JP2013103182A - スパイラル型流体分離素子およびその製造方法 - Google Patents
スパイラル型流体分離素子およびその製造方法 Download PDFInfo
- Publication number
- JP2013103182A JP2013103182A JP2011249290A JP2011249290A JP2013103182A JP 2013103182 A JP2013103182 A JP 2013103182A JP 2011249290 A JP2011249290 A JP 2011249290A JP 2011249290 A JP2011249290 A JP 2011249290A JP 2013103182 A JP2013103182 A JP 2013103182A
- Authority
- JP
- Japan
- Prior art keywords
- fluid separation
- separation element
- membrane
- adhesive
- spiral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A20/00—Water conservation; Efficient water supply; Efficient water use
- Y02A20/124—Water desalination
- Y02A20/131—Reverse-osmosis
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
【課題】海水淡水化処理用途などの高圧運転下においても、集液管とこれに塗布された接着剤との固着界面部分に亀裂を生じさせることのない、すなわちシール漏れによるスパイラル型流体分離素子の性能低下を防ぐ。
【解決手段】集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットが、分離膜が接着剤によって集液管と接着されるようにして巻回されてなるスパイラル型流体分離素子において、集液管の外周部の少なくとも一部が、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨されたものであることを特徴とするスパイラル型流体分離素子。
【選択図】 なし
【解決手段】集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットが、分離膜が接着剤によって集液管と接着されるようにして巻回されてなるスパイラル型流体分離素子において、集液管の外周部の少なくとも一部が、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨されたものであることを特徴とするスパイラル型流体分離素子。
【選択図】 なし
Description
本発明は、逆浸透装置やナノ濾過装置に好適に用いられる流体分離素子およびその製造方法に関する。
近年、海水淡水化や半導体分野における超純水製造用途、さらには、一般かん水用途や有機物分離、排水再利用などを始めとする膜の透過液または濃縮液を利用するさまざまな流体分離分野において、分離膜を用いた流体分離素子の使用が急速に増加してきている。
流体分離素子の形態としては、中空糸膜を用いたものや、平膜を用いたプレートフレーム型やスパイラル型があげられる。この中で、スパイラル型の流体分離素子は、例えば特許文献1に開示されているように、分離膜が透過液流路材と原液流路材と共に集液管の周りにスパイラル状に巻き付けられた構造をとる。このスパイラル型流体分離素子の代表的な形態の一部分解斜視図を図1に示す。通常、このような構成の素子は、第1の分離膜3および第2の分離膜4の3辺を互いに接着して形成した封筒状膜の膜間に透過液流路材10を挟み込み、これに原液流路材11を重ねて1つの膜ユニットとし、この膜ユニットを単数もしくは複数用意し、集液管2の周囲にスパイラル状に巻き回すことにより製造される。封筒状膜は集液管2側で開口している。
このスパイラル型流体分離素子において、原液6は、流体分離素子の一方の端面から供給され、第1の分離膜3および第2の分離膜4で分離処理される。第1の分離膜3、第2の分離膜4を透過した透過液は透過液流路材10を伝って流れ(矢印13)集液管2で集められ透過液14として取り出される。第1の分離膜3、第2の分離膜4を透過しなかった原液6は、原液流路材11を伝って流れ(矢印7)、流体分離素子の他方の端面から濃縮液12として排出される。
このとき、膜ユニットと集液管2の巻囲について、シール性が不充分であれば、流体分離素子の分離機能を発揮することなく、原液6が直接集液管2内に浸入し、スパイラル型流体分離素子の大幅な性能低下を招く。一般的に、膜ユニットと集液管2の間に優れたシール性を持たせるためには、集液管2とこれに外接した膜ユニットとを完全に接着してしまうことが考えられる。また、集液管2の接着部に、接着剤と集液管2の接着性の付与及び向上を目的として、プライマー処理が施されることも多い。
しかしながら、海水淡水化処理用途などの高圧運転下においては、相当に高い水圧の負荷により、集液管2とこれに塗布されたプライマー及び接着剤との固着界面部分に強い応力集中が起こり、やがては繰り返し負荷によってこの部分に亀裂が生じ、シール漏れへと進展する場合があった。
本発明の目的は、海水淡水化処理用途などの高圧運転下においても、集液管とこれに塗布された接着剤との固着界面部分に亀裂を生じさせることのない、すなわちシール漏れによるスパイラル型流体分離素子の性能低下を防ぐことが可能なエレメントを提供することである。
上記課題を解決するための本発明は、以下のとおり構成される。
(1)集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットが、分離膜が接着剤によって集液管と接着されるようにして巻回されてなるスパイラル型流体分離素子において、集液管の外周部の少なくとも一部が、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨されたものであることを特徴とするスパイラル型流体分離素子。
(2)研磨材のJIS R 6001の沈降試験方法により規定される番手が#800以上#1500以下である(1)に記載のスパイラル型流体分離素子。
(3)研磨材が研磨紙または研磨布である(1)または(2)に記載のスパイラル型流体分離素子。
(4)接着剤がウレタン樹脂である(1)〜(3)のいずれかに記載のスパイラル型流体分離素子。
(5)集液管が集液管の円周方向に沿って研磨材により研磨されたものであることを特徴とする(1)〜(4)のいずれかに記載のスパイラル型流体分離素子。
(6)集液管の外周部の少なくとも一部がプライマー処理を施されたものであることを特徴とする(1)〜(5)のいずれかに記載のスパイラル型流体分離素子。
(7)集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットを、分離膜が接着剤によって集液管と接着されるようにして巻回してなるスパイラル型流体分離素子の製造方法において、膜ユニットを集液管の外周部に巻回する前に、集液管の外周部の少なくとも一部を、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨することを特徴とするスパイラル型流体分離素子の製造方法。
本発明によって、集液管とこれに塗布された接着剤との固着界面部分に亀裂を生じさせることによるスパイラル型流体分離素子の性能低下を防ぐことが可能となる。
以下、本発明の実施の形態について、図面を参照しながら説明するが、本発明はこれら図面に示す実施態様に限定されるものではない。
図1は、本発明が適用されるスパイラル型流体分離素子の一例を示す部分破断した斜視図である。スパイラル型流体分離素子の代表例は、図1に示すように、第1の分離膜3、第2の分離膜4、原液流路材11、および透過液流路材10が積層状態で、有孔の集液管2の周囲にスパイラル状に巻回され、その分離膜巻回体の両端にテレスコープ防止板9が設置されている。第1の分離膜3、第2の分離膜4は端部が封止されて、原液と透過液の混合を防止している。
第1の分離膜3、第2の分離膜4は平膜状の分離膜であって、逆浸透膜、限外ろ過膜、精密ろ過膜、ガス分離膜、脱ガス膜などが使用できる。分離膜は、一般に透水性能を良くするために薄く製造される。この薄膜単体では機械的強度が劣るため、不織布や織布などの繊維基材を支持体として用い、その上に分離膜の素材となる高分子溶液を流延し分離膜を形成させている。
分離膜支持体の素材としては、ポリエステル、ポリプロピレン、ポリエチレン、ナイロン、アクリルなどが例示されるが、その中で特に、耐熱性、耐水性、耐薬品性があり、より低融点なポリエステルやポリプロピレンであることが好ましい。分離膜支持体に流延する高分子溶液には、分離機能を有するものであれば特に限定されず、例えばポリスルホン、ポリエーテルスルホンのようなポリアリールエーテルスルホン、ポリイミド、ポリフッ化ビニリデン、酢酸セルロースなどが好ましく用いられ、その中で特に、化学的、機械的、熱的に安定であるという点でポリスルホン、ポリアリールエーテルスルホンが好ましく用いられる。
また、この分離膜上に薄膜を形成し複合膜とすることも好ましい。複合膜としては、多官能酸ハロゲン化物と多官能アミンとの重縮合などによって得られる架橋ポリアミド膜など好ましく用いられるが、分離機能を有すれば組成は特に限定されない。
原液流路材11には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。透過液流路材10には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。原液流路材11および透過液流路材10の各素材については、流路材としての形状を保持し、かつ浸透液中への成分の溶出が少ないものならば特に限定されず、例えば、ナイロン等のポリアミド、ポリエステル、ポリアクリロニトリル、ポリエチレンやポリプロピレン等のポリオレフィン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフルオロエチレン、カーボンが挙げられるが、特に高圧下に耐えうる強度や、加工のし易さ等を考慮すると、ポリエステルを用いるのが好ましい。
テレスコープ防止板9は、分離膜巻回体が通過する流体の圧力により筒状に変形すること(テレスコープ現象)を防止するために設置された、孔を有する板状物であり、外周側にはシール材を装填するための周回溝を有していることが好ましい。テレスコープ防止板9の材質は熱可塑性樹脂、熱硬化性樹脂、耐熱性樹脂などの樹脂材により構成されればよく、樹脂コスト、成型性、強度、溶出物が少ないこと、および耐熱性があること等から、硬質塩ビやABS樹脂、またノリル(登録商標)樹脂など、エレメントの使用目的にあった材質が選定される。また、このテレスコープ防止板9は、外周環状部と内周環状部と放射状スポーク部とを有するスポーク型構造であることが好ましい。
集液管2は、管の側面に複数の孔を有するものであり、集液管2の材質は、樹脂、金属など何れでもよいが、ノリル(登録商標)樹脂、ABS樹脂等のプラスチックや、ガラスファイバーなどの繊維強化樹脂(FRP)が通常使用される。
スパイラル型流体分離素子は、分離膜巻回体の外周部が外装材により拘束されて拡径しない構造になっていることも好ましい。外装材は、ポリエステル、ポリプロピレン、ポリエチレン、ポリ塩化ビニルなどからなるシートや、硬化性樹脂を塗ったガラス繊維あるいは樹脂繊維、炭素繊維などからなるもので、分離膜巻回体の外周表面に、かかるシートや繊維を巻回してエレメントが拡径しないように拘束する。
ここで、第1の分離膜3、第2の分離膜4、原液流路材11、透過液流路材10が積層形成された各膜ユニットと集液管2の間を封止するための手段、および第1の分離膜3、第2の分離膜4の端部3辺を封止するための手段としては、接着法が好適に用いられる。また、集液管2の接着部に、接着剤と集液管2の接着性の付与及び向上を目的として、プライマー処理を施すことも好ましい。
上記のようなスパイラル型流体分離素子において、膜ユニットと集液管2の巻囲時のシール性が不充分であれば、流体分離素子の分離機能を発揮することなく、原液6が直接集液管2内に浸入し、スパイラル型流体分離素子の大幅な性能低下を招く。とくに、海水淡水化処理用途などの高圧運転下において、集液管2の表面状態が平滑な状態で製造されたスパイラル型流体分離素子を採用すると、相当に高い水圧の負荷により、集液管2とこれに塗布されたプライマー及び接着剤との固着界面部分に強い応力集中が起こり、やがては繰り返し負荷によってこの部分に亀裂が生じ、シール漏れへと進展する恐れがある。
本発明では、このシール漏れの発生を防止するために、集液管2の外周部の少なくとも一部に、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨することで研磨部に表面傷を設けた集液管2を採用することで、集液管2と接着剤の界面、プライマーを使用する場合には集液管2とプライマー界面のタック力を向上させ、高圧下の使用条件においても界面亀裂を生じさせないことを特徴とする。
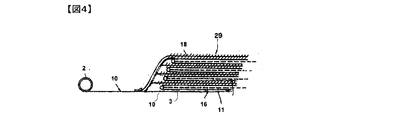
ここで、図2〜4を用いて膜ユニット16および集液管2と膜ユニット16の封止部について詳細に説明する。
まず、1枚目の透過液流路材10上の所定位置に、膜ユニット16を重ね、続いてこの膜ユニット16上の所定位置に2枚目の透過液流路材10’を重ねる。次いで、2枚目の透過液流路材10’の上から、接着剤塗布ガンまたは接着剤入りポリ袋(1カ所小さな開口部あり)を用いて、接着剤を、積層された膜ユニット16の分離膜17の二つ折り辺20に開口するコの字状に塗布する。
上記した接着剤の塗布に続いて次の膜ユニット16’を重ねると、下段の膜ユニット16内の分離膜の上面と、その上の透過液流路材10’と、その上の逆浸透膜の下面とが、コの字状の三辺で接着される。以下同様にして、透過液流路材10を重ねて接着剤塗布し膜ユニット16を重ねて接着させることを所定回数繰り返し、図2に示すような膜積層構造物29を形成する。
集液管2と膜ユニット16の封止について、積層構成された所定枚数の膜ユニット16を、集液管2の周りにスパイラル状に巻き付けて形成される。このとき、接着剤は、図3に示すよう積層された膜ユニットに対し、分離膜17の二つ折り辺20に開口するコの字状に塗布される。また、接着剤塗布部分18と接する集液管2の部分において、接着剤と集液管2の接着性の付与及び向上を目的として、プライマー処理を施すことが好ましい。
ここで、流体分離素子の製造について、集液管2には外周部に番手#600以上#2000以下の研磨材を使用して集液管2には外周部の少なくとも一部に表面傷を形成する研磨プロセスが設けられている。研磨法は、パイプ研磨で用いられる自動研磨機もしくは人的作業が選択的に使用されるが、作業効率の観点から自動研磨機が好適に使用される。また、集液管2の研磨箇所について、集液管2の外周部全面でも構わないが、研磨工程の作業負荷の観点から、接着剤塗布部分18と接する部分においてのみ研磨されることが好ましい。
研磨に用いられる研磨材は、耐水紙TypeDCC#1200(三共理化学(株)製)、不織布研磨材ケンマロン#1200(三共理化学(株)製)などの研磨紙または研磨布が用いることができる。研磨材の粒度については、番手#600以上#2000以下であれば好ましく、更に好ましくは番手#800以上#1500以下のものである。粒度が粗い(番手#400以下である)と、深い傷が入りやすく直接的にタック力の低下を招き、粒度が細かい(番手#3000以上である)と、研磨材の目詰まりが早く表面研磨の効果が薄れてしまう。なお、本発明において「番手」は、JIS R6001(研削といし用研磨材の粒度)の沈降試験方法により規定される粒度のことを指すものとする。
集液管2の表面研磨による作用について以下説明する。図5は集液管2の外形概略図であり、研磨する部位の一例を示している。図5のA部拡大部(a)は、表面研磨を施していない場合の集液管2、プライマー30、および接着剤31の関係、図5のA部拡大部(b)は、表面研磨を施している場合の集液管2、プライマー30、および接着剤31の関係について模式的に表したものである。
表面研磨が施されていない平滑な集液管2(図5のA部拡大部(a))について、集液管2の長手方向に対し、例えば5MPa以上の高水圧34が負荷されると、集液管2とプライマー30の表面界面、もしくはプライマー30と接着剤31の界面に強い応力集中が起こり、やがては繰り返し負荷によってこの部分に亀裂33が生じ、シール漏れへと進展する恐れがある。
一方、表面研磨が施されて表面が比較的粗い集液管2(図5のA部拡大部(b))について、研磨により集液管2の表面に微細な表面傷が生成されることで、表面形状が凹凸になった状態でプライマー30の処理および接着剤31が塗布される。これにより、アンカー効果、すなわち接着表面積を増やすという効果が付与されることになり、集液管2と接着剤31、つまり集液管2と膜ユニット16のタック力が増大する。
ここで、研磨方向については、任意で構わないが、集液管2の長手方向に沿って研磨されることが好ましい。集液管2の長手方向に沿って研磨されることで、研磨により施された微細な表面傷32が、集液管2の流れ方向に対して略垂直に設けられることとなるため、万が一亀裂33が発生した場合においても、図5のA部拡大部(b)に示すように、亀裂33の進展を阻害する好適な働きをする。
また、集液管2の微細な表面傷32の程度について、特に限定されるものではないが、JIS B 0601−2001に基づく算術平均粗さ(Ra)で0.3〜6.3μmの範囲で表される粗さが好適である。Raが0.2以下の平滑表面であるとタック力の低下を、Raが8以上であると接着剤31の塗布斑を誘発することになり、いずれもシール漏れへと進展する恐れがある。
使用する接着剤31はエポキシ接着剤、ウレタン接着剤など特に限定されないが、溶出性の観点からウレタン樹脂を用いるのが好ましい。混合後の粘度は4000mPa・s〜15000mPa・sの範囲内であることが好ましく、さらに5000mPa・s〜12000mPa・sがより好ましい。
接着剤31の塗布量は、膜ユニットを集液管に巻囲した後に塗布幅5mm〜80mmが確保出来るような量とすることが好ましく、例えば、1面当たり8g〜50gの範囲が好ましい。塗布量が多すぎると塗布幅が広くなりすぎて透過有効膜面積が狭くなり、少なすぎるとシール漏れの原因となる。
使用するプライマー30はアクリル樹脂系プライマー、ウレタン樹脂系プライマー、エポキシ樹脂系プライマー、シリコーン樹脂系プライマー、塩化ビニル樹脂系プライマー、など特に限定されないが、接着剤との反応性の観点から、ウレタン樹脂系プライマーを用いることが好ましい。
以下に具体例を挙げて本発明を説明するが、本発明はこれら実施例により限定されるものではない。
<実施例1>
番手#600の研磨紙により研磨したノリル(登録商標)樹脂製集液管を使用し、図1に示す膜面積400ft2の8インチスパイラル型流体分離素子を作製した。接着剤およびプライマーにはウレタン樹脂系接着剤を使用した。集液管2と膜ユニット16の封止について、図2に示すよう積層構成された所定枚数の膜ユニット16を、集液管2の周りにスパイラル状に巻き付けて形成した。このとき、接着剤は、図3に示すよう積層された膜ユニット16に対し、分離膜17の二つ折り辺20に開口するコの字状に塗布した。また、分離膜は東レ株式会社製“UTC−80”を、原液流路材にはポリエチレン素材、厚さ0.7mm、幅870mmのものを、透過液流路材にはポリエチレン素材、厚さ0.21mm、1065mm幅のものを使用した。研磨方法としては、集液管の円周方向に沿って研磨し、研磨回数は円周方向に対し3回(3周)とした。次いで、以下発停テストにより漏れ発生の有無を確認した。結果は表1に示す。
番手#600の研磨紙により研磨したノリル(登録商標)樹脂製集液管を使用し、図1に示す膜面積400ft2の8インチスパイラル型流体分離素子を作製した。接着剤およびプライマーにはウレタン樹脂系接着剤を使用した。集液管2と膜ユニット16の封止について、図2に示すよう積層構成された所定枚数の膜ユニット16を、集液管2の周りにスパイラル状に巻き付けて形成した。このとき、接着剤は、図3に示すよう積層された膜ユニット16に対し、分離膜17の二つ折り辺20に開口するコの字状に塗布した。また、分離膜は東レ株式会社製“UTC−80”を、原液流路材にはポリエチレン素材、厚さ0.7mm、幅870mmのものを、透過液流路材にはポリエチレン素材、厚さ0.21mm、1065mm幅のものを使用した。研磨方法としては、集液管の円周方向に沿って研磨し、研磨回数は円周方向に対し3回(3周)とした。次いで、以下発停テストにより漏れ発生の有無を確認した。結果は表1に示す。
「発停テスト条件」
海水を原水とし、操作圧力5.5MPa、ブライン流量80L/minでエレメントに供給、発停回数を500回とした。運転初期と発停テスト後のエレメント性能(Rej(%))を評価することで、漏れ発生の有無を確認した。ここでは、発停テスト後のエレメント性能(Rej(%))が99.6%以上である場合を「合格」とした。
海水を原水とし、操作圧力5.5MPa、ブライン流量80L/minでエレメントに供給、発停回数を500回とした。運転初期と発停テスト後のエレメント性能(Rej(%))を評価することで、漏れ発生の有無を確認した。ここでは、発停テスト後のエレメント性能(Rej(%))が99.6%以上である場合を「合格」とした。
<実施例2>
番手#1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
番手#1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
<実施例3>
番手#1200の研磨布により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
番手#1200の研磨布により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
<実施例4>
番手#2000の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
番手#2000の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
<実施例5>
番手1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法として、集液管の長手方向に沿って研磨し、研磨回数は3回とした。評価方法は実施例1に同じ。
番手1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法として、集液管の長手方向に沿って研磨し、研磨回数は3回とした。評価方法は実施例1に同じ。
<実施例6>
番手#1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法として、集液管の円周方向に沿って研磨し、研磨回数は円周方向に対し1回(1周)とした。評価方法は実施例1に同じ。
番手#1200の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法として、集液管の円周方向に沿って研磨し、研磨回数は円周方向に対し1回(1周)とした。評価方法は実施例1に同じ。
<比較例1>
表面研磨を施していない集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
表面研磨を施していない集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
<比較例2>
番手#400の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
番手#400の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
<比較例3>
番手#3000の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。
番手#3000の研磨紙により研磨した集液管を使用し、膜面積400ft2の8インチスパイラル型流体分離素子を作製した。研磨方法および評価方法は実施例1に同じ。

表1に示すとおり、本発明に係る実施例1〜6の場合は、発停後の漏れを防止することができた。これに対し、研磨を施していない比較例1、および番手#400、#3000を用いた比較例2、3の場合には、発停後Rej(%)低下し、テスト後の流体分離素子を解体したところ、集液管と膜ユニットの接着界面部より漏れが発生していた。
本発明のスパイラル型流体分離素子は、特に、高温・高圧等の条件下で行う液体膜分離や、析出物が生じ易い原液の膜分離において好適に使用することができる。
2: 集液管
3: 第1の分離膜
4: 第2の分離膜
5: 外装材
6: 原液
7: 原液の流れ
9: テレスコープ防止板
10、10’、10”: 透過液流路材
11: 原液流路材
12: 濃縮液
13: 透過液の流れ
14: 透過液
16、16’、16”: 膜ユニット
17: 分離膜
18: 接着剤塗布部分(封止部)
20: 二つ折り辺
27: 接着剤塗布ガン
29: 膜積層構造物
30: プライマー
31: 接着剤
32: 表面傷
33: 亀裂
34: 高水圧
3: 第1の分離膜
4: 第2の分離膜
5: 外装材
6: 原液
7: 原液の流れ
9: テレスコープ防止板
10、10’、10”: 透過液流路材
11: 原液流路材
12: 濃縮液
13: 透過液の流れ
14: 透過液
16、16’、16”: 膜ユニット
17: 分離膜
18: 接着剤塗布部分(封止部)
20: 二つ折り辺
27: 接着剤塗布ガン
29: 膜積層構造物
30: プライマー
31: 接着剤
32: 表面傷
33: 亀裂
34: 高水圧
Claims (7)
- 集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットが、分離膜が接着剤によって集液管と接着されるようにして巻回されてなるスパイラル型流体分離素子において、集液管の外周部の少なくとも一部が、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨されたものであることを特徴とするスパイラル型流体分離素子。
- 研磨材のJIS R 6001の沈降試験方法により規定される番手が#800以上#1500以下である請求項1に記載のスパイラル型流体分離素子。
- 研磨材が研磨紙または研磨布である請求項1または2に記載のスパイラル型流体分離素子。
- 接着剤がウレタン樹脂である請求項1〜3のいずれかに記載のスパイラル型流体分離素子。
- 集液管が集液管の円周方向に沿って研磨材により研磨されたものであることを特徴とする請求項1〜4のいずれかに記載のスパイラル型流体分離素子。
- 集液管の外周部の少なくとも一部がプライマー処理を施されたものであることを特徴とする請求項1〜5のいずれかに記載のスパイラル型流体分離素子。
- 集液孔を有する集液管の外周部に、分離膜、透過液流路材および原液流路材を含む膜ユニットを、分離膜が接着剤によって集液管と接着されるようにして巻回してなるスパイラル型流体分離素子の製造方法において、膜ユニットを集液管の外周部に巻回する前に、集液管の外周部の少なくとも一部を、JISR 6001の沈降試験方法により規定される番手が#600以上#2000以下の研磨材によって研磨することを特徴とするスパイラル型流体分離素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011249290A JP2013103182A (ja) | 2011-11-15 | 2011-11-15 | スパイラル型流体分離素子およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011249290A JP2013103182A (ja) | 2011-11-15 | 2011-11-15 | スパイラル型流体分離素子およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013103182A true JP2013103182A (ja) | 2013-05-30 |
Family
ID=48623167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011249290A Pending JP2013103182A (ja) | 2011-11-15 | 2011-11-15 | スパイラル型流体分離素子およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013103182A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015214582A (ja) * | 2006-08-21 | 2015-12-03 | エフ.ホフマン−ラ ロシュ アーゲーF. Hoffmann−La Roche Aktiengesellschaft | 抗vegf抗体による腫瘍治療 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60192780A (ja) * | 1983-12-14 | 1985-10-01 | エクソン・リサ−チ・アンド・エンジニアリング・カンパニ− | 抽出溶剤回収プロセスの膜部材を作製する際に使用するための接着剤系 |
| JPH08197393A (ja) * | 1995-01-30 | 1996-08-06 | Nippon Light Metal Co Ltd | アルミニウム鏡面管の製造方法 |
| JPH10341A (ja) * | 1996-06-19 | 1998-01-06 | Nitto Denko Corp | スパイラル型膜エレメントおよびその製造方法 |
| JP2006247629A (ja) * | 2005-02-08 | 2006-09-21 | Nitto Denko Corp | スパイラル型膜エレメント及びその製造方法 |
| JP2007267488A (ja) * | 2006-03-28 | 2007-10-11 | Fujinon Corp | 駆動装置、それに用いられる電気機械変換素子、撮像装置、及び携帯電話 |
| JP2010161697A (ja) * | 2009-01-09 | 2010-07-22 | Ngk Insulators Ltd | 弾性表面波素子 |
-
2011
- 2011-11-15 JP JP2011249290A patent/JP2013103182A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60192780A (ja) * | 1983-12-14 | 1985-10-01 | エクソン・リサ−チ・アンド・エンジニアリング・カンパニ− | 抽出溶剤回収プロセスの膜部材を作製する際に使用するための接着剤系 |
| JPH08197393A (ja) * | 1995-01-30 | 1996-08-06 | Nippon Light Metal Co Ltd | アルミニウム鏡面管の製造方法 |
| JPH10341A (ja) * | 1996-06-19 | 1998-01-06 | Nitto Denko Corp | スパイラル型膜エレメントおよびその製造方法 |
| JP2006247629A (ja) * | 2005-02-08 | 2006-09-21 | Nitto Denko Corp | スパイラル型膜エレメント及びその製造方法 |
| JP2007267488A (ja) * | 2006-03-28 | 2007-10-11 | Fujinon Corp | 駆動装置、それに用いられる電気機械変換素子、撮像装置、及び携帯電話 |
| JP2010161697A (ja) * | 2009-01-09 | 2010-07-22 | Ngk Insulators Ltd | 弾性表面波素子 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015214582A (ja) * | 2006-08-21 | 2015-12-03 | エフ.ホフマン−ラ ロシュ アーゲーF. Hoffmann−La Roche Aktiengesellschaft | 抗vegf抗体による腫瘍治療 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5474197B2 (ja) | フィルター膜を支持するためのフレーム | |
| JP6206185B2 (ja) | 分離膜および分離膜エレメント | |
| WO2014010554A1 (ja) | エレメントユニット、分離膜モジュール、分離膜エレメントの着脱方法 | |
| WO2013005826A1 (ja) | 分離膜、分離膜エレメント、および分離膜の製造方法 | |
| JP2013544642A (ja) | 膜分離モジュール | |
| CN107531526B (zh) | 包含螺旋卷绕生物反应器和超滤膜模块的过滤总成 | |
| JP2017047417A (ja) | 分離膜モジュール、分離膜エレメントおよびテレスコープ防止板 | |
| JP2015150545A (ja) | スパイラル型流体分離素子 | |
| JP7197260B2 (ja) | 中空糸膜モジュール、海水淡水化システム、海水を淡水化する方法、海水より淡水を製造する方法、中空糸膜モジュールの運転方法、ろ過方法、および中空糸膜モジュールの製造方法 | |
| US20170050149A1 (en) | Spiral wound module with integrated permeate flow controller | |
| JP2013071098A (ja) | 分離膜エレメント | |
| WO2010095739A1 (ja) | 膜エレメント用端部部材及びこれを備えた膜エレメント | |
| US20150182918A1 (en) | Multi-pass hyperfiltration system | |
| WO2014208602A1 (ja) | 分離膜エレメント | |
| US20180001263A1 (en) | Submerged hyperfiltration system | |
| JP2013103182A (ja) | スパイラル型流体分離素子およびその製造方法 | |
| JP2006218345A (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JP6624285B2 (ja) | 流体分離素子およびテレスコープ防止板 | |
| JP2006247629A (ja) | スパイラル型膜エレメント及びその製造方法 | |
| WO2020262290A1 (ja) | 分離膜エレメントおよびその使用方法、ならびに水処理装置 | |
| JP2005279377A (ja) | スパイラル型膜エレメント及びその製造方法 | |
| JP2012176345A (ja) | スパイラル型流体分離素子 | |
| JP2015142911A (ja) | 分離膜および分離膜エレメント | |
| JP2012139614A (ja) | 分離膜エレメントの洗浄方法 | |
| JP2015142899A (ja) | 分離膜エレメント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150901 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160112 |