JP2012121108A - エアブラスト装置の搬送テーブル - Google Patents
エアブラスト装置の搬送テーブル Download PDFInfo
- Publication number
- JP2012121108A JP2012121108A JP2010274868A JP2010274868A JP2012121108A JP 2012121108 A JP2012121108 A JP 2012121108A JP 2010274868 A JP2010274868 A JP 2010274868A JP 2010274868 A JP2010274868 A JP 2010274868A JP 2012121108 A JP2012121108 A JP 2012121108A
- Authority
- JP
- Japan
- Prior art keywords
- article
- cleaned
- air blast
- transfer table
- recess
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Abstract
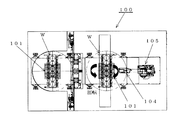
【解決手段】圧縮空気により噴射される研掃材で表面が研掃される被研掃品を移動及び回転自在に載置するエアーブラスト装置の搬送テーブルにおいて、テーブル本体上に、鋸歯状に連続して配置される複数の三角棒材と、三角棒材の稜線に設けられる凹部と、凹部に嵌合されるゴム製の被研掃品支持部材とを有する。被研掃品支持部材は、四角柱形状を為し、凹部からの突出量が凹部への埋設量に対し9%〜17%であることを特徴とする。被研掃品支持部材は、シリコンゴム又は硬質ゴムで構成されている。
【選択図】 図1
Description
11 テーブル本体
12 三角棒材
13 凹部
14 被研掃品支持部材
Claims (4)
- 圧縮空気により噴射される研掃材で表面が研掃される被研掃品を移動及び回転自在に載置するエアーブラスト装置の搬送テーブルにおいて、
テーブル本体上に、鋸歯状に連続して配置される複数の三角棒材と、
前記三角棒材の稜線に設けられる凹部と、
前記凹部に嵌合されるゴム製の被研掃品支持部材と
を有することを特徴とするエアーブラスト装置の搬送テーブル。 - 請求項1記載のエアーブラスト装置の搬送テーブルにおいて、
前記被研掃品支持部材は、四角柱形状を為し、前記凹部からの突出量が前記凹部への埋設量に対し9%〜17%である
ことを特徴とするエアーブラスト装置の搬送テーブル。 - 請求項1又は請求項2記載のエアーブラスト装置の搬送テーブルにおいて、
前記被研掃品支持部材は、シリコンゴム又は硬質ゴムで構成されている
ことを特徴とするエアーブラスト装置の搬送テーブル。 - 請求項1乃至請求項3の何れか記載のエアーブラスト装置の搬送テーブルにおいて、
前記被研掃品は、切削くず又は鋳砂が付着する鋳造品である
ことを特徴とするエアーブラスト装置の搬送テーブル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274868A JP5657365B2 (ja) | 2010-12-09 | 2010-12-09 | エアブラスト装置の搬送テーブル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274868A JP5657365B2 (ja) | 2010-12-09 | 2010-12-09 | エアブラスト装置の搬送テーブル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012121108A true JP2012121108A (ja) | 2012-06-28 |
| JP5657365B2 JP5657365B2 (ja) | 2015-01-21 |
Family
ID=46503128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010274868A Expired - Fee Related JP5657365B2 (ja) | 2010-12-09 | 2010-12-09 | エアブラスト装置の搬送テーブル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5657365B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023074819A1 (ja) * | 2021-10-28 | 2023-05-04 | ナノルバ株式会社 | 中間排出シリコンウェハ表面の積層物の除去方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6125777A (ja) * | 1984-07-13 | 1986-02-04 | 株式会社東芝 | セラミツクスチヤツキング装置 |
| JPH03123638U (ja) * | 1990-03-30 | 1991-12-16 | ||
| JPH04283075A (ja) * | 1990-12-26 | 1992-10-08 | Kawasaki Steel Corp | サンドブラスト装置 |
| JPH0768466A (ja) * | 1993-09-03 | 1995-03-14 | Okamoto Ind Inc | 非金属性タイヤ滑止め具本体のバリ取り方法およびバリ取り装置 |
| JP2000153451A (ja) * | 1998-11-17 | 2000-06-06 | Alps Electric Co Ltd | 浮上式磁気ヘッドのクラウン形成方法及びクラウン形成装置 |
| JP2004130415A (ja) * | 2002-10-09 | 2004-04-30 | Takashi Sato | 研掃装置 |
| WO2009131021A1 (ja) * | 2008-04-23 | 2009-10-29 | 新東工業株式会社 | 搬送装置及びブラスト加工装置 |
| JP2009274169A (ja) * | 2008-05-14 | 2009-11-26 | Nikon Corp | 吸着装置、吸着装置の製造方法および研磨装置 |
| JP2010149241A (ja) * | 2008-12-25 | 2010-07-08 | Denso Corp | 切削工具再研磨装置 |
| WO2010121701A1 (de) * | 2009-04-22 | 2010-10-28 | Ev Group Gmbh | Aufnahmeeinrichtung zur aufnahme von halbleitersubstraten |
-
2010
- 2010-12-09 JP JP2010274868A patent/JP5657365B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6125777A (ja) * | 1984-07-13 | 1986-02-04 | 株式会社東芝 | セラミツクスチヤツキング装置 |
| JPH03123638U (ja) * | 1990-03-30 | 1991-12-16 | ||
| JPH04283075A (ja) * | 1990-12-26 | 1992-10-08 | Kawasaki Steel Corp | サンドブラスト装置 |
| JPH0768466A (ja) * | 1993-09-03 | 1995-03-14 | Okamoto Ind Inc | 非金属性タイヤ滑止め具本体のバリ取り方法およびバリ取り装置 |
| JP2000153451A (ja) * | 1998-11-17 | 2000-06-06 | Alps Electric Co Ltd | 浮上式磁気ヘッドのクラウン形成方法及びクラウン形成装置 |
| JP2004130415A (ja) * | 2002-10-09 | 2004-04-30 | Takashi Sato | 研掃装置 |
| WO2009131021A1 (ja) * | 2008-04-23 | 2009-10-29 | 新東工業株式会社 | 搬送装置及びブラスト加工装置 |
| JP2009274169A (ja) * | 2008-05-14 | 2009-11-26 | Nikon Corp | 吸着装置、吸着装置の製造方法および研磨装置 |
| JP2010149241A (ja) * | 2008-12-25 | 2010-07-08 | Denso Corp | 切削工具再研磨装置 |
| WO2010121701A1 (de) * | 2009-04-22 | 2010-10-28 | Ev Group Gmbh | Aufnahmeeinrichtung zur aufnahme von halbleitersubstraten |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023074819A1 (ja) * | 2021-10-28 | 2023-05-04 | ナノルバ株式会社 | 中間排出シリコンウェハ表面の積層物の除去方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5657365B2 (ja) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103273412B (zh) | 一种叶片叶身型面刀痕去除的机械光整无余量工艺 | |
| JP2019034396A (ja) | 全自動バリ取り機およびフローティング機構 | |
| JP2014027000A (ja) | 研削装置 | |
| JP5657365B2 (ja) | エアブラスト装置の搬送テーブル | |
| CN204053711U (zh) | 椭圆加工半自动磨具 | |
| EP1700670A3 (en) | Super-abrasive machining tool and method of use | |
| CN101740346A (zh) | 半导体晶片加工装置 | |
| JP6182312B2 (ja) | ショットブラスト装置 | |
| JP2013158871A (ja) | 研削装置 | |
| CN209754896U (zh) | 一种磨床 | |
| KR101300594B1 (ko) | 유압 컨트롤 밸브 스풀 가공 장치 | |
| KR20160144014A (ko) | 기판 폴리싱 장치 및 방법 | |
| CN205166631U (zh) | 一种非回转类部件的机械限位装置 | |
| CN207223750U (zh) | 牙科车针磨削金刚石砂轮在线修整机 | |
| JP2011023618A (ja) | ウエーハ洗浄装置 | |
| CN207372869U (zh) | 一种新型台钻改造砂轮倒角机 | |
| GB2408224B (en) | Improvements in and relating to grinding machines | |
| CN214817437U (zh) | 一种模具加工磨床 | |
| CN209970481U (zh) | 一种具有自清洁功能的磨床护罩 | |
| TWI441713B (zh) | Inadvertent grinding method and device thereof | |
| CN211565349U (zh) | 一种平面磨床的定位工装 | |
| CN107498431B (zh) | 一种自动化打磨设备及其使用方法 | |
| KR100783525B1 (ko) | 평면 디버링장치 | |
| KR101120046B1 (ko) | 컨디셔너 교체형 연마장치 | |
| JP2011161541A (ja) | 切削加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141010 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5657365 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |