JP2012531538A - 現場ゴム引きされると共に2+m+n構造を有する3層スチールコード - Google Patents
現場ゴム引きされると共に2+m+n構造を有する3層スチールコード Download PDFInfo
- Publication number
- JP2012531538A JP2012531538A JP2012518923A JP2012518923A JP2012531538A JP 2012531538 A JP2012531538 A JP 2012531538A JP 2012518923 A JP2012518923 A JP 2012518923A JP 2012518923 A JP2012518923 A JP 2012518923A JP 2012531538 A JP2012531538 A JP 2012531538A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cord
- wires
- rubber
- cord according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000831 Steel Inorganic materials 0.000 title abstract description 21
- 239000010959 steel Substances 0.000 title abstract description 21
- 229920001971 elastomer Polymers 0.000 claims abstract description 173
- 239000005060 rubber Substances 0.000 claims abstract description 161
- 238000004519 manufacturing process Methods 0.000 claims abstract description 26
- 150000001875 compounds Chemical class 0.000 claims abstract description 21
- 229910052751 metal Inorganic materials 0.000 claims description 39
- 239000002184 metal Substances 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 25
- 230000002787 reinforcement Effects 0.000 claims description 24
- 238000012360 testing method Methods 0.000 claims description 19
- 238000011065 in-situ storage Methods 0.000 claims description 14
- 229920001577 copolymer Polymers 0.000 claims description 13
- 229920003244 diene elastomer Polymers 0.000 claims description 12
- 239000000806 elastomer Substances 0.000 claims description 12
- 239000000203 mixture Substances 0.000 claims description 12
- 238000011144 upstream manufacturing Methods 0.000 claims description 12
- 230000035699 permeability Effects 0.000 claims description 11
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Natural products CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 claims description 8
- 244000043261 Hevea brasiliensis Species 0.000 claims description 7
- 229920003052 natural elastomer Polymers 0.000 claims description 7
- 229920001194 natural rubber Polymers 0.000 claims description 7
- 229920003051 synthetic elastomer Polymers 0.000 claims description 5
- 239000005062 Polybutadiene Substances 0.000 claims description 4
- 239000011265 semifinished product Substances 0.000 claims description 4
- 229920006395 saturated elastomer Polymers 0.000 claims description 3
- 229920002857 polybutadiene Polymers 0.000 claims description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N vinyl-ethylene Natural products C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 claims description 2
- 239000000945 filler Substances 0.000 abstract description 7
- 239000010410 layer Substances 0.000 description 187
- 239000011295 pitch Substances 0.000 description 19
- 238000001125 extrusion Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 229910000975 Carbon steel Inorganic materials 0.000 description 10
- 239000010962 carbon steel Substances 0.000 description 10
- 239000011324 bead Substances 0.000 description 8
- 239000006229 carbon black Substances 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 7
- 238000005260 corrosion Methods 0.000 description 7
- 238000004073 vulcanization Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 229910001369 Brass Inorganic materials 0.000 description 6
- 239000010951 brass Substances 0.000 description 6
- 238000009472 formulation Methods 0.000 description 6
- 230000035515 penetration Effects 0.000 description 6
- 230000003014 reinforcing effect Effects 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 229910001220 stainless steel Inorganic materials 0.000 description 6
- 229910052717 sulfur Inorganic materials 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000010935 stainless steel Substances 0.000 description 5
- 239000011593 sulfur Substances 0.000 description 5
- 125000003118 aryl group Chemical group 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- VKYKSIONXSXAKP-UHFFFAOYSA-N hexamethylenetetramine Chemical compound C1N(C2)CN3CN1CN2C3 VKYKSIONXSXAKP-UHFFFAOYSA-N 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000010058 rubber compounding Methods 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- 241001589086 Bellapiscis medius Species 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000012763 reinforcing filler Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- BNCADMBVWNPPIZ-UHFFFAOYSA-N 2-n,2-n,4-n,4-n,6-n,6-n-hexakis(methoxymethyl)-1,3,5-triazine-2,4,6-triamine Chemical compound COCN(COC)C1=NC(N(COC)COC)=NC(N(COC)COC)=N1 BNCADMBVWNPPIZ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 239000008367 deionised water Substances 0.000 description 2
- 229910021641 deionized water Inorganic materials 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 235000010299 hexamethylene tetramine Nutrition 0.000 description 2
- 239000004312 hexamethylene tetramine Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 229920003049 isoprene rubber Polymers 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- CBXRMKZFYQISIV-UHFFFAOYSA-N 1-n,1-n,1-n',1-n',2-n,2-n,2-n',2-n'-octamethylethene-1,1,2,2-tetramine Chemical compound CN(C)C(N(C)C)=C(N(C)C)N(C)C CBXRMKZFYQISIV-UHFFFAOYSA-N 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 239000006237 Intermediate SAF Substances 0.000 description 1
- 150000001206 Neodymium Chemical class 0.000 description 1
- 229920006978 SSBR Polymers 0.000 description 1
- 229910007565 Zn—Cu Inorganic materials 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000000370 acceptor Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000010692 aromatic oil Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000010622 cold drawing Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- TVZPLCNGKSPOJA-UHFFFAOYSA-N copper zinc Chemical compound [Cu].[Zn] TVZPLCNGKSPOJA-UHFFFAOYSA-N 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- -1 for example Co Substances 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004619 high density foam Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 1
- 239000012764 mineral filler Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000010690 paraffinic oil Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000012936 vulcanization activator Substances 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/062—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration
- D07B1/0633—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration having a multiple-layer configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/16—Ropes or cables with an enveloping sheathing or inlays of rubber or plastics
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B7/00—Details of, or auxiliary devices incorporated in, rope- or cable-making machines; Auxiliary apparatus associated with such machines
- D07B7/02—Machine details; Auxiliary devices
- D07B7/14—Machine details; Auxiliary devices for coating or wrapping ropes, cables, or component strands thereof
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B7/00—Details of, or auxiliary devices incorporated in, rope- or cable-making machines; Auxiliary apparatus associated with such machines
- D07B7/02—Machine details; Auxiliary devices
- D07B7/14—Machine details; Auxiliary devices for coating or wrapping ropes, cables, or component strands thereof
- D07B7/145—Coating or filling-up interstices
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0613—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the rope configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0646—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0646—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires
- D07B1/0653—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires in the core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/201—Wires or filaments characterised by a coating
- D07B2201/2011—Wires or filaments characterised by a coating comprising metals
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2023—Strands with core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2025—Strands twisted characterised by a value or range of the pitch parameter given
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2027—Compact winding
- D07B2201/2028—Compact winding having the same lay direction and lay pitch
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2029—Open winding
- D07B2201/2031—Different twist pitch
- D07B2201/2032—Different twist pitch compared with the core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2038—Strands characterised by the number of wires or filaments
- D07B2201/204—Strands characterised by the number of wires or filaments nine or more wires or filaments respectively forming multiple layers
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2046—Strands comprising fillers
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2059—Cores characterised by their structure comprising wires
- D07B2201/2061—Cores characterised by their structure comprising wires resulting in a twisted structure
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2059—Cores characterised by their structure comprising wires
- D07B2201/2062—Cores characterised by their structure comprising wires comprising fillers
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2095—Auxiliary components, e.g. electric conductors or light guides
- D07B2201/2097—Binding wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/20—Organic high polymers
- D07B2205/2039—Polyesters
- D07B2205/2042—High performance polyesters, e.g. Vectran
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3046—Steel characterised by the carbon content
- D07B2205/305—Steel characterised by the carbon content having a low carbon content, e.g. below 0,5 percent respectively NT wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3046—Steel characterised by the carbon content
- D07B2205/3053—Steel characterised by the carbon content having a medium carbon content, e.g. greater than 0,5 percent and lower than 0.8 percent respectively HT wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/306—Aluminium (Al)
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3067—Copper (Cu)
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3085—Alloys, i.e. non ferrous
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3085—Alloys, i.e. non ferrous
- D07B2205/3089—Brass, i.e. copper (Cu) and zinc (Zn) alloys
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2207/00—Rope or cable making machines
- D07B2207/40—Machine components
- D07B2207/4072—Means for mechanically reducing serpentining or mechanically killing of rope
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2401/00—Aspects related to the problem to be solved or advantage
- D07B2401/20—Aspects related to the problem to be solved or advantage related to ropes or cables
- D07B2401/202—Environmental resistance
- D07B2401/2025—Environmental resistance avoiding corrosion
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2501/00—Application field
- D07B2501/20—Application field related to ropes or cables
- D07B2501/2046—Tire cords
Landscapes
- Ropes Or Cables (AREA)
Abstract
Description
‐0.08≦d1≦0.50
‐0.08≦d2≦0.50
‐0.08≦d3≦0.50
‐3<p1<50
‐6<p2<50
‐9<p3<50
‐PKに等しい外側ストランドの任意の3cm長さ分にわたり、「充填ゴム」と呼ばれるゴムコンパウンドは、一方において第1の層(C1)の2本のワイヤ並びに他方において第2の層(C2)のM本のワイヤ及び第3の層(C3)のN本のワイヤより画定された毛管の各々の中に存在し、
‐コード中の充填ゴムの量は、コード1g当たり10〜50mgであることを特徴とする金属コードにある。
‐中央層の2本のワイヤをツイスティングして「第1の組み立て箇所」と呼ばれている第1の箇所のところに第1の層又は中央層(C1)を形成する第1の組み立てステップを有し、
‐M本のワイヤを中央層(C1)の周りにツイスティングして「第2の組み立て箇所」と呼ばれる第2の箇所に、2+M構造の「コアストランド」と呼ばれる中間コード(C1+C2)を形成する第2の組み立てステップを有し、
‐第1の組み立て箇所の下流側において、中央層(C1)及び/又はコアストランド(C1+C2)を未硬化状態の充填ゴムで外装する外装ステップ、外装は、第2の組み立て箇所の上流側か下流側かのいずれか又は上流側と下流側の両方で実施され、
‐次に、N本のワイヤを外装されたコアストランドの周りにツイスティング又はケーブリングすることによる第3の組み立てステップを有し、
‐次に最終の撚りバランス取りステップを有する。
I‐1.引張特性(ダイナモメトリック)測定
金属ワイヤ及び金属コードに関し、破断荷重Fm(単位N(ニュートン)の最大荷重)、Rmにより示された引張強度(単位MPa)及びAtにより示された破断点伸び率(単位%の全伸び率)の測定は、1984年の規格ISO6892に従って張力下で行われる。
この試験により、試験対象のコードの長手方向通気度を所与の時間にわたり一定の圧力下で試験片を通過した空気の量を測定することによって決定することができる。当業者には周知であるこのような試験の原理は、コードが空気に対して不透過性であるようにするためにコードの処理の有効性を実証することにある。この試験は、例えば、規格ASTM・D・2692‐98に記載されている。
充填ゴムの量は、初期コード(従って、現場ゴム引きコード)の重量と適当な電解処理によって充填ゴムを除去したコード(従って、そのワイヤのコード)の重量の差を測定することによって測定される。
本明細書において、別段の指定がなければ、百分率(%)は全て、重量パーセントである。
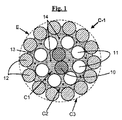
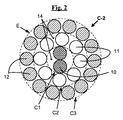
したがって、本発明のコードは、次の3つの同心層を有する。
‐ピッチp1で螺旋状に組み立てられた直径d1の2本のワイヤから成る第1の層又は中央層(C1)、
‐ピッチp2で螺旋状に中央層(C1)に巻き付けられた直径d2のM本のワイヤが第2の層(C2)、及び
‐ピッチp3で螺旋状に第2の層に巻き付けられた直径d3のN本のワイヤが第3の層(C3)。
‐0.08≦d1≦0.50
‐0.08≦d2≦0.50
‐0.08≦d3≦0.50
‐3<p1<50
‐6<p2<50
‐9<p3<50
‐PKに等しい外側ストランドの任意の3cm長さ分にわたり、「充填ゴム」と呼ばれるゴムコンパウンドは、一方において第1の層(C1)の2本のワイヤ並びに他方において第2の層(C2)のM本のワイヤ及び第3の層(C3)のN本のワイヤより画定された毛管の各々の中に存在し、
‐コード中の充填ゴムの量は、コード1g当たり10〜50mgである。
‐0.10≦d1≦0.40
‐0.10≦d2≦0.40
‐0.10≦d3≦0.40
‐0.10≦d1≦0.30
‐0.10≦d2≦0.30
‐0.10≦d3≦0.30
‐3<p1<30
‐6<p2<30
‐9<p3<30
好ましくはジエンエラストマーを用いて現場ゴム引きされた本発明の上述のコードは、好ましくはインラインで且つ連続的に実施される以下のステップを含む方法を用いて製造されるのが良い。
‐中央層の2本のワイヤをツイスティングして「第1の組み立て箇所」と呼ばれている第1の箇所のところに第1の層又は中央層(C1)を形成する第1の組み立てステップを有し、
‐M本のワイヤを中央層(C1)の周りにツイスティングして「第2の組み立て箇所」と呼ばれる第2の箇所に、2+M構造の「コアストランド」と呼ばれる中間コード(C1+C2)を形成する第2の組み立てステップを有し、
‐第1の組み立て箇所の下流側において、中央層(C1)及び/又はコアストランド(C1+C2)を未硬化状態の充填ゴムで外装する外装ステップ、外装は、第2の組み立て箇所の上流側か下流側かのいずれか又は上流側と下流側の両方で実施され、
‐次に、N本のワイヤを外装されたコアストランドの周りにツイスティング又はケーブリングすることによる第3の組み立てステップを有し、
‐次に最終の撚りバランス取りステップを有する。
‐ケーブリング(cabling)(このような場合、ワイヤは、組み立て箇所の前後における同期回転に鑑みてこれら自身の軸線回りの撚りを示さない)、
‐又は、ツイスティング(twisting)(このような場合、ワイヤは、一括的な撚りとこれら自身の軸線回りの個々の撚りの両方を示し、それによりワイヤの各々にはアンツイスティング(撚りをほどく)トルクが生じる)が存在する。
第1のステップの際、中央層の2本のワイヤを一緒にツイスティングして(S又はZ方向)それ自体知られている仕方で第1の層(C1)を形成し、2本のワイヤを共通ツイスティング箇所(又は第1の組み立て箇所)に収斂させるようになった組み立てガイドに結合されても良く又は結合されていなくても良い供給手段、例えばスプール、分離格子によってワイヤを送り出す。
‐中央層の2本のワイヤをツイスティングして「第1の組み立て箇所」と呼ばれている第1の箇所のところに第1の層又は中央層(C1)を形成する供給手段及び第1の組み立て手段、
‐M本のワイヤを中央層(C1)の周りにツイスティングして「第2の組み立て箇所」と呼ばれる第2の箇所に、2+M構造の「コアストランド」と呼ばれる中間コード(C1+C2)を形成する供給手段及び第2の組み立て手段、
‐第2の組み立て箇所の上流側か下流側かのいずれか又は上流側と下流側の両方で実施される中央層(C1)及び/又はコアストランド(C1+C2)を未硬化状態の充填ゴムで外装する外装手段、
‐次に、N本のワイヤを外装されたコアストランドの周りにツイスティング又はケーブリングする供給手段及び第3の組み立て手段、及び
‐第3の組み立て手段の端部のところに設けられた撚りバランス取り手段を有する装置である。
本明細書の背景技術の項で説明したように、本発明のコードは、特に、産業車両用タイヤのカーカス補強材向きである。
以下の試験は、本発明の3層コードが先行技術の現場ゴム引き3層コードと比較することにより、少量の充填ゴムを含み、それによりこれらコードを一層コンパクトにするという顕著な利点を有し、このゴムは、コード内のその毛管の各々の中に一様に分布され、コードに最適な長手方向不透過性が与えられていることを示している。
)であった。中間直径のワイヤは、脱脂及び/又は酸洗い処理を受け、その後、これらを変換する。真鍮の被膜をこれら中間ワイヤに被着させた後、「最終」加工硬化と呼ばれる作業を、例えば水性乳濁液又は分散液の形態をした絞り成形用潤滑剤を含む湿式媒体中で冷間絞り成形することにより各ワイヤに対して行った(即ち、最終パテンティング熱処理後)。ワイヤを包囲している真鍮の被膜は、非常に小さい厚さのものであり、1ミクロンよりも著しく小さく、例えば、約0.15〜0.30μmであり、これは、スチールワイヤの直径と比べて無視できるほどのものであった。このようにして引き抜いたスチールワイヤは、以下の直径及び機械的性質を有していた。
表 1
スチール φ(mm) Fm(N) Rm(MPa)
NT 0.18 68 2820
表2
コード p1 p2 p3 Fm Rm At
(mm) (mm) (mm) (daN) (MPa) (%)
C‐1 6 12 18 115 2680 2.4
例えば、ゴム又は任意他の材料によるコードの侵入度を一段と向上させるために、本発明のコード(層(C1,C2,C3)のうちのどれを考慮しても良い)の少なくとも1本(即ち、1本又は2本以上)のワイヤに代えて、予備成形又は変形ワイヤ又はより一般的に、直径d1及び/又はd2及び/又はd3の他のワイヤの断面とは異なる断面のワイヤを用いても良く、この交換ワイヤのエンベロープ直径は、関連の層(C1及び/又はC2及び/又はC3)を構成する他のワイヤの直径(d1及び/又はd2及び/又はd3)よりも小さくても、これに等しくても又はこれよりも大きくても良い。
‐全部で6本の要素ストランドで形成された(1+5)×(2+M+N)(1本が中心に位置し、残りの5本のストランドが中心回りにケーブリングされている)、
‐全部で7本の要素ストランドで作られた(1+6)×(2+M+N)(1本が中心に位置し、残りの6本が中心回りにケーブリングされている)、
‐全部で9本の要素ストランドで形成された(2+7)×(2+M+N)(2本が中心に位置し、残りの7本のストランドが中心回りにケーブリングされている)、
‐全部で10本の要素ストランドで作られた(2+8)×(2+M+N)(2本が中心に位置し、残りの8本が中心回りにケーブリングされている)、
‐全部で11本の要素ストランドで作られた(3+8)×(2+M+N)(3本が中心に位置し、残りの8本が中心回りにケーブリングされている)、
‐全部で12本の要素ストランドで形成された(3+9)×(2+M+N)(3本が中心に位置し、残りの9本のストランドが中心回りにケーブリングされている)、
‐全部で13本の要素ストランドで作られた(4+9)×(2+M+N)(4本が中心に位置し、残りの9本が中心回りにケーブリングされている)
‐全部で14本の要素ストランドで作られた(4+10)×(2+M+N)(4本が中心に位置し、残りの10本が中心回りにケーブリングされている)であるが、この場合、各要素ストランド(又は、少なくともこれらのうちの一部)は、2+M+N、特に2+7+13又は2+8+14構造の本発明の3層コードで構成される。
Claims (23)
- 現場でゴム引きされた2+M+N構造の3つの層(C1+C2+C3)を有する金属コードであって、前記3つの層は、ピッチp1で螺旋状に組み立てられた直径d1の2本のワイヤから成る第1の層又は中央層(C1)を含み、直径d2のM本のワイヤが第2の層(C2)の状態でピッチp2で螺旋状に前記中央層(C1)に巻き付けられ、直径d3のN本のワイヤが第3の層(C3)の状態でピッチp3で螺旋状に前記第2の層に巻き付けられ、前記コードは、以下の特徴(d1、d2、d3、p1、p2及びp3は、mmで表されている)を有し、即ち、
‐0.08≦d1≦0.50
‐0.08≦d2≦0.50
‐0.08≦d3≦0.50
‐3<p1<50
‐6<p2<50
‐9<p3<50
‐PKに等しい前記外側ストランドの任意の3cm長さ分にわたり、「充填ゴム」と呼ばれるゴムコンパウンドは、一方において前記第1の層(C1)の前記2本のワイヤ並びに他方において前記第2の層(C2)の前記M本のワイヤ及び前記第3の層(C3)の前記N本のワイヤより画定された毛管の各々の中に存在し、
‐前記コード中の前記充填ゴムの量は、コード1g当たり10〜50mgである、
ことを特徴とする金属コード。 - 前記充填ゴムのゴムは、ジエンエラストマーである、請求項1記載の金属コード。
- 前記充填ゴムの前記ジエンエラストマーは、ポリブタジエン、天然ゴム、合成ポリイソプレン、ブタジエンコポリマー、イソプレンコポリマー及びこれらエラストマーの配合物から成る群から選択される、
請求項2記載の金属コード。 - 前記ジエンエラストマーは、イソプレンコポリマー、好ましくは天然ゴムである、
請求項3記載の金属コード。 - 以下の特徴、即ち、
‐3<p1<30
‐6<p2<30
‐9<p3<30
が満たされる、
請求項1〜4のいずれか1項に記載の金属コード。 - p1≦p2≦p3である、
請求項1〜5のいずれか1項に記載の金属コード。 - 以下の特徴、即ち、
‐0.10≦d1≦0.40
‐0.10≦d2≦0.40
‐0.10≦d3≦0.40
が満たされる、
請求項1〜6のいずれか1項に記載の金属コード。 - 前記第1の層(C1)の前記2本のワイヤ、前記第2の層(C2)の前記M本のワイヤ及び前記第3の層(C3)の前記N本のワイヤは、同一のツイスティング方向に巻回されている、
請求項1〜7のいずれか1項に記載の金属コード。 - d1=d2=d3である、
請求項1〜8のいずれか1項に記載の金属コード。 - p2=p3である、
請求項1〜9のいずれか1項に記載の金属コード。 - 前記第2の層(C2)は、6〜10本のワイヤから成り、前記第3の層(C3)は、12〜16本のワイヤから成る、
請求項1〜10のいずれか1項に記載の金属コード。 - 前記第2の層(C2)は、7又は8本のワイヤから成り、前記第3の層(C3)は、13又は14本のワイヤから成る、
請求項11記載の金属コード。 - 前記第3の層(C3)は、飽和層である、
請求項1〜12のいずれか1項に記載の金属コード。 - 前記充填ゴムコンパウンドの量は、ストランド1g当たり15〜40mgである、
請求項1〜13のいずれか1項に記載のマルチストランド金属コード。 - 通気度試験(段落I‐2)において、前記コードは、2cm3/分未満の平均空気流量を有する、
請求項1〜14のいずれか1項に記載の金属コード。 - 通気度試験(段落I‐2)において、前記コードは、0.2cm3/分未満又はこれにせいぜい等しい平均空気流量を有する、
請求項15記載の金属コード。 - 請求項1〜16のいずれか1項に記載のコードを製造する方法であって、少なくとも次のステップ、即ち、
‐前記中央層の前記2本のワイヤをツイスティングして「第1の組み立て箇所」と呼ばれている第1の箇所のところに前記第1の層又は中央層(C1)を形成する第1の組み立てステップを有し、
‐前記M本のワイヤを前記中央層(C1)の周りにツイスティングして「第2の組み立て箇所」と呼ばれる第2の箇所に、2+M構造の「コアストランド」と呼ばれる中間コード(C1+C2)を形成する第2の組み立てステップを有し、
‐前記第1の組み立て箇所の下流側において、中央層(C1)及び/又は前記コアストランド(C1+C2)を未硬化状態の充填ゴムで外装する外装ステップを有し、前記外装は、前記第2の組み立て箇所の上流側か下流側かのいずれか又は上流側と下流側の両方で実施され、
‐次に、前記N本のワイヤを前記外装されたコアストランドの周りにツイスティング又はケーブリングすることによる第3の組み立てステップを有し、
‐次に最終の撚りバランス取りステップを有する、
ことを特徴とする方法。 - ストランドのうちの少なくとも1本が請求項1〜16のいずれか1項に記載のコードであるマルチストランドロープ。
- 半完成品又はゴムで作られた物品を補強する請求項1〜16及び請求項18のいずれか1項に記載のコードの使用。
- 前記ゴム製物品は、タイヤである、請求項19記載の使用。
- 請求項1〜16及び請求項18のいずれか1項に記載のコードを有するタイヤ。
- 前記タイヤは、産業車両のタイヤである、請求項21記載のタイヤ。
- 前記コードは、前記タイヤのカーカス補強材又はクラウン補強材中に存在する、請求項21又は22記載のタイヤ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0954598A FR2947576B1 (fr) | 2009-07-03 | 2009-07-03 | Cable metallique a trois couches gomme in situ de construction 2+m+n |
| FR0954598 | 2009-07-03 | ||
| PCT/EP2010/059486 WO2011000950A2 (fr) | 2009-07-03 | 2010-07-02 | Cable metallique a trois couches gomme in situ de construction 2+m+n |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012531538A true JP2012531538A (ja) | 2012-12-10 |
| JP2012531538A5 JP2012531538A5 (ja) | 2013-08-22 |
Family
ID=41650223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012518923A Pending JP2012531538A (ja) | 2009-07-03 | 2010-07-02 | 現場ゴム引きされると共に2+m+n構造を有する3層スチールコード |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20120175035A1 (ja) |
| EP (1) | EP2449168A2 (ja) |
| JP (1) | JP2012531538A (ja) |
| KR (1) | KR20120051666A (ja) |
| CN (1) | CN102471999A (ja) |
| BR (1) | BR112012000118A2 (ja) |
| FR (1) | FR2947576B1 (ja) |
| WO (1) | WO2011000950A2 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2938558B1 (fr) * | 2008-11-17 | 2010-12-31 | Michelin Soc Tech | Procede et dispositif de fabrication d'un cable a trois couches du type gomme in situ. |
| FR2962456B1 (fr) * | 2010-05-20 | 2012-09-21 | Michelin Soc Tech | Procede de fabrication d'un cable metallique multicouches gomme in situ par un elastomere thermoplastique insature |
| FR2962454B1 (fr) * | 2010-05-20 | 2012-09-21 | Michelin Soc Tech | Procede de fabrication d'un cable metallique a trois couches du type gomme in situ |
| JP5835165B2 (ja) * | 2012-09-07 | 2015-12-24 | 横浜ゴム株式会社 | スチールコードおよびゴム製品の製造方法 |
| WO2014083535A2 (en) * | 2012-11-30 | 2014-06-05 | Pirelli Tyre S.P.A. | Reinforcement cord and tyre for vehicle wheels comprising such a reinforcement cord |
| FR2999614B1 (fr) * | 2012-12-14 | 2015-08-21 | Michelin & Cie | Cable metallique a couches a haute penetrabilite |
| FR3013736B1 (fr) * | 2013-11-22 | 2016-12-09 | Michelin & Cie | Procede de trefilage et fil obtenu par ce procede de trefilage |
| CN106460320A (zh) * | 2014-05-14 | 2017-02-22 | 贝卡尔特公司 | 多股钢帘线 |
| FR3022261B1 (fr) | 2014-06-12 | 2016-06-03 | Michelin & Cie | Cable gomme in situ comprenant une composition de gommage comprenant un inhibiteur de corrosion |
| FR3022264A1 (fr) | 2014-06-12 | 2015-12-18 | Michelin & Cie | Produit semi-fini comprenant un cable gomme in situ noye dans une composition de caoutchouc de calandrage |
| FR3022265B1 (fr) * | 2014-06-12 | 2017-12-08 | Michelin & Cie | Produit semi-fini comprenant un cable gomme in situ noye dans une composition de caoutchouc de calandrage |
| FR3022262B1 (fr) | 2014-06-12 | 2016-06-03 | Michelin & Cie | Cable gomme in situ comprenant une composition de gommage comprenant un inhibiteur de corrosion |
| CN107190540A (zh) * | 2017-06-21 | 2017-09-22 | 盛利维尔(中国)新材料技术股份有限公司 | 一种具有2+6+12结构的载重胎胎体钢帘线 |
| JP6936059B2 (ja) | 2017-06-30 | 2021-09-15 | 株式会社ブリヂストン | ゴム物品補強用スチールコード |
| US11346049B2 (en) * | 2017-12-19 | 2022-05-31 | Compagnie Generale Des Etablissements Michelin | Two-layer multi-strand cords having very low, low and medium moduli |
| AU2019291195A1 (en) * | 2018-06-20 | 2021-01-21 | Compagnie Generale Des Etablissements Michelin | Double-layer multi-strand cord with improved penetrability |
| AU2019291194A1 (en) * | 2018-06-20 | 2021-01-21 | Compagnie Generale Des Etablissements Michelin | Double-layer multi-strand cord with improved penetrability |
| FR3092343A1 (fr) * | 2019-02-05 | 2020-08-07 | Compagnie Generale Des Etablissements Michelin | Câble multitorons de structure 1xN à haute énergie à rupture |
| FR3099190A1 (fr) * | 2019-07-25 | 2021-01-29 | Compagnie Generale Des Etablissements Michelin | Procédé de fabrication d’au moins trois assemblages |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143890A (ja) * | 1995-11-17 | 1997-06-03 | Bridgestone Metalpha Kk | タイヤ補強用スチ−ルコ−ド及びそれを用いた空気入りタイヤ |
| JP2002508457A (ja) * | 1997-12-15 | 2002-03-19 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | ポリマー材入りスチールコード |
| JP2002088668A (ja) * | 2000-09-11 | 2002-03-27 | Yokohama Rubber Co Ltd:The | タイヤ用スチールコード及びラジアルタイヤ |
| JP2002088667A (ja) * | 2000-09-11 | 2002-03-27 | Yokohama Rubber Co Ltd:The | タイヤ用スチールコード及びラジアルタイヤ |
| JP2002302885A (ja) * | 2001-03-30 | 2002-10-18 | Yokohama Rubber Co Ltd:The | エラストマー複合スチールコードの製造方法 |
| JP2007517142A (ja) * | 2003-12-24 | 2007-06-28 | ソシエテ ド テクノロジー ミシュラン | タイヤカーカス補強体用3層金属コード |
| JP2007303043A (ja) * | 2006-05-15 | 2007-11-22 | Yokohama Rubber Co Ltd:The | ゴム補強用スチールコード及びそれを用いた空気入りラジアルタイヤの製造方法 |
| JP2007303044A (ja) * | 2006-05-15 | 2007-11-22 | Yokohama Rubber Co Ltd:The | ゴム補強用スチールコード及びそれを用いた空気入りラジアルタイヤの製造方法 |
| WO2009041677A1 (ja) * | 2007-09-27 | 2009-04-02 | Bridgestone Corporation | ゴム-スチール複合体コードの製造方法およびそれにより得られるゴム-スチール複合体コード |
| JP2009108460A (ja) * | 2007-10-11 | 2009-05-21 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP2011508108A (ja) * | 2007-12-28 | 2011-03-10 | ソシエテ ド テクノロジー ミシュラン | タイヤベルトに適した現場ゴム引き層状ケーブル |
| JP2011508109A (ja) * | 2007-12-28 | 2011-03-10 | ソシエテ ド テクノロジー ミシュラン | 現場でゴム引きされるタイヤの2つの層を有するケーブルの製造方法及び装置 |
| JP2012522144A (ja) * | 2009-03-31 | 2012-09-20 | ソシエテ ド テクノロジー ミシュラン | 現場ゴム引き形式の3層コードを製造する方法及び装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5139874A (en) * | 1991-09-05 | 1992-08-18 | The Goodyear Tire & Rubber Company | Cable for reinforcing rubber articles |
| US5806296A (en) * | 1995-05-26 | 1998-09-15 | Bridgestone Metalpha Corporation | Corrosion resistant spiral steel filament and steel cord made therefrom |
| AU6729798A (en) | 1997-03-14 | 1998-10-12 | Compagnie Generale Des Etablissements Michelin - Michelin & Cie | Hybrid steel cord for tyre |
| EP0976541B1 (fr) | 1998-07-30 | 2003-03-26 | Aster | Fil composite comprenant une ame en acier au carbone et une couche externe en acier inoxydable |
| KR100803644B1 (ko) * | 2000-09-11 | 2008-02-19 | 요코하마 고무 가부시키가이샤 | 타이어용 강철 코드 및 래디얼 타이어 |
| JP4316879B2 (ja) * | 2000-12-01 | 2009-08-19 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | オフロードタイヤおよびコンベヤベルトを補強するスチールコード |
| FR2833277A1 (fr) | 2001-12-07 | 2003-06-13 | Michelin Soc Tech | Cable metallique utilisable pour renforcer une armature de carcasse d'un pneumatique et un tel pneumatique |
| JP4049627B2 (ja) * | 2002-07-02 | 2008-02-20 | トクセン工業株式会社 | エラストマー複合スチールコードおよびその製造方法 |
| JP4316904B2 (ja) * | 2003-03-14 | 2009-08-19 | 不二精工株式会社 | ゴム被覆スチールコードの製造装置並びに同コード、同コードを用いたゴムリボン及びそれらを用いたタイヤの製造方法 |
| CN2666977Y (zh) * | 2003-11-13 | 2004-12-29 | 肖欣 | 一种钢帘线 |
| JP2006218934A (ja) * | 2005-02-09 | 2006-08-24 | Yokohama Rubber Co Ltd:The | 空気入りラジアルタイヤ及びカーカス用スチールコード |
-
2009
- 2009-07-03 FR FR0954598A patent/FR2947576B1/fr not_active Expired - Fee Related
-
2010
- 2010-07-02 CN CN2010800294151A patent/CN102471999A/zh active Pending
- 2010-07-02 KR KR1020127002903A patent/KR20120051666A/ko not_active Application Discontinuation
- 2010-07-02 BR BR112012000118A patent/BR112012000118A2/pt not_active IP Right Cessation
- 2010-07-02 US US13/382,147 patent/US20120175035A1/en not_active Abandoned
- 2010-07-02 WO PCT/EP2010/059486 patent/WO2011000950A2/fr active Application Filing
- 2010-07-02 EP EP10727000A patent/EP2449168A2/fr not_active Withdrawn
- 2010-07-02 JP JP2012518923A patent/JP2012531538A/ja active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143890A (ja) * | 1995-11-17 | 1997-06-03 | Bridgestone Metalpha Kk | タイヤ補強用スチ−ルコ−ド及びそれを用いた空気入りタイヤ |
| JP2002508457A (ja) * | 1997-12-15 | 2002-03-19 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | ポリマー材入りスチールコード |
| JP2002088668A (ja) * | 2000-09-11 | 2002-03-27 | Yokohama Rubber Co Ltd:The | タイヤ用スチールコード及びラジアルタイヤ |
| JP2002088667A (ja) * | 2000-09-11 | 2002-03-27 | Yokohama Rubber Co Ltd:The | タイヤ用スチールコード及びラジアルタイヤ |
| JP2002302885A (ja) * | 2001-03-30 | 2002-10-18 | Yokohama Rubber Co Ltd:The | エラストマー複合スチールコードの製造方法 |
| JP2007517142A (ja) * | 2003-12-24 | 2007-06-28 | ソシエテ ド テクノロジー ミシュラン | タイヤカーカス補強体用3層金属コード |
| JP2007303043A (ja) * | 2006-05-15 | 2007-11-22 | Yokohama Rubber Co Ltd:The | ゴム補強用スチールコード及びそれを用いた空気入りラジアルタイヤの製造方法 |
| JP2007303044A (ja) * | 2006-05-15 | 2007-11-22 | Yokohama Rubber Co Ltd:The | ゴム補強用スチールコード及びそれを用いた空気入りラジアルタイヤの製造方法 |
| WO2009041677A1 (ja) * | 2007-09-27 | 2009-04-02 | Bridgestone Corporation | ゴム-スチール複合体コードの製造方法およびそれにより得られるゴム-スチール複合体コード |
| JP2009108460A (ja) * | 2007-10-11 | 2009-05-21 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP2011508108A (ja) * | 2007-12-28 | 2011-03-10 | ソシエテ ド テクノロジー ミシュラン | タイヤベルトに適した現場ゴム引き層状ケーブル |
| JP2011508109A (ja) * | 2007-12-28 | 2011-03-10 | ソシエテ ド テクノロジー ミシュラン | 現場でゴム引きされるタイヤの2つの層を有するケーブルの製造方法及び装置 |
| JP2012522144A (ja) * | 2009-03-31 | 2012-09-20 | ソシエテ ド テクノロジー ミシュラン | 現場ゴム引き形式の3層コードを製造する方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120051666A (ko) | 2012-05-22 |
| BR112012000118A2 (pt) | 2016-03-15 |
| US20120175035A1 (en) | 2012-07-12 |
| WO2011000950A2 (fr) | 2011-01-06 |
| CN102471999A (zh) | 2012-05-23 |
| WO2011000950A3 (fr) | 2011-02-24 |
| EP2449168A2 (fr) | 2012-05-09 |
| FR2947576A1 (fr) | 2011-01-07 |
| FR2947576B1 (fr) | 2011-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5840608B2 (ja) | 基本ストランドが現場ゴム引き二重層コードであるマルチストランドコード | |
| JP5492219B2 (ja) | タイヤカーカス補強材用の現場ゴム引き3層コード | |
| JP5632853B2 (ja) | 現場ゴム引きタイヤの3層コードを製造する方法及び装置 | |
| JP5734966B2 (ja) | 基本ストランドが現場ゴム引き二重層コードであるマルチストランドコード | |
| JP5591909B2 (ja) | 現場ゴム引き形式の3層コードを製造する方法及び装置 | |
| JP2012531538A (ja) | 現場ゴム引きされると共に2+m+n構造を有する3層スチールコード | |
| JP5276717B2 (ja) | タイヤのカーカス補強材のための現場ゴム引き層状ケーブル | |
| JP5591908B2 (ja) | 現場ゴム引き形式の3層コードを製造する方法及び装置 | |
| JP2012531539A (ja) | 現場ゴム引きされると共に3+m+n構造を有する3層スチールコード | |
| JP2012528945A (ja) | タイヤカーカスのフレーム構造用の現場ゴム引き3層コード | |
| JP5276674B2 (ja) | タイヤベルトに適した現場ゴム引き層状ケーブル | |
| US20110011486A1 (en) | Method and Device for Manufacturing a Cable Comprising Two Layers of the In Situ Compound Type |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130702 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140825 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150204 |