JP2012160352A - 電極積層体の製造装置および製造方法 - Google Patents
電極積層体の製造装置および製造方法 Download PDFInfo
- Publication number
- JP2012160352A JP2012160352A JP2011019440A JP2011019440A JP2012160352A JP 2012160352 A JP2012160352 A JP 2012160352A JP 2011019440 A JP2011019440 A JP 2011019440A JP 2011019440 A JP2011019440 A JP 2011019440A JP 2012160352 A JP2012160352 A JP 2012160352A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- separator sheet
- longitudinal direction
- separator
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Abstract
【解決手段】正極Pの下面を支持すると共に正極Pを長手方向に間隔をあけて搬送するコンベア装置10と、第1のセパレータロール21から上記搬送と同期して上記長手方向に繰り出した第1のセパレータシートSS1に正極Pの上面を貼り付けて、上記下面をコンベア装置10から離間させる第1の貼付装置20と、第2のセパレータロール31から上記搬送と同期して上記長手方向に繰り出した第2のセパレータシートSS2を、コンベア装置10から離間した正極Pの下面側から第1のセパレータシートに貼り付ける第2の貼付装置30と、を有する電極積層装置1を採用する。
【選択図】図1
Description
この構成を採用することによって、本発明では、第1のロールから第1のセパレータシートが電極の搬送と同期して繰り出すので、電極の搬送を止めることなく連続的な貼り付けを行うことができる。また、電極を第1のセパレータシートに貼り付けた後、コンベア装置から離間させ、その離間した面側から、同じく電極の搬送と同期して第2のロールから繰り出した第2のセパレータシートを貼り付けることで、電極の搬送を止めることなく連続的な貼り付けを行うことができる。これにより、電極のセパレータシートによる挟み込みを連続的なものとすることができる。
この構成を採用することによって、本発明では、電極の他方の面の少なくとも一部に接着剤を供給することによって、電極の第1のセパレータシートへの貼り付けを確実に、且つ、コンベア装置から離間した後の電極と第1のセパレータシートとの位置ずれを防止することができる。
この構成を採用することによって、本発明では、2つのセパレータシートを貼り合わせた後、電極毎に切断することで、位置ずれ等の不良状態が発生した一部のみを取り除くことができるため、歩留まりを向上させることができる。
この構成を採用することによって、本発明では、電極(例えば正極)がセパレータに挟み込まれたセルと極性の異なる第2の電極(例えば負極)とを交互に積層することで、電極と第2の電極とを一枚のセパレータを介して交互に重ね合わせることができる。
したがって、本発明では、電極積層体の生産速度の向上を図ることができる。
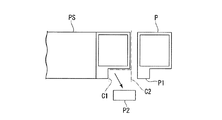
電極積層装置1は、正極シートPSを繰り出す正極ロール2と、正極ロール2から繰り出された正極シートPSから正極(電極)Pを切り出すカッター装置3とを有する。また、正極ロール2とカッター装置3との間には、搬送ローラー対4が設けられている。また、カッター装置3の下流側には、ガイド5と、ニップローラー6とが設けられている。
カッター装置3は、カットラインC1に沿って正極シートPSの幅方向の一端部の一部を切り落とし、タブP1を形成する。なお、切り落とし片P2は、図1に示すトレイ7に落下する。また、カッター装置3は、カットラインC2に沿って正極シートPSを切断し、長手方向において正極Pを分離させる。正極Pの大きさは、概ねA4サイズである。
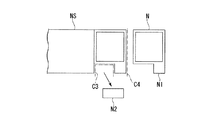
電極積層装置1は、負極シートNSを繰り出す負極ロール52と、負極ロール52から繰り出された負極シートNSから負極(電極)Nを切り出すカッター装置53とを有する。また、負極ロール52とカッター装置53との間には、搬送ローラー対54が設けられている。また、カッター装置53の下流側には、ガイド55と、ニップローラー56とが設けられている。
カッター装置53は、カットラインC3に沿って負極シートNSの幅方向の一端部の一部を切り落とし、タブN1を形成する。なお、切り落とし片N2は、図3に示すトレイ57に落下する。また、カッター装置53は、カットラインC4に沿って負極シートNSを切断し、長手方向において負極Nを分離させる。負極Nの大きさは、正極Pと同様概ねA4サイズである。
その後、この電極積層体を載置したトレイ67を他の場所に移動させ、所定の処理をする。具体的には、正極P及び負極Nの不図示のタブをそれぞれ溶接し、この電極積層体を例えばアルミニウムからなるラミネートフィルムに入れ、電解液を注液し、電極積層体を含浸させる。この後、シールして密閉することにより、ラミネート型電池セルが得られる。
したがって、本実施形態では、電極積層体の生産速度の向上を図ることができる。
Claims (5)
- 電極の一方の面を支持すると共に前記電極を長手方向に間隔をあけて搬送するコンベア装置と、
第1のロールから前記搬送と同期して前記長手方向に繰り出した第1のセパレータシートに前記電極の他方の面を貼り付けて、前記一方の面を前記コンベア装置から離間させる第1の貼付装置と、
第2のロールから前記搬送と同期して前記長手方向に繰り出した第2のセパレータシートを、前記コンベア装置から離間した前記電極の一方の面側から前記第1のセパレータシートに貼り付ける第2の貼付装置と、を有することを特徴とする電極積層体の製造装置。 - 前記第1のセパレータシートに前記電極の他方の面に貼り付ける前に、前記電極の他方の面の少なくとも一部に接着剤を供給する接着剤供給装置を有することを特徴とする請求項1に記載の電極積層体の製造装置。
- 前記第1のセパレータシートに前記第2のセパレータシートを貼り付けた後に、前記電極毎に前記間隔において、前記第1のセパレータシートと共に前記第2のセパレータシートを切断し、前記電極がセパレータに挟み込まれたセルを形成するセル形成装置を有することを特徴とする請求項1または2に記載の電極積層体の製造装置。
- 前記セルと、前記電極とは極性の異なる第2の電極と、を交互に積層する積層装置を有することを特徴とする請求項3に記載の電極積層体の製造装置。
- 電極の一方の面を支持すると共に前記電極を長手方向に間隔をあけてコンベア装置によって搬送する搬送工程と、
第1のロールから前記搬送と同期して前記長手方向に繰り出した第1のセパレータシートに前記電極の他方の面を貼り付けて、前記一方の面を前記コンベア装置から離間させる第1の貼付工程と、
第2のロールから前記搬送と同期して前記長手方向に繰り出した第2のセパレータシートを、前記コンベア装置から離間した前記電極の一方の面側から前記第1のセパレータシートに貼り付ける第2の貼付工程と、を有することを特徴とする電極積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019440A JP5561191B2 (ja) | 2011-02-01 | 2011-02-01 | 電極積層体の製造装置および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019440A JP5561191B2 (ja) | 2011-02-01 | 2011-02-01 | 電極積層体の製造装置および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012160352A true JP2012160352A (ja) | 2012-08-23 |
| JP5561191B2 JP5561191B2 (ja) | 2014-07-30 |
Family
ID=46840724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011019440A Active JP5561191B2 (ja) | 2011-02-01 | 2011-02-01 | 電極積層体の製造装置および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5561191B2 (ja) |
Cited By (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014049206A (ja) * | 2012-08-29 | 2014-03-17 | Toyota Industries Corp | 電極組立体の製造装置、電極組立体、及び蓄電装置 |
| WO2014209054A1 (ko) * | 2013-06-28 | 2014-12-31 | 주식회사 엘지화학 | 세퍼레이터 절단공정을 포함하는 전극조립체의 제조방법 |
| CN105895963A (zh) * | 2016-06-13 | 2016-08-24 | 合肥国轩高科动力能源有限公司 | 一种叠片电池纵向连续制造装置 |
| CN105914406A (zh) * | 2016-06-13 | 2016-08-31 | 合肥国轩高科动力能源有限公司 | 一种叠片电池连续制造装置 |
| KR101731631B1 (ko) * | 2014-09-16 | 2017-04-28 | 주식회사 엘지화학 | 전극조립체의 제조방법, 그에 의해 제조된 전극조립체 및 그를 포함하는 전기화학소자 |
| JP2017117591A (ja) * | 2015-12-22 | 2017-06-29 | 株式会社豊田自動織機 | セパレータ付き電極の製造装置、及びセパレータ付き電極の製造方法 |
| KR101760417B1 (ko) | 2015-09-07 | 2017-07-31 | 도요타 지도샤(주) | 적층 전극체의 제조 방법 |
| KR101763998B1 (ko) | 2015-01-19 | 2017-08-01 | 주식회사 엘지화학 | 이차전지용 전극 조립체 제작장치 |
| JP2017142973A (ja) * | 2016-02-10 | 2017-08-17 | 株式会社村田製作所 | 二次電池の製造装置および二次電池の製造方法 |
| JP2018063752A (ja) * | 2016-10-11 | 2018-04-19 | トヨタ自動車株式会社 | 積層電池製造装置 |
| WO2018154777A1 (ja) | 2017-02-27 | 2018-08-30 | 日産自動車株式会社 | モノセルの製造方法 |
| WO2019099642A2 (en) | 2017-11-15 | 2019-05-23 | Enovix Corporation | Electrode assembly, secondary battery, and method of manufacture |
| JP2019102401A (ja) * | 2017-12-08 | 2019-06-24 | 株式会社村田製作所 | 積層電極体の製造装置 |
| CN109952678A (zh) * | 2017-04-26 | 2019-06-28 | 株式会社Lg化学 | 用于二次电池的层压设备 |
| CN110071334A (zh) * | 2018-01-23 | 2019-07-30 | 日机装株式会社 | 层叠装置及层叠方法 |
| WO2019163489A1 (ja) * | 2018-02-26 | 2019-08-29 | 日本ゼオン株式会社 | 二次電池用積層体の製造方法 |
| KR20190108750A (ko) * | 2018-03-15 | 2019-09-25 | 주식회사 엘지화학 | 단위셀 커팅유닛 및 커팅방법, 라미네이션장치 |
| DE102018215070A1 (de) * | 2018-09-05 | 2020-03-05 | Gs Yuasa International Ltd. | Verfahren zur Bildung eines Elektrodenstapels |
| DE102018219000A1 (de) * | 2018-11-07 | 2020-05-07 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung einer Kathodenvorrichtung, Verfahren zur Herstellung eines Elektrodenverbundes und Batterie |
| EP3711110A4 (en) * | 2017-11-15 | 2021-08-11 | Enovix Corporation | ELECTRODE ARRANGEMENT, SECONDARY BATTERY AND MANUFACTURING METHOD |
| WO2021182656A1 (ko) * | 2020-03-10 | 2021-09-16 | 엘지전자 주식회사 | 이차전지의 전극판 제조장치 및 제조방법 |
| WO2021194285A1 (ko) * | 2020-03-25 | 2021-09-30 | 주식회사 엘지에너지솔루션 | 셀 제조 장치 및 방법 |
| WO2021194284A1 (ko) * | 2020-03-25 | 2021-09-30 | 주식회사 엘지에너지솔루션 | 단위 셀 제조 장치 및 방법 |
| CN113632277A (zh) * | 2019-03-29 | 2021-11-09 | 松下电器产业株式会社 | 层叠电极体的制造装置及制造方法 |
| CN113695678A (zh) * | 2021-08-23 | 2021-11-26 | 电子科技大学 | 一种用于锂硫电芯电极片切割的刀具 |
| CN113782838A (zh) * | 2021-11-11 | 2021-12-10 | 深圳市兴禾自动化股份有限公司 | 一种电芯热复合制成工艺 |
| CN113782820A (zh) * | 2021-11-11 | 2021-12-10 | 深圳市兴禾自动化股份有限公司 | 一种极片与极片袋叠合电芯 |
| US11211639B2 (en) | 2018-08-06 | 2021-12-28 | Enovix Corporation | Electrode assembly manufacture and device |
| US11239488B2 (en) | 2015-05-14 | 2022-02-01 | Enovix Corporation | Longitudinal constraints for energy storage devices |
| US11355816B2 (en) | 2013-03-15 | 2022-06-07 | Enovix Operations Inc. | Separators for three-dimensional batteries |
| US11411253B2 (en) | 2020-12-09 | 2022-08-09 | Enovix Operations Inc. | Apparatus, systems and methods for the production of electrodes, electrode stacks and batteries |
| US11444310B2 (en) | 2016-05-13 | 2022-09-13 | Enovix Operations Inc. | Dimensional constraints for three-dimensional batteries |
| US11495784B2 (en) | 2020-09-18 | 2022-11-08 | Enovix Operations Inc. | Apparatus, systems and methods for the production of electrodes for use in batteries |
| US11600848B2 (en) | 2012-08-16 | 2023-03-07 | Enovix Corporation | Electrode structures for three-dimensional batteries |
| US11641026B2 (en) | 2020-07-09 | 2023-05-02 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery manufacturing apparatus and all-solid-state battery manufacturing method |
| DE102022107183A1 (de) | 2022-03-25 | 2023-09-28 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines Elektrode-Separatoren-Verbunds für eine Batterie |
| WO2024017759A1 (de) * | 2022-07-18 | 2024-01-25 | Körber Technologies Gmbh | Maschine zur herstellung von elektroden für die energiezellen produzierende industrie |
| US11901514B2 (en) | 2016-11-16 | 2024-02-13 | Enovix Corporation | Three-dimensional batteries with compressible cathodes |
| CN110071334B (zh) * | 2018-01-23 | 2024-04-26 | 日机装株式会社 | 层叠装置及层叠方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014113588A1 (de) * | 2014-09-19 | 2016-03-24 | Manz Ag | Verfahren zur Herstellung einer Batteriezelle |
| KR102442472B1 (ko) * | 2017-11-17 | 2022-09-14 | 주식회사 엘지에너지솔루션 | 이차전지용 라미네이션 장치 및 방법 |
| KR102562850B1 (ko) * | 2018-08-10 | 2023-08-02 | 주식회사 엘지에너지솔루션 | 이차전지 제조장치 및 제조방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001026170A1 (en) * | 1999-10-06 | 2001-04-12 | Kvg Technologies, Inc. | Battery paste |
| JP2007242506A (ja) * | 2006-03-10 | 2007-09-20 | Litcel Kk | リチウムイオン電池並びにその製造方法及び製造装置 |
| JP2007242507A (ja) * | 2006-03-10 | 2007-09-20 | Litcel Kk | リチウムイオン電池並びにその製造方法及び製造装置 |
| JP2009009919A (ja) * | 2007-06-29 | 2009-01-15 | Toray Eng Co Ltd | 2次電池の製造方法および製造装置 |
| JP2011181395A (ja) * | 2010-03-02 | 2011-09-15 | Nippon Jido Seiki Kk | 積層型リチウムイオン二次電池及びその製造方法と製造装置 |
-
2011
- 2011-02-01 JP JP2011019440A patent/JP5561191B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001026170A1 (en) * | 1999-10-06 | 2001-04-12 | Kvg Technologies, Inc. | Battery paste |
| JP2007242506A (ja) * | 2006-03-10 | 2007-09-20 | Litcel Kk | リチウムイオン電池並びにその製造方法及び製造装置 |
| JP2007242507A (ja) * | 2006-03-10 | 2007-09-20 | Litcel Kk | リチウムイオン電池並びにその製造方法及び製造装置 |
| JP2009009919A (ja) * | 2007-06-29 | 2009-01-15 | Toray Eng Co Ltd | 2次電池の製造方法および製造装置 |
| JP2011181395A (ja) * | 2010-03-02 | 2011-09-15 | Nippon Jido Seiki Kk | 積層型リチウムイオン二次電池及びその製造方法と製造装置 |
Cited By (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11600848B2 (en) | 2012-08-16 | 2023-03-07 | Enovix Corporation | Electrode structures for three-dimensional batteries |
| JP2014049206A (ja) * | 2012-08-29 | 2014-03-17 | Toyota Industries Corp | 電極組立体の製造装置、電極組立体、及び蓄電装置 |
