JP2012125903A - 放電加工装置 - Google Patents
放電加工装置 Download PDFInfo
- Publication number
- JP2012125903A JP2012125903A JP2010281345A JP2010281345A JP2012125903A JP 2012125903 A JP2012125903 A JP 2012125903A JP 2010281345 A JP2010281345 A JP 2010281345A JP 2010281345 A JP2010281345 A JP 2010281345A JP 2012125903 A JP2012125903 A JP 2012125903A
- Authority
- JP
- Japan
- Prior art keywords
- machining
- electrode
- guide
- workpiece
- electric discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
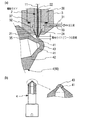
【解決手段】ワークWに対向する電極11を電極ガイド2に挿通保持し、電極ガイド2の外周に中空の加工液ガイド3を設ける。加工液ガイド3内は、電極ガイド2の外周に環状の加工液溜まり32が設けられ、ワークWに対向するテーパ状の開口部34内に、電極ガイド2のテーパ状の先端部21を挿通して、両テーパ面間にワークW側へ縮径する加工液噴出路35を形成する。電極ガイド2の先端部21は、加工液ガイド3よりワークW側へ突出し、電極11の突出量を小さくして軸方向から加工液を供給する。
【選択図】図1
Description
上記加工液供給手段が、上記電極ガイドの外周に配置される中空の加工液ガイド部材を備えており、その中空部を加工液溜まりとする一方、該加工液溜まりに連通し上記電極ガイドの先端部が挿通される開口部を設けて、上記電極ガイドの先端を上記開口部の先端より上記ワーク側へ突出位置させ、かつ上記電極ガイドの先端部外周面と上記開口部の内周面の間に、上記ワーク側ほど外径が小さくなる環状の加工液噴出路を形成したことを特徴とする。
G ガイド部
H 放電加工ヘッド
T X−Yテーブル
W ワーク
1 放電加工装置
11 電極
12 台座
2 電極ガイド
21 先端部
22 ガイド孔
3 加工液ガイド(加工液ガイド部材)
31 加工液供給路
32 加工液溜まり
33 加工液導入口
34 開口部
35 加工液噴出路
4 燃料噴射ノズル
41 ノズルボディ
42 先端部
43 サック部
5 整流プレート
51 加工液流入穴
Claims (7)
- 細孔が加工されるワークに対向する細長形状の電極と、該電極が挿通支持される電極ガイドと、上記電極と上記ワークとの間に電圧を印加する電圧印加手段と、上記ワークの被加工部位に加工液を供給する加工液供給手段とを有する放電加工装置において、
上記加工液供給手段が、上記電極ガイドの外周に配置される中空の加工液ガイド部材を備えており、その中空部を加工液溜まりとする一方、該加工液溜まりに連通し上記電極ガイドの先端部が挿通される開口部を設けて、上記電極ガイドの先端を上記開口部の先端より上記ワーク側へ突出位置させ、かつ上記電極ガイドの先端部外周面と上記開口部の内周面の間に、上記ワーク側ほど外径が小さくなる環状の加工液噴出路を形成したことを特徴とする放電加工装置。 - 上記電極ガイドの先端部外周面および上記開口部の内周面を、上記ワーク側ほど縮径するテーパ面となし、両テーパ面の間に形成される環状空間を上記加工液噴出路とする請求項1記載の放電加工装置。
- 上記電極ガイドおよび上記開口部の両テーパ面を、上記加工液噴出路の延長線上に上記ワークの加工点が位置するテーパ角度に設定する請求項2記載の放電加工装置。
- 上記電極ガイドは、先端部外周面のテーパ面を、テーパ角度の異なる2つの面で構成する請求項2または3記載の放電加工装置。
- 上記加工液溜まりとなる中空部は、上記加工液ガイド部材に設けた上記電極ガイドの保持部と上記開口部の間において、上記電極ガイドの外周面を取り巻く環状空間であり、該環状空間に外部から加工液を導入するための加工液導入口を備える請求項1ないし4のいずれか記載の放電加工装置。
- 上記加工液溜まりの内部を上記電極ガイドの軸方向に区画し、複数の加工液流通孔を有する整流プレートを配置する請求項1ないし5のいずれか記載の放電加工装置。
- 上記電極は、直径が150μm以下の細線状電極である請求項1ないし6のいずれか記載の放電加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281345A JP5541141B2 (ja) | 2010-12-17 | 2010-12-17 | 放電加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010281345A JP5541141B2 (ja) | 2010-12-17 | 2010-12-17 | 放電加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012125903A true JP2012125903A (ja) | 2012-07-05 |
| JP5541141B2 JP5541141B2 (ja) | 2014-07-09 |
Family
ID=46643537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010281345A Expired - Fee Related JP5541141B2 (ja) | 2010-12-17 | 2010-12-17 | 放電加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5541141B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103706904A (zh) * | 2013-12-10 | 2014-04-09 | 无锡微研有限公司 | 通孔内表面磁控电火花加工装置及方法 |
| CN106735634A (zh) * | 2017-01-20 | 2017-05-31 | 长安大学 | 基于电极侧壁绝缘的喷油嘴倒锥孔微细电火花加工装置 |
| US10974336B2 (en) | 2015-04-24 | 2021-04-13 | General Electric Company | Method for profile machining |
| CN117265628A (zh) * | 2023-09-18 | 2023-12-22 | 广州航海学院 | 一种基于等离子体放电的高电压射流电解加工装置及方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57121421A (en) * | 1981-01-12 | 1982-07-28 | Mitsubishi Electric Corp | Cutting oil splash prevention device for wire-cut spark erosion machine |
| JPS59116126U (ja) * | 1983-01-24 | 1984-08-06 | フアナツク株式会社 | ワイヤカツト放電加工機におけるノズル構造 |
| JPS60259331A (ja) * | 1984-06-06 | 1985-12-21 | Mitsubishi Electric Corp | 放電加工装置における棒状電極保持装置 |
| JPS61109624A (ja) * | 1984-10-29 | 1986-05-28 | Brother Ind Ltd | ワイヤ−カツト放電加工機 |
-
2010
- 2010-12-17 JP JP2010281345A patent/JP5541141B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57121421A (en) * | 1981-01-12 | 1982-07-28 | Mitsubishi Electric Corp | Cutting oil splash prevention device for wire-cut spark erosion machine |
| JPS59116126U (ja) * | 1983-01-24 | 1984-08-06 | フアナツク株式会社 | ワイヤカツト放電加工機におけるノズル構造 |
| JPS60259331A (ja) * | 1984-06-06 | 1985-12-21 | Mitsubishi Electric Corp | 放電加工装置における棒状電極保持装置 |
| JPS61109624A (ja) * | 1984-10-29 | 1986-05-28 | Brother Ind Ltd | ワイヤ−カツト放電加工機 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103706904A (zh) * | 2013-12-10 | 2014-04-09 | 无锡微研有限公司 | 通孔内表面磁控电火花加工装置及方法 |
| CN103706904B (zh) * | 2013-12-10 | 2016-04-20 | 无锡微研有限公司 | 通孔内表面磁控电火花加工装置及方法 |
| US10974336B2 (en) | 2015-04-24 | 2021-04-13 | General Electric Company | Method for profile machining |
| CN106735634A (zh) * | 2017-01-20 | 2017-05-31 | 长安大学 | 基于电极侧壁绝缘的喷油嘴倒锥孔微细电火花加工装置 |
| CN106735634B (zh) * | 2017-01-20 | 2018-12-21 | 长安大学 | 基于电极侧壁绝缘的喷油嘴倒锥孔微细电火花加工装置 |
| CN117265628A (zh) * | 2023-09-18 | 2023-12-22 | 广州航海学院 | 一种基于等离子体放电的高电压射流电解加工装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5541141B2 (ja) | 2014-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101545412B1 (ko) | 세공 방전 가공 장치 | |
| US9707637B2 (en) | Electrical discharge machining | |
| JP5541141B2 (ja) | 放電加工装置 | |
| TWI503194B (zh) | 電解加工裝置及其加工方法 | |
| CN103551927A (zh) | 一种电泳辅助超声振动驱动磨粒运动抛光微孔的装置及加工方法 | |
| JP2005177984A (ja) | 加工部品の金属材料を除去するための方法及び装置 | |
| CN110560805B (zh) | 放电加工装置的放电加工单元 | |
| JP4801155B2 (ja) | 放電による表面処理方法及びドレッシング方法 | |
| CN109014456B (zh) | 放电加工装置 | |
| JP2019217621A (ja) | 放電加工装置 | |
| US6320150B1 (en) | Wire electric discharge machining apparatus, wire electric discharge machining method, and mold for extrusion | |
| JP4434058B2 (ja) | 放電加工方法 | |
| TW201722595A (zh) | 混氣式電化學微噴射加工方法及其裝置 | |
| JP2010155267A (ja) | 機構部品における微細孔の加工方法 | |
| CN105728874B (zh) | 微细倒锥孔的电解加工方法及其装置 | |
| WO1999061191A1 (fr) | Ensemble d'usinage par etincelage a fil | |
| US5064983A (en) | Wire cutting electric discharge machine | |
| CN105798407A (zh) | 一种线切割机床多介质用喷嘴 | |
| JPS6218287B2 (ja) | ||
| TWI872798B (zh) | 急跳度電解加工設備 | |
| JP2000000723A (ja) | 放電加工方法及び放電加工装置 | |
| CN104149036B (zh) | 一种磨粒流微孔抛光设备及其抛光工艺 | |
| JP2013188794A (ja) | 機構部品における微細加工部の加工方法および加工装置 | |
| JPH0435815A (ja) | ワイヤカット放電加工装置 | |
| JPH0677884B2 (ja) | ワイヤカツト放電加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140408 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140421 |
|
| LAPS | Cancellation because of no payment of annual fees |