JP2013120762A - 蓋体、パッケージ、電子部品及びパッケージの製造方法 - Google Patents
蓋体、パッケージ、電子部品及びパッケージの製造方法 Download PDFInfo
- Publication number
- JP2013120762A JP2013120762A JP2011266539A JP2011266539A JP2013120762A JP 2013120762 A JP2013120762 A JP 2013120762A JP 2011266539 A JP2011266539 A JP 2011266539A JP 2011266539 A JP2011266539 A JP 2011266539A JP 2013120762 A JP2013120762 A JP 2013120762A
- Authority
- JP
- Japan
- Prior art keywords
- lid
- package
- sealing material
- recess
- ceramic base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
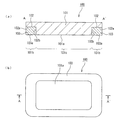
【解決手段】蓋体100は、金属板の少なくとも一方の面101aにおける外周の端部101bを全周に亘って切欠いた形状となっている段部102と、段部102に設けられた封止材103と、を備え、封止材103は、一方の面のうちの段部102で囲まれた面と面一になっている。
【選択図】図1
Description
なお、「面一」とは、金属板の一方の面のうちの段部で囲まれた面と、封止材とが同一平面にあって、且つ各面間で段差がないことをいう。
また、本発明の別の態様は、凹部を有する収容体と、前記凹部を封止する上記記載の蓋体と、を備え、前記蓋体は、前記凹部を囲む外周面に前記封止材を接触させることで封止しており、前記段部を形成する前記全周に亘って切欠いた形状の容積は、前記封止材の容積と同一となっていることを特徴とするパッケージである。
なお、「同一」とは、段部を形成する全周に亘って切欠いた形状の容積に対して、封止材の容積が90〜110%の範囲内にあることをいう。
また、「収容体」とは、例えば後述する本実施形態の「セラミックベース部」に対応するものをいう。
また、本発明の別の態様は、上記記載のパッケージと、前記凹部に収納された素子と、を備えていることを特徴とする電子部品である。
上記態様の電子部品であれば、上記記載のパッケージを用いている。このため、パッケージ内に収納された素子はパッケージの外部環境の影響を受けずに動作するので、素子の性能を保ったまま電子部品を動作させることができる。
(1)蓋体
まず、本発明の第1実施形態に係る蓋体100について、図1(a)及び(b)を参照しつつ説明する。図1(a)は本発明の第1実施形態に係る蓋体100を示す概略断面図であり、図1(b)は概略平面図である。なお、図1(a)は、図1(b)のA−A′断面図を示すものである。
蓋部101の四隅は、図1(b)に示すように、平面視で一定の曲率半径をもったR形状となっている。また、逆凸部101cの四隅も、平面視で一定の曲率半径をもったR形状となっている。なお、蓋部101の材料(つまり、金属板の材料)は、例えばKovar材である。
封止材103は、段部102に設けられている。そして、封止材103は、図1(a)に示すように、段部102で囲われた面101aと面一となっている。なお、封止材103の材料は、例えば金属ろうであって、具体的には銀(Ag)ろうである。
また、本実施形態の蓋部101に設けられた段部102は、例えば金属板の少なくとも一方の面101aにおける外周の端部101bを全周に亘って切欠いて形成しても良いし、例えば金属をプレスして形成しても良い。
本発明の第2実施形態に係るパッケージ200について、図2を参照しつつ説明する。
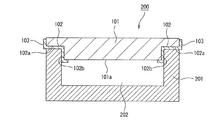
図2は本発明の第2実施形態に係るパッケージ200を示す概略断面図である。このパッケージ200は、上述の第1実施形態に係る蓋体100を用いている。したがって、蓋体100の構成、作用等については同一符号を用いて、その説明を省略する。パッケージ200は、図2に示すように、その内部に空間(つまり、キャビティー)を有する箱状のパッケージである。このパッケージ200には、その底部にセラミックベース部201を備えている。このセラミックベース部201は、例えばアルミナ等のセラミックで形成されている。
本実施形態に係る蓋体100を用いてパッケージ200を製造した場合には、図2に示すように、封止材103の一部はパッケージ200の内側に入り込んでいる。また、封止材103の一部はパッケージ200の外側に押し出されている。そして、パッケージ200の内側に入り込んだ量とパッケージ200の外側に押し出された量とは概ね同量となっている。
なお、図7(a)に示した蓋体600を用いてパッケージを製造した場合には、図2に示した蓋体100を用いてパッケージ200を製造した場合と比較してパッケージの内側に入り込む封止材603の量が多いため、封止材603の収縮により、パッケージ全体が変形してしまう可能性がある。
このように、本実施形態では、パッケージの内側に入り込んだ封止材103の量と外側に押し出された封止材103の量とを概ね同量とすることで、従来技術に比べ、パッケージ全体が変形することなく、かつ気密に封止することができる。
次に、上述したパッケージ200の製造方法について、図3(a)〜(c)を用いて説明する。図3(a)〜(c)は、パッケージ200の製造方法を示す概略断面図である。(3.1)載置工程
まず、蓋体100と、凹部202を有するセラミックベース部201とを用意する。次に、蓋体100に設けられた封止材103を、図3(a)に示すように、セラミックベース部201の凹部202を囲む外周面に接触するように載置する。つまり、蓋体100の下面101aがセラミックベース部201の凹部202側に向くようにして載置する。
次に、封止材103を、図3(b)に示すように溶融させて、蓋部101でセラミックベース部201の凹部202を封止する。こうすることで、パッケージ200が完成する(図3(c)を参照)。ここで、蓋体100でセラミックベース部201の凹部202を封止する際には、例えばシーム溶接を用いる。シーム溶接とは、蓋体100側からセラミックベース部201側に向かってローラー203で押圧するとともに、蓋体100に電流を流すことで発生するジュール熱を利用して封止材103を溶融させ、蓋部101でセラミックベース部201の凹部202を封止する方法をいう。
本発明の第3実施形態に係る電子部品300について、図4を参照しつつ説明する。
図4は本発明の第3実施形態に係る電子部品300を示す概略断面図である。この電子部品300は、上述の第2実施形態に係るパッケージ200を用いている。したがって、パッケージ200の構成、作用等については同一符号を用いて、その説明を省略する。セラミックベース部201の凹部202には、図4に示すように、パッケージ側電極301が設けられている。このパッケージ側電極301の上には導電性接着剤等を介して素子302の一部(素子302が例えば音叉型水晶振動片であれば、音叉型水晶振動片の基部の固定領域)が固定されている。このようにして、本実施形態に係る電子部品300は構成されている。
Claims (4)
- 金属板の少なくとも一方の面における外周の端部を全周に亘って切欠いた形状となっている段部と、
前記段部に設けられた封止材と、を備え、
前記封止材は、前記一方の面のうちの前記段部で囲まれた面と面一になっていることを特徴とする蓋体。 - 凹部を有する収容体と、前記凹部を封止する請求項1に記載の蓋体と、を備え、
前記蓋体は、前記凹部を囲む外周面に前記封止材を接触させることで封止しており、
前記段部を形成する前記全周に亘って切欠いた形状の容積は、前記封止材の容積と同一となっていることを特徴とするパッケージ。 - 請求項2に記載のパッケージと、前記凹部に収納された素子と、を備えていることを特徴とする電子部品。
- 請求項1に記載の蓋体の前記封止材が凹部を有する収容体の前記凹部を囲む外周面に接触するようにして前記収容体に前記蓋体を載置する工程と、
前記載置する工程後、前記封止材を溶融させて、前記蓋体で前記凹部を封止する工程と、を備えることを特徴とするパッケージの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011266539A JP2013120762A (ja) | 2011-12-06 | 2011-12-06 | 蓋体、パッケージ、電子部品及びパッケージの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011266539A JP2013120762A (ja) | 2011-12-06 | 2011-12-06 | 蓋体、パッケージ、電子部品及びパッケージの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013120762A true JP2013120762A (ja) | 2013-06-17 |
| JP2013120762A5 JP2013120762A5 (ja) | 2015-01-15 |
Family
ID=48773293
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011266539A Withdrawn JP2013120762A (ja) | 2011-12-06 | 2011-12-06 | 蓋体、パッケージ、電子部品及びパッケージの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013120762A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015130394A (ja) * | 2014-01-07 | 2015-07-16 | 株式会社デンソー | モールドパッケージ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5529589U (ja) * | 1978-08-18 | 1980-02-26 | ||
| JPH0267648U (ja) * | 1988-10-18 | 1990-05-22 | ||
| JPH09270472A (ja) * | 1996-03-29 | 1997-10-14 | Miyota Kk | 表面実装用保持器 |
| JP2006100669A (ja) * | 2004-09-30 | 2006-04-13 | Kyocera Kinseki Corp | 電子部品容器 |
-
2011
- 2011-12-06 JP JP2011266539A patent/JP2013120762A/ja not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5529589U (ja) * | 1978-08-18 | 1980-02-26 | ||
| JPH0267648U (ja) * | 1988-10-18 | 1990-05-22 | ||
| JPH09270472A (ja) * | 1996-03-29 | 1997-10-14 | Miyota Kk | 表面実装用保持器 |
| JP2006100669A (ja) * | 2004-09-30 | 2006-04-13 | Kyocera Kinseki Corp | 電子部品容器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015130394A (ja) * | 2014-01-07 | 2015-07-16 | 株式会社デンソー | モールドパッケージ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4324811B2 (ja) | 圧電振動子及びその製造方法 | |
| JP4707725B2 (ja) | パッケージ型圧電振動子及びパッケージ型圧電振動子の製造方法 | |
| JP6281734B2 (ja) | 圧電振動子及びその製造方法 | |
| JP2007081613A (ja) | 弾性表面波デバイス及びその製造方法 | |
| JP2009124688A (ja) | 圧電振動デバイス用パッケージおよび圧電振動デバイス | |
| TW201832467A (zh) | 晶體振動元件 | |
| JP2011147113A (ja) | 水晶デバイス | |
| CN109155620B (zh) | 压电振动器件及压电振动器件的制造方法 | |
| JP2009021794A (ja) | 圧電デバイスおよび圧電デバイスの製造方法 | |
| JP2018110292A (ja) | 圧電振動子 | |
| JP2018019200A (ja) | 圧電振動デバイスの製造方法 | |
| JP2009295780A (ja) | 表面実装型電子部品の製造方法 | |
| JP2013120762A (ja) | 蓋体、パッケージ、電子部品及びパッケージの製造方法 | |
| JP2007324852A (ja) | 水晶振動子、及びその製造方法、 | |
| JP2007235289A (ja) | 圧電発振器 | |
| JP2013009280A (ja) | 圧電振動デバイス用蓋体および当該蓋体を用いた圧電振動デバイス | |
| JP5159820B2 (ja) | 水晶振動子 | |
| JP5123080B2 (ja) | 電子部品用の蓋体及び圧電振動子並びに圧電発振器 | |
| JP2012049252A (ja) | 電子部品パッケージ | |
| JP5123081B2 (ja) | 電子部品用の蓋体及び圧電振動子並びに圧電発振器 | |
| JP6510338B2 (ja) | 光学装置用蓋体および光学装置 | |
| JP7070578B2 (ja) | 電子部品 | |
| JP7369091B2 (ja) | 光学装置用蓋体、光学装置用パッケージ及び光学装置 | |
| CN109690940B (zh) | 水晶振子及其制造方法 | |
| JP2010010618A (ja) | 電子部品用の容器体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141126 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150728 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20150918 |