| US11355816B2 (en) | 2013-03-15 | 2022-06-07 | Enovix Operations Inc. | Separators for three-dimensional batteries |
| WO2014209054A1 (ko) * | 2013-06-28 | 2014-12-31 | 주식회사 엘지화학 | 세퍼레이터 절단공정을 포함하는 전극조립체의 제조방법 |
| US10069169B2 (en) | 2013-06-28 | 2018-09-04 | Lg Chem, Ltd. | Electrode assembly manufacturing method including separator cutting process |
| US10818974B2 (en) | 2013-06-28 | 2020-10-27 | Lg Chem, Ltd. | Electrode assembly manufacturing method including separator cutting process |
| KR101731631B1 (ko) * | 2014-09-16 | 2017-04-28 | 주식회사 엘지화학 | 전극조립체의 제조방법, 그에 의해 제조된 전극조립체 및 그를 포함하는 전기화학소자 |
| KR101763998B1 (ko) | 2015-01-19 | 2017-08-01 | 주식회사 엘지화학 | 이차전지용 전극 조립체 제작장치 |
| US11239488B2 (en) | 2015-05-14 | 2022-02-01 | Enovix Corporation | Longitudinal constraints for energy storage devices |
| US11894512B2 (en) | 2015-05-14 | 2024-02-06 | Enovix Corporation | Longitudinal constraints for energy storage devices |
| KR101760417B1 (ko) | 2015-09-07 | 2017-07-31 | 도요타 지도샤(주) | 적층 전극체의 제조 방법 |
| JP2017117591A (ja) * | 2015-12-22 | 2017-06-29 | 株式会社豊田自動織機 | セパレータ付き電極の製造装置、及びセパレータ付き電極の製造方法 |
| JP2017142973A (ja) * | 2016-02-10 | 2017-08-17 | 株式会社村田製作所 | 二次電池の製造装置および二次電池の製造方法 |
| US11961952B2 (en) | 2016-05-13 | 2024-04-16 | Enovix Corporation | Dimensional constraints for three-dimensional batteries |
| US11444310B2 (en) | 2016-05-13 | 2022-09-13 | Enovix Operations Inc. | Dimensional constraints for three-dimensional batteries |
| CN105914406A (zh) * | 2016-06-13 | 2016-08-31 | 合肥国轩高科动力能源有限公司 | 一种叠片电池连续制造装置 |
| CN105895963A (zh) * | 2016-06-13 | 2016-08-24 | 合肥国轩高科动力能源有限公司 | 一种叠片电池纵向连续制造装置 |
| JP2018063752A (ja) * | 2016-10-11 | 2018-04-19 | トヨタ自動車株式会社 | 積層電池製造装置 |
| US11901514B2 (en) | 2016-11-16 | 2024-02-13 | Enovix Corporation | Three-dimensional batteries with compressible cathodes |
| JPWO2018154777A1 (ja) * | 2017-02-27 | 2019-07-11 | 日産自動車株式会社 | モノセルの製造方法 |
| WO2018154777A1 (ja) | 2017-02-27 | 2018-08-30 | 日産自動車株式会社 | モノセルの製造方法 |
| KR20190122737A (ko) | 2017-02-27 | 2019-10-30 | 가부시키가이샤 인비젼 에이이에스씨 재팬 | 모노 셀의 제조 방법 |
| EP3588654A4 (en) * | 2017-02-27 | 2020-03-18 | Envision AESC Japan Ltd. | PROCESS FOR PRODUCING A MONOCELL |
| KR102106249B1 (ko) | 2017-02-27 | 2020-04-29 | 가부시키가이샤 인비젼 에이이에스씨 재팬 | 모노 셀의 제조 방법 |
| CN109952678A (zh) * | 2017-04-26 | 2019-06-28 | 株式会社Lg化学 | 用于二次电池的层压设备 |
| US11251469B2 (en) | 2017-04-26 | 2022-02-15 | Lg Energy Solution, Ltd. | Lamination apparatus for secondary battery |
| CN109952678B (zh) * | 2017-04-26 | 2022-02-11 | 株式会社Lg化学 | 用于二次电池的层压设备 |
| US11205803B2 (en) | 2017-11-15 | 2021-12-21 | Enovix Corporation | Constrained electrode assembly |
| EP3711110A4 (en) * | 2017-11-15 | 2021-08-11 | Enovix Corporation | ELECTRODE ARRANGEMENT, SECONDARY BATTERY AND MANUFACTURING METHOD |
| WO2019099642A2 (en) | 2017-11-15 | 2019-05-23 | Enovix Corporation | Electrode assembly, secondary battery, and method of manufacture |
| US11600864B2 (en) | 2017-11-15 | 2023-03-07 | Enovix Corporation | Constrained electrode assembly |
| US11264680B2 (en) | 2017-11-15 | 2022-03-01 | Enovix Corporation | Electrode assembly and secondary battery |
| JP2019102401A (ja) * | 2017-12-08 | 2019-06-24 | 株式会社村田製作所 | 積層電極体の製造装置 |
| CN110071334A (zh) * | 2018-01-23 | 2019-07-30 | 日机装株式会社 | 层叠装置及层叠方法 |
| CN110071334B (zh) * | 2018-01-23 | 2024-04-26 | 日机装株式会社 | 层叠装置及层叠方法 |
| WO2019163489A1 (ja) * | 2018-02-26 | 2019-08-29 | 日本ゼオン株式会社 | 二次電池用積層体の製造方法 |
| CN111670512A (zh) * | 2018-02-26 | 2020-09-15 | 日本瑞翁株式会社 | 二次电池用层叠体的制造方法 |
| KR20190108750A (ko) * | 2018-03-15 | 2019-09-25 | 주식회사 엘지화학 | 단위셀 커팅유닛 및 커팅방법, 라미네이션장치 |
| KR102452326B1 (ko) * | 2018-03-15 | 2022-10-11 | 주식회사 엘지에너지솔루션 | 단위셀 커팅유닛 및 커팅방법, 라미네이션장치 |
| US11211639B2 (en) | 2018-08-06 | 2021-12-28 | Enovix Corporation | Electrode assembly manufacture and device |
| DE102018215070A1 (de) * | 2018-09-05 | 2020-03-05 | Gs Yuasa International Ltd. | Verfahren zur Bildung eines Elektrodenstapels |
| DE102018219000A1 (de) * | 2018-11-07 | 2020-05-07 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung einer Kathodenvorrichtung, Verfahren zur Herstellung eines Elektrodenverbundes und Batterie |
| CN112913048A (zh) * | 2018-11-07 | 2021-06-04 | 大众汽车股份公司 | 用于制造阴极装置的方法、用于制造电极复合件的方法和电池 |
| CN113632277A (zh) * | 2019-03-29 | 2021-11-09 | 松下电器产业株式会社 | 层叠电极体的制造装置及制造方法 |
| WO2021182656A1 (ko) * | 2020-03-10 | 2021-09-16 | 엘지전자 주식회사 | 이차전지의 전극판 제조장치 및 제조방법 |
| WO2021194284A1 (ko) * | 2020-03-25 | 2021-09-30 | 주식회사 엘지에너지솔루션 | 단위 셀 제조 장치 및 방법 |
| WO2021194285A1 (ko) * | 2020-03-25 | 2021-09-30 | 주식회사 엘지에너지솔루션 | 셀 제조 장치 및 방법 |
| JP7392870B2 (ja) | 2020-03-25 | 2023-12-06 | エルジー エナジー ソリューション リミテッド | 単位セル製造装置及び方法 |
| US11641026B2 (en) | 2020-07-09 | 2023-05-02 | Toyota Jidosha Kabushiki Kaisha | All-solid-state battery manufacturing apparatus and all-solid-state battery manufacturing method |
| US11495784B2 (en) | 2020-09-18 | 2022-11-08 | Enovix Operations Inc. | Apparatus, systems and methods for the production of electrodes for use in batteries |
| US11811047B2 (en) | 2020-09-18 | 2023-11-07 | Enovix Corporation | Apparatus, systems and methods for the production of electrodes for use in batteries |
| US11411253B2 (en) | 2020-12-09 | 2022-08-09 | Enovix Operations Inc. | Apparatus, systems and methods for the production of electrodes, electrode stacks and batteries |
| CN113695678A (zh) * | 2021-08-23 | 2021-11-26 | 电子科技大学 | 一种用于锂硫电芯电极片切割的刀具 |
| CN113782838A (zh) * | 2021-11-11 | 2021-12-10 | 深圳市兴禾自动化股份有限公司 | 一种电芯热复合制成工艺 |
| CN113782820A (zh) * | 2021-11-11 | 2021-12-10 | 深圳市兴禾自动化股份有限公司 | 一种极片与极片袋叠合电芯 |
| DE102022107183A1 (de) | 2022-03-25 | 2023-09-28 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines Elektrode-Separatoren-Verbunds für eine Batterie |
| WO2024017759A1 (de) * | 2022-07-18 | 2024-01-25 | Körber Technologies Gmbh | Maschine zur herstellung von elektroden für die energiezellen produzierende industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5561191B2 (ja) | 2014-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5561191B2 (ja) | 電極積層体の製造装置および製造方法 | |
| JP5522851B2 (ja) | 極板包装装置 | |
| JP2012174453A (ja) | 電極積層体の製造装置および製造方法 | |
| TWI555255B (zh) | To separate the device for holding the electrode plate | |
| TWI472086B (zh) | Separating plate handling device and partitioning board handling method | |
| JP2012199210A (ja) | 電極積層体の製造装置および製造方法 | |
| KR101533183B1 (ko) | 포장 전극의 제조 장치 및 제조 방법 | |
| JP5521861B2 (ja) | 電極積層装置 | |
| JP5521839B2 (ja) | 電極積層装置 | |
| JP2012204070A (ja) | 電極積層体の製造装置および製造方法 | |
| CN108878988B (zh) | 一种叠片带、叠片带制作设备和叠片设备 | |
| CN113555595B (zh) | 一种热复合叠片设备及热复合叠片方法 | |
| JP2014179304A (ja) | 二次電池用電極積層体作成方法及び作成装置 | |
| CN112820930A (zh) | 叠片机 | |
| WO2018154777A1 (ja) | モノセルの製造方法 | |
| JP6029362B2 (ja) | 枚葉基材の積層貼り合わせ装置および方法 | |
| CN214477588U (zh) | 叠片机 | |
| JP7102379B2 (ja) | 袋詰電極の製造装置、集積装置および袋詰電極の製造方法 | |
| JP2004047372A (ja) | シート片の作製および取り付け方法、ならびに電池の製造方法 | |
| JP2017105083A (ja) | 電極体製造装置及び電極体製造方法 | |
| KR102068520B1 (ko) | 광학적 표시 유닛의 연속 제조 장치 및 연속 제조 방법 | |
| CN219497850U (zh) | 一种膜电极制备系统 | |
| WO2022162983A1 (ja) | フィルム製品の製造方法及びその製造装置 | |
| KR20230149037A (ko) | 전고체 전지의 바이셀 제조시스템 | |
| KR20220109202A (ko) | 분리막 접착장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140526 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5561191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |