JP2012164547A - 面状電熱採暖器具の製造方法 - Google Patents
面状電熱採暖器具の製造方法 Download PDFInfo
- Publication number
- JP2012164547A JP2012164547A JP2011024726A JP2011024726A JP2012164547A JP 2012164547 A JP2012164547 A JP 2012164547A JP 2011024726 A JP2011024726 A JP 2011024726A JP 2011024726 A JP2011024726 A JP 2011024726A JP 2012164547 A JP2012164547 A JP 2012164547A
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- heater wire
- lower fabric
- upper fabric
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Surface Heating Bodies (AREA)
- Central Heating Systems (AREA)
Abstract
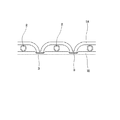
【解決手段】超音波溶着又は高周波溶着可能な上生地1Aと下生地1Bと、コネクターC又は電源コードと、ヒーター線2とを備え、ヒーター線2を複数の折り返し部位2aと複数の略直線部位2bとを備えて配設する工程と、下生地1Bに上生地1Aを重ね合わせてヒーター線2の周りに遊び間隔を有した適宜間隔の超音波による超音波点溶着3又は高周波による高周波点溶着3する工程と、上生地1Aと下生地1Bとの周縁部を縢り縫着4する工程と、を含む。
【選択図】図1
Description
1A 上生地
1B 下生地
2 ヒーター線
2a 折り返し部位
2b 略直線状部位
3 超音波点溶着又は高周波溶着又は点縫着
3X 接合部位
4 縢り縫着
Claims (4)
- 面状電熱採暖器具であって、夫々超音波溶着又は高周波溶着可能な上生地と下生地と、該上生地と下生地との間の何れか一方の周縁部の適宜箇所に取着した商業電源と電気的接続を行うためのコネクター又は電源コードと、該コネクター又は電源コードに接続したヒーター線と、を備え、前記ヒーター線を前記下生地の上面の適宜巾の周縁部を除いた内側の略全面に略コ字状又は略U字状に折り返した複数の折り返し部位と、該折り返し部位に接続された略平行状態の複数の略直線部位とを備えて配設する工程と、前記ヒーター線を配設した下生地に前記上生地を重ね合わせて前記ヒーター線の周りに遊び間隔を有した適宜間隔の超音波による超音波点溶着又は高周波による高周波点溶着する工程と、該超音波点溶着又は高周波点溶着した前記上生地と前記下生地との周縁部を縢り縫着する工程と、を含むことを特徴とする面状電熱採暖器具の製造方法。
- 面状電熱採暖器具であって、夫々縫着可能な上生地と下生地と、該上生地と下生地との間の何れか一方の周縁部の適宜箇所に取着した商業電源と電気的接続を行うためのコネクター又は電源コードと、該コネクター又は電源コードに接続したヒーター線と、を備え、前記ヒーター線を前記下生地の上面の適宜巾の周縁部を除いた内側の略全面に略コ字状又は略U字状に折り返した複数の折り返し部位と、該折り返し部位に接続された略平行状態の複数の略直線部位とを備えて配設する工程と、前記ヒーター線を配設した下生地に前記上生地を重ね合わせて前記ヒーター線の周りに遊び間隔を有した適宜間隔の点縫着する工程と、該点縫着した前記上生地と前記下生地との周縁部を縢り縫着する工程と、を含むことを特徴とする面状電熱採暖器具の製造方法。
- 面状電熱採暖器具であって、夫々超音波溶着又は高周波溶着可能な上生地と下生地と、該上生地と下生地との間の何れか一方の周縁部の適宜箇所に取着した商業電源と電気的接続を行うためのコネクター又は電源コードと、該コネクター又は電源コードに接続するヒーター線と、を備え、前記下生地と前記上生地とを重ね合わせる工程と、該重ね合わせた前記下生地と前記上生地との適宜巾の周縁部を除いた内側の略全面に前記ヒーター線の周りに遊び間隔ができるような適宜間隔で超音波による超音波点溶着又は高周波による高周波溶着する工程と、該超音波点溶着又は高周波溶着した前記上生地と前記下生地と間に前記ヒーター線を挿通させ略コ字状又は略U字状に折り返した複数の折り返し部位と、該折り返し部位に接続された略平行状態の複数の略直線部位とを備えて配設する工程と、該配設されたヒーター線の端部を前記コネクター又は電源コードと接続する工程と、該ヒーター線を配設した前記上生地と前記下生地との周縁部を縢り縫着する工程と、を含むことを特徴とする面状電熱採暖器具の製造方法。
- 面状電熱採暖器具であって、夫々縫着可能な上生地と下生地と、該上生地と下生地との間の何れか一方の周縁部の適宜箇所に取着した商業電源と電気的接続を行うためのコネクター又は電源コードと、該コネクター又は電源コードに接続するヒーター線と、を備え、前記下生地と前記上生地とを重ね合わせる工程と、該重ね合わせた前記下生地と前記上生地との適宜巾の周縁部を除いた内側の略全面に前記ヒーター線の周りに遊び間隔ができるような適宜間隔で点縫着する工程と、該点縫着した前記上生地と前記下生地と間に前記ヒーター線を挿通させ略コ字状又は略U字状に折り返した複数の折り返し部位と、該折り返し部位に接続された略平行状態の複数の略直線部位とを備えて配設する工程と、該配設されたヒーター線の端部を前記コネクター又は電源コードと接続する工程と、ヒーター線を配設した前記上生地と前記下生地との周縁部を縢り縫着する工程と、を含むことを特徴とする面状電熱採暖器具の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011024726A JP2012164547A (ja) | 2011-02-08 | 2011-02-08 | 面状電熱採暖器具の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011024726A JP2012164547A (ja) | 2011-02-08 | 2011-02-08 | 面状電熱採暖器具の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012164547A true JP2012164547A (ja) | 2012-08-30 |
Family
ID=46843743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011024726A Pending JP2012164547A (ja) | 2011-02-08 | 2011-02-08 | 面状電熱採暖器具の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012164547A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103445587A (zh) * | 2013-08-09 | 2013-12-18 | 桐乡市万达利电器有限公司 | 轻质型电热毯及其生产方法 |
| CN103654007A (zh) * | 2013-12-30 | 2014-03-26 | 胡奇兵 | 一种具有加湿功能的水循环电热毯设备 |
| JP2014115017A (ja) * | 2012-12-10 | 2014-06-26 | Koden:Kk | 面状採暖具 |
| JP2016173877A (ja) * | 2015-02-27 | 2016-09-29 | 寿工業株式会社 | 面状発熱体 |
| CN106736546A (zh) * | 2016-12-16 | 2017-05-31 | 吴水鱼 | 裁线焊接点胶一体机 |
| JP2021099168A (ja) * | 2019-12-19 | 2021-07-01 | 株式会社On−Life | 電気採暖器具およびその製造方法 |
| JP7412756B2 (ja) | 2020-03-30 | 2024-01-15 | 株式会社広電 | 面状採暖具 |
| JP7428375B2 (ja) | 2020-02-21 | 2024-02-06 | 株式会社広電 | 面状採暖具の製造方法および面状採暖具 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5955883U (ja) * | 1982-10-04 | 1984-04-12 | 堀庭 昌一 | 電気保温布 |
| JPS6217979A (ja) * | 1985-07-17 | 1987-01-26 | 松下電器産業株式会社 | 電気採暖具 |
| JPS62152410A (ja) * | 1985-12-26 | 1987-07-07 | 松下電器産業株式会社 | 就寝用採暖具 |
| JPH062870A (ja) * | 1992-06-19 | 1994-01-11 | Nippon Dennetsu Co Ltd | 電気カーペット |
| JPH09252905A (ja) * | 1996-03-19 | 1997-09-30 | Marusen Kk | ヒータ内蔵シート物品の製造方法 |
| JPH1052348A (ja) * | 1996-08-12 | 1998-02-24 | Asami:Kk | 二層布団 |
| JP3051850U (ja) * | 1998-02-26 | 1998-09-02 | ハイベルト株式会社 | 袋状保温部材の外周縁強化構造 |
| JP2004236898A (ja) * | 2003-02-07 | 2004-08-26 | Hitachi Hometec Ltd | 電気毛布 |
| JP2005071930A (ja) * | 2003-08-27 | 2005-03-17 | Mitsui Kozan Material Kk | 発熱体ユニット及び電熱ヒーター |
-
2011
- 2011-02-08 JP JP2011024726A patent/JP2012164547A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5955883U (ja) * | 1982-10-04 | 1984-04-12 | 堀庭 昌一 | 電気保温布 |
| JPS6217979A (ja) * | 1985-07-17 | 1987-01-26 | 松下電器産業株式会社 | 電気採暖具 |
| JPS62152410A (ja) * | 1985-12-26 | 1987-07-07 | 松下電器産業株式会社 | 就寝用採暖具 |
| JPH062870A (ja) * | 1992-06-19 | 1994-01-11 | Nippon Dennetsu Co Ltd | 電気カーペット |
| JPH09252905A (ja) * | 1996-03-19 | 1997-09-30 | Marusen Kk | ヒータ内蔵シート物品の製造方法 |
| JPH1052348A (ja) * | 1996-08-12 | 1998-02-24 | Asami:Kk | 二層布団 |
| JP3051850U (ja) * | 1998-02-26 | 1998-09-02 | ハイベルト株式会社 | 袋状保温部材の外周縁強化構造 |
| JP2004236898A (ja) * | 2003-02-07 | 2004-08-26 | Hitachi Hometec Ltd | 電気毛布 |
| JP2005071930A (ja) * | 2003-08-27 | 2005-03-17 | Mitsui Kozan Material Kk | 発熱体ユニット及び電熱ヒーター |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014115017A (ja) * | 2012-12-10 | 2014-06-26 | Koden:Kk | 面状採暖具 |
| CN103445587A (zh) * | 2013-08-09 | 2013-12-18 | 桐乡市万达利电器有限公司 | 轻质型电热毯及其生产方法 |
| CN103654007A (zh) * | 2013-12-30 | 2014-03-26 | 胡奇兵 | 一种具有加湿功能的水循环电热毯设备 |
| JP2016173877A (ja) * | 2015-02-27 | 2016-09-29 | 寿工業株式会社 | 面状発熱体 |
| CN106736546A (zh) * | 2016-12-16 | 2017-05-31 | 吴水鱼 | 裁线焊接点胶一体机 |
| JP2021099168A (ja) * | 2019-12-19 | 2021-07-01 | 株式会社On−Life | 電気採暖器具およびその製造方法 |
| JP7428375B2 (ja) | 2020-02-21 | 2024-02-06 | 株式会社広電 | 面状採暖具の製造方法および面状採暖具 |
| JP7412756B2 (ja) | 2020-03-30 | 2024-01-15 | 株式会社広電 | 面状採暖具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012164547A (ja) | 面状電熱採暖器具の製造方法 | |
| JP3216710U (ja) | グラファイト複合材料及び熱管理システム | |
| JP6249821B2 (ja) | アンダーシャツ | |
| JP7210532B2 (ja) | 金属被覆された布帛の加熱毛布、およびその製造方法 | |
| JPWO2009054284A1 (ja) | 融着性面ファスナー | |
| TW201424704A (zh) | 拋棄式尿布 | |
| JPS60502279A (ja) | 暖房用パツド、特に車両シ−トの暖房用パツド | |
| US20060150331A1 (en) | Channeled warming blanket | |
| US20180263385A1 (en) | Metalized fabric heating blanket and method of manufacturing such | |
| JP2000051553A (ja) | 防水加工布の接合方法 | |
| WO2022115500A2 (en) | Medical heating blanket with temperature sensor | |
| JP2821718B2 (ja) | シートヒータ | |
| KR200402130Y1 (ko) | 직물지를 이용한 다목적 발열패드 | |
| JP6247431B1 (ja) | 防寒素材、防寒素材の製造方法及び、防寒ウェア | |
| US20200113357A1 (en) | Metalized fabric heating blanket | |
| CN217656762U (zh) | 具有固定到纺织织物上的加热元件的热器具 | |
| JP2015232419A (ja) | 面状採暖具およびその製造方法 | |
| JP2012164546A (ja) | 面状電熱採暖器具の製造方法 | |
| JPH07246145A (ja) | 布地接着方法及び羽毛布団 | |
| KR20160144954A (ko) | 다운 의류 원단의 재봉 방법 및 그에 의한 다운 의류 원단 | |
| JP2011081917A (ja) | 線状ヒーター付布帛及びその製造方法 | |
| JPS6230305Y2 (ja) | ||
| US20230284801A1 (en) | Medical Heater Blanket with Temperature Sensor | |
| JPH02276185A (ja) | ヒータマット | |
| JPH0737057Y2 (ja) | 電気カーペット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120907 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131022 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140325 |