JP2012170832A - コルゲートシート及び吸着素子 - Google Patents
コルゲートシート及び吸着素子 Download PDFInfo
- Publication number
- JP2012170832A JP2012170832A JP2011032074A JP2011032074A JP2012170832A JP 2012170832 A JP2012170832 A JP 2012170832A JP 2011032074 A JP2011032074 A JP 2011032074A JP 2011032074 A JP2011032074 A JP 2011032074A JP 2012170832 A JP2012170832 A JP 2012170832A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- corrugated
- adsorbing
- adsorption
- corrugated sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
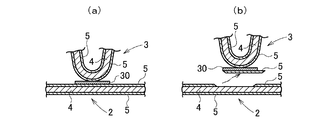
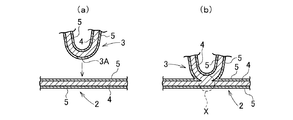
【解決手段】熱可塑性樹脂からなる実質的に透気のない基材シート表面に、無機吸着材とバインダーとを含む吸着層を積層した吸着シートからなる波板3と平板2を、それぞれの吸着シート中の基材シート同士の熱融着により接合してなるコルゲートシート1。
【選択図】図1
Description
吸着層5は、主に無機吸着材粒子とバインダーとからなる。
これら添加剤の配合量は、スラリー全量に対して0.1〜15質量%程度とすることが好ましい。添加剤の配合量が少ないと、添加剤の効果が発現せず、また添加剤の配合量が多すぎると、無機吸着材やバインダーの性能を阻害する恐れがあり、好ましくない。
吸着層5に用いられる無機吸着材粒子としては、湿気やガス、臭気等を吸着する吸着機能を有する無機吸着材であれば特に限定されないが、例えば、活性炭、シリカ、メソポーラスシリカ、アルミナ、ゼオライト等の多孔質材料が挙げられ、これらから用途に応じて1種又は2種以上選ばれる。例えばデシカント部材に用いるのであれば、湿気を容易に吸着し、構造や吸着特性の制御が可能なゼオライトが好ましい。中でも、低温での脱着が容易であるという点から、骨格構造に少なくともアルミニウム(Al)とリン(P)を含む結晶性アルミノフォスフェート類(ALPO系ゼオライト)が好ましく、その構造としては、国際ゼオライト学会(International Zeolite Association(IZA))が定めるゼオライトの構造を示すコードで、CHAやAFIの構造のものが好ましい。これらALPO系ゼオライトは、例えば、特公平1−57041号、特開2003−183020号、特開2004−136269号等の公報に記載された公知の合成法を利用して製造することができる。
吸着層5に用いられるバインダーとしては、後述のように、波板と平板との加熱加圧時に、基材シート上の吸着層が押し退けられ、基材シート同士が熱融着するために、吸着層のバインダーとしては有機樹脂バインダーが好ましく、特に、基材シートを構成する熱可塑性樹脂の荷重たわみ温度以下に融点を持つ熱可塑性樹脂や、基材シートを構成する熱可塑性樹脂の荷重たわみ温度以下で軟化する硬化性樹脂が好ましく用いられ、中でも比較的融点が低いポリオレフィン等の熱可塑性樹脂が好ましい。中でも、加工が容易で、無機吸着材の性能劣化の影響が少なく、吸着材に吸着させる物質のパスを構成しやすい等の点から、バインダーは水系エマルジョンを形成しているものを使用するのが好ましく、吸着層形成用の前述の塗布液を基材シート表面に塗布後、乾燥により水を除去することで吸着層を形成することができる。具体的には、ポリオレフィン系のバインダーであり、水系エマルジョンとして吸着層形成に用いることが好ましい。
基材シート4を構成する熱可塑性樹脂としては特に限定されないが、シート状に加工しやすく、熱融着性能に優れる点等から、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリ塩化ビニル系樹脂、ポリビニルアルコール系樹脂、ポリスチレン系樹脂、ポリアセタール系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリエーテルイミド系樹脂等が挙げられ、中でも、比較的低温での熱融着が可能な、荷重たわみ温度150℃以下の熱可塑性樹脂が好ましい。吸着シート4は、これらの熱可塑性樹脂の2種以上の複合樹脂で構成されるものであってもよい。
無機吸着材として平均粒径約5μmの合成ゼオライト(アルミノフォスフェート系ゼオライト、商品名:AQSOA(登録商標)−Z01、三菱樹脂(株)製品)を用い、バインダーとして平均粒径約0.1μm、融点約70℃の変性PPの水系エマルション(商品名:アウローレン(登録商標)AE−301、日本製紙ケミカル(株)製品、ポリオレフィン系水系エマルジョン、固形分濃度30質量%)、ウレタン系増粘剤(商品名:TAFIGEL PUR60、MUENZING CHEMIE GMBH製品、販売元:楠本化成、ポリエーテルポリウレタン構造)を0.3質量%、溶剤として超純水を用いて固形分濃度43.7質量%、固形分中のバインダー割合13質量%のスラリー状の塗布液を調製した。
実施例1と同様の塗布液を調製した。
実施例1と同様の塗布液を調製した。
実施例1と同様の塗布液を調製し、実施例1と同様の吸着シートを得た。
実施例1〜2および比較例1で得られた吸着シートに対し、180度折り曲げ、元に戻す操作を10回行い、粉落ちの様子を、折り曲げ部分の塗膜剥離の様子から、以下の基準で評価した。結果を表1に示した。
○:塗膜剥離なし
×:塗膜剥離あり
実施例1〜2および比較例1で得られた吸着シート中の任意の部分5点から、5cm角でシートを切り出し、80℃の熱処理オーブン中で1時間加熱した後のシート質量を測定し、これを絶乾質量とした。その後20℃、96%RHの下で1時間静置し、シート質量を測定した。このシート質量と絶乾質量との差を、吸着シートの吸水量とした。用いた合成ゼオライトの、20℃、96%RHでの理論吸水率を20質量%とし、以下の式から各吸着シート中の合成ゼオライト担持量を算出した。
合成ゼオライト担持量=吸着シートの吸水量/理論吸水率
ばらつき大:合成ゼオライト質量の最大値と最小値の差が、平均目付け量の10%未満
ばらつき小:合成ゼオライト質量の最大値と最小値の差が、平均目付け量の10%以上
上記担持量のばらつき評価より、担持量制御の容易さについて以下の基準で評価した。結果を表1に示した。
容易:担持量のばらつき小
困難:担持量のばらつき大
実施例1〜2、および比較例2で得られたコルゲートシートの波板/平板接合部をミクロトームで切断し、断面を光学顕微鏡で観察した。断面の状態を以下の基準で評価した。結果を表2に示した。
A:吸着層を押し退けて、基材シートであるPPフィルム同士が接合。
B:接着剤を介して接合。
実施例1〜2、および比較例2で得られたコルゲートシートを80℃の熱処理オーブンで1時間加熱後、質量を測定し、これをコルゲートシートの絶乾質量とした。この絶乾質量から基材シートであるPPフィルムの質量を引き、吸着層の絶乾質量を求め、その値から吸着層中の合成ゼオライト質量を算出した。用いた合成ゼオライトの、20℃、96%RHでの理論吸水率を20質量%とし、コルゲートシートの理論吸水量を以下の式で求めた。
理論吸水量=吸着層中の合成ゼオライト質量×理論吸水率
その後このコルゲートシートを20℃、96%RHの下で1時間静置し、吸水後の質量を求めた。吸水後の質量と、絶乾質量との差を、コルゲートシートの実際の吸水量とした。コルゲートシートの吸着性能発揮率を、以下の式で求めた。
吸着性能発揮率(%)=実際の吸水量/理論吸水量×100
吸着性能発揮率から、コルゲートシートの吸着性能が阻害されているかどうかを、以下の基準で評価した。結果を表2に示した。
阻害なし:吸着性能発揮率95%以上
阻害あり:吸着性能発揮率95%未満
実施例1〜2、および比較例2で得られたコルゲートシートを、幅2cm、長さ10cmで、幅方向に波板の稜線がそろうように切断し、測定用サンプルを作製した。平板の下に、厚さ約2.6mmのアクリル板を支持体30として設け、図6のように引張試験機のチャック31,32間にセットし、剥離角度180度、剥離速度50mm/minで波板33と平板34を剥離し、そのときの荷重を検出した。この荷重から、剥離強度を以下のように求めた。
剥離強度=検出荷重の最大値/測定用サンプル幅(2cm)
この剥離強度より、波板/平板接合強度を以下の基準で評価した。また、剥離界面を目視により確認した。結果を表2に示した。
○:剥離強度0.8N/cm以上
×:剥離強度0.8N/cm未満

透気のある基材(不織布)を用いた比較例1では、粉落ちがあり、また担持量の制御も困難であった。一方基材に透気のないシートを用いた実施例1、2では、粉落ちがなく、また担持量の制御も容易であった。
接着剤を用いた比較例2では、吸着阻害がおきており、これは、接着剤が吸着層表面を覆ったためと推測された。また、吸着層と基材シートとの接着強度が弱く、このため吸着層/基材シート界面で剥離がおき、波板/平板接合強度としては弱かった。一方実施例1,2では、波板/平板接合を熱融着で行うため、接着剤が吸着層表面を覆うことがなく、吸着性能の阻害がおきなかった。また、基材シートであるPP同士が接合されているため、高い接合強度が得られた。
2 平板
3 波板
4 基材シート
5 吸着層
6 吸着シート
11,12 コルゲートロール
13 プレスロール
14,15,16 ガイドロール
17 巻取りロール
21,22 原反ロール
23 コルゲートシート
30 支持体
31,32 チャック
33 波板
34 平板
Claims (4)
- 平板に対して波板を該波板の山部で接合してなるコルゲートシートにおいて、該波板と平板は、それぞれ、熱可塑性樹脂からなる実質的に透気のない基材シート表面に、無機吸着材とバインダーとを含む吸着層を積層した吸着シートからなり、該波板と平板は、基材シート同士の熱融着により接合されていることを特徴とするコルゲートシート。
- 前記バインダーが熱可塑性樹脂であることを特徴とする請求項1に記載のコルゲートシート。
- 前記無機吸着材が、活性炭、シリカ、メソポーラスシリカ、アルミナ及びゼオライトからなる群から選択される1種又は2種以上の粒子である請求項1又は2に記載のコルゲートシート。
- 請求項1ないし3のいずれか1項に記載のコルゲートシートを用いた吸着素子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032074A JP2012170832A (ja) | 2011-02-17 | 2011-02-17 | コルゲートシート及び吸着素子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032074A JP2012170832A (ja) | 2011-02-17 | 2011-02-17 | コルゲートシート及び吸着素子 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012170832A true JP2012170832A (ja) | 2012-09-10 |
Family
ID=46974256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011032074A Pending JP2012170832A (ja) | 2011-02-17 | 2011-02-17 | コルゲートシート及び吸着素子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012170832A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017013031A (ja) * | 2015-07-06 | 2017-01-19 | 大阪瓦斯株式会社 | 調湿素子 |
| JP2017013032A (ja) * | 2015-07-06 | 2017-01-19 | 大阪瓦斯株式会社 | 調湿素子の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6061022A (ja) * | 1983-09-14 | 1985-04-08 | Seibu Giken:Kk | 湿気交換体用素材およびその製造法 |
| JPH0523529A (ja) * | 1991-07-25 | 1993-02-02 | Kawata Mfg Co Ltd | 吸着性ハニカム状セラミツク積層体およびその製造方法 |
| JP2001062242A (ja) * | 1999-08-30 | 2001-03-13 | Seibu Giken Co Ltd | 除湿装置 |
| JP2007245025A (ja) * | 2006-03-16 | 2007-09-27 | Mitsubishi Chemicals Corp | 吸着シート、吸着素子およびその製造方法ならびにこれらの用途 |
-
2011
- 2011-02-17 JP JP2011032074A patent/JP2012170832A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6061022A (ja) * | 1983-09-14 | 1985-04-08 | Seibu Giken:Kk | 湿気交換体用素材およびその製造法 |
| JPH0523529A (ja) * | 1991-07-25 | 1993-02-02 | Kawata Mfg Co Ltd | 吸着性ハニカム状セラミツク積層体およびその製造方法 |
| JP2001062242A (ja) * | 1999-08-30 | 2001-03-13 | Seibu Giken Co Ltd | 除湿装置 |
| JP2007245025A (ja) * | 2006-03-16 | 2007-09-27 | Mitsubishi Chemicals Corp | 吸着シート、吸着素子およびその製造方法ならびにこれらの用途 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017013031A (ja) * | 2015-07-06 | 2017-01-19 | 大阪瓦斯株式会社 | 調湿素子 |
| JP2017013032A (ja) * | 2015-07-06 | 2017-01-19 | 大阪瓦斯株式会社 | 調湿素子の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8679218B2 (en) | Filter media with a multi-layer structure | |
| JP5503285B2 (ja) | 全熱交換素子およびその製造方法 | |
| JP4909305B2 (ja) | 機能性粒子担持エレメント及びその製造方法 | |
| WO2007119843A1 (ja) | 熱交換器 | |
| JP6292920B2 (ja) | エアフィルタ濾材の製造方法、エアフィルタ濾材及びエアフィルタパック | |
| KR20050096845A (ko) | 케미컬 필터의 제조 방법 | |
| KR100793389B1 (ko) | 기모형 부직포를 여재로 한 화학흡착필터의 제조 방법 | |
| JP4972342B2 (ja) | 吸湿性シート | |
| EP2584081B1 (en) | Self-adhesive fiber mat | |
| JP2012170832A (ja) | コルゲートシート及び吸着素子 | |
| KR100477525B1 (ko) | 적층형 탈취 여과재 및 그 제조방법 | |
| JP2002310589A (ja) | 熱交換素子 | |
| JP2006271567A (ja) | ガス除去用フィルタエレメント及びその製造方法 | |
| CA2425270C (en) | Laminates of asymmetric membranes | |
| JP5504671B2 (ja) | ガス吸着フィルタおよびガス吸着フィルタの製造方法 | |
| JP3946576B2 (ja) | カバー材、それを用いたガス除去用濾材およびガス除去ユニット | |
| JPH11226337A (ja) | フィルター用活性炭繊維シート | |
| JP4551253B2 (ja) | ガス除去用フィルタエレメント及びその製造方法 | |
| WO2023228963A1 (ja) | ハニカム構造シート及び積層体、並びにこれらの製造方法 | |
| JP4746395B2 (ja) | 積層一体化シートの製造方法および積層一体化シートの製造装置 | |
| JP2007038091A (ja) | エアフィルタ用濾材およびエアフィルタ | |
| JP2005034693A (ja) | エアフィルタ用濾材およびその製造方法 | |
| WO2021002096A1 (ja) | 脱臭シートの製造装置および製造方法 | |
| US20230175713A1 (en) | Dehumidification member, dehumidification rotor and method for producing dehumidification member | |
| JP2003275517A (ja) | エアフィルタ濾材およびエアフィルタユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140708 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140818 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150106 |