JP2013166317A - ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム - Google Patents
ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム Download PDFInfo
- Publication number
- JP2013166317A JP2013166317A JP2012031352A JP2012031352A JP2013166317A JP 2013166317 A JP2013166317 A JP 2013166317A JP 2012031352 A JP2012031352 A JP 2012031352A JP 2012031352 A JP2012031352 A JP 2012031352A JP 2013166317 A JP2013166317 A JP 2013166317A
- Authority
- JP
- Japan
- Prior art keywords
- knurling
- protrusion
- polymer film
- recess
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H27/00—Special constructions, e.g. surface features, of feed or guide rollers for webs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C13/00—Rolls, drums, discs, or the like; Bearings or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/19—Other features of rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/175—Plastic
- B65H2701/1752—Polymer film
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2322/00—Apparatus used in shaping articles
- F16C2322/12—Rolling apparatus, e.g. rolling stands, rolls
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Advancing Webs (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
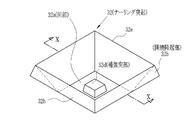
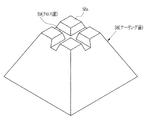
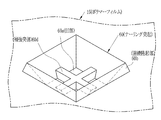
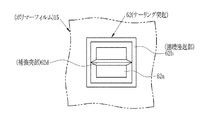
【解決手段】ローラ本体21aの外周面に多数の突起からなるナーリング歯40を略マトリックス状に配置し、ナーリングローラ21を構成する。各ナーリング歯40を、先端平坦面を有する突起と、先端平坦面に形成される補強部形成凹部とから構成する。ナーリング歯の突起により、凹部32aとこの凹部32aを囲む囲繞隆起部32bがポリマーフィルム15に転写される。補強部形成凹部により、ナーリング突起32の凹部32a内に、補強突部32dが形成される。補強突部32dにより、凹部32a及び囲繞隆起部32bの高さが維持されるため、経時変化に対する凹凸量の緩和がなくなる。経時変化によるナーリング突起32のヘタリが抑えられるため、フィルムロールの輸送時にフィルム同士が擦れたり、巻きずれが発生することが無くなる。
【選択図】図4
Description
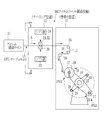
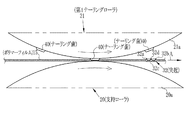
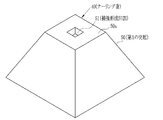
図1に示すフィルムロール製造設備10において、長さが5000m、幅が1500mm、厚みが80μmのセルロースアシレートフィルムによるフィルムロール19を製造した。ナーリングローラ21,22として、図8に示すナーリング歯40を有し、ナーリング歯40の基部における一辺の長さが250μm、基部から截頭面までの高さを500μm、補強突部の高さH1を15μm、ナーリング歯40のピッチP1を1400μmで、第1ナーリングローラ21は図5に示すマークパターンを有するものを用いた。また、第2ナーリングローラ22は図8に示すナーリング歯40を有し、これらナーリング歯40を図7に示すパターンとしたものを用いた。ナーリングローラ21,22と支持ローラ20とのニップ圧力は30Nで、各ローラ20〜22の温度は250℃とした。
第1ナーリングローラとして、図8に示すナーリング歯40において、先端平坦面40aに補強部形成凹部51を有することがない平坦面を用いた以外は、実施例1と同じ条件でナーリングを付与した。なお、ナーリング歯40の形状・寸法は実施例1と同じであり、相違点は先端平坦面40aに補強部形成凹部51を有していない点である。
11 フィルム製造ライン
12 ナーリング装置
13 巻取り装置
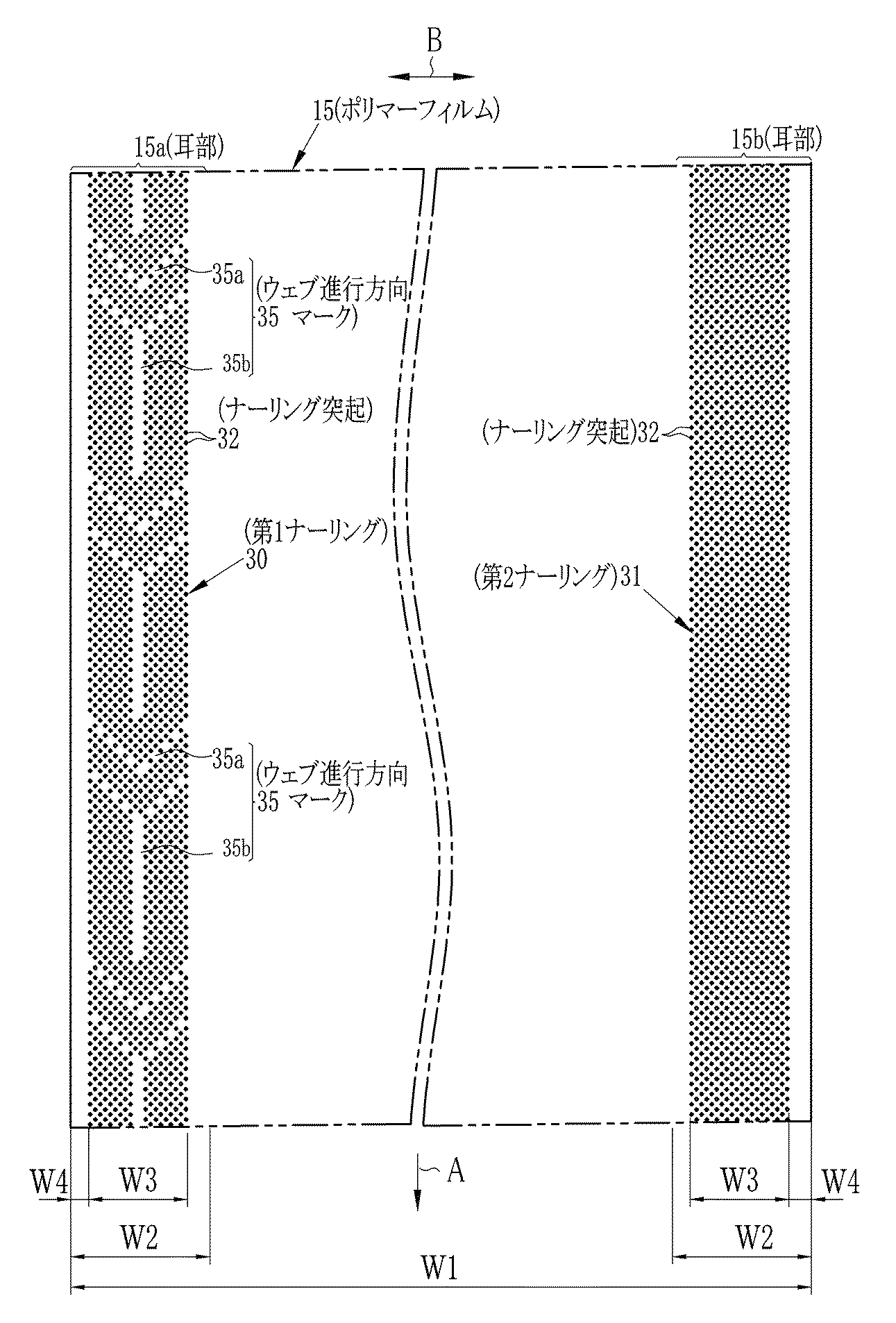
15 ポリマーフィルム
15a,15b 耳部
20 支持ローラ
21 第1ナーリングローラ
22 第2ナーリングローラ
30 第1ナーリング
31 第2ナーリング
32 ナーリング突起
33,35 ウェブ進行方向マーク
35a Vマーク
35b Yマーク
40 ナーリング歯
41 ナーリング歯列
42 隙間
43 ナーリング歯行
50 突起
51 補強部形成凹部
55 クロス溝
60,62,64,66 ナーリング突起
Claims (9)
- ウェブにナーリングを付与するためのナーリング歯を、ローラ本体の外周面に有するナーリングローラにおいて、
前記ナーリング歯を、先端が平坦に突出する突起と、前記突起の先端平坦面に形成される補強部形成凹部とから構成することを特徴とするナーリングローラ。 - 前記突起によりウェブに形成される凹部と、前記凹部の周囲を囲むように突出する囲繞隆起部と、前記補強部形成凹部により前記凹部内に形成される補強突部とからナーリング突起を構成することを特徴とする請求項1記載のナーリングローラ。
- 前記補強部形成凹部は、丸穴、角穴、円錐台穴、角錐台穴、I字溝、Y字溝、クロス溝のいずれかから構成されることを特徴とする請求項1または2記載のナーリングローラ。
- 請求項1から3記載のナーリングローラにより、前記ウェブの両側縁部にナーリングを形成することを特徴とするナーリング装置。
- 連続的に製造される帯状のポリマーフィルムからフィルムロールを製造するフィルムロール製造方法において、
請求項4記載のナーリング装置を用い、前記ポリマーフィルムの両側縁部にナーリングを形成するナーリング形成工程と、
前記ポリマーフィルムをロール状に巻き取るウェブ巻き取り工程とを含むことを特徴とするフィルムロール製造方法。 - 帯状のポリマーフィルムの幅方向にエンボス加工によりナーリング突起を並べて突起列を構成し、前記突起列を前記ポリマーフィルムの長手方向に一定ピッチで並べてナーリングを構成し、前記ナーリングを前記ポリマーフィルムの両側縁部に有する光学フィルムにおいて、
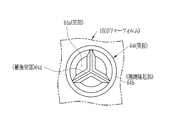
前記ナーリング突起は、前記ポリマーフィルムの一方の面に形成される凹部と、前記凹部を囲むように突出する囲繞隆起部と、前記凹部内に突出する補強突部と、前記ポリマーフィルムの他方の面に前記凹部に対応して突出する裏面突起とを有することを特徴とする光学フィルム。 - 前記補強突部は、円柱、角柱、円錐台、角錐台、I字状突条、Y字状突条、クロス状突条のいずれか一つから構成されることを特徴とする請求項6記載の光学フィルム。
- 前記補強突部の凹部内での突出高さをH1、前記凹部の底面から前記囲繞隆起部の頂部までの高さをH2としたときに、0.3≦(H1/H2)≦1.0であることを特徴とする請求項6または7記載の光学フィルム。
- 前記囲繞隆起部の頂部により囲まれる面積をS1、前記補強突部の頂部の面積をS2としたときに、0.05≦(S2/S1)≦0.5であることを特徴とする請求項6から8いずれか1項記載の光学フィルム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012031352A JP5466250B2 (ja) | 2012-02-16 | 2012-02-16 | ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム |
| TW102103176A TWI595999B (zh) | 2012-02-16 | 2013-01-28 | 滾花輥及裝置、膜輥製造方法及聚合物膜 |
| KR1020130010390A KR20130094735A (ko) | 2012-02-16 | 2013-01-30 | 널링 롤러 및 장치, 필름 롤 제조방법, 폴리머 필름 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012031352A JP5466250B2 (ja) | 2012-02-16 | 2012-02-16 | ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013166317A true JP2013166317A (ja) | 2013-08-29 |
| JP5466250B2 JP5466250B2 (ja) | 2014-04-09 |
Family
ID=49177150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012031352A Active JP5466250B2 (ja) | 2012-02-16 | 2012-02-16 | ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5466250B2 (ja) |
| KR (1) | KR20130094735A (ja) |
| TW (1) | TWI595999B (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016027827A1 (ja) * | 2014-08-21 | 2016-02-25 | シャープ株式会社 | 型および型の製造方法 |
| JP2017032756A (ja) * | 2015-07-31 | 2017-02-09 | 三菱レイヨン株式会社 | 透明フィルム及びその製造方法 |
| US20210345715A1 (en) * | 2020-05-06 | 2021-11-11 | Top Glove International Sdn. Bhd. | Embossments for thin film articles |
| KR20220160605A (ko) | 2020-03-31 | 2022-12-06 | 도요보 가부시키가이샤 | 널 가공이 실시된 장척상 수지 필름 |
| KR20240070682A (ko) | 2021-10-06 | 2024-05-21 | 도요보 가부시키가이샤 | 널 가공이 실시된 장척상 수지 필름 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6407805B2 (ja) * | 2015-06-24 | 2018-10-17 | 富士フイルム株式会社 | ウエブ製造方法、および、ウエブ |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755747B2 (ja) * | 1986-09-19 | 1995-06-14 | 東レ株式会社 | フイルムの巻取方法 |
| US5670188A (en) * | 1994-12-19 | 1997-09-23 | Eastman Kodak Company | Apparatus for single-sided, cold mechanical knurling |
| JP2011128356A (ja) * | 2009-12-17 | 2011-06-30 | Nippon Zeon Co Ltd | 偏光板用保護フィルム |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100519129C (zh) * | 2004-05-28 | 2009-07-29 | 富士胶片株式会社 | 制备聚合物膜的溶液流延法和用于该溶液流延法的吸辊 |
| JP4792419B2 (ja) * | 2006-03-23 | 2011-10-12 | 富士フイルム株式会社 | ポリマーフィルムの製造方法 |
| JP2008246682A (ja) * | 2007-03-29 | 2008-10-16 | Toray Ind Inc | エンボス加工されたフィルムおよびエンボス加工装置 |
| JP4982400B2 (ja) * | 2008-02-04 | 2012-07-25 | 富士フイルム株式会社 | ポリマーフィルムの巻取方法及びその装置 |
| JP5684545B2 (ja) * | 2009-12-14 | 2015-03-11 | 富士フイルム株式会社 | ポリマーフィルム、フィルムロール及びナーリング付与ローラ |
-
2012
- 2012-02-16 JP JP2012031352A patent/JP5466250B2/ja active Active
-
2013
- 2013-01-28 TW TW102103176A patent/TWI595999B/zh active
- 2013-01-30 KR KR1020130010390A patent/KR20130094735A/ko not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755747B2 (ja) * | 1986-09-19 | 1995-06-14 | 東レ株式会社 | フイルムの巻取方法 |
| US5670188A (en) * | 1994-12-19 | 1997-09-23 | Eastman Kodak Company | Apparatus for single-sided, cold mechanical knurling |
| JP2011128356A (ja) * | 2009-12-17 | 2011-06-30 | Nippon Zeon Co Ltd | 偏光板用保護フィルム |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016027827A1 (ja) * | 2014-08-21 | 2016-02-25 | シャープ株式会社 | 型および型の製造方法 |
| CN106660263A (zh) * | 2014-08-21 | 2017-05-10 | 夏普株式会社 | 模具和模具的制造方法 |
| JPWO2016027827A1 (ja) * | 2014-08-21 | 2017-07-06 | シャープ株式会社 | 型 |
| CN106660263B (zh) * | 2014-08-21 | 2019-04-05 | 夏普株式会社 | 模具和模具的制造方法 |
| JP2017032756A (ja) * | 2015-07-31 | 2017-02-09 | 三菱レイヨン株式会社 | 透明フィルム及びその製造方法 |
| KR20220160605A (ko) | 2020-03-31 | 2022-12-06 | 도요보 가부시키가이샤 | 널 가공이 실시된 장척상 수지 필름 |
| US20210345715A1 (en) * | 2020-05-06 | 2021-11-11 | Top Glove International Sdn. Bhd. | Embossments for thin film articles |
| US11969036B2 (en) * | 2020-05-06 | 2024-04-30 | Top Glove International Sdn. Bhd. | Embossments for thin film articles |
| KR20240070682A (ko) | 2021-10-06 | 2024-05-21 | 도요보 가부시키가이샤 | 널 가공이 실시된 장척상 수지 필름 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5466250B2 (ja) | 2014-04-09 |
| KR20130094735A (ko) | 2013-08-26 |
| TWI595999B (zh) | 2017-08-21 |
| TW201334950A (zh) | 2013-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5466250B2 (ja) | ナーリングローラ、装置、フィルムロール製造方法及び光学フィルム | |
| JP6236115B2 (ja) | フレキシブルガラスのロールおよびその巻取り方法 | |
| JP5056312B2 (ja) | 延伸シートの製造方法および異方性光学シートの製造方法 | |
| US9019609B2 (en) | Continuous roll of optical function film, method of manufacture of liquid crystal display element employing same, and optical function film laminating device | |
| US9019608B2 (en) | Continuous roll of optical function film, method of manufacture of liquid crystal display element employing same, and optical function film laminating device | |
| KR102597116B1 (ko) | 수지 테이프가 형성된 유리 필름의 제조 방법, 및 유리 필름의 제조 방법 | |
| WO2011111625A1 (ja) | ガラスロール及びその製造方法 | |
| CN106273398B (zh) | 卷筒材制造方法以及卷筒材 | |
| JP5650140B2 (ja) | ナーリングローラ、装置、ウェブロール製造方法及び光学フィルム | |
| JP5704759B2 (ja) | ポリマーフィルム | |
| JP7031316B2 (ja) | 斜め延伸フィルムの製造方法 | |
| JP2013237256A (ja) | 熱可塑性樹脂フィルム | |
| JP2010120325A (ja) | 光学フィルムおよびその製造方法 | |
| JP4659384B2 (ja) | フィルムロール | |
| JP5699320B2 (ja) | ロール状フィルム基材 | |
| JP2015060143A (ja) | 光学フィルム、および、その製造方法 | |
| JP2014071326A (ja) | 光学シートおよび表示装置 | |
| CN104015350B (zh) | 光学薄膜及其制造方法 | |
| JP6393763B2 (ja) | 型 | |
| JP2014233868A (ja) | 巻取り形態のフィルム積層体 | |
| JP2014071327A (ja) | 回折光学シートおよび表示装置 | |
| JP2016087803A (ja) | 樹脂フィルムロール | |
| JP2015016607A (ja) | ストライプパターンの補正方法、及びフォトマスク並びにストライプパターンシート | |
| JP2017105592A (ja) | 光学フィルムの製造方法 | |
| JP2012218386A (ja) | パターン付き長尺フレキシブル基材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140123 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5466250 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |