JP2012167355A - 表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 - Google Patents
表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 Download PDFInfo
- Publication number
- JP2012167355A JP2012167355A JP2011031161A JP2011031161A JP2012167355A JP 2012167355 A JP2012167355 A JP 2012167355A JP 2011031161 A JP2011031161 A JP 2011031161A JP 2011031161 A JP2011031161 A JP 2011031161A JP 2012167355 A JP2012167355 A JP 2012167355A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- electromagnetic wave
- wave shielding
- zinc
- chemical conversion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【解決手段】亜鉛系めっき鋼板のめっき層表面に化成処理皮膜を形成した表面処理鋼板であって、前記亜鉛系めっき鋼板のめっき層表面が、Ra≧0.7μmであり、PPI≧170であり、かつ、Rsk≧−0.5の条件を満たし、前記化成処理皮膜の片面当たりの付着量が、0.10〜1.0g/m2であることを特徴とする表面処理鋼板。
【選択図】なし
Description
前記亜鉛系めっき鋼板のめっき層表面が、Ra≧0.7μmであり、PPI≧170であり、かつ、Rsk≧−0.5の条件を満たし、
前記化成処理皮膜の片面当たりの付着量が、0.10〜1.0g/m2であることを特徴とする表面処理鋼板。
ここで、Ra:JIS B 0601−1994に準拠した算術平均粗さ
PPI:JIS B 0601−1994に準拠した粗さ曲線から求められるSAEJ911に準拠した25.4mm(1inch)あたりの山数(peaks per inch)
Rsk:JIS B 0601−2001に準拠したスキューネス
である。
ここで、本明細書において「確率密度分布」とは、評価長さにわたって得られる高さZ(x)の確率密度分布である。
本発明において、表面処理鋼板のベースとなる鋼板(処理原板)は、任意の亜鉛系めっき鋼板である。素地鋼板の鋼種はとくに限定されるものではなく、低炭素鋼、極低炭素鋼、IF鋼、各種合金元素を添加した高張力鋼板等の種々の鋼板を用いることができる。また、母材鋼板は、熱延鋼板、冷延鋼板のいずれも用いることができる。
本発明において、亜鉛系めっき鋼板のめっき層表面にはクロムを含有しない化成処理皮膜を形成する。この化成処理皮膜は、亜鉛系めっき層の耐食性をさらに向上させるものであれば特に限定されず、有機系、無機系あるいは有機系、無機系の双方を複合させた系のいずれでもよい。例えば、Al,Mg,Mn、ウレタン系樹脂および酸を含有する処理液を塗布・乾燥した皮膜、あるいは、第一リン酸、コロイダルシリカおよびMnを含有する処理液を塗布・乾燥した後、エポキシ系樹脂を含有する有機樹脂溶液を塗布・乾燥した皮膜などが挙げられる。
本発明では、亜鉛系めっき鋼板のめっき層表面が、Ra≧0.7μmであり、PPI≧170であり、かつ、Rsk≧−0.5の条件を満たすようにすることで、低荷重での接触導通確率を向上させることができ、その結果、低荷重での接触導通確率が高まり、電磁波シールド性を向上させることができる。
このときRskは、Rqの3乗によって無次元化した基準長さにおける粗さ曲線Z(x)の3乗平均であり、以下の通りに求める。
次に、表面処理鋼板を使用した電磁波シールド部材、および表面処理鋼板を使用して形成した電磁波シールド筐体について説明する。表面処理鋼板を用いた筐体で電磁波シールド性が特に問題になるのは、表面処理鋼板の重ね合わせ部である。従って、少なくともこの重ね合わせ部において本発明の表面処理鋼板を適用すれば、優れた電磁波シールド性が得られる。これが、部材の全体または一部に本発明の表面処理鋼板を使用した電磁波シールド部材である。また、重ね合わせ部だけでなく、筐体の全体を本発明の表面処理鋼板で構成すれば、とりわけ優れた電磁波シールド性を得ることができる。これが、筐体全体を本発明の表面処理鋼板で形成した電磁波シールド筐体である。
本発明の亜鉛系めっき鋼板のめっき層の表面粗さ特性を制御する方法としては、原板として用いる素地鋼板の表面粗さを調整する方法、および、亜鉛系めっき後の鋼板の表面粗さを調整する方法が使用できる。原板の表面粗さを調整する方法としては、原板のタンデム圧延又は調質圧延(スキンパス)のロールをブラスト加工法、放電加工法、レーザー加工法、エッチング法その他の表面加工法でダル加工を施したロールとしてタンデム圧延又は調質圧延する方法などが使用できる。また、原板を直接ブラスト加工法で加工する方法も使用できる。亜鉛系めっき後の表面粗さを調整する方法としては、調質圧延(スキンパス)のロールをブラスト加工する方法、放電加工法、レーザー加工法、エッチング法その他の表面加工法でダル加工を施し、粗度を調整したロールとして調質圧延する方法などが使用できる。また、めっき後の表面を直接ブラスト加工法で加工する方法も使用できる。
1.焼鈍した冷延鋼板→調質圧延(表面粗度調整、複数回行ってもよい)→亜鉛系電気めっき→化成処理皮膜形成
2.焼鈍した冷延鋼板→溶融亜鉛系めっき→調質圧延(表面粗度調整、複数回行ってもよい)→化成処理皮膜形成
のいずれかの工程に従い、亜鉛系めっき層のRa,PPI,Rskおよび化成処理皮膜の付着量を表1に示すように種々に変化させた表面処理鋼板を製造した。なお、化成処理皮膜は、第一リン酸、コロイダルシリカおよびMnを含有する処理液をロールコーターにて塗布し、3秒で到達鋼板温度が140℃となるように加熱乾燥した後、エポキシ系樹脂を含有する有機樹脂溶液をロールコーターにて塗布し、3秒で到達鋼板温度が140℃となるように加熱乾燥することで形成した。
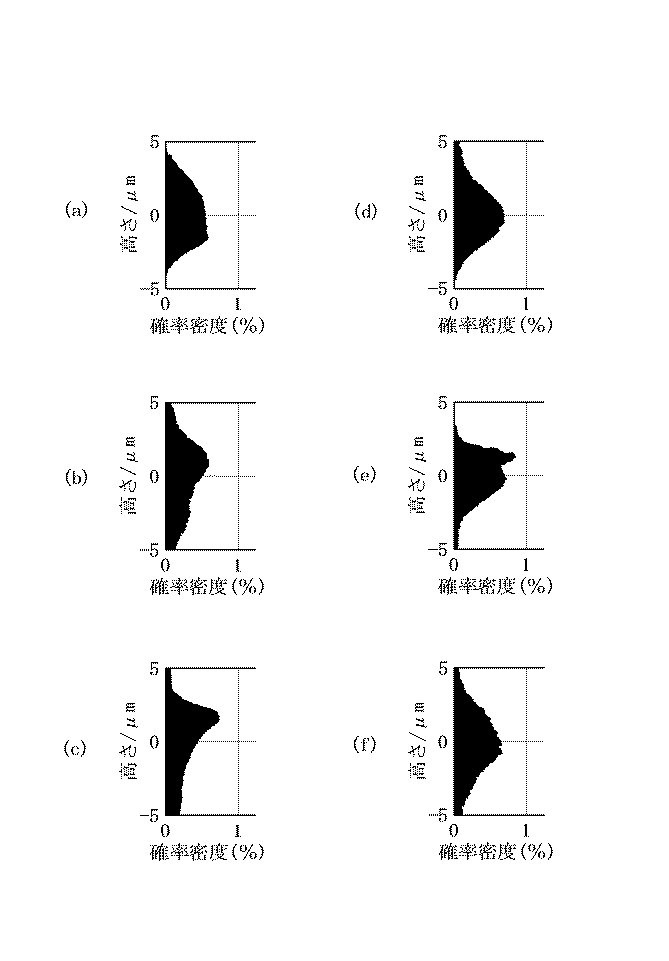
亜鉛系めっき後の供試材について、触針の先端半径:2μmの触針式粗度計(東京精密(株)製)を用い、走査速度:0.5mm/sにて、表面の凹凸形状を測定した。そして、すでに説明した方法にて、Ra,PPI,Rskを算出した。また、図3には実施例における代表的な発明例と比較例について、確率密度分布を示す。(a)は供試材No.28、(b)は供試材No.32、(c)は供試材No.31、(d)は供試材No.29、(e)は供試材No.33、(f)は供試材No.30の確率密度分布を示す。
化成処理皮膜の形成前後の供試材の質量の変化を単位面積(片面当たり)に換算して求めた。
化成処理皮膜形成後の供試材を、50mm×100mmの大きさにせん断後、端部をシールし、中性塩水噴霧試験(JIS Z 2371−2000)に準拠した塩水噴霧試験を72時間行った後の白錆発生面積率を測定し、次の基準に従って評価した。
◎:5%以下
○:5%超え10%以下
△:10%超え20%以下
×:20%超え
電磁波シールド性を以下のように評価した。化成処理皮膜形成後の供試材を50mm×80mmの大きさにせん断後、任意の10箇所について荷重を0から50gピッチでプローブを押し当て、表面抵抗値を測定した。表面抵抗値が1×10−4Ω未満を示した時の荷重を導通荷重とし、10箇所の全てについて表面抵抗値が1×10−4Ω未満を示した時の導通荷重を求め、次の規準に従って評価した。
◎:200gf以下
○:200gf越え500gf以下
△:500gf越え1000gf以下
×:1000gf越えで導通確率100%未満
Claims (4)
- 亜鉛系めっき鋼板のめっき層表面に化成処理皮膜を形成した表面処理鋼板であって、
前記亜鉛系めっき鋼板のめっき層表面が、Ra≧0.7μmであり、PPI≧170であり、かつ、Rsk≧−0.5の条件を満たし、
前記化成処理皮膜の片面当たりの付着量が、0.10〜1.0g/m2であることを特徴とする表面処理鋼板。
ここで、Ra:JIS B 0601−1994に準拠した算術平均粗さ
PPI:JIS B 0601−1994に準拠した粗さ曲線から求められるSAEJ911に準拠した25.4mm(1inch)あたりの山数(peaks per inch)
Rsk:JIS B 0601−2001に準拠したスキューネス
である。 - 確率密度分布でのピーク数が一つである請求項1に記載の表面処理鋼板。
- 請求項1または2に記載の表面処理鋼板を、部材の全体または一部に使用したことを特徴とする電磁波シールド部材。
- 請求項1または2に記載の表面処理鋼板を使用して筐体を形成したことを特徴とする電磁波シールド筐体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031161A JP5703815B2 (ja) | 2011-02-16 | 2011-02-16 | 表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031161A JP5703815B2 (ja) | 2011-02-16 | 2011-02-16 | 表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012167355A true JP2012167355A (ja) | 2012-09-06 |
| JP5703815B2 JP5703815B2 (ja) | 2015-04-22 |
Family
ID=46971769
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011031161A Active JP5703815B2 (ja) | 2011-02-16 | 2011-02-16 | 表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5703815B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015010242A (ja) * | 2013-06-27 | 2015-01-19 | Jfeスチール株式会社 | 絶縁被膜付き電磁鋼板及びその製造方法 |
| CN108136454A (zh) * | 2015-09-23 | 2018-06-08 | Posco公司 | 表面质量及冲压成型性优异的镀覆钢板的制造方法及通过该方法制造的镀覆钢板 |
| CN111800997A (zh) * | 2016-09-06 | 2020-10-20 | 拓自达电线株式会社 | 电磁波屏蔽膜 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004197201A (ja) * | 2002-12-20 | 2004-07-15 | Nippon Steel Corp | 非クロム型処理亜鉛系めっき鋼板の製造方法 |
| JP2006278653A (ja) * | 2005-03-29 | 2006-10-12 | Jfe Steel Kk | 電磁波シールド部材用鋼板、電磁波シールド部材および電磁波シールド筐体 |
| JP2010121201A (ja) * | 2008-11-21 | 2010-06-03 | Jfe Steel Corp | 表面処理鋼板およびその製造方法 |
-
2011
- 2011-02-16 JP JP2011031161A patent/JP5703815B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004197201A (ja) * | 2002-12-20 | 2004-07-15 | Nippon Steel Corp | 非クロム型処理亜鉛系めっき鋼板の製造方法 |
| JP2006278653A (ja) * | 2005-03-29 | 2006-10-12 | Jfe Steel Kk | 電磁波シールド部材用鋼板、電磁波シールド部材および電磁波シールド筐体 |
| JP2010121201A (ja) * | 2008-11-21 | 2010-06-03 | Jfe Steel Corp | 表面処理鋼板およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015010242A (ja) * | 2013-06-27 | 2015-01-19 | Jfeスチール株式会社 | 絶縁被膜付き電磁鋼板及びその製造方法 |
| CN108136454A (zh) * | 2015-09-23 | 2018-06-08 | Posco公司 | 表面质量及冲压成型性优异的镀覆钢板的制造方法及通过该方法制造的镀覆钢板 |
| EP3354360A4 (en) * | 2015-09-23 | 2018-08-01 | Posco | Method for manufacturing plated steel sheet having excellent surface quality and press formability, and plated steel sheet manufactured thereby |
| CN108136454B (zh) * | 2015-09-23 | 2020-11-24 | Posco公司 | 表面质量及冲压成型性优异的镀覆钢板的制造方法及通过该方法制造的镀覆钢板 |
| CN111800997A (zh) * | 2016-09-06 | 2020-10-20 | 拓自达电线株式会社 | 电磁波屏蔽膜 |
| CN111800997B (zh) * | 2016-09-06 | 2023-08-29 | 拓自达电线株式会社 | 电磁波屏蔽膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5703815B2 (ja) | 2015-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11001918B2 (en) | High-strength hot-dip galvanized steel sheet having excellent plating surface quality and adhesion, and method of manufacturing the same | |
| RU2621501C1 (ru) | Формованное горячей штамповкой изделие и способ изготовления формованного горячей штамповкой изделия | |
| JP5042098B2 (ja) | 導電性に優れた樹脂塗装金属板およびその製造方法 | |
| KR20130060347A (ko) | 용융 아연계 도금 강판 및 그의 제조 방법 | |
| JP5365157B2 (ja) | 表面処理鋼板および電子機器筐体 | |
| CN108018513A (zh) | 一种热浸镀锌铝镁镀层钢板及其制造方法 | |
| CN101970725A (zh) | 具有薄膜一次防锈被覆层的表面导电性优良的锌系镀覆钢板及其制造方法 | |
| JP5703815B2 (ja) | 表面処理鋼板、電磁波シールド部材および電磁波シールド筐体 | |
| KR100522755B1 (ko) | 땜납 젖음성, 내청성 및 내휘스커성이 우수한 환경 친화형전자 부품용 표면 처리 강판 | |
| JP4379005B2 (ja) | Si含有化成皮膜を有する錫系めっき鋼板の製造方法 | |
| JP2010053428A (ja) | 表面処理鋼板および電子機器筐体 | |
| CN102164742A (zh) | 防锈钢板及其制造方法 | |
| JP4934979B2 (ja) | 電磁波シールド部材用鋼板、電磁波シールド部材および電磁波シールド筐体 | |
| JP2009052080A (ja) | 耐食性と導電性に優れた表面処理鋼板 | |
| JP7393551B2 (ja) | 加工性及び耐食性に優れたアルミニウム系合金めっき鋼板及びこの製造方法 | |
| JP2007168273A (ja) | 塗装鋼板 | |
| JPWO2018062341A1 (ja) | 自動二輪車燃料タンク用鋼板および燃料タンク部材 | |
| JP4983306B2 (ja) | 塗装鋼板、加工品及び薄型テレビ用パネル | |
| JP5332543B2 (ja) | 表面処理鋼板およびその製造方法 | |
| JP2007138191A (ja) | 塗装鋼板、部材および薄型テレビ用パネル | |
| JP2006291256A (ja) | 電磁波シールド性および耐食性に優れる黒色鋼板の製造方法 | |
| JP3389059B2 (ja) | 耐指紋性およびアース性に優れる表面処理鋼板の製造方法 | |
| JP3389060B2 (ja) | 耐食性およびアース性に優れる塗装金属板 | |
| JP3910912B2 (ja) | 後処理めっき鋼板 | |
| JP3810743B2 (ja) | 後処理めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5703815 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |