JP2012172165A - アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 - Google Patents
アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 Download PDFInfo
- Publication number
- JP2012172165A JP2012172165A JP2011032873A JP2011032873A JP2012172165A JP 2012172165 A JP2012172165 A JP 2012172165A JP 2011032873 A JP2011032873 A JP 2011032873A JP 2011032873 A JP2011032873 A JP 2011032873A JP 2012172165 A JP2012172165 A JP 2012172165A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- array antenna
- vacuum
- antenna
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Landscapes
- Chemical Vapour Deposition (AREA)
Abstract
【課題】メンテナンス作業による装置の稼働停止時間を短縮することにより、装置の稼働率を向上する。
【解決手段】アンテナ交換方法は、複数の真空チャンバ1と基材搬送チャンバ150の内部を真空状態に減圧し、アレイアンテナユニット30をアンテナ搬送チャンバ200に収容し、そのアンテナ搬送チャンバ200の内部を真空状態に減圧し、アンテナ搬送チャンバ200と真空チャンバ1との内部を真空状態に維持したまま当該両チャンバを連通し、真空状態を維持したまま連通された両チャンバ間で、アンテナ搬送チャンバ200から真空チャンバ1にアレイアンテナユニット30を搬入し、真空チャンバ1内に搬入されたアレイアンテナユニット30の電極棒それぞれが、高周波電源に電気的に接続された複数のコネクタに接続されるようにアレイアンテナユニット30を真空チャンバ1内に掛け止めする。
【選択図】図1
【解決手段】アンテナ交換方法は、複数の真空チャンバ1と基材搬送チャンバ150の内部を真空状態に減圧し、アレイアンテナユニット30をアンテナ搬送チャンバ200に収容し、そのアンテナ搬送チャンバ200の内部を真空状態に減圧し、アンテナ搬送チャンバ200と真空チャンバ1との内部を真空状態に維持したまま当該両チャンバを連通し、真空状態を維持したまま連通された両チャンバ間で、アンテナ搬送チャンバ200から真空チャンバ1にアレイアンテナユニット30を搬入し、真空チャンバ1内に搬入されたアレイアンテナユニット30の電極棒それぞれが、高周波電源に電気的に接続された複数のコネクタに接続されるようにアレイアンテナユニット30を真空チャンバ1内に掛け止めする。
【選択図】図1
Description
本発明は、真空チャンバ内でプラズマを発生させてフィルム基材表面に薄膜を生成するアレイアンテナ式プラズマCVD装置のアンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置に関する。
近年、軽量化、施工性、量産性を向上させるために、ガラス基板に換えて、樹脂性や金属性のフィルム基材に非結晶シリコン膜または微結晶シリコン膜などの薄膜を成膜するプラズマCVD装置が開発されている。このようなフィルム基材を成膜するプラズマCVD装置は、例えば、送出ローラと巻取ローラとの間に1組の電極を設けておき、送出ローラから送り出したフィルム基材を1組の電極の間に通過させて成膜を行っている(例えば、特許文献1)。
一方、特許文献2〜4に示されるアレイアンテナ式プラズマCVD装置が知られている。これらのアレイアンテナ式プラズマCVD装置は、内部を真空状態に減圧可能な真空チャンバを備えており、この真空チャンバの天井部に、高周波電源に電気的に接続された複数のコネクタが配設されている。また、真空チャンバ内には、複数本の電極棒を有するアレイアンテナユニットが設けられており、このアレイアンテナユニットの電極棒が、複数のコネクタそれぞれに接続されている。
このようなアレイアンテナ式プラズマCVD装置でフィルム基材を成膜する場合、真空状態に減圧された真空チャンバ内に材料ガスを供給し、高周波電力が供給された電極棒と対向するようにフィルム基材を通過させる。これにより、真空雰囲気中にプラズマが発生するとともに、プラズマによって分解された材料ガスの成分がフィルム基材の表面に付着し、非結晶シリコン膜または微結晶シリコン膜などの薄膜がフィルム基材の表面に生成されることとなる。
上記アレイアンテナ式プラズマCVD装置を利用してフィルム基材を効率よく成膜するために、送出ローラと巻取ローラとの間に、複数本の電極棒が設置された真空チャンバを複数設けておき、複数の真空チャンバ内にフィルム基材を通過させることで、所望する膜厚の薄膜をより短時間でフィルム基材に成膜することが考えられる。
一方、上記アレイアンテナ式プラズマCVD装置においては、フィルム基材表面に薄膜を生成する成膜処理の過程で、電極棒の表面に皮膜が付着することから、アレイアンテナユニットを定期的にメンテナンスする必要がある。アレイアンテナユニットをメンテナンスする際には、真空チャンバを大気開放する必要があるが、成膜途中で真空チャンバを大気開放してしまうと、フィルム基材が汚染されてしまうため、1ロール分のフィルム基材の成膜が終了した後でないとアレイアンテナユニットをメンテナンスすることができない。そのため、複数の真空チャンバに設けられたアレイアンテナユニットを一度にメンテナンスしなければならず、メンテナンスに長時間を要してしまい、装置の稼働停止時間が長期化して稼働率が低下することがあった。
ここで、フィルム基材を通過させる真空チャンバを少なくすればメンテナンスに要する時間を短くすることができるが、所望する膜厚に成膜するために、フィルム基材の送り出し速度を遅くしたり、フィルム基材を、真空チャンバ内を往復させたりする必要が生じる。結局、電極棒に付着する皮膜の量が多くなり、アレイアンテナユニットのメンテナンス周期が短くなってしまい、1メンテナンス周期で成膜できるフィルム基材の長さが制限されてしまう。
本発明は、このような課題に鑑み、メンテナンス作業による装置の稼働停止時間を短縮することにより、装置の稼働率を向上することができるアンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置を提供することを目的としている。
上記課題を解決するために、本発明のアレイアンテナ式プラズマCVD装置のアンテナ交換方法は、真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、を備えたアレイアンテナ式プラズマCVD装置においてアレイアンテナユニットを交換するアレイアンテナ交換方法であって、前記複数の真空チャンバの内部および前記基材搬送チャンバの内部を真空状態に減圧する工程と、アンテナ搬送チャンバの内部を真空状態に減圧する工程と、前記アンテナ搬送チャンバと前記真空チャンバとを連結し、該アンテナ搬送チャンバと該真空チャンバとの内部を真空状態に維持したまま当該両チャンバを連通する工程と、前記真空チャンバから前記アレイアンテナユニットを取り外す工程と、取り外された前記アレイアンテナユニットを前記真空チャンバから前記アンテナ搬送チャンバに搬送する工程と、を含むことを特徴とする。
上記アンテナ交換方法は、前記アンテナ搬送チャンバの内部を真空状態に減圧する前に、該アンテナ搬送チャンバに新たなアレイアンテナユニットを収容しておき、前記取り外されたアレイアンテナユニットを前記真空チャンバから前記アンテナ搬送チャンバに搬送する前記工程に続いて、互いに真空状態を維持したまま内部が連通された前記両チャンバ間で、前記アンテナ搬送チャンバから前記真空チャンバに前記新たなアレイアンテナユニットを搬入する工程と、前記新たなアレイアンテナユニットの電極棒それぞれが、前記複数のコネクタに接続されるように該新たなアレイアンテナユニットを前記真空チャンバ内に掛け止めする工程と、を含んでもよい。
上記課題を解決するために、本発明のアレイアンテナ式プラズマCVD装置のアンテナ搬送システムは、真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、前記アレイアンテナユニットを収容可能であって、内部を真空状態に維持したまま前記真空チャンバに連通可能なアンテナ搬送チャンバと、互いに真空状態を維持したまま内部が連通された前記アンテナ搬送チャンバおよび前記真空チャンバ間で、前記アレイアンテナユニットを往来可能とするアンテナ搬送手段と、前記アンテナ搬送手段によって前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、を備えたことを特徴とする。
前記アンテナ搬送手段は、前記アンテナ搬送チャンバおよび前記真空チャンバに設けられたガイドレールと、前記ガイドレール上を転動可能であって前記アレイアンテナユニットに一体的あるいは着脱自在に設けられたガイドローラと、を含んでもよい。
上記課題を解決するために、本発明の他のアレイアンテナ式プラズマCVD装置のアンテナ交換方法は、真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、前記真空チャンバと前記基材搬送チャンバとの間で前記成膜案内ローラを移動させるローラ移動機構と、を備えたアレイアンテナ式プラズマCVD装置においてアレイアンテナユニットを交換するアレイアンテナ交換方法であって、前記複数の真空チャンバの内部および前記基材搬送チャンバの内部を真空状態に減圧する工程と、前記ローラ移動機構によって、真空状態を維持したまま連通された前記複数の真空チャンバのうちいずれか1または複数の真空チャンバから前記基材搬送チャンバに前記成膜案内ローラを移動させる工程と、真空状態を維持したまま、前記成膜案内ローラが前記基材搬送チャンバに移動された真空チャンバと、前記基材搬送チャンバとの連通を解除する工程と、前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバから前記アレイアンテナユニットを取り外す工程と、を含むことを特徴とする。
上記アンテナ交換方法は、前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバから前記アレイアンテナユニットを取り外す前記工程に続いて、前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバに、新たなアレイアンテナユニットを搬入し、該新たなアレイアンテナユニットの電極棒それぞれが、前記複数のコネクタに接続されるように該新たなアレイアンテナユニットを該真空チャンバ内に掛け止めする工程と、前記新たなアレイアンテナユニットが掛け止めされた真空チャンバと前記基材搬送チャンバとの内部を真空状態に維持したまま当該両チャンバを連通する工程と、前記ローラ移動機構によって、前記基材搬送チャンバから前記新たなアレイアンテナユニットが掛け止めされた真空チャンバに前記成膜案内ローラを移動させる工程と、を含んでもよい。
上記課題を解決するために、本発明の他のアレイアンテナ式プラズマCVD装置のアンテナ搬送システムは、真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、前記真空チャンバと前記基材搬送チャンバとの間で前記成膜案内ローラを移動させるローラ移動機構と、前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、を備えたことを特徴とする。
上記課題を解決するために、本発明のアンテナ搬送装置は、真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、前記基材搬送チャンバの水平方向の一の端部に設けられ、フィルム基材を送り出す送出ローラと、前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、を備えるアレイアンテナ式プラズマCVD装置に連結されるアンテナ搬送装置であって、前記アレイアンテナユニットを収容可能であって、真空状態を維持したまま前記真空チャンバと連通可能なアンテナ搬送チャンバと、互いに真空状態を維持したまま内部が連通された前記アンテナ搬送チャンバおよび前記真空チャンバ間で、前記アレイアンテナユニットを往来可能とするアンテナ搬送手段と、を備え、前記アンテナ掛止手段は、前記アンテナ搬送手段によって前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めすることを特徴とする。
前記アンテナ搬送手段は、前記アンテナ搬送チャンバおよび前記真空チャンバに設けられたガイドレールと、前記ガイドレール上を転動可能であって前記アレイアンテナユニットに一体的あるいは着脱自在に設けられたガイドローラと、を含んでもよい。
前記アンテナ搬送手段は、前記アンテナ搬送チャンバおよび前記真空チャンバに設けられたガイドレールと、前記ガイドレール上を転動可能であって前記アレイアンテナユニットに一体的あるいは着脱自在に設けられたガイドローラと、を含んでもよい。
本発明によれば、メンテナンス作業による装置の稼働停止時間を短縮することにより、装置の稼働率を向上することができる。
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値等は、発明の理解を容易とするための例示にすぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書及び図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
(第1の実施形態:アンテナ搬送システム100)
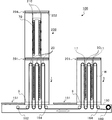
図1は、本実施形態にかかるアレイアンテナ式プラズマCVD装置のアンテナ搬送システム100の構成を説明するための説明図である。図1に示すように、アンテナ搬送システム100は、真空チャンバ1と、アレイアンテナユニット30と、基材搬送チャンバ150と、アンテナ搬送手段としてのアンテナ搬送体70と、アンテナ搬送チャンバ200とを含んで構成される。以下、真空チャンバ1、アレイアンテナユニット30、基材搬送チャンバ150、アンテナ搬送体70、アンテナ搬送チャンバ200の各構成について詳述する。
図1は、本実施形態にかかるアレイアンテナ式プラズマCVD装置のアンテナ搬送システム100の構成を説明するための説明図である。図1に示すように、アンテナ搬送システム100は、真空チャンバ1と、アレイアンテナユニット30と、基材搬送チャンバ150と、アンテナ搬送手段としてのアンテナ搬送体70と、アンテナ搬送チャンバ200とを含んで構成される。以下、真空チャンバ1、アレイアンテナユニット30、基材搬送チャンバ150、アンテナ搬送体70、アンテナ搬送チャンバ200の各構成について詳述する。
(真空チャンバの構成)
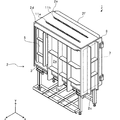
まず、図2〜図5を用いて、本実施形態のアレイアンテナ式(誘導結合型)プラズマCVD装置の真空チャンバの構造について説明する。図2は、真空チャンバの正面側を示す斜視図、図3は、真空チャンバの背面側を示す斜視図である。
まず、図2〜図5を用いて、本実施形態のアレイアンテナ式(誘導結合型)プラズマCVD装置の真空チャンバの構造について説明する。図2は、真空チャンバの正面側を示す斜視図、図3は、真空チャンバの背面側を示す斜視図である。
図2および図3に示すように、真空チャンバ1は、筐体2を備えて構成されている。この筐体2は、図中y方向に対面配置された天井部2aおよび底面部2bと、図中x方向に対面配置された右側面部2cおよび左側面部2dと、図中z方向に対面配置された正面部2eおよび背面部2fと、を備えている。以下では、天井部2a側を真空チャンバ1の上方または上面とし、右側面部2c側を真空チャンバ1の右方または右側面とし、左側面部2d側を真空チャンバ1の左方または左側面として説明する。
正面部2eおよび背面部2fには、それぞれフロント開口部3およびリヤ開口部4が形成されており、これらフロント開口部3およびリヤ開口部4を開閉するフロント開閉扉5およびリヤ開閉扉6がそれぞれ設けられている。また、右側面部2cには右開口部7が形成されており、左側面部2dには左開口部9が形成されている。詳しくは後述するが、この左開口部9は、ゲートバルブ151を介して基材搬送チャンバ150に連結可能となっており、また、右開口部7は、ゲートバルブ201を介してアンテナ搬送チャンバ200に連結可能となっている(図1参照)。
また、天井部2aには、2列のコネクタ群11a、11bが設けられている。これらコネクタ群11a、11bは、複数のコネクタが図中x方向に沿って直列配置されたものであり、図中z方向に所定の間隔を維持している。
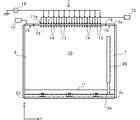
図4は、真空チャンバ1の正面側の断面を模式的に示す図である。この図に示すように、コネクタ群11aは、高周波電力を供給する高周波電源12の供給側(非接地側)に電気的に接続された第1天井側コネクタ13と、高周波電源12の接地側に電気的に接続された第2天井側コネクタ14と、が所定の間隔を維持して交互に設けられている。これら第1天井側コネクタ13および第2天井側コネクタ14は、その接続部が鉛直方向下方(底面部2b)に向けられており、後述するアレイアンテナユニット30の電極棒が、鉛直方向下方から上方に向かって接続可能なように配置されている。
また、詳しくは後述するが、第2天井側コネクタ14にはガス供給源15が接続されており、このガス供給源15から供給される材料ガスが、第2天井側コネクタ14に接続されたアレイアンテナユニット30の電極棒から真空チャンバ1内に噴出可能となっている。なお、ここではコネクタ群11aについて説明したが、コネクタ群11bも上記と同様の構成となっている。さらに、筐体2の天井部2aには真空ポンプ16が接続されており、内部空間10を密閉した状態で真空ポンプ16を駆動することにより、真空チャンバ1内が真空状態に減圧可能となっている。
また、筐体2の底面部2bには、右側面部2cから左側面部2dまで図中x方向に沿って延在するガイドレール17が設けられている。図5は、真空チャンバ1の右側面図であるが、この図に示すように、ガイドレール17は、正面部2e近傍と背面部2f近傍とにそれぞれ設けられており、したがって、図中z方向に間隔を維持して一対配置されることとなる。これら一対のガイドレール17は、アレイアンテナユニット30を真空チャンバ1内に搬入したり、あるいは真空チャンバ1内から搬出したりする際の案内として機能するものである。
さらに、図4に示すように、筐体2の右側面部2c側の底面部2bには、成膜案内ローラ20が設けられている。図5は、真空チャンバ1の右側面図であるが、この図に示すように、成膜案内ローラ20(図5中、20a、20b、20cで示す)は、図中z方向に沿って直列配置されている。これら成膜案内ローラ20は、アレイアンテナユニット30に対向するように、後述する搬送案内ローラ164間を移動するフィルム基材を案内し、かつ、フィルム基材に所定の張力をかけるものである。
(アレイアンテナユニットの構成)
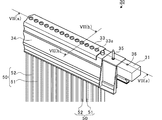
次に、図6〜図9を用いてアレイアンテナユニットの構成について説明する。図6は、アレイアンテナユニット30の斜視図であり、図7は、図6の部分拡大図である。これらの図に示すように、アレイアンテナユニット30は、アンテナ支持部材31を備えており、このアンテナ支持部材31に複数本の誘導結合型電極50が支持されている。
次に、図6〜図9を用いてアレイアンテナユニットの構成について説明する。図6は、アレイアンテナユニット30の斜視図であり、図7は、図6の部分拡大図である。これらの図に示すように、アレイアンテナユニット30は、アンテナ支持部材31を備えており、このアンテナ支持部材31に複数本の誘導結合型電極50が支持されている。
この誘導結合型電極50は、第1電極棒51と第2電極棒52とが、接続金具53によって電気的に接続されたアンテナ素子であり、アンテナ支持部材31の長手方向に沿って複数本支持されている。具体的には、両電極棒51、52は、その長手方向に直交する方向に所定の間隔を維持して交互に直列配置された状態で、その上端部がアンテナ支持部材31に支持されている。これにより、両電極棒51、52は、それらの長手方向を鉛直方向に沿わせた状態で、アンテナ支持部材31に垂下支持されることとなる。
図8(a)は、図7のVII(a)−VII(a)線断面図であり、図8(b)は、図7のVII(b)−VII(b)線断面図である。これらの図に示すように、アンテナ支持部材31は、断面U字形の部材によって構成されており、その開口を鉛直方向下方に臨ませている。このアンテナ支持部材31は、図8(b)からも明らかなように、その幅方向中央にアンテナ支持孔32が形成されている。このアンテナ支持孔32は、図8(a)および図9(a)に示すとおり、アンテナ支持部材31の長手方向に沿って形成される長孔形状をなしており、このアンテナ支持孔32に、第1電極棒51および第2電極棒52が交互に垂下支持されている。
より詳細に説明すると、第1電極棒51の上端部には、真空チャンバ1の天井部2aに設けられた第1天井側コネクタ13に接続可能な第1アンテナ側コネクタ54が固定されている。また、第2電極棒52の上端部には、真空チャンバ1の天井部2aに設けられた第2天井側コネクタ14に接続可能な第2アンテナ側コネクタ55が固定されている。
図9(a)は、図7の上面図であり、図9(b)は、第1アンテナ側コネクタ54の斜視図である。ただし、図9(a)においては、後述するカバー部材33を取り外した状態を示している。この図に示すとおり、第1アンテナ側コネクタ54は、円筒状の本体54aを備えており、この本体54aの底面部54bに、第1電極棒51が貫通した状態で固定されている。また、本体54aの開口側には、当該本体54aよりも大径のフランジ部54cが設けられている。このフランジ部54cは、アンテナ支持部材31に形成されたアンテナ支持孔32の幅よりも大径となる寸法関係を維持している。また、本体54aには、円筒状の外周面の対向する一部を面取りした一対の平面部54d、54dが形成されている。これら平面部54d、54dは、その対向間隔がアンテナ支持孔32の幅よりも僅かに小さくなる寸法関係を維持している。
したがって、アンテナ支持孔32の上方から第1アンテナ側コネクタ54を挿入すると、本体54aがアンテナ支持孔32を挿通するとともに、フランジ部54cがアンテナ支持部材31の上面に接触して掛け止められ、これによって第1電極棒51がアンテナ支持部材31に垂下支持されることとなる。
また、このとき、平面部54d、54d間の幅は、アンテナ支持部材31の幅方向に対する第1アンテナ側コネクタ54の移動を、第1天井側コネクタ13に接続可能な範囲内に制限する寸法関係を維持している。しかも、アンテナ支持部材31に支持された第1アンテナ側コネクタ54に回転応力が作用したとしても、平面部54d、54dがアンテナ支持孔32の内周縁に接触し、第1アンテナ側コネクタ54の回転が制限される。このようにして、第1電極棒51は、アンテナ支持部材31の幅方向の位置決めがなされて直列配置されるとともに、全ての第1電極棒51が同一方向を向いて垂下支持されることとなる。
なお、ここでは第1アンテナ側コネクタ54について説明したが、第2アンテナ側コネクタ55の構成も上記第1アンテナ側コネクタ54と同様である。つまり、第2アンテナ側コネクタ55は、本体55aと、底面部55bと、フランジ部55cと、一対の平面部55d、55dと、を備えており、底面部55bに第2電極棒52が貫通した状態で固定されている。
そして、本体55aの開口側には、当該本体55aよりも大径のフランジ部55cが設けられている。このように、この第2アンテナ側コネクタ55も、上記第1アンテナ側コネクタ54と同様に、回転およびアンテナ支持部材31の幅方向に対する移動が制限され、第2電極棒52も直列配置されるとともに、全ての第2電極棒52が同一方向を向いて垂下支持されることとなる。
また、図8(a)に示すように、各第1電極棒51は、その外周にセラミックスまたは樹脂などの誘電体からなる外筒56を備えている。一方、各第2電極棒52は円筒形状をなしており、その長手方向に延在するガス供給路52aが内部に形成されている。また、各第2電極棒52は、ガス供給路52aに垂直に連通する噴出孔52bを備えている。この第2電極棒52は、上述したように、アレイアンテナユニット30が真空チャンバ1内に掛け止められたときに、第2天井側コネクタ14に接続されて、上記したガス供給源15とガス供給路52aとが連通する関係をなしている。
したがって、アレイアンテナユニット30が真空チャンバ1内に掛け止められた状態で、ガス供給源15から材料ガスが供給されることにより、噴出孔52bから真空チャンバ1の内部空間10に向けて材料ガスが噴出することとなる。
なお、図6〜図9に示すように、アンテナ支持部材31には、両アンテナ側コネクタ54、55を被覆する断面U字形のカバー部材33が固定されている。このカバー部材33には、両アンテナ側コネクタ54、55の本体54a、55aに一致する円形の貫通孔33aが複数設けられている。これにより、各アンテナ側コネクタ54、55の本体54a、55aの開口、すなわち、両電極棒51、52の上端は、カバー部材33の貫通孔33aを介して上方に臨むこととなる。
また、アンテナ支持部材31の幅方向両側面には防着パネル34が設けられており、また、アンテナ支持部材31の上面には、上方に垂直に起立し、先端にテーパが形成された位置決めピン35が設けられている。この位置決めピン35は、複数本の第1電極棒51および第2電極棒52のうち、もっとも外側に位置する電極棒よりもさらにアンテナ支持部材31の長手方向外方に設けられている。さらに、アンテナ支持部材31の長手方向両端部近傍には、掛止孔36が貫通形成されている。この掛止孔36は、アレイアンテナユニット30を真空チャンバ1に掛け止めるためのものである。
図10は、アレイアンテナユニット30が掛け止められた状態の真空チャンバ1の正面側断面図である。この図に示すように、真空チャンバ1の天井部2aには、右側面部2cおよび左側面部2d近傍それぞれに、鉛直方向に貫通するとともに鉛直方向下方にテーパが形成された位置決め孔18が設けられている。また、この位置決め孔18よりも図中x方向外方には、下方に垂下する掛止ピン19が固定されている。上記の位置決め孔18は、アレイアンテナユニットの位置決めピン35に対応しており、上記の掛止ピン19は、アレイアンテナユニット30の掛止孔36に対応している。
アレイアンテナユニット30の取り付け方法の詳細については後述するが、アレイアンテナユニット30を真空チャンバ1内に掛け止める際には、位置決め孔18に位置決めピン35を挿通させるように、アレイアンテナユニット30を天井部2aの下方から上方に持ち上げる。すると、掛止ピン19にアレイアンテナユニット30の掛止孔36が挿通するとともに、このとき、天井部2aに設けられた第1天井側コネクタ13および第2天井側コネクタ14のそれぞれが、アレイアンテナユニット30の第1アンテナ側コネクタ54および第2アンテナ側コネクタ55のそれぞれに嵌合する。この状態で、掛止ピン19の下方からボルト等の固定手段を固定することにより、図示のように、アレイアンテナユニット30が真空チャンバ1の天井部2aに掛け止められることとなる。
図11は、アレイアンテナユニット30が掛け止められた状態の真空チャンバ1の右側面図である。上記したとおり、天井部2aには、コネクタ群11a、11bが2列設けられており、これらコネクタ群11a、11bに、アレイアンテナユニット30が接続可能となっている。したがって、全てのコネクタ群11a、11bにアレイアンテナユニット30が接続されると、図示のように、2体のアレイアンテナユニット30が、図中z方向に所定の間隔を維持して位置することとなる。
そして、上記のようにアレイアンテナユニット30が掛け止められた真空チャンバ1内には、成膜案内ローラ20に案内されてフィルム基材が搬入される。このフィルム基材の搬入および搬出について、基材搬送チャンバ150の構成とともに図1に戻って説明する。
(基材搬送チャンバの構成およびフィルム基材の搬送の過程)
図1に示すように、真空チャンバ1の左開口部9には、ゲートバルブ151を介して基材搬送チャンバ150が連結されている。基材搬送チャンバ150は不図示の真空ポンプによって真空状態に減圧可能となっており、通常、真空状態を維持したまま複数の真空チャンバ1に連通される。つまり、ゲートバルブ151は、真空チャンバ1の内部と基材搬送チャンバ150の内部とを、真空状態を維持したまま連通するものである。
図1に示すように、真空チャンバ1の左開口部9には、ゲートバルブ151を介して基材搬送チャンバ150が連結されている。基材搬送チャンバ150は不図示の真空ポンプによって真空状態に減圧可能となっており、通常、真空状態を維持したまま複数の真空チャンバ1に連通される。つまり、ゲートバルブ151は、真空チャンバ1の内部と基材搬送チャンバ150の内部とを、真空状態を維持したまま連通するものである。
図1に示すように、基材搬送チャンバ150は、送出ローラ160と、巻取ローラ162と、複数の搬送案内ローラ164(図1中、8個)とを含んで構成される。送出ローラ160は、基材搬送チャンバ150の水平方向(ここでは長手方向)の一方の端部に設けられ、フィルム基材Wを送り出す。巻取ローラ162は、基材搬送チャンバ150の水平方向(ここでは長手方向)の他方の端部に設けられ、送出ローラ160が送り出したフィルム基材Wを巻き取る。なお、フィルム基材Wを往復させて成膜することもあるため、巻取ローラ162がフィルム基材Wを送り出し、送出ローラ160がフィルム基材Wを巻き取ることもある(図1中、白抜きの両矢印で示す)。搬送案内ローラ164は、基材搬送チャンバ150において、送出ローラ160と巻取ローラ162との間に設けられ、フィルム基材Wの搬送を案内し、かつ、フィルム基材Wに所定の張力をかける。
したがって、フィルム基材Wは、送出ローラ160から送出され、搬送案内ローラ164と、成膜案内ローラ20とに案内されて、図1中、白抜き矢印に示す方向に複数の真空チャンバ1を通過するように搬送され、巻取ローラ162に巻き取られる。なお、図1に示す例では、成膜案内ローラ20は、上面視反時計回りに転動し、送出ローラ160、巻取ローラ162、搬送案内ローラ164は上面視時計回りに転動する。また、真空チャンバ1において、フィルム基材Wは、片面がアレイアンテナユニット30に対向するように搬送される。
なお、本実施形態において、被成膜対象として、樹脂性や金属性、ガラス性のフィルム基材Wを挙げて説明するが、送出ローラ160が送り出し(巻きだす)、巻取ローラ162が巻き取ることができれば(ロール・ツー・ロール法が利用できれば)、基材の材質や形状は問わない。以下に、成膜処理の手順について説明する。
(成膜処理)
まず、基材搬送チャンバ150の送出ローラ160からフィルム基材Wを引き出し、搬送案内ローラ164、成膜案内ローラ20に巻回し、最終的に巻取ローラ162に巻き付ける。その後、真空チャンバ1の内部空間10を密閉するとともに、ゲートバルブ151を開にして、真空ポンプ16および基材搬送チャンバ150に設置された真空ポンプを駆動して内部空間10および基材搬送チャンバ150内部空間を真空状態に減圧する。そして、図1に示すように送出ローラ160からフィルム基材Wを送出しながら(巻取ローラ162でフィルム基材Wを巻き取りながら)、ガス供給源15から第2電極棒52に材料ガスを供給して、噴出孔52bから真空チャンバ1内に材料ガスを噴出させる。この状態で、高周波電源12によって誘導結合型電極50に高周波電力を供給すると、アレイアンテナユニット30の周辺にプラズマが発生し、このプラズマによって分解された材料ガスの成分がフィルム基材Wの表面に付着する。このようにして、フィルム基材Wの表面に、非結晶シリコン膜または微結晶シリコン膜などの薄膜が成膜されることとなる。
まず、基材搬送チャンバ150の送出ローラ160からフィルム基材Wを引き出し、搬送案内ローラ164、成膜案内ローラ20に巻回し、最終的に巻取ローラ162に巻き付ける。その後、真空チャンバ1の内部空間10を密閉するとともに、ゲートバルブ151を開にして、真空ポンプ16および基材搬送チャンバ150に設置された真空ポンプを駆動して内部空間10および基材搬送チャンバ150内部空間を真空状態に減圧する。そして、図1に示すように送出ローラ160からフィルム基材Wを送出しながら(巻取ローラ162でフィルム基材Wを巻き取りながら)、ガス供給源15から第2電極棒52に材料ガスを供給して、噴出孔52bから真空チャンバ1内に材料ガスを噴出させる。この状態で、高周波電源12によって誘導結合型電極50に高周波電力を供給すると、アレイアンテナユニット30の周辺にプラズマが発生し、このプラズマによって分解された材料ガスの成分がフィルム基材Wの表面に付着する。このようにして、フィルム基材Wの表面に、非結晶シリコン膜または微結晶シリコン膜などの薄膜が成膜されることとなる。
そして、上記のようにしてフィルム基材Wの移動に伴って、各真空チャンバ1でフィルム基材Wに成膜処理が施され、成膜処理が終了したら、巻取ローラ162に巻き取られる。以後、1ロール分のフィルム基材Wごとに上記の各工程が繰り返し行われることとなる。
ここで、成膜処理を行う過程では、アレイアンテナユニット30に皮膜が付着するため、定期的にアレイアンテナユニット30を真空チャンバ1から取り外してメンテナンスする必要がある。以下では、アレイアンテナユニット30のメンテナンスに際して、当該アレイアンテナユニット30を真空チャンバ1に搬入したり、あるいは真空チャンバ1から搬出したりするアンテナ搬送体の構成を説明し、その後、アレイアンテナユニット30の着脱方法について説明する。
(アンテナ搬送体の構成)
図12(a)は、アンテナ搬送体70の斜視図であり、図12(b)は、図12(a)の一点鎖線の部分拡大図である。この図に示すように、アンテナ搬送体70は、上記した基台71を備えており、この基台71の幅方向(図中z方向)両端に車輪72が複数設けられている。この車輪72は、アンテナ搬送体70が図中x方向に一直線上に移動可能となるように設けられており、真空チャンバ1内において、上記したガイドレール17上を転動することにより、アンテナ搬送体70の真空チャンバ1内での移動を可能としている。
図12(a)は、アンテナ搬送体70の斜視図であり、図12(b)は、図12(a)の一点鎖線の部分拡大図である。この図に示すように、アンテナ搬送体70は、上記した基台71を備えており、この基台71の幅方向(図中z方向)両端に車輪72が複数設けられている。この車輪72は、アンテナ搬送体70が図中x方向に一直線上に移動可能となるように設けられており、真空チャンバ1内において、上記したガイドレール17上を転動することにより、アンテナ搬送体70の真空チャンバ1内での移動を可能としている。
また、基台71には、アレイアンテナユニット30を保持する2つのアンテナ保持部材73が、アンテナ搬送体70の搬送方向に直交する水平方向に間隔を維持して設けられている。このアンテナ保持部材73は、アンテナ搬送体70の搬送方向両端において基台71に固定されたスライド装置74と、このスライド装置74から上方に垂直に起立する一対の支柱75a、75bと、を備えている。これら一対の支柱75a、75bは、スライド装置74によって、アンテナ搬送体70の搬送方向(x方向)に直交する水平方向(z方向)にスライド可能に構成されている。
一対の支柱75a、75bそれぞれには、伸縮ロッド76aを鉛直方向に伸縮させるエアシリンダ76が収容されている。そして、このエアシリンダ76の伸縮ロッド76a先端には、荷重受け部77を介して薄板状の調整部材78の両端部が載置されており、これによって、調整部材78が一対の支柱75a、75bに懸架されることとなる。
なお、基台71における支柱75bの間には、切り欠き部71aが形成されており、アンテナ搬送体70を真空チャンバ1に搬入する際には、切り欠き部71aが成膜案内ローラ20を通過することになる。
図13は、図12(b)の部分拡大図である。この図に示すように、伸縮ロッド76aの先端には、荷重受け部77が設けられている。この荷重受け部77は、伸縮ロッド76aの先端に固定され、上方に凹状の受け面79aを臨ませる受け部79と、受け面79a上に載置され、調整部材78の下面に一体的に設けられた揺動部80と、によって構成される。これら受け部79および揺動部80は、ステンレスなどの金属によって構成されているが、例えば樹脂など金属以外の材料で構成しても構わない。
揺動部80は、半球状の球面部80aを、受け部79の受け面79aに接触させているが、このとき、受け面79aの曲率が球面部80aの曲率よりも小さくなっている。したがって、球面部80aと受け面79aとの間には隙間が形成され、これによって揺動部80が受け部79に対して揺動可能となっている。換言すれば、上記の荷重受け部77の構成により、調整部材78が水平方向に移動したり傾いたりすることが可能となっている。ただし、揺動部80が受け面79a上で所定角度傾くと、調整部材78が受け部79の外周縁に接触し、それ以上の傾きが制限されるようになっている。つまり、調整部材78は、受け部79から脱落しない範囲内で傾斜が許容されるように設計されている。
図14は、アンテナ搬送体70にアレイアンテナユニット30が保持されたときの、調整部材78とアレイアンテナユニット30との関係を説明する図である。調整部材78は、アンテナ搬送体70の搬送方向に沿って延在する延在部78a、および、この延在部78aから水平方向に交差(本実施形態では直交)する方向に突出する複数の移動制限部78bを備えてなる、平面が櫛状をなす薄板部材によって構成されている。この複数の移動制限部78bは、延在部78aの長手方向すなわちアンテナ搬送体70の搬送方向に所定の間隔を維持して設けられている。
そして、図示のように、アレイアンテナユニット30をアンテナ搬送体70に保持させると、アレイアンテナユニット30のアンテナ支持部材31の下面と、調整部材78の上面とが、面接触状態で圧接する。これにより、アレイアンテナユニット30の荷重が調整部材78を介して荷重受け部77に作用し、アレイアンテナユニット30がアンテナ搬送体70のアンテナ保持部材73に保持されることとなる。
また、アレイアンテナユニット30がアンテナ保持部材73に保持された状態では、隣り合う移動制限部78bの間隔に、第1アンテナ側コネクタ54の本体54a、および、第2アンテナ側コネクタ55の本体55aが交互に臨んで位置するようになっている。このとき、移動制限部78bの間隔は、第1アンテナ側コネクタ54の本体54a、および、第2アンテナ側コネクタ55の本体55aの直径よりも僅かに大きく形成されている。これにより、移動制限部78bは、隣り合う第1電極棒51(第1アンテナ側コネクタ54)と第2電極棒52(第2アンテナ側コネクタ55)との対向面に臨んで、アンテナ搬送体70の搬送方向に対する両電極棒51、52の移動を制限することとなる。
なお、調整部材78は、延在部78aが両電極棒51、52の一方の側にのみ設けられており、アンテナ搬送体70の搬送方向(x方向)に直交する水平方向(z方向)への両電極棒51、52の移動を制限する機能は備えていない。つまり、調整部材78は、少なくとも両電極棒51、52の移動をアンテナ搬送体70の搬送方向(x方向)に制限することとなる。
これに対して、すでに説明したとおり、搬送方向に直交する水平方向への両電極棒51、52の移動は、アンテナ支持部材31のアンテナ支持孔32によって制限されている(図9参照)。このとき、アンテナ支持孔32は、アンテナ支持部材31の長手方向に連続する長孔形状に形成されているため、アレイアンテナユニット30においては、両電極棒51、52の配列方向への移動が制限されていない。つまり、アンテナ支持部材31は、両電極棒51、52の移動をアンテナ搬送体70の搬送方向に直交する水平方向にのみ制限している。
図15は、アレイアンテナユニット30がアンテナ搬送体70に保持された状態を示す斜視図である。この図に示すように、アレイアンテナユニット30がアンテナ搬送体70に保持された状態では、搬送方向(図中x方向)への両電極棒51、52の移動が、アンテナ搬送体70(調整部材78)によって制限され、搬送方向に直交する水平方向(図中z方向)への両電極棒51、52の移動が、アレイアンテナユニット30(アンテナ支持部材31)によって制限されている。
アレイアンテナユニット30は、高温の真空チャンバ1内に置かれるため、アンテナ支持部材31が熱膨張する。そこで、搬送方向に直交する水平方向への両電極棒51、52の移動を制限しながらも、アンテナ支持孔32を長孔形状にすることによって、熱膨張時の逃げを確保し、部材間の干渉を防ぐようにしている。しかしながら、上記のように熱膨張時の逃げを確保すると、アレイアンテナユニット30を真空チャンバ1内に掛け止める際に、各電極棒51、52の位置がずれてしまい、これら各電極棒51、52を各天井側コネクタ13、14に接続する作業が煩雑になってしまう。
そこで、本実施形態においては、成膜処理中に外部に搬出されるアンテナ搬送体70に調整部材78を設けるとともに、この調整部材78によって、搬送方向への両電極棒51、52の移動を制限することとしている。これにより、アレイアンテナユニット30を真空チャンバ1内に掛け止める際の位置決め精度を確保することが可能となり、掛け止め時の作業効率を向上することができる。つまり、上記の構成とすることで、成膜処理中における熱膨張時の逃げの確保と、アレイアンテナユニット30の掛け止め時の位置決め精度と、からなる2つの相反する要求に応えることが可能となっている。以下では、アレイアンテナユニット30を真空チャンバ1内に掛け止める際の作用について説明する。
(アレイアンテナユニットの掛け止め過程)
図16は、真空チャンバ1内にアレイアンテナユニット30を掛け止める過程を説明する図である。図16中、理解を容易にするために、成膜案内ローラ20の図示を省略する。図16(a)は、図15に示すように、洗浄を完了した(メンテナンス済みの)アレイアンテナユニット30を保持するアンテナ搬送体70が、真空チャンバ1内に搬入され、不図示のストッパーに接触して所定位置に停止した状態を示している。
図16は、真空チャンバ1内にアレイアンテナユニット30を掛け止める過程を説明する図である。図16中、理解を容易にするために、成膜案内ローラ20の図示を省略する。図16(a)は、図15に示すように、洗浄を完了した(メンテナンス済みの)アレイアンテナユニット30を保持するアンテナ搬送体70が、真空チャンバ1内に搬入され、不図示のストッパーに接触して所定位置に停止した状態を示している。
そして、この状態からエアシリンダ76の伸縮ロッド76aを上方に伸長させると、図16(b)に示すように、アレイアンテナユニット30の位置決めピン35が、真空チャンバ1の天井部2aに設けられた位置決め孔18に挿通する。これにより、アレイアンテナユニット30は、真空チャンバ1に対して位置決めがなされた状態で上昇することとなる。また、アレイアンテナユニット30が上昇する過程では、天井部2aに設けられた掛止ピン19が掛止孔36に挿通するとともに、第1天井側コネクタ13が第1アンテナ側コネクタ54に嵌合し、第2天井側コネクタ14が第2アンテナ側コネクタ55に嵌合する。
このとき、アレイアンテナユニット30は、荷重受け部77、すなわち、受け面79aと揺動部80とによる荷重受け構造により、アンテナ搬送体70に揺動可能に保持されている(図13参照)。そのため、仮に、アレイアンテナユニット30が掛け止め位置からずれたとしても、当該アレイアンテナユニット30を揺動させることにより、所定の掛け止め位置に調整することができる。これにより、位置決めピン35や位置決め孔18、あるいは各コネクタ13、14、54、55の寸法管理が厳密でなかったとしても、確実にアレイアンテナユニット30を天井部2aに掛け止めることができる。
そして、図16(b)に示す状態で、アレイアンテナユニット30の掛止孔36を挿通した掛止ピン19に、その下方から不図示の固定装置によってボルト等の固定手段を固定することにより、アレイアンテナユニット30が真空チャンバ1内に掛け止められることとなる。このようにして、アレイアンテナユニット30が掛け止められたら、エアシリンダ76の伸縮ロッド76aを下方に収縮させる。すると、図16(c)に示すように、支柱75a、75bに懸架された調整部材78が降下して、アンテナ搬送体70からアレイアンテナユニット30が離脱する。
ただし、この状態では、真空チャンバ1の天井部2aから垂下する第1電極棒51および第2電極棒52と、支柱75a、75bと、がアンテナ搬送体70の搬送方向において、同一直線上に位置したままとなっている。また、一対の支柱75a、75bに懸架される調整部材78の移動制限部78bが、第1電極棒51および第2電極棒52に臨んだままの状態となっている。したがって、このままの状態では、アンテナ搬送体70を真空チャンバ1から搬出することができない。
そこで、図17に示すように、スライド装置74を駆動して、一対の支柱75a、75bを、アンテナ搬送体70の搬送方向に直交する水平方向にスライドさせ、一対の支柱75a、75bを第1電極棒51および第2電極棒52の配列直線上から退避させる。これにより、調整部材78の移動制限部78bも、隣り合う第1電極棒51および第2電極棒52の対向面から退避することとなる。そして、アンテナ搬送体70を、再びガイドレール17に沿って真空チャンバ1の外に搬出すれば、メンテナンス作業が終了となる。
なお、メンテナンスが必要となったアレイアンテナユニット30を、真空チャンバ1内から搬出する際には、上記の各工程を逆の順序で行えばよい。すなわち、一対の支柱75a、75bが、第1電極棒51および第2電極棒52の配列直線上から退避した状態にある空のアンテナ搬送体70を、真空チャンバ1内に搬入する。そして、スライド装置74を駆動して、一対の支柱75a、75bを、第1電極棒51および第2電極棒52の配列直線上にスライドさせた後、エアシリンダ76の伸縮ロッド76aを上方に伸長させる。この状態で、ボルト等の固定手段を取り外して、アレイアンテナユニット30の荷重を荷重受け部77に作用させた後、伸縮ロッド76aを収縮させ、アンテナ搬送体70を真空チャンバ1内から搬出すればよい。
(アンテナ搬送チャンバの構成およびアンテナ搬送体の搬送過程)
図18、図19は、アンテナ搬送体70の搬送過程を説明する図である。図1に示すように、真空チャンバ1の左開口部9には、ゲートバルブ151を介して基材搬送チャンバ150が連結され、真空チャンバ1の右開口部7には、ゲートバルブ201を介してアンテナ搬送チャンバ200が連結されている。
図18、図19は、アンテナ搬送体70の搬送過程を説明する図である。図1に示すように、真空チャンバ1の左開口部9には、ゲートバルブ151を介して基材搬送チャンバ150が連結され、真空チャンバ1の右開口部7には、ゲートバルブ201を介してアンテナ搬送チャンバ200が連結されている。
アンテナ搬送チャンバ200は、ゲートバルブ201が連結される面と対向する面に設けられた開口部202に開閉扉204を備え、開閉扉204によって、アンテナ搬送チャンバ200の内部が大気圧にある外部と連通されたり、あるいはその連通が解除されたりするようになっている。アンテナ搬送チャンバ200は、不図示の真空ポンプによって真空状態に減圧可能となっており、通常、真空状態を維持したまま真空チャンバ1に連通される。つまり、ゲートバルブ151は、真空チャンバ1の内部と基材搬送チャンバ150の内部とを、真空状態を維持したまま連通するものであり、ゲートバルブ201は、真空チャンバ1の内部とアンテナ搬送チャンバ200の内部とを、真空状態を維持したまま連通するものである。
また、アンテナ搬送チャンバ200には、例えば、ベルトコンベヤなど、アンテナ搬送体70をゲートバルブ201に対面する位置まで搬送する不図示の運搬装置が設けられている。さらに、アンテナ搬送チャンバ200には、図1に示すようにアンテナ搬送体70の車輪72をガイドするガイドレール210が、真空チャンバ1に対面する位置に設けられている。
ただし、これらガイドレール210は、鉛直方向に上昇可能または下降可能に構成されており、通常、アンテナ搬送チャンバ200内におけるアンテナ搬送体70の移動軌跡範囲よりも下方に退避して位置している。これにより、運搬装置によってアンテナ搬送チャンバ200内を移動するアンテナ搬送体70は、通常、ガイドレール210の上方を移動することとなる。
なお、ガイドレール210がアンテナ搬送体70と一体的にアンテナ搬送チャンバ200内を移動するようにしても構わない。つまり、アンテナ搬送体70が、ガイドレール210上に載置された状態で、目的となる真空チャンバ1に対面する位置まで搬送される構成であってもよい。
そして、アンテナ搬送チャンバ200には、アンテナ搬送体70を当該アンテナ搬送チャンバ200側から真空チャンバ1側に押し出したり、あるいは、アンテナ搬送体70を真空チャンバ1側からアンテナ搬送チャンバ200側に引き寄せたりする不図示の装置が設けられている。
そして、例えば、真空チャンバ1Aにおいて、アレイアンテナユニット30の交換が必要であったとすると、まず、図18(a)に示すように、真空チャンバ1Aのゲートバルブ201に大気圧となっているアンテナ搬送チャンバ200を連結する。次に、図18(b)に示すように、開閉扉204を通じて空のアンテナ搬送体70Aをアンテナ搬送チャンバ200におけるゲートバルブ201に対面する位置まで搬送する。そして、アンテナ搬送チャンバ200の開閉扉204を閉じ、アンテナ搬送チャンバ200に設けられた真空ポンプでアンテナ搬送チャンバ200内を真空状態に減圧する。
次に、図19(a)に示すように、ゲートバルブ201を開いて、真空チャンバ1Aの内部とアンテナ搬送チャンバ200の内部とを真空状態を維持したまま連通するとともに、図19(a)の白抜き矢印で示すように、アンテナ搬送体70Aを真空チャンバ1A内に搬入する。このように、アンテナ搬送体70Aが真空チャンバ1A内に搬入されたら、真空チャンバ1Aの天井部2aに掛け止められているアレイアンテナユニット30を取り外してアンテナ搬送体70Aに保持させる。
そして、図19(b)の白抜き矢印に示すように、アレイアンテナユニット30を保持したアンテナ搬送体70Aを真空チャンバ1Aからアンテナ搬送チャンバ200に搬出するとともに、ゲートバルブ201を閉じる。
このようにして、真空チャンバ1Bおよび基材搬送チャンバ150の真空状態を維持したまま、すなわち真空チャンバ1Bにおける成膜処理と並行して、真空チャンバ1Aから使用済みのアレイアンテナユニット30を搬出することができる。したがって、従来のように、アレイアンテナユニット30を取り出す際に、基材搬送チャンバ150および基材搬送チャンバ150に接続されたすべての真空チャンバ1を大気開放することなく、任意の真空チャンバ1Bで成膜処理を行いながら、別の真空チャンバ1Aのアレイアンテナユニット30を取り外すことができる。これにより、メンテナンスによる装置稼働停止時間を短縮することができ、装置の稼働率を向上することができる。
さらに、他の真空チャンバ1における成膜処理と並行して、真空チャンバ1のアレイアンテナユニット30を交換することができる。すなわち1ロール分の成膜処理が終了しているか否かに拘わらず、アレイアンテナユニット30を交換できる。従来は、アレイアンテナユニットを交換するタイミングに1ロール分の成膜処理が終了するタイミングを合わせる必要があったため、アレイアンテナユニットの交換周期に応じて1ロール分のフィルム基材の長さが制限されていた。しかし、本実施形態では、1ロール分の成膜処理が終了しているか否かに拘わらずアレイアンテナユニット30を交換できるので、フィルム基材Wの長さが制限される事態を回避することが可能となる。
また、この際、送出ローラ160と巻取ローラ162との回転速度を遅くすることで、真空チャンバ1Bのみで成膜処理を行っても、真空チャンバ1Aおよび真空チャンバ1Bで成膜処理を行う場合と同等の膜厚に成膜することが可能となる。
さらに、複数の真空チャンバ1の構成を同一としているため、1つのアンテナ搬送チャンバ200で複数の真空チャンバ1のアレイアンテナユニット30の交換を行うことが可能となる。また、アンテナ搬送体70は、成膜処理中に真空チャンバ1内に留める必要がないことから、複数の真空チャンバ1が設けられたプラズマCVD装置であっても、1体のアンテナ搬送体70によってメンテナンスを行うことも可能である。
なお、メンテナンス済みのアレイアンテナユニット30を、真空チャンバ1内に搬入する際には、上記の各工程を逆の順序で行えばよい。
図20〜図22は、アンテナ搬送チャンバ300の変形例を説明する概念図である。図20〜図22では、理解を容易にするためにガイドレール17およびガイドレール210の図示を省略する。以下では、変形例のアンテナ搬送チャンバ300を説明するにあたって、上記実施形態と同様の構成については同一の符号を付するとともに、その詳細な説明は省略する。図20〜図22に示すように、この変形例のアンテナ搬送チャンバ300は、アンテナ搬送体70を3台収容可能な大きさを有しており、ゲートバルブ201を介して真空チャンバ1に連結される。このアンテナ搬送チャンバ300も、真空チャンバ1と同様に、真空ポンプによって内部を真空状態に減圧可能に構成されている。アンテナ搬送チャンバ300には、ゲートバルブ201が連結される面と対向する面に設けられた開口部302に開閉扉304を備え、開閉扉304によって、アンテナ搬送チャンバ300の内部が大気圧にある外部と連通されたり、あるいはその連通が解除されたりするようになっている。
また、アンテナ搬送チャンバ300には、ベルトコンベヤなどの運搬装置が設けられており、この運搬装置によって、アンテナ搬送体70が搬送可能となっている。そして、アレイアンテナユニット30のメンテナンスが必要となった場合、アンテナ搬送体70がアンテナ搬送チャンバ300内を移動して、真空チャンバ1に搬入されたり、あるいは真空チャンバ1から搬出されたりする。
例えば、真空チャンバ1Aにおいて、アレイアンテナユニット30の交換が必要であったとすると、まず図20(a)に示すように、真空チャンバ1Aのゲートバルブ201に大気圧となっているアンテナ搬送チャンバ300を連結するとともに、開閉扉304を通じて、空のアンテナ搬送体70Aと、新たな(メンテナンス済みの)アレイアンテナユニット30が保持されたアンテナ搬送体70Bを搬入する。そして、空のアンテナ搬送体70Aをアンテナ搬送チャンバ300におけるゲートバルブ201に対面する位置まで搬送し、開閉扉304を閉じて、アンテナ搬送チャンバ300に設けられた真空ポンプでアンテナ搬送チャンバ300内を真空状態に減圧する。
次に、図20(b)に示すように、ゲートバルブ201を開いて、真空チャンバ1Aの内部とアンテナ搬送チャンバ300の内部とを真空状態を維持したまま連通するとともに、図20(b)の白抜き矢印で示すようにアンテナ搬送体70Aを真空チャンバ1A内に搬入する。そして、図21(a)に示すように、アンテナ搬送体70Aにアレイアンテナユニット30を保持させたら、アンテナ搬送体70Aを真空チャンバ1Aから搬出してアンテナ搬送チャンバ300に移動させる。そして、図21(a)の白抜き矢印で示すように、アンテナ搬送チャンバ300に設けられた運搬装置によって、アンテナ搬送体70Bがゲートバルブ201に対面する位置まで移動され、これに伴って、アンテナ搬送体70Aはゲートバルブ201に対面する位置から図21中右の方向に移動する。また、図21(b)の白抜き矢印で示すように、アンテナ搬送チャンバ300から真空チャンバ1Aにアンテナ搬送体70Bを搬入する。そして、アンテナ搬送体70Bに保持されたアレイアンテナユニット30を真空チャンバ1Aに掛け止めたら、図22(a)中白抜き矢印で示すように、空になったアンテナ搬送体70Bを真空チャンバ1Aから搬出して、アンテナ搬送チャンバ300に移動させる。
アンテナ搬送体70A、70Bがそれぞれアンテナ搬送チャンバ300に戻ったら、図22(b)に示すように、ゲートバルブ201を閉じてアンテナ搬送チャンバ300の内部と真空チャンバ1Aの内部との連通を解除する。そして、アンテナ搬送チャンバ300の開閉扉304を開いて、両アンテナ搬送体70A、70Bをアンテナ搬送チャンバ300から搬出し、メンテナンス作業が終了となる。
上記の変形例によっても、真空チャンバ1Bにおいて成膜処理を行うとともに、真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることができるので、上記実施形態と同様の作用効果を実現することができる。
なお、上記実施形態においては、アンテナ搬送体70を搬送するための搬送手段として、真空チャンバ1内にガイドレール17が設けられるとともに、アンテナ搬送体70に車輪72が設けられることとした。
しかしながら、これとは逆に、真空チャンバ内に複数のガイドローラを配列するとともに、アンテナ搬送体に、上記のガイドローラに摺接する板状の部材を設けるようにしても構わない。いずれにしても、真空チャンバとアンテナ搬送チャンバとの間で搬送体を往来可能とする搬送手段が設けられていればよい。
例えば、図23に示す変形例のように、真空チャンバ1の天井部2aに、アンテナ搬送用のガイドレール25を設けるとともに、このガイドレール25上を転動するガイドローラ26を、アレイアンテナユニット30に一体的もしくは着脱自在に設けるようにしてもよい。この場合には、ガイドレール25とガイドローラ26とによってアンテナ搬送手段が構成されることとなる。なお、この変形例においても、アレイアンテナユニット30を真空チャンバ1内の所定の位置まで搬入した後、当該アレイアンテナユニット30を鉛直方向に上昇させて真空チャンバ1内に掛け止めることとなる(図中左側に位置するアレイアンテナユニット30)。このとき、アレイアンテナユニット30を上昇させたり、下降させたり、掛け止めしたりする機構は、真空チャンバ1に設ければよい。
(第2の実施形態)
上述した第1の実施形態では、アレイアンテナユニット30の交換を必要とする真空チャンバ1Aにアンテナ搬送チャンバ300を連通することで、他の真空チャンバ1Bにおける成膜処理を中断することなく、真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能となるアンテナ搬送システム100について説明したが、成膜案内ローラを工夫することで、アンテナ搬送チャンバ300を設けずとも真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能となる。以下の実施形態では、アンテナ搬送チャンバ300を設けずとも、真空チャンバ1Bにおける成膜処理と並行して真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能なアンテナ搬送システム400について説明する。
上述した第1の実施形態では、アレイアンテナユニット30の交換を必要とする真空チャンバ1Aにアンテナ搬送チャンバ300を連通することで、他の真空チャンバ1Bにおける成膜処理を中断することなく、真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能となるアンテナ搬送システム100について説明したが、成膜案内ローラを工夫することで、アンテナ搬送チャンバ300を設けずとも真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能となる。以下の実施形態では、アンテナ搬送チャンバ300を設けずとも、真空チャンバ1Bにおける成膜処理と並行して真空チャンバ1Aのアレイアンテナユニット30をメンテナンスすることが可能なアンテナ搬送システム400について説明する。
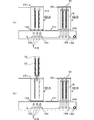
図24は、本実施形態にかかるアレイアンテナ式プラズマCVD装置のアンテナ搬送システム400の構成を説明するための説明図である。図24に示すように、アンテナ搬送システム400は、真空チャンバ401と、アレイアンテナユニット30と、基材搬送チャンバ450とを含んで構成される。また、真空チャンバ401は、筐体2、天井部2a、底面部2b、右側面部2c、左側面部2d、正面部2e、背面部2f、フロント開口部3、リヤ開口部4、フロント開閉扉5、リヤ開閉扉6、右開口部7、開閉扉8、左開口部9、コネクタ群11、高周波電源12、第1天井側コネクタ13、第2天井側コネクタ14、ガス供給源15、真空ポンプ16、ガイドレール17、ゲートバルブ201、成膜案内ローラ410を含んで構成され、基材搬送チャンバ450は、ゲートバルブ151、送出ローラ160、巻取ローラ162、搬送案内ローラ164を含んで構成される。なお、第1の実施形態と同様の構成については同一の符号を付するとともに、その詳細な説明は省略する。以下、第1の実施形態と構成の異なる成膜案内ローラ410について詳述する。 図24に示すように、真空チャンバ401に配された成膜案内ローラ410は、不図示のローラ移動機構によって基材搬送チャンバ450に移動されたり(図24中、白抜き矢印で示す)、基材搬送チャンバ450に移動された成膜案内ローラ410を真空チャンバ401に戻したりする。ここで、ローラ移動機構は、真空チャンバ401および基材搬送チャンバ450に設けられていてもよいし、成膜案内ローラ410自体が有していてもよい。以下、図25、図26を用いてローラ移動機構による成膜案内ローラ410の移動過程について説明する。
(成膜案内ローラの移動過程)
図25、図26は、成膜案内ローラ410の移動過程を説明するための説明図である。例えば、真空チャンバ401Aにおいて、アレイアンテナユニット30の交換が必要であったとすると、まず、図25中白抜き矢印で示すように、ローラ移動機構は真空チャンバ401Aから基材搬送チャンバ450に成膜案内ローラ410を移動する。
図25、図26は、成膜案内ローラ410の移動過程を説明するための説明図である。例えば、真空チャンバ401Aにおいて、アレイアンテナユニット30の交換が必要であったとすると、まず、図25中白抜き矢印で示すように、ローラ移動機構は真空チャンバ401Aから基材搬送チャンバ450に成膜案内ローラ410を移動する。
次に、図26(a)に示すように、ゲートバルブ151を閉じて、真空チャンバ401Aのゲートバルブ201を開け、真空チャンバ401Aを大気開放する。そして、図26(b)に示すように、アンテナ搬送体70等を利用して、真空チャンバ401Aの天井部2aに掛け止められているアレイアンテナユニット30を取り外す。
このように、本実施形態にかかるアンテナ搬送システム400は、成膜案内ローラ410を移動させるといった簡易な構成で、成膜処理を行っている真空チャンバ401Bおよび基材搬送チャンバ450の真空状態を維持したまま、真空チャンバ401Aから使用済みのアレイアンテナユニット30を搬出することができる。
また、この際、上述した第1の実施形態と同様に、送出ローラ160と巻取ローラ162との回転速度を遅くすることで、真空チャンバ401Bのみで成膜処理を行っても、真空チャンバ401Aおよび真空チャンバ401Bで成膜処理を行う場合と同等の膜厚に成膜することが可能となる。
なお、メンテナンス済みのアレイアンテナユニット30を、真空チャンバ401内に搬入する際には、上記の各工程を逆の順序で行えばよい。
また、上記実施形態におけるアレイアンテナユニットやアンテナ保持部材の構成は一例に過ぎない。いずれにしても、アンテナ保持部材は、アレイアンテナユニットを着脱自在に保持するものであればよい。したがって、アンテナ保持部材においては、アレイアンテナユニットに支持される電極棒の移動を制限する調整部材や、アレイアンテナユニットを揺動自在に保持するための揺動機構は必須の構成ではない。
また、アレイアンテナユニットの構成や、当該アレイアンテナユニットを保持するアンテナ保持部材の構成によっては、アンテナ保持部材をスライドさせるスライド装置も必須ではない。つまり、アンテナ保持部材を搬送方向に直交もしくは交差する方向にスライドさせる目的は、アンテナ搬送体を搬出する際に、アンテナ保持部材とアレイアンテナユニットとの干渉を防ぐことにある。したがって、アンテナ搬送体の搬出にあたって、アンテナ搬送体とアレイアンテナユニットとが干渉しなくなれば、アンテナ保持部材の全部をスライドさせずに、例えば調整部材のみをスライドさせるなど、アンテナ保持部材の一部のみをスライドさせるようにしても構わない。なお、アンテナ保持部材を搬送方向に直交もしくは交差する方向にスライド可能とする場合に、そのスライドを上記実施形態のようにスライド装置によって自動で行うこととしてもよいし、手動によって行うこととしてもよい。このように、アンテナ保持部材の構成は、アレイアンテナユニットの構成に応じて適宜設計すればよい。
また、上記実施形態においては、アンテナ搬送体にエアシリンダを設け、アレイアンテナユニットを鉛直方向に昇降可能な構成としたが、こうしたアレイアンテナユニットを変位させる変位手段は必須の構成ではない。また、上記実施形態においては、変位手段がアレイアンテナユニットを鉛直方向に昇降させる構成としたが、変位手段によるアレイアンテナユニットの変位方向はこれに限らない。つまり、変位手段によってアレイアンテナユニットを変位させる目的は、真空チャンバに設けられたコネクタに、アレイアンテナユニットの電極棒(アンテナ側コネクタ)を一括して接続することにある。したがって、例えば、真空チャンバに設けられたコネクタが、電極棒を水平方向に変位させて接続されるように配置された場合には、変位手段はアレイアンテナユニットを同一の水平方向に変位させることとなる。
また、上記実施形態においては、エアシリンダによってアレイアンテナユニットが鉛直方向に昇降する構成としたが、アレイアンテナユニットの変位は手動で行われるようにしても構わない。さらに、アレイアンテナユニットを自動で変位させる変位手段を設ける場合には、エアシリンダに限らず、油圧シリンダや電動シリンダなど、種々のアクチュエータによって変位手段を構成することが可能である。ただし、エアシリンダは、他の装置に比べてクッション性が高いので、上述の揺動機構と相まって、アレイアンテナユニットを掛け止める際の移動自由度が増し、取り付け容易性を向上することができる。なお、アレイアンテナユニットを上昇または下降させる変位手段は、アンテナ搬送体に設けずに真空チャンバに設けるようにしても構わない。
また、上記実施形態においては、アンテナ搬送体に2体のアレイアンテナユニットが同時に保持可能な構成としたが、アンテナ搬送体に同時に保持可能なアレイアンテナユニットの数は限定されない。また、複数のアレイアンテナユニットを同時に保持する構成とした場合には、アレイアンテナユニットと同数のアンテナ保持部材を設けることとしてもよいし、1つのアンテナ保持部材に複数のアレイアンテナユニットを保持可能な構成としてもよい。
なお、上記実施形態のように、複数のアレイアンテナユニットを同時に保持可能な構成とし、かつ、これらアレイアンテナユニットを変位させる変位手段を設ける場合には、各アレイアンテナユニットを個別に変位可能とすることが望ましい。各アレイアンテナユニットを真空チャンバに掛け止める際には、コネクタの接続状態などを目視確認する必要がある。このとき、複数のアレイアンテナユニットが同時に変位することとなると、作業者から見て相対的に奥側に位置するアレイアンテナユニットの取り付け状況の確認が困難となる。したがって、変位手段によって複数のアレイアンテナユニットを変位させる場合には、変位手段が個別に作動する構成にするとよい。
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる実施形態に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
本発明は、真空チャンバ内でプラズマを発生させてフィルム基材表面に薄膜を生成するアレイアンテナ式プラズマCVD装置のアンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置に利用することができる。
1、401 真空チャンバ
10 内部空間
12 高周波電源
13 第1天井側コネクタ
14 第2天井側コネクタ
15 ガス供給源
17、25 ガイドレール
19 掛止ピン
20、410 成膜案内ローラ
26 ガイドローラ
30 アレイアンテナユニット
36 掛止孔
50 誘導結合型電極
51 第1電極棒
52 第2電極棒
62 車輪
70 アンテナ搬送体
72 車輪
73 アンテナ保持部材
100、450 基材搬送チャンバ
160 送出ローラ
162 巻取ローラ
164 搬送案内ローラ
200、300 アンテナ搬送チャンバ
W フィルム基材
10 内部空間
12 高周波電源
13 第1天井側コネクタ
14 第2天井側コネクタ
15 ガス供給源
17、25 ガイドレール
19 掛止ピン
20、410 成膜案内ローラ
26 ガイドローラ
30 アレイアンテナユニット
36 掛止孔
50 誘導結合型電極
51 第1電極棒
52 第2電極棒
62 車輪
70 アンテナ搬送体
72 車輪
73 アンテナ保持部材
100、450 基材搬送チャンバ
160 送出ローラ
162 巻取ローラ
164 搬送案内ローラ
200、300 アンテナ搬送チャンバ
W フィルム基材
Claims (9)
- 真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、
前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、
前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、
前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、
前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、
前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、
前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、
前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、
を備えたアレイアンテナ式プラズマCVD装置においてアレイアンテナユニットを交換するアレイアンテナ交換方法であって、
前記複数の真空チャンバの内部および前記基材搬送チャンバの内部を真空状態に減圧する工程と、
アンテナ搬送チャンバの内部を真空状態に減圧する工程と、
前記アンテナ搬送チャンバと前記真空チャンバとを連結し、該アンテナ搬送チャンバと該真空チャンバとの内部を真空状態に維持したまま当該両チャンバを連通する工程と、
前記真空チャンバから前記アレイアンテナユニットを取り外す工程と、
取り外された前記アレイアンテナユニットを前記真空チャンバから前記アンテナ搬送チャンバに搬送する工程と、を含むことを特徴とするアレイアンテナ式プラズマCVD装置のアンテナ交換方法。 - 前記アンテナ搬送チャンバの内部を真空状態に減圧する前に、該アンテナ搬送チャンバに新たなアレイアンテナユニットを収容しておき、
前記取り外されたアレイアンテナユニットを前記真空チャンバから前記アンテナ搬送チャンバに搬送する前記工程に続いて、
互いに真空状態を維持したまま内部が連通された前記両チャンバ間で、前記アンテナ搬送チャンバから前記真空チャンバに前記新たなアレイアンテナユニットを搬入する工程と、
前記新たなアレイアンテナユニットの電極棒それぞれが、前記複数のコネクタに接続されるように該新たなアレイアンテナユニットを前記真空チャンバ内に掛け止めする工程と、を含むことを特徴とする請求項1に記載のアレイアンテナ式プラズマCVD装置のアンテナ交換方法。 - 真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、
前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、
前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、
前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、
前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、
前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、
前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、
前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、
前記アレイアンテナユニットを収容可能であって、内部を真空状態に維持したまま前記真空チャンバに連通可能なアンテナ搬送チャンバと、
互いに真空状態を維持したまま内部が連通された前記アンテナ搬送チャンバおよび前記真空チャンバ間で、前記アレイアンテナユニットを往来可能とするアンテナ搬送手段と、
前記アンテナ搬送手段によって前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、
を備えたことを特徴とするアレイアンテナ式プラズマCVD装置のアンテナ搬送システム。 - 前記アンテナ搬送手段は、
前記アンテナ搬送チャンバおよび前記真空チャンバに設けられたガイドレールと、
前記ガイドレール上を転動可能であって前記アレイアンテナユニットに一体的あるいは着脱自在に設けられたガイドローラと、を含むことを特徴とする請求項3に記載のアレイアンテナ式プラズマCVD装置のアンテナ搬送システム。 - 真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、
前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、
前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、
前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、
前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、
前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、
前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、
前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、
前記真空チャンバと前記基材搬送チャンバとの間で前記成膜案内ローラを移動させるローラ移動機構と、
を備えたアレイアンテナ式プラズマCVD装置においてアレイアンテナユニットを交換するアレイアンテナ交換方法であって、
前記複数の真空チャンバの内部および前記基材搬送チャンバの内部を真空状態に減圧する工程と、
前記ローラ移動機構によって、真空状態を維持したまま連通された前記複数の真空チャンバのうちいずれか1または複数の真空チャンバから前記基材搬送チャンバに前記成膜案内ローラを移動させる工程と、
真空状態を維持したまま、前記成膜案内ローラが前記基材搬送チャンバに移動された真空チャンバと、前記基材搬送チャンバとの連通を解除する工程と、
前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバから前記アレイアンテナユニットを取り外す工程と、を含むことを特徴とするアレイアンテナ式プラズマCVD装置のアンテナ交換方法。 - 前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバから前記アレイアンテナユニットを取り外す前記工程に続いて、
前記成膜案内ローラが基材搬送チャンバに移動された真空チャンバに、新たなアレイアンテナユニットを搬入し、該新たなアレイアンテナユニットの電極棒それぞれが、前記複数のコネクタに接続されるように該新たなアレイアンテナユニットを該真空チャンバ内に掛け止めする工程と、
前記新たなアレイアンテナユニットが掛け止めされた真空チャンバと前記基材搬送チャンバとの内部を真空状態に維持したまま当該両チャンバを連通する工程と、
前記ローラ移動機構によって、前記基材搬送チャンバから前記新たなアレイアンテナユニットが掛け止めされた真空チャンバに前記成膜案内ローラを移動させる工程と、を含むことを特徴とする請求項5に記載のアレイアンテナ式プラズマCVD装置のアンテナ交換方法。 - 真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、
前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、
前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、
前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、
前記基材搬送チャンバの水平方向の一方の端部に設けられ、フィルム基材を送り出す送出ローラと、
前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、
前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、
前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、
前記真空チャンバと前記基材搬送チャンバとの間で前記成膜案内ローラを移動させるローラ移動機構と、
前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、
を備えたことを特徴とするアレイアンテナ式プラズマCVD装置のアンテナ搬送システム。 - 真空状態に減圧可能な内部にガス供給源から材料ガスが供給される複数の真空チャンバと、
前記複数の真空チャンバそれぞれに設けられ高周波電源に電気的に接続可能な複数のコネクタと、
前記真空チャンバ内で前記複数のコネクタそれぞれに接続可能な複数本の電極棒を有し、前記電極棒がコネクタに接続された状態で前記高周波電源から電力供給されることによりプラズマを発生させるアレイアンテナユニットと、
前記複数の真空チャンバを、該複数の真空チャンバそれぞれの1つの側面で連通させる基材搬送チャンバと、
前記基材搬送チャンバの水平方向の一の端部に設けられ、フィルム基材を送り出す送出ローラと、
前記基材搬送チャンバの水平方向の他方の端部に設けられ、前記送出ローラが送り出したフィルム基材を巻き取る巻取ローラと、
前記基材搬送チャンバにおいて、前記送出ローラと前記巻取ローラとの間に設けられ、前記フィルム基材の搬送を案内し、かつ、該フィルム基材に所定の張力をかけるための複数の搬送案内ローラと、
前記複数の真空チャンバそれぞれに設けられ、前記搬送案内ローラ間を移動する前記フィルム基材と前記アレイアンテナユニットとが対向するように該フィルム基材を案内し、かつ、該フィルム基材に所定の張力をかけるための成膜案内ローラと、
前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めするアンテナ掛止手段と、
を備えるアレイアンテナ式プラズマCVD装置に連結されるアンテナ搬送装置であって、
前記アレイアンテナユニットを収容可能であって、真空状態を維持したまま前記真空チャンバと連通可能なアンテナ搬送チャンバと、
互いに真空状態を維持したまま内部が連通された前記アンテナ搬送チャンバおよび前記真空チャンバ間で、前記アレイアンテナユニットを往来可能とするアンテナ搬送手段と、
を備え、
前記アンテナ掛止手段は、前記アンテナ搬送手段によって前記真空チャンバ内に搬入された前記アレイアンテナユニットを着脱自在に掛け止めすることを特徴とするアンテナ搬送装置。 - 前記アンテナ搬送手段は、
前記アンテナ搬送チャンバおよび前記真空チャンバに設けられたガイドレールと、
前記ガイドレール上を転動可能であって前記アレイアンテナユニットに一体的あるいは着脱自在に設けられたガイドローラと、を含むことを特徴とする請求項8に記載のアンテナ搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032873A JP5573723B2 (ja) | 2011-02-18 | 2011-02-18 | アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032873A JP5573723B2 (ja) | 2011-02-18 | 2011-02-18 | アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012172165A true JP2012172165A (ja) | 2012-09-10 |
| JP5573723B2 JP5573723B2 (ja) | 2014-08-20 |
Family
ID=46975362
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011032873A Expired - Fee Related JP5573723B2 (ja) | 2011-02-18 | 2011-02-18 | アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5573723B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019143233A (ja) * | 2018-02-16 | 2019-08-29 | 株式会社プラズマイオンアシスト | プラズマ処理装置 |
| CN110453202A (zh) * | 2019-06-28 | 2019-11-15 | 郑州磨料磨具磨削研究所有限公司 | 一种天线位置可调的波导模式转换器及mpcvd装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6324633A (ja) * | 1986-07-17 | 1988-02-02 | Nissin Electric Co Ltd | 真空室の材料交換装置 |
| JPH03219075A (ja) * | 1990-01-23 | 1991-09-26 | Shin Meiwa Ind Co Ltd | スパッタリング装置のターゲット出入装置 |
| JP2001089859A (ja) * | 1999-09-20 | 2001-04-03 | Toshiba Corp | 薄膜形成装置の成膜、セルフクリーニング方法および薄膜形成装置 |
| JP2009052098A (ja) * | 2007-08-28 | 2009-03-12 | Fujifilm Corp | 成膜装置 |
| JP2009052100A (ja) * | 2007-08-28 | 2009-03-12 | Fujifilm Corp | 成膜装置 |
-
2011
- 2011-02-18 JP JP2011032873A patent/JP5573723B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6324633A (ja) * | 1986-07-17 | 1988-02-02 | Nissin Electric Co Ltd | 真空室の材料交換装置 |
| JPH03219075A (ja) * | 1990-01-23 | 1991-09-26 | Shin Meiwa Ind Co Ltd | スパッタリング装置のターゲット出入装置 |
| JP2001089859A (ja) * | 1999-09-20 | 2001-04-03 | Toshiba Corp | 薄膜形成装置の成膜、セルフクリーニング方法および薄膜形成装置 |
| JP2009052098A (ja) * | 2007-08-28 | 2009-03-12 | Fujifilm Corp | 成膜装置 |
| JP2009052100A (ja) * | 2007-08-28 | 2009-03-12 | Fujifilm Corp | 成膜装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019143233A (ja) * | 2018-02-16 | 2019-08-29 | 株式会社プラズマイオンアシスト | プラズマ処理装置 |
| JP7181587B2 (ja) | 2018-02-16 | 2022-12-01 | 株式会社プラズマイオンアシスト | プラズマ処理装置 |
| CN110453202A (zh) * | 2019-06-28 | 2019-11-15 | 郑州磨料磨具磨削研究所有限公司 | 一种天线位置可调的波导模式转换器及mpcvd装置 |
| CN110453202B (zh) * | 2019-06-28 | 2023-08-25 | 郑州磨料磨具磨削研究所有限公司 | 一种天线位置可调的波导模式转换器及mpcvd装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5573723B2 (ja) | 2014-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9777371B2 (en) | ALD systems and methods | |
| KR20130000391A (ko) | 코팅 장치, 그리고 차폐 플레이트를 구비한 코팅 장치를 작동시키기 위한 방법 | |
| CN105934837A (zh) | 允许低压工具替换的原子层沉积处理腔室 | |
| CN104120386A (zh) | 沉积装置和制造有机发光二极管显示器的方法 | |
| JP5573723B2 (ja) | アンテナ交換方法、アンテナ搬送システム、およびアンテナ搬送装置 | |
| KR20180066192A (ko) | 진공 처리 장치 | |
| KR102355962B1 (ko) | 기판을 이송하기 위한 장치, 그러한 장치의 기판 캐리어에 적합화된 수용 플레이트를 갖는 처리 장치, 기판을 이송하기 위한 그러한 장치를 사용하여 기판을 프로세싱하는 방법, 및 처리 시스템 | |
| CN103107132A (zh) | 用于制造平板显示器的设备 | |
| KR101419355B1 (ko) | 대형 마스크 프레임의 로딩 및 교체시스템 및 그 방법 | |
| JP5699644B2 (ja) | アンテナ搬送体、アレイアンテナ式プラズマcvd装置、並びに、アレイアンテナ式プラズマcvd装置のアレイアンテナユニット取り付け方法 | |
| JP5625991B2 (ja) | アレイアンテナ式プラズマcvd装置のアンテナ搬送システムおよびアンテナ搬送方法 | |
| JP5533708B2 (ja) | アンテナ搬送体、アレイアンテナ式プラズマcvd装置、並びに、アレイアンテナ式プラズマcvd装置のアンテナおよび基板搬送方法 | |
| JP5601228B2 (ja) | アンテナ搬送体、アレイアンテナ式プラズマcvd装置、並びに、アレイアンテナ式プラズマcvd装置のアレイアンテナユニット取り付け方法 | |
| JP5582050B2 (ja) | アンテナ搬送体およびアレイアンテナ式プラズマcvd装置 | |
| JP4711771B2 (ja) | 搬送装置および真空処理装置 | |
| KR101456246B1 (ko) | 기판 이송체 교환장치 | |
| JP5780023B2 (ja) | プラズマcvd装置およびプラズマcvd装置を用いた成膜方法 | |
| KR101176946B1 (ko) | 진공 플라즈마처리장치 및 이를 이용한 플라즈마처리방법 | |
| KR20140118248A (ko) | 기판 처리장치 | |
| KR20110029618A (ko) | 기판처리장치의 기판교환모듈 및 그를 가지는 기판처리장치 | |
| KR101462596B1 (ko) | 기판 처리장치 | |
| KR20150133076A (ko) | 박막 증착 인라인 시스템 | |
| KR20170076283A (ko) | 증착 챔버의 캐소드 교체 시스템 | |
| JP5688838B2 (ja) | 基板処理装置 | |
| JP6069874B2 (ja) | プラズマ処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140616 |
|
| LAPS | Cancellation because of no payment of annual fees |