2012248778A (ja) * | 2011-05-31 | 2012-12-13 | Hitachi High-Tech Instruments Co Ltd | ダイボンダ及びボンディング方法 |
-
2013
- 2013-03-15 JP JP2013054150A patent/JP6139926B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59224137A (ja) * | 1983-06-03 | 1984-12-17 | Mitsubishi Electric Corp | ダイボンデイング装置 |
| JP2010206103A (ja) * | 2009-03-05 | 2010-09-16 | Toshiba Corp | 半導体装置の製造装置および半導体装置の製造方法 |
| JP2012248778A (ja) * | 2011-05-31 | 2012-12-13 | Hitachi High-Tech Instruments Co Ltd | ダイボンダ及びボンディング方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6139926B2 (ja) | 2017-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107359131B (zh) | 芯片接合机以及接合方法 | |
| CN104051230B (zh) | 吸头清洁方法及使用该方法的粘片机 | |
| JP2012199458A (ja) | 異物除去装置及びそれを備えたダイボンダ | |
| CN109979868B (zh) | 搬送装置的示教方法 | |
| JP2004088109A (ja) | ウェーハテーブル、およびこれを用いた半導体パッケージ製造装置 | |
| CN108364880A (zh) | 半导体制造装置及半导体器件的制造方法 | |
| CN111146128B (zh) | 裸片转移模块和具有该裸片转移模块的裸片接合设备 | |
| JP2012248778A (ja) | ダイボンダ及びボンディング方法 | |
| KR101802080B1 (ko) | 웨이퍼로부터 다이들을 픽업하는 방법 | |
| KR102649912B1 (ko) | 본딩 모듈 및 이를 포함하는 다이 본딩 장치 | |
| KR102635493B1 (ko) | 본딩 설비에서 다이를 이송하기 위한 장치 및 방법 | |
| JP5953068B2 (ja) | 電子部品の載置テーブルと同テーブルを備えたダイボンダ | |
| JP6139926B2 (ja) | ダイボンダ及びボンディング方法 | |
| JP4712766B2 (ja) | 部品移載装置 | |
| TWI743887B (zh) | 晶粒接合裝置及半導體裝置的製造方法 | |
| JP4989384B2 (ja) | 部品実装装置 | |
| KR20030030587A (ko) | Led 다이 본더 | |
| JP2014056980A (ja) | ダイボンダ及びボンディング方法 | |
| JP2009010176A5 (ja) | ||
| KR102819271B1 (ko) | 본딩장치 및 본딩방법 | |
| KR102386338B1 (ko) | 다이 이송 모듈 및 이를 포함하는 다이 본딩 장치 | |
| KR102161527B1 (ko) | 스테이지 유닛 및 이를 포함하는 다이 본딩 장치 | |
| KR101788556B1 (ko) | 칩 실장 장치 | |
| JP6602269B2 (ja) | 部品実装装置 | |
| JP6067091B2 (ja) | 異物除去装置及びそれを備えたダイボンダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20150330 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150508 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170418 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170428 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6139926 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |