JP2012242642A - 発熱定着ベルトとそれを用いた画像形成装置 - Google Patents
発熱定着ベルトとそれを用いた画像形成装置 Download PDFInfo
- Publication number
- JP2012242642A JP2012242642A JP2011113256A JP2011113256A JP2012242642A JP 2012242642 A JP2012242642 A JP 2012242642A JP 2011113256 A JP2011113256 A JP 2011113256A JP 2011113256 A JP2011113256 A JP 2011113256A JP 2012242642 A JP2012242642 A JP 2012242642A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- fixing belt
- layer
- generating
- heat generating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Fixing For Electrophotography (AREA)
Abstract
【解決手段】電子写真画像形成装置の画像定着部に使用されるポリイミド樹脂中に導電性物質を含む発熱層を有する発熱定着ベルトであって、
前記発熱層の線膨張係数が3.0ppm/℃から6.4ppm/℃であることを特徴とする発熱定着ベルト。
【選択図】図3
Description
前記発熱層の線膨張係数が3.0ppm/℃から6.4ppm/℃であることを特徴とする発熱定着ベルト。
1.絶縁性であるポリイミド樹脂の低抵抗化のためポリイミド樹脂に充填している導電性微粒子の充填量は15.0体積%から60.0体積%である。
2.導電性微粒子の充填量によりポリイミド樹脂で構成されている発熱定着ベルトの発熱層(基体)の耐久性と、電気抵抗値とが影響を受ける。
3.発熱定着ベルトの発熱層の低抵抗化と、発熱層(基体)の耐久性とは相反する関係を有しており、安定した定着性を得るために発熱層(基体)の耐久性をある程度犠牲にして導電性微粒子の充填量を決めている。
4.導電性微粒子間の距離が短いほど絶縁性であるポリイミド樹脂の低抵抗化が可能となる。
1.導電性微粒子の形状は球状形が多いため、他の導電性微粒子と接触するためには間隔を狭くする必要があり、間隔を狭くするためには単位体積中の導電性微粒子の数を増加する必要がある。
2.単位体積中の導電性微粒子の数を増加することは、単位体積中のポリイミド樹脂の量が減少することを意味する。
3.単位体積中のポリイミド樹脂の量が減少することで、単位体積のポリイミド樹脂の特性が得られなくなり、発熱定着ベルトの耐久性が低下する。
4.発熱層が加熱された時、導電性微粒子の熱膨張による体積増加と、ポリイミド樹脂の量の体積膨張率及び線膨張率が異なるため、導電性微粒子とポリイミド樹脂間で熱応力が生じ、熱応力により発熱定着ベルトの耐久性がなくなる。
発熱層片(縦1mm、横1mm、高さ2mm)を熱機械試験機TM−9000(アルバック理工製)により室温から300℃まで5℃/minで昇温したときの膨張率を測定した。
発熱ベルトに任意電圧を印加し、ベルト温度を室温から300℃まで10℃ずつ増加させたときの電極間抵抗をLCRメータ3532−80(日置電機製)で測定した。
(但し、両端間の抵抗値(R:Ω)、発熱層厚み(d:m)、円周方向長さ(W:m)、電極間の長さ(L:m)である。)
発熱層24a3中の導電性物質の含有量は、発熱効率を考慮し、15.0体積%から60体積%であることが好ましい。導電性物質としては、ポリイミド樹脂への分散を考慮し、表面積0.007×10−6mm2から70×10−6mm2、且つ長さ20.0μmから200μmの繊維状の導電性物質が好ましい。繊維状の導電性物質としては、例えばカーボン繊維、黒鉛繊維、ステンレス繊維、銀繊維、銅繊維、ニッケル繊維、ニクロム繊維等が挙げられる。これらの中から特に好ましい繊維状の導電性物質としては、黒鉛繊維が挙げられる。
1.長期に使用しても発熱層の破断、亀裂がなく安定した稼動が可能となった。
2.長期に使用しても体積抵抗値の変動が少なく安定した画像が得られることが可能となった。
3.長期に使用しても体積抵抗率の変動が少なく安定した発熱特性を示した。
ポリイミド樹脂は、通常、少なくとも1種の芳香族ジアミンと少なくとも1種の芳香族テトラカルボン酸二無水物とを有機極性溶媒中で重合してなるポリアミド酸がイミド転化されてポリイミド樹脂を形成する。
ポリアミド酸の製造に用いられるジアミン化合物は、分子構造中に2つのアミノ基を有するジアミン化合物であれば特に限定されない。
ポリアミド酸の製造に用いられ得るテトラカルボン酸二無水物としては、特に制限はなく、芳香族系、脂肪族系いずれの化合物も使用できる。
弾性層としては、特に限定されるものではなく、任意のゴム材料、熱可塑性エラストマーを用いることが出来る。例えばスチレン−ブタジエンゴム(SBR)、ハイスチレンゴム、ポリブタジエンゴム(BR)、ポリイソプレンゴム(IIR)、エチレン−プロピレン共重合体、ニトリルブタジエンゴム、クロロプレンゴム(CR)、エチレン−プロピレン−ジエンゴム(EPDM)、ブチルゴム、シリコーンゴム、フッ素ゴム、ニトリルゴム、ウレタンゴム、アクリルゴム(ACM、ANM)、エピクロロヒドリンゴム及びノルボルネンゴム等から選ぶことが出来る。これらは1種単独で使用してもよく、2種以上を併用してもよい。
離形層形成用樹脂としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)より成る群から選択される少なくとも1つの樹脂あることが好ましい。
以下に示す方法で表3に示す様な発熱層の線膨張係数及び抵抗温度係数を変化した図3に示す構成の発熱定着ベルトを図4の(a)に示す概略製造フローに従い、以下に示す方法で作製し試料No.101から112とした。発熱層の線膨張係数の変化は繊維状の導電性物質及び微粒子状の導電性物質の添加量を変えることにより行った。線膨張係数は、発熱層片(縦1mm、横1mm、高さ2mm)を熱機械試験機TM−9000(アルバック理工製)により室温から300℃まで5℃/minで昇温したときの膨張率を測定した。
繊維状の導電性物質として、表面積2.5×10−6mm2、長さ50μmの黒鉛繊維(日本グラファイト(株)製)を準備した。
微粒子状の導電性物質として、直径10μmの黒鉛粉末(日本黒鉛(株)製)を準備した。
3,3′,4,4′−ビフェニルテトラカルボン酸二無水物とp−フェニレンジアミンとをモル量を溶媒DMF800gに溶解し、70℃で重縮合反応して得られたポリアミド酸溶液(固形分濃度20質量%)に、準備したカーボン繊維を表1に示すように添加量を変えて添加し、攪拌羽根付き攪拌機中に入れて予め粗混合した。次にこれをディスパーマット(英弘精機(株))に移し換えて、温度30℃、15分間混合分散し、繊維状の導電性物質分散ポリアミド酸溶液を調製しNo.1−1から1−6とした。

3,3′,4,4′−ビフェニルテトラカルボン酸二無水物とp−フェニレンジアミンとをモル量を溶媒DMF800gに溶解し、70℃で重縮合反応して得られたポリアミド酸溶液(固形分濃度20質量%)に、準備したカーボンブラックを表2に示すように添加量を変えて添加し、攪拌羽根付き攪拌機中に入れて予め粗混合した。次にこれをディスパーマット(英弘精機(株))に移し換えて、温度30℃、15分間混合分散し、微粒子状の導電性物質分散ポリアミド酸溶液を調製しNo.1−7から1−12とした。
準備した各導電性物質分散ポリアミド酸溶液(繊維状の導電性物質分散ポリアミド酸溶液No.1−1から1−6、微粒子状の導電性物質分散ポリアミド酸溶液No.1−7から1−12)を図5に示す製造装置を使用し、塗布装置に装着したステンレス製の芯金に、厚さ0.8mmとなる様に以下に示す条件で塗布した後、回転速度40rpmで回転させながら、120℃で40分間加熱乾燥させた。その後、400℃で20分間加熱乾燥し発熱定着ベルトの発熱層を形成した。引き続き芯金を抜き取らないで給電用電極、弾性層、離形層を形成した。
ポリアミド酸溶液の温度:25℃
ノズルのポリアミド酸溶液吐出口の形状:円錐状ノズル
ノズルのポリアミド酸溶液吐出口の口径:2mm
ノズルのポリアミド酸溶液吐出口と芯金の周面までの距離:5mm
ノズルからのポリアミド酸溶液の吐出量:5ml/min
ノズルの芯金の回転軸方向への移動速度:1mm/sec
芯金の回転速度:40rpm
芯金の回転速度は、(株)小野測器製HT−4200製で測定した値を示す。
ポリイミド樹脂の両端周面に幅10mm、厚さ2mmの導電性テープCU−35C(3M(株)製)を1巻き貼着し給電用電極を形成した。
(弾性層形成用塗布液の調製)
シリコーンゴムKE1379(信越化学(株)製)の液状ゴム及びシリコーンゴムDY356013(東レダウコーニングシリコーン社製)の2液を予め2:1の割合で混合した組成物40gを弾性層形成用塗布液とした。粘度は東機産業(株)製TVB10形を使用し、温度25℃で測定し、50Pa・sであった。
図5に示す製造装置を使用し、ポリイミド前駆体被覆用塗布液に換えて、弾性層形成用塗布液を給電用電極の上を除いて発熱層の上に、以下に示す条件でポリイミド樹脂前駆体塗布液の塗布と同じ方法で弾性層形成用塗布液を塗布し、乾燥後の膜厚200μmの弾性層形成用塗膜を形成する。この後、芯金を回転速度40rpmで回転させながら、150℃で30分間一次加硫し、さらに200℃で4時間ポスト加硫を行い、発熱層の上に弾性層を形成した。
弾性層形成用塗布液の温度:25℃
ノズルの弾性層形成用塗布液吐出口の形状:円錐状ノズル
ノズルの弾性層形成用塗布液吐出口の口径:2mm
ノズルの弾性層形成用塗布液吐出口と発熱層の周面までの距離:5mm
ノズルからの弾性層形成用塗布液の吐出量:5ml/min
ノズルの芯金の回転軸方向への移動速度:1mm/sec
芯金の回転速度:40rpm
芯金の回転速度は、(株)小野測器製HT−4200製で測定した値を示す。
(離形層形成用塗布液の準備)
PTFE樹脂とPFA樹脂を7:3の割合で混合し、固形分濃度45%、粘度:110mPa・sに調整したフッ素樹脂ディスパーション(デュポン社製商品名“855−510”)を離形層形成用塗布液として準備した。
図5に示す製造装置を使用し、弾性層形成用塗布液に換えて、離形層形成用塗布液を給電用電極の上を除いて弾性層の上に、以下に示す条件で弾性層形成用塗布液の塗布と同じ方法で離形層形成用塗布液を塗布し、乾燥後の膜厚30μmの離形層形成用塗膜を形成する。この後、室温で30分間乾燥した後、芯金を回転速度(周速度)0.1m/secで回転させながら、230℃で30分間加熱し、さらに270℃で10分間加熱し、弾性層の上に離形層を形成した。
離形層形成用塗布液の温度:25℃
ノズルの離形層形成用塗布液吐出口の形状:円錐状ノズル
ノズルの離形層形成用塗布液吐出口の口径:2mm
ノズルの離形層形成用塗布液吐出口と発熱層の周面までの距離:5mm
ノズルからの離形層形成用塗布液の吐出量:5ml/min
ノズルの芯金の回転軸方向への移動速度:1mm/min
芯金の回転速度:40rpm
芯金の回転速度は、(株)小野測器製HT−4200製で測定した値を示す。
離形層を形成した後、芯金を冷却し抜き取ることで図3に示す構成(発熱層/弾性層/離形層)を有する表3に示す線膨張係数及び抵抗温度係数が異なる発熱定着ベルトを作製し試料No.101から112とした。
作製した試料No.101から112をコニカミノルタビジネステクノロジーズ(株)製bizhub C360に装着し、画素率が10%の画像(文字画像が7%、人物顔写真、ベタ白画像、ベタ黒画像がそれぞれ1/4等分にあるオリジナル画像)をA4版上質紙(64g/m2)に連続で5万枚プリントし、以下に示す方法で体積抵抗変化率、体積抵抗値の変動を測定した結果及び、以下に示す方法で発熱層の亀裂、破断の有無を観察し以下に示す評価ランクに従って評価した結果を表4に示す。
プリント中の発熱定着ベルトに印加する電圧と電流とをLCRメータ3532−80(日置電機製)を使用し体積抵抗を測定した。
プリント中の発熱定着ベルトに印加する電圧と電流とをLCRメータ3532−80(日置電機製)を使用し体積抵抗を測定し、プリント初期の体積抵抗に対し、プリント後の体積抵抗の割合を体積抵抗変化率とした。
◎:プリント終了時で、体積抵抗の変化なし
○:プリント終了時で、1%から5%の体積抵抗の変化あるが問題なし
△:プリント5万枚以下で、5%から10%の体積抵抗の変化があり発火
×:プリント1万枚以下で、10%から20%の体積抵抗の変化があり発火
発熱層の亀裂の観察方法
プリントを一時中断し、発熱定着ベルトの断面の亀裂状態を電子顕微鏡(S−3700N(株)日立)で×3000倍で観察した。
○:亀裂なし
△:性能に影響は及ぼさないが少し亀裂がある
×:性能に影響を及ぼす亀裂あり
発熱層の破断の観察方法
プリントを一時中断し、発熱定着ベルトの断面の亀裂状態を電子顕微鏡(S−3700N(株)日立)で×3000倍で観察した。
○:破断なし
△:断面10%から50%以内の破断がある
×:破断あり
(繊維状の導電性物質の準備)
表5に示す繊維状の導電性物質を準備しNo.2−1から2−36とした。
ステンレス繊維:ナスロン繊維 日本精線(株)製
ニッケル繊維:高純度ニッケル繊維 べカルト(株)製
(発熱定着ベルトの作製)
表4に示す繊維状の導電性物質を使用した他は、全て実施例1の試料No.102と同じ方法で発熱定着ベルトを作製し、試料No.201から236とした。
作製した試料No.201から236をコニカミノルタビジネステクノロジーズ(株)製bizhub C360に装着し、画素率が10%の画像(文字画像が7%、人物顔写真、ベタ白画像、ベタ黒画像がそれぞれ1/4等分にあるオリジナル画像)をA4版上質紙(64g/m2)に連続で5万枚プリントし、実施例1と同じ方法で表面抵抗値、体積抵抗値の変動を測定した結果及び、実施例1と同じ方法で発熱層の亀裂、破断の有無を観察し実施例1と同じ評価ランクに従って評価した結果を表6に示す。
7 無端ベルト状中間転写体形成ユニット
70 中間転写ベルト
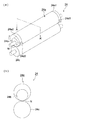
24 定着装置
24a 発熱定着ベルト
24a1、24a2 給電用電極
24a3 発熱層
24a4、24a6 プライマー層
24a5 弾性層
24a7 離形層
9、9′ 製造工程
9A、9′A 発熱層形成工程
9a 溶解工程
9b、9′a 導電性物質分散工程
9′b 重縮合工程
9c、9′c 塗布・乾燥工程
9c1 塗布装置
9c11 保持部
9c12 塗布部
9c121 塗布手段
9c123 塗布液供給管
9c13 乾燥部
9c2 円筒状金型
9d、9′d 焼成工程
9B、9′B 弾性層形成工程
9C、9′C 離形層形成工程
Claims (5)
- 電子写真画像形成装置の画像定着部に使用されるポリイミド樹脂中に導電性物質を含む発熱層を有する発熱定着ベルトであって、
前記発熱層の線膨張係数が3.0ppm/℃から6.4ppm/℃であることを特徴とする発熱定着ベルト。 - 前記発熱層の抵抗温度係数が−0.7×10−3/℃から1.0×10−3/℃であることを特徴とする請求項1に記載の発熱定着ベルト。
- 前記導電性物質が表面積0.007×10−6mm2から70×10−6mm2、且つ長さ20.0μmから200.0μmの繊維状であることを特徴とする請求項1又は2に記載の発熱定着ベルト。
- 前記発熱層は前記導電性物質を15.0体積%から60体積%含有することを特徴とする請求項1から3の何れか1項に記載の発熱定着ベルト。
- 請求項1から4の何れか1項に記載の発熱定着ベルトを用いたことを特徴とする画像形成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113256A JP2012242642A (ja) | 2011-05-20 | 2011-05-20 | 発熱定着ベルトとそれを用いた画像形成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113256A JP2012242642A (ja) | 2011-05-20 | 2011-05-20 | 発熱定着ベルトとそれを用いた画像形成装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012242642A true JP2012242642A (ja) | 2012-12-10 |
Family
ID=47464408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011113256A Pending JP2012242642A (ja) | 2011-05-20 | 2011-05-20 | 発熱定着ベルトとそれを用いた画像形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012242642A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08286537A (ja) * | 1995-04-14 | 1996-11-01 | Oki Electric Ind Co Ltd | 発熱抵抗体及び電子写真プリンタ定着器用ヒータ |
| JP2003213131A (ja) * | 2002-01-25 | 2003-07-30 | Kanegafuchi Chem Ind Co Ltd | ポリイミド樹脂組成物、ポリイミドフィルム、ポリイミド管状物及び電子写真用管状物 |
| JP2004281123A (ja) * | 2003-03-13 | 2004-10-07 | Minolta Co Ltd | 発熱ベルト及びその発熱ベルトを使用した定着装置 |
| JP2005309197A (ja) * | 2004-04-23 | 2005-11-04 | Toyobo Co Ltd | シームレスベルト |
| JP2007272223A (ja) * | 2006-03-10 | 2007-10-18 | Ist Corp | 発熱定着ベルト及びその製造方法並びに画像定着装置 |
| JP2010083722A (ja) * | 2008-09-30 | 2010-04-15 | Nippon Chemicon Corp | 高密度カーボンナノチューブ集合体及びその製造方法 |
| JP2011042538A (ja) * | 2009-08-21 | 2011-03-03 | Nano Structure Research Institute Co Ltd | カーボンナノチューブ樹脂組成物およびその製造方法 |
-
2011
- 2011-05-20 JP JP2011113256A patent/JP2012242642A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08286537A (ja) * | 1995-04-14 | 1996-11-01 | Oki Electric Ind Co Ltd | 発熱抵抗体及び電子写真プリンタ定着器用ヒータ |
| JP2003213131A (ja) * | 2002-01-25 | 2003-07-30 | Kanegafuchi Chem Ind Co Ltd | ポリイミド樹脂組成物、ポリイミドフィルム、ポリイミド管状物及び電子写真用管状物 |
| JP2004281123A (ja) * | 2003-03-13 | 2004-10-07 | Minolta Co Ltd | 発熱ベルト及びその発熱ベルトを使用した定着装置 |
| JP2005309197A (ja) * | 2004-04-23 | 2005-11-04 | Toyobo Co Ltd | シームレスベルト |
| JP2007272223A (ja) * | 2006-03-10 | 2007-10-18 | Ist Corp | 発熱定着ベルト及びその製造方法並びに画像定着装置 |
| JP2010083722A (ja) * | 2008-09-30 | 2010-04-15 | Nippon Chemicon Corp | 高密度カーボンナノチューブ集合体及びその製造方法 |
| JP2011042538A (ja) * | 2009-08-21 | 2011-03-03 | Nano Structure Research Institute Co Ltd | カーボンナノチューブ樹脂組成物およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4470974B2 (ja) | 無端ベルト、その製造方法および画像形成装置 | |
| JP2010077300A (ja) | ポリアミック酸組成物、ポリイミド無端ベルトおよび画像形成装置 | |
| JP5533818B2 (ja) | 定着装置用発熱ベルトと画像形成装置 | |
| JP2009237157A (ja) | ポリアミック酸組成物、ポリイミド無端ベルト及びその製造方法、画像形成装置 | |
| EP2560052B1 (en) | Heat-producing fixing belt and image forming apparatus using the same | |
| CN107526264B (zh) | 环带、图像形成装置和环带单元 | |
| US7943239B2 (en) | Endless belt and process for manufacturing the same, image forming apparatus, functional membrane and process for manufacturing the same, intermediate transfer belt, transfer transport belt, and transport apparatus | |
| JP5527112B2 (ja) | 発熱定着ベルトとそれを用いた画像形成装置 | |
| JP5446655B2 (ja) | ポリイミド系高分子組成物、ポリイミド無端ベルト、ポリイミド無端ベルトの製造方法、ベルトユニットおよび画像形成装置 | |
| JP6900844B2 (ja) | 無端ベルト、画像形成装置、無端ベルトユニット、及びポリイミド樹脂成形体 | |
| JP5494582B2 (ja) | 発熱定着ベルト | |
| JP2008111094A (ja) | ポリアミック酸の組成物及びその製造方法、並びにポリイミド樹脂、半導電性部材及び画像形成装置 | |
| JP5793984B2 (ja) | 中間転写ベルトの製造方法、中間転写ベルト | |
| JP5103800B2 (ja) | ポリアミック酸組成物の製造方法およびポリイミド無端ベルトの製造方法 | |
| JP2022181639A (ja) | 定着ベルト、定着装置、及び画像形成装置 | |
| JP2022181638A (ja) | 定着ベルト、定着装置、及び画像形成装置 | |
| JP2012242642A (ja) | 発熱定着ベルトとそれを用いた画像形成装置 | |
| JP2010151969A (ja) | 電子写真用部材、無端ベルト、定着装置及び画像形成装置 | |
| JP5157330B2 (ja) | 成形用芯体、シームレス管状物の製造方法 | |
| JP2007056182A (ja) | ポリアミック酸組成物、ポリイミド無端ベルト、及び画像形成装置 | |
| JP6515629B2 (ja) | 導電性ロール、帯電装置、プロセスカートリッジ、画像形成装置、及び導電性ロールの製造方法 | |
| JP2005084169A (ja) | ポリイミドフィルム、及びこれを有する転写ロール、転写搬送ベルト、中間転写体、並びにこれらを備えた画像形成装置 | |
| JP2018146635A (ja) | 電子写真装置用無端ベルト、画像形成装置、及び、無端ベルトユニット | |
| JP5910223B2 (ja) | ポリアミック酸組成物、無端ベルト及びその製造方法、画像形成装置 | |
| JP2008040231A (ja) | 樹脂ベルト及びそれを備えた画像形成装置、並びに樹脂ベルトの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130415 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140311 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20140714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150320 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150714 |