JP2012108012A - 半田付け検査方法及び半田付け検査装置 - Google Patents
半田付け検査方法及び半田付け検査装置 Download PDFInfo
- Publication number
- JP2012108012A JP2012108012A JP2010257468A JP2010257468A JP2012108012A JP 2012108012 A JP2012108012 A JP 2012108012A JP 2010257468 A JP2010257468 A JP 2010257468A JP 2010257468 A JP2010257468 A JP 2010257468A JP 2012108012 A JP2012108012 A JP 2012108012A
- Authority
- JP
- Japan
- Prior art keywords
- soldering inspection
- substrate
- electrode
- candidate
- defect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【解決手段】ランドは半田で覆われているが、チップ部品の電極と半田にフィレットが形成されておらず、接合が取れていない状態の白目不良を検出する半田付け検査方法であって、基板の表面に垂直な方向から基板の半田部を撮像し、撮像された画像に基づいて白目不良候補を抽出し、抽出された白目不良候補の3次元形状測定を行い、3次元形状測定された形状から抽出された特徴量に基づいて白目不良を検出する検出工程と、を備える。
【選択図】図3
Description
本発明の第1実施形態の半田付け検査を実施可能な半田付け検査装置の概略構成について、図1A及び図1Bを用いて説明する。図1Aは、本発明の第1実施形態の半田付け検査装置の概略構成を示す斜視図であり、図1Bは、半田付け検査装置のブロック図である。
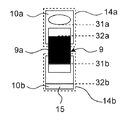
本第1実施形態の検査方法では、電極12a、12bと、フィレットが形成されていない場合のランド部10a,10b上の半田部11a,11bとを、半田部の色とみなせるように照明部4によって光らせることを前提とする。例えば、半田部11a,11bを半田部の色とみなせるように光らせるためには、照明装置4から、半田部11aと半田部11bとに照明光がほぼ垂直に入射するようにする。言い換えれば、基板6の表面に垂直な方向からの照明光が半田部11a,11bに入射するようにする。このとき、電極12a、12b及び半田部11a,11b以外に半田部の色とみなされる部分が、検査エリア14a、14b内に存在している場合がある。この電極12a、12b及び半田部11a、11b以外が半田部の色と見なされることが、過検出の原因となると考えられる。
1a、1b 電極端位置
2 処理装置
3 撮像用カメラ
4 照明装置
5 XY可動軸
6 基板
7 搬送コンベア
8 光学式測長機
9 チップ部品(電子部品の一例)
9a ボディ部
10a,10b ランド
11a,11b 半田部
12a,12b 電極
14a,14b 検査エリア
15 メッキ状の光る部分
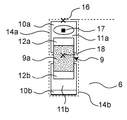
16 測定開始位置
17 ラベルの重心位置
18 測定終了位置
21 白目不良候補抽出手段
22 白目不良検出手段
31a、31b 最大面積ラベル位置
32a、32b 第2面積ラベル位置
90 接着剤
Claims (8)
- 基板のランドが半田部で覆われている状態において、前記ランドと電子部品の電極が接合していない不良を検出する半田付け検査方法であって、
前記基板の表面に垂直な方向から前記基板の前記半田部を撮像する撮像工程と、
前記撮像工程で撮像された画像に基づいて不良候補を抽出する候補抽出工程と、
前記候補抽出工程で抽出された前記不良候補の3次元形状を測定する3次元形状測定工程と、
前記3次元形状測定工程の測定結果に基づいて不良を検出する検出工程と、を備える、
半田付け検査方法。 - 前記候補抽出工程が、前記電極か否かを色空間で判定する第1閾値と前記半田部か否かを色空間で判定する第2閾値とを使用して、前記電極の領域と前記半田部の領域とを判定した後に、前記撮像工程で撮像された画像に基づいて不良候補を抽出する工程である、
請求項1に記載の半田付け検査方法。 - 前記候補抽出工程が、前記第1閾値以上であると判定して抽出した領域に対して画像のラベリング処理を行い、前記ラベリング処理の結果としてのラベルの個数が2つ以上のものを不良候補として抽出する工程である、
請求項2に記載の半田付け検査方法。 - 前記候補抽出工程が、前記第2閾値以上であると判定して抽出した領域に対して画像のラベリング処理を行い、前記ラベリング処理の結果としてのラベルの面積が設定値以上のものを不良候補として抽出する工程である、
請求項2に記載の半田付け検査方法。 - 前記候補抽出工程が、前記第1閾値以上であると判定して抽出された領域の画像から算出された電極端位置と、前記第2閾値以上であると判定して抽出された領域の画像から算出された半田部の位置との距離を算出し、算出された距離が閾値より大きい場合に不良候補として抽出する工程である、
請求項2に記載の半田付け検査方法。 - 複数の半田部の中で、面積が最大となる最大面積ラベルと面積が2番目に大きい第2面積ラベルとを設定し、前記最大面積ラベルと前記第2面積ラベルとを前記半田部の位置とする、
請求項5に記載の半田付け検査方法。 - 前記最大面積ラベルと前記電極端位置との距離、および、前記第2面積ラベルと前記電極端位置との距離のうちの大きい方の距離が、前記電極の電極幅閾値以上かつ予め定めた距離閾値以下であるときに不良候補として抽出する、
請求項6に記載の半田付け検査方法。 - 基板のランドが半田部で覆われている状態において、前記ランドと電子部品の電極が接合していない不良を検出する半田付け検査装置であって、
前記基板の表面の垂直方向から前記基板の前記半田部を撮像する撮像手段と、
前記撮像手段で撮像された画像に基づいて不良候補を抽出する候補抽出手段と、
前記候補抽出手段で抽出された不良候補の3次元形状を測定する3次元形状測定手段と、
前記3次元形状測定手段の測定結果に基づいて不良を検出する不良検出手段と、を備える、
半田付け検査装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010257468A JP2012108012A (ja) | 2010-11-18 | 2010-11-18 | 半田付け検査方法及び半田付け検査装置 |
| CN2011103607811A CN102539437A (zh) | 2010-11-18 | 2011-11-15 | 焊接检查方法及焊接检查装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010257468A JP2012108012A (ja) | 2010-11-18 | 2010-11-18 | 半田付け検査方法及び半田付け検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012108012A true JP2012108012A (ja) | 2012-06-07 |
Family
ID=46346858
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010257468A Ceased JP2012108012A (ja) | 2010-11-18 | 2010-11-18 | 半田付け検査方法及び半田付け検査装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012108012A (ja) |
| CN (1) | CN102539437A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101505547B1 (ko) | 2013-11-18 | 2015-03-25 | 주식회사 아롬시스템 | 3차원 측정기가 구비된 인쇄회로기판 검사장치 및 이를 이용한 인쇄회로기판 검사방법 |
| KR101622628B1 (ko) | 2014-12-16 | 2016-05-20 | 주식회사 고영테크놀러지 | 부품이 실장된 기판 검사방법 및 검사장치 |
| CN113241502A (zh) * | 2021-04-13 | 2021-08-10 | 珠海冠宇电池股份有限公司 | 一种虚焊检测方法、虚焊检测装置及锂电池的制备方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107726986A (zh) * | 2017-11-29 | 2018-02-23 | 广东嘉铭智能科技有限公司 | 一种用于电极焊接检查的视觉检测装置及其视觉检测方法 |
| CN109632809B (zh) * | 2018-12-19 | 2021-11-02 | 歌尔光学科技有限公司 | 产品质量检测方法及装置 |
| JP2021140524A (ja) * | 2020-03-06 | 2021-09-16 | 株式会社東芝 | 検査端末装置、検査装置、検査システム、及び、検査プログラム |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0221208A (ja) * | 1988-07-08 | 1990-01-24 | Matsushita Electric Works Ltd | 装着部品検査方法 |
| JPH041512A (ja) * | 1990-04-18 | 1992-01-07 | Matsushita Electric Ind Co Ltd | 半田部の外観検査方法 |
| JPH04268445A (ja) * | 1991-02-22 | 1992-09-24 | Matsushita Electric Ind Co Ltd | 実装基板検査装置 |
| JPH07128252A (ja) * | 1993-11-05 | 1995-05-19 | Fujitsu Ten Ltd | はんだ付け検査方法及び装置 |
| JPH07159338A (ja) * | 1993-12-02 | 1995-06-23 | Fujitsu Ten Ltd | はんだ付け検査方法 |
| JP2001183307A (ja) * | 1999-12-27 | 2001-07-06 | Nagoya Electric Works Co Ltd | 実装済プリント基板検査装置における判定基準自動調整方法およびその装置 |
| JP2007327836A (ja) * | 2006-06-07 | 2007-12-20 | Olympus Corp | 外観検査装置及び方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0996611A (ja) * | 1995-09-29 | 1997-04-08 | Nec Corp | はんだ付外観検査装置および外観検査方法 |
| JP3976740B2 (ja) * | 2004-02-16 | 2007-09-19 | テクノス株式会社 | 基板検査装置及び検査方法 |
| JP2007033048A (ja) * | 2005-07-22 | 2007-02-08 | Ricoh Co Ltd | はんだ接合判定方法,はんだ検査方法,はんだ検査装置およびはんだ検査用プログラムならびに記録媒体 |
| JP4909691B2 (ja) * | 2006-09-20 | 2012-04-04 | 株式会社東芝 | 電子部品の実装状態検査方法、電子部品の実装状態検査装置及び電子機器の製造方法 |
| CN101583249A (zh) * | 2008-05-15 | 2009-11-18 | 松下电器产业株式会社 | 印刷的软钎膏的检查方法以及装置 |
| JP2010071694A (ja) * | 2008-09-16 | 2010-04-02 | Ricoh Co Ltd | 表面検査装置、それを用いた欠陥検出方法、プログラム及び記録媒体 |
-
2010
- 2010-11-18 JP JP2010257468A patent/JP2012108012A/ja not_active Ceased
-
2011
- 2011-11-15 CN CN2011103607811A patent/CN102539437A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0221208A (ja) * | 1988-07-08 | 1990-01-24 | Matsushita Electric Works Ltd | 装着部品検査方法 |
| JPH041512A (ja) * | 1990-04-18 | 1992-01-07 | Matsushita Electric Ind Co Ltd | 半田部の外観検査方法 |
| JPH04268445A (ja) * | 1991-02-22 | 1992-09-24 | Matsushita Electric Ind Co Ltd | 実装基板検査装置 |
| JPH07128252A (ja) * | 1993-11-05 | 1995-05-19 | Fujitsu Ten Ltd | はんだ付け検査方法及び装置 |
| JPH07159338A (ja) * | 1993-12-02 | 1995-06-23 | Fujitsu Ten Ltd | はんだ付け検査方法 |
| JP2001183307A (ja) * | 1999-12-27 | 2001-07-06 | Nagoya Electric Works Co Ltd | 実装済プリント基板検査装置における判定基準自動調整方法およびその装置 |
| JP2007327836A (ja) * | 2006-06-07 | 2007-12-20 | Olympus Corp | 外観検査装置及び方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101505547B1 (ko) | 2013-11-18 | 2015-03-25 | 주식회사 아롬시스템 | 3차원 측정기가 구비된 인쇄회로기판 검사장치 및 이를 이용한 인쇄회로기판 검사방법 |
| KR101622628B1 (ko) | 2014-12-16 | 2016-05-20 | 주식회사 고영테크놀러지 | 부품이 실장된 기판 검사방법 및 검사장치 |
| CN113241502A (zh) * | 2021-04-13 | 2021-08-10 | 珠海冠宇电池股份有限公司 | 一种虚焊检测方法、虚焊检测装置及锂电池的制备方法 |
| CN113241502B (zh) * | 2021-04-13 | 2022-12-27 | 珠海冠宇电池股份有限公司 | 一种虚焊检测方法、虚焊检测装置及锂电池的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102539437A (zh) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012108012A (ja) | 半田付け検査方法及び半田付け検査装置 | |
| CN113409245A (zh) | 一种电子元器件x射线检查缺陷自动识别方法 | |
| KR20120052087A (ko) | 기판 검사방법 | |
| Taha et al. | Automatic optical inspection for PCB manufacturing: a survey | |
| US8860456B2 (en) | Non-destructive tilt data measurement to detect defective bumps | |
| KR20150084623A (ko) | 회로기판의 블라인드 비아홀 내의 결함의 검사장치, 검사시스템 및 그 검사방법 | |
| CN116438447A (zh) | 外观检查装置及方法 | |
| KR100608225B1 (ko) | 인쇄 회로 기판에 장착된 부품의 실장 상태 확인 방법 및그 장치 | |
| JP2006049347A (ja) | 部品エッジ検出方法、部品エッジ検出プログラム及び検査装置 | |
| IL147566A (en) | A system and method for multidimensional optical testing | |
| KR101745883B1 (ko) | 인쇄회로기판의 광학 검사 장치 및 방법 | |
| JP4862149B2 (ja) | クリームはんだ印刷の検査方法および装置 | |
| JP2010266366A (ja) | 画像の特徴抽出方法並びに工具欠陥検査方法と工具欠陥検査装置 | |
| JP2016070723A (ja) | 半田検査装置および方法 | |
| JPH1086322A (ja) | クリームハンダ印刷検査方法およびその装置 | |
| JP6751567B2 (ja) | 電子部品検査方法、電子部品実装方法、及び電子部品実装装置 | |
| JP5236330B2 (ja) | 貫通孔の検査方法および貫通孔の検査装置 | |
| JP5784406B2 (ja) | 加工品の検査方法 | |
| JP2010197252A (ja) | 半田付け部位の外観検査装置及び外観検査方法 | |
| JP2011112420A (ja) | はんだ付け検査方法およびはんだ付け検査装置 | |
| KR20070045057A (ko) | 칩 마운터의 부품 정보 티칭방법 | |
| JP5096940B2 (ja) | プリント配線板の検査方法及びその装置 | |
| Michalska | Overview of AOI use in surface-mount technology control | |
| JP2522174B2 (ja) | 実装基板検査装置 | |
| KR20220131181A (ko) | 화상 처리 장치, 화상 처리 방법 및 검사 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120625 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121030 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140401 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140528 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A045 | Written measure of dismissal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20150127 |