JP2012240308A - 車両用内装材の製造方法 - Google Patents
車両用内装材の製造方法 Download PDFInfo
- Publication number
- JP2012240308A JP2012240308A JP2011112570A JP2011112570A JP2012240308A JP 2012240308 A JP2012240308 A JP 2012240308A JP 2011112570 A JP2011112570 A JP 2011112570A JP 2011112570 A JP2011112570 A JP 2011112570A JP 2012240308 A JP2012240308 A JP 2012240308A
- Authority
- JP
- Japan
- Prior art keywords
- molding surface
- decorating
- decorative
- sheet material
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
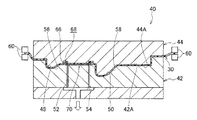
【解決手段】プレス成形工程において、図示しない吸引手段を駆動し、加飾材セット部64の吸引孔52から第1成形面42Aと加飾材70との間の空気を吸引することにより、加飾材70を第1成形面42Aに密着させる。この状態で、図示しない昇降装置によって下型42を上昇させると共に、上型44を下降させ、下型42の凹部48,50内に上型44の凸部56,58をそれぞれ挿入すると共に、下型42の壁状部66を上型44の溝部68に挿入する。これにより、下型42の第1成形面42Aと上型44の第2成形面44Aとの間で基材30及び加飾材70がプレス成形されると共に、第2成形面44Aの溝部68に基材30及び加飾材70の外周部70Aが圧入される。
【選択図】図5
Description
一方、車両用内装材の表面に織物等で構成された加飾材(オーナメント)を取り付ける加飾材の取付方法が知られている(例えば、特許文献2)。特許文献2に開示された技術では、成形型の凸部の上に加飾材及び基材を載置した状態で圧空真空成形する。この際、加飾材は、その外周部が凸部の縁から横方向へ延出された状態で凸部の上に載置される。これにより、圧空真空成形時に、加飾材の外周部の下面側(意匠面側)に基材が回り込み、回り込んだ基材によって加飾用シートの外周部が覆い隠されるようになっている。

30 基材
32 コアシート材
34 表側表皮シート材
36 裏側表皮シート材
42A 第1成形面
44A 第2成形面
66 壁状部
68 溝部
70 加飾材
72 弾性シート材
74 装飾シート材
76 ホットメルトフィルム(ホットメルト接着層)
Claims (5)
- 第1成形面から該第1成形面と対向する第2成形面へ向けて突出した壁状部の側面に沿ってシート状の加飾材の端部を屈曲させた状態で該加飾材を前記第1成形面に配置する加飾材セット工程と、
架橋熱可塑性発泡樹脂製のコアシート材と該コアシート材の表面に重ねられた熱可塑性樹脂製の表側表皮シート材とを有すると共に加熱されて軟化した基材を前記第1成形面と前記第2成形面との間に配置して該基材を前記加飾材に対向させる基材セット工程と、
前記加飾材と前記第1成形面との間の空気を吸引して前記加飾材を前記第1成形面に密着させながら、前記壁状部を前記第2成形面に形成された溝部に挿入して該溝部に前記基材及び前記加飾材の前記端部を圧入させると共に、前記第1成形面と前記第2成形面との間で前記基材及び前記加飾材をプレス形成するプレス成形工程と、
を備える車両用内装材の製造方法。 - 前記加飾材の裏面がホットメルト接着層で被覆され、
前記加飾材セット工程において、前記ホットメルト接着層を前記第2成形面側に向けた状態で前記加飾材を前記第1成形面に配置し、
前記プレス形成工程において、前記基材の熱によってホットメルト接着層を溶融させ、該基材に加飾材を接着する請求項1に記載の車両用内装材の製造方法。 - 前記加飾材が、該加飾材の表面を構成する装飾シート材と該装飾シート材に重ねられると共に弾性を有する弾性シート材とを有し、
前記加飾材セット工程において、前記装飾シート材を前記第1成形面側に向けた状態で前記加飾材を前記第1成形面に配置し、
前記プレス形成工程において、前記弾性シート材を圧縮させながら前記加飾材の前記端部を前記溝部に圧入し、前記壁状部から前記加飾材を外した後に前記弾性シート材を復元させる請求項1又は請求項2に記載の車両用内装材の製造方法。 - 前記装飾シート材が、繊維材料を有しており、
前記プレス形成工程において、前記繊維材料が潰れないように前記第1成形面と前記第2成形面との間で前記基材及び前記加飾材をプレス成形する請求項3に記載の車両用内装材の製造方法。 - 前記基材が、前記コアシート材の裏面に重ねられた熱可塑性樹脂製の裏側表皮シート材を有する請求項1〜請求項4に記載の車両用内装材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112570A JP2012240308A (ja) | 2011-05-19 | 2011-05-19 | 車両用内装材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112570A JP2012240308A (ja) | 2011-05-19 | 2011-05-19 | 車両用内装材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012240308A true JP2012240308A (ja) | 2012-12-10 |
Family
ID=47462511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011112570A Pending JP2012240308A (ja) | 2011-05-19 | 2011-05-19 | 車両用内装材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012240308A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120261934A1 (en) * | 2009-12-23 | 2012-10-18 | Polytec Automotive Gmbh & Co.Kg | Trim panel of motor vehicles |
| CN111901463A (zh) * | 2020-08-28 | 2020-11-06 | 维沃移动通信有限公司 | 电子设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200873A (ja) * | 1992-01-25 | 1993-08-10 | Konan Tokushu Sangyo Kk | オーナメント付き成形品の製造方法 |
| JPH0740477A (ja) * | 1993-07-30 | 1995-02-10 | Ikeda Bussan Co Ltd | 加飾部材付内装材および該内装材の製造方法 |
| JPH1148888A (ja) * | 1997-08-08 | 1999-02-23 | Kasai Kogyo Co Ltd | 自動車用内装部品 |
| JP2003334880A (ja) * | 2002-03-11 | 2003-11-25 | Sekisui Chem Co Ltd | 積層体及び成形品 |
| JP2004181757A (ja) * | 2002-12-03 | 2004-07-02 | Kasai Kogyo Co Ltd | 自動車用内装部品及びその製造方法 |
-
2011
- 2011-05-19 JP JP2011112570A patent/JP2012240308A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200873A (ja) * | 1992-01-25 | 1993-08-10 | Konan Tokushu Sangyo Kk | オーナメント付き成形品の製造方法 |
| JPH0740477A (ja) * | 1993-07-30 | 1995-02-10 | Ikeda Bussan Co Ltd | 加飾部材付内装材および該内装材の製造方法 |
| JPH1148888A (ja) * | 1997-08-08 | 1999-02-23 | Kasai Kogyo Co Ltd | 自動車用内装部品 |
| JP2003334880A (ja) * | 2002-03-11 | 2003-11-25 | Sekisui Chem Co Ltd | 積層体及び成形品 |
| JP2004181757A (ja) * | 2002-12-03 | 2004-07-02 | Kasai Kogyo Co Ltd | 自動車用内装部品及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120261934A1 (en) * | 2009-12-23 | 2012-10-18 | Polytec Automotive Gmbh & Co.Kg | Trim panel of motor vehicles |
| US9022454B2 (en) * | 2009-12-23 | 2015-05-05 | Toyota Boshoku Kabushiki Kaisha | Trim panel of motor vehicles |
| CN111901463A (zh) * | 2020-08-28 | 2020-11-06 | 维沃移动通信有限公司 | 电子设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10894367B2 (en) | Method and apparatus for producing three-dimensional decoration piece made of thermoplastic synthetic resin | |
| JP3313336B2 (ja) | ソフトタッチ発泡層を有する車両内装トリム構成要素の製造方法 | |
| CN102803020B (zh) | 机动车装饰板 | |
| JPH0259321A (ja) | 積層パネルの製造方法及び製造装置 | |
| KR20110062061A (ko) | 차량용 헤드라이닝 제조 방법 | |
| JP2012240308A (ja) | 車両用内装材の製造方法 | |
| JP6787251B2 (ja) | フィルム加飾部品の製造方法及びその貼着装置 | |
| KR100945848B1 (ko) | 표피재가 인서트 되는 다중 사출성형장치 및 그를 이용한사출성형방법 | |
| JP5533630B2 (ja) | 車両用内装材の製造方法 | |
| JP2012240309A (ja) | 車両用内装材の製造方法 | |
| KR101631131B1 (ko) | 자동차용 내장재 성형 방법 및 성형장치 | |
| CN112208186A (zh) | 成型车辆内装材料的成型模具及其成型方法 | |
| KR100856751B1 (ko) | 천 인서트 진공사출방법 및 금형구조 | |
| EP3473409B1 (en) | Method and device for producing an edgefold | |
| JP2012240555A (ja) | 車両用内装材、及び車両用内装材の製造方法 | |
| JP2008126428A (ja) | 表皮の貼着方法並びに貼着装置 | |
| JP4174840B2 (ja) | 表皮の賦形方法 | |
| JP2969045B2 (ja) | 自動車用内装部品およびその製造方法 | |
| JP2708549B2 (ja) | 自動車用ドアトリムの製造方法 | |
| JP2010075273A (ja) | シートバックの製造方法 | |
| JP5334304B2 (ja) | 積層成形品の製造方法 | |
| JP3915206B2 (ja) | 積層体の製造方法 | |
| JP4302072B2 (ja) | 内装品の真空成形機及び真空成形方法 | |
| JPH09254174A (ja) | 発泡性基材の成形方法 | |
| KR20230163007A (ko) | 기재간 접합성을 개선한 자동차 내장재용 제조장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150707 |