JP2011190877A - 給水給湯ホース - Google Patents
給水給湯ホース Download PDFInfo
- Publication number
- JP2011190877A JP2011190877A JP2010057970A JP2010057970A JP2011190877A JP 2011190877 A JP2011190877 A JP 2011190877A JP 2010057970 A JP2010057970 A JP 2010057970A JP 2010057970 A JP2010057970 A JP 2010057970A JP 2011190877 A JP2011190877 A JP 2011190877A
- Authority
- JP
- Japan
- Prior art keywords
- water supply
- layer
- hot water
- silane
- polyethylene resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
【課題】従来に比べてさらに柔軟性に優れるためより小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生しない給水給湯ホースを提供する。
【解決手段】給水給湯ホース1の内周面2を構成する、密度0.941〜0.955g/cm3のシラン架橋高密度ポリエチレン樹脂からなる厚み0.5mm以下の最内層3の外周に隣接させて、シラン架橋低密度ポリエチレン樹脂からなるデュロメータ タイプA硬さがA75/S〜A90/Sの中間層4を形成するとともに、前記中間層4の外方に、前記給水給湯ホース1の外周面6を構成するメルトフローレイトが15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマからなる最外層7を形成した。
【選択図】図1
【解決手段】給水給湯ホース1の内周面2を構成する、密度0.941〜0.955g/cm3のシラン架橋高密度ポリエチレン樹脂からなる厚み0.5mm以下の最内層3の外周に隣接させて、シラン架橋低密度ポリエチレン樹脂からなるデュロメータ タイプA硬さがA75/S〜A90/Sの中間層4を形成するとともに、前記中間層4の外方に、前記給水給湯ホース1の外周面6を構成するメルトフローレイトが15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマからなる最外層7を形成した。
【選択図】図1
Description
本発明は、住宅等の水周り設備への給水、給湯や、あるいは温水床暖房への給湯等のための配管に用いる給水給湯ホースに関するものである。
住宅等の各所に設置した水栓や浴槽等の水周り設備に、給湯器(ガス加熱式、ヒートポンプ式等)や電気温水器からの温水、あるいは上水道からの水を供給したり、室内の床に設置した温水床暖房に前記給湯器等からの温水を供給したりするため、前記住宅等の壁内、天井裏、床下等に給水給湯配管を設置することが一般化している。
前記給水給湯配管の施工方法としては、例えば前記壁内等に先に樹脂製の波付き管(さや管)を設置しておき、このさや管をガイドとして機能させながら柔軟な樹脂製の給水給湯ホースを給湯器側、または水栓等の側から順送りして配設する方法が知られている。施工後のさや管は、給水給湯配管の保護、および保温用として機能する。
前記給水給湯配管の施工方法としては、例えば前記壁内等に先に樹脂製の波付き管(さや管)を設置しておき、このさや管をガイドとして機能させながら柔軟な樹脂製の給水給湯ホースを給湯器側、または水栓等の側から順送りして配設する方法が知られている。施工後のさや管は、給水給湯配管の保護、および保温用として機能する。
前記給水給湯ホースには、前記配管作業時の柔軟性に加えて、さらに耐食性や水道水に含まれる塩素に対する耐性、耐環境性、あるいは使用可能温度の広さ等の特性に優れることも求められ、かかる要求に対応可能な給水給湯ホースとしてシラン架橋ポリエチレン樹脂等からなるものが普及している。
また、前記シラン架橋ポリエチレン樹脂製の給水給湯ホースについては、現在も改良のための様々な検討が続けられている。
また、前記シラン架橋ポリエチレン樹脂製の給水給湯ホースについては、現在も改良のための様々な検討が続けられている。
例えば特許文献1には、密度0.91〜0.94g/cm3のシラン架橋ポリエチレン樹脂からなり、給水給湯ホースの内周面を構成する最内層の外周に隣接させて、密度0.85〜0.90g/cm3のシラン架橋ポリオレフィン樹脂からなる外層を設けた、少なくとも前記両層を含む2層以上の積層構造を有する給水給湯ホースが記載されている。
また特許文献2には、前記最内層を、硬度HDが30〜70、密度が0.93g/cm3以上、数平均分子量が100万以上の高密度ポリエチレン樹脂または架橋ポリエチレン樹脂によって形成するとともに、前記最内層の外周に隣接させて、熱可塑性樹脂またはエラストマからなる外層を積層した2層構造の、あるいは前記外層の外側に隣接させてさらに補強繊維層を積層した3層構造の給水給湯ホースが記載されている。
また特許文献2には、前記最内層を、硬度HDが30〜70、密度が0.93g/cm3以上、数平均分子量が100万以上の高密度ポリエチレン樹脂または架橋ポリエチレン樹脂によって形成するとともに、前記最内層の外周に隣接させて、熱可塑性樹脂またはエラストマからなる外層を積層した2層構造の、あるいは前記外層の外側に隣接させてさらに補強繊維層を積層した3層構造の給水給湯ホースが記載されている。
また特許文献3には、密度が0.94g/cm3より大きい架橋ポリエチレン樹脂からなる厚み0.6mm以上の最内層と、その外方に配設された、密度0.925〜0.935g/cm3の架橋ポリエチレン樹脂からなる層とを含む多層構造の給水給湯ホースが記載されている。
さらに特許文献4には、密度が0.94g/cm3より大きい架橋ポリエチレン樹脂からなる厚み0.6mm以上の層を含む多層構造の給水給湯ホースが記載されている。
さらに特許文献4には、密度が0.94g/cm3より大きい架橋ポリエチレン樹脂からなる厚み0.6mm以上の層を含む多層構造の給水給湯ホースが記載されている。
前記特許文献2〜4における架橋ポリエチレン樹脂とは、主に特許文献1で言うところのシラン架橋ポリエチレン樹脂のことである。
シラン架橋ポリエチレン樹脂は、ポリエチレン樹脂を変性してシラン架橋性を付与した樹脂であって、架橋前は通常のポリエチレン樹脂と同様に熱可塑性を有し押出成形等の成形加工が容易である。
シラン架橋ポリエチレン樹脂は、ポリエチレン樹脂を変性してシラン架橋性を付与した樹脂であって、架橋前は通常のポリエチレン樹脂と同様に熱可塑性を有し押出成形等の成形加工が容易である。
前記未架橋のシラン架橋ポリエチレン樹脂にシラノール縮合触媒等を添加して成形材料を調製し、前記成形材料を用いて、押出成形等によって所定の形状(給水給湯ホースを構成する前記各層等の形状)に成形したのち水と接触させると、シラン架橋ポリエチレン樹脂中のシラン同士が加水分解後に脱アルコール反応することにより分子間および分子内で架橋されて三次元網目状構造が構成される。その結果、ポリエチレン樹脂に固有の良好な柔軟性を維持しながら、給水給湯ホースに先に説明した様々な特性を付与することができる。
例えば新築の住宅等では、設計段階で給水給湯配管の配置をあらかじめ決めておくことができるため、前記施工方法による給水給湯配管の設置は比較的容易である。
例えば使用する給水給湯ホースの柔軟性、可撓性等に合わせて配管の湾曲部分の曲率半径を設定することにより、給水給湯ホースを順送りして配設する際に引っかかりを生じたり折れ、いわゆるキンクを生じて給水給湯ホース内の孔が潰れてしまって配管としての用をなさなくなったり、あるいは、先に説明した2層以上の積層構造を有する給水給湯ホースにおいて層間剥離を生じたりするのを極力防止することができる。
例えば使用する給水給湯ホースの柔軟性、可撓性等に合わせて配管の湾曲部分の曲率半径を設定することにより、給水給湯ホースを順送りして配設する際に引っかかりを生じたり折れ、いわゆるキンクを生じて給水給湯ホース内の孔が潰れてしまって配管としての用をなさなくなったり、あるいは、先に説明した2層以上の積層構造を有する給水給湯ホースにおいて層間剥離を生じたりするのを極力防止することができる。
しかし、特に既存の住宅等に後から新たに給水給湯配管を設置する場合や、配管をし直す場合(増設、移設)等にはそのような余裕を持った配管設計が困難であり、給水給湯ホースを複雑に、しかもより小さい曲率半径で湾曲させなければならないことの方が多い。また、既にある給水給湯配管を補修等する場合にも、給水給湯ホースをできるだけ小さい曲率半径で湾曲させなければならないことが多い。
ところが、先に説明した特許文献1〜4等に記載されたもの等を含む従来の給水給湯ホースはいずれも柔軟性が不十分であり、キンクや層間剥離等を生じることなく湾曲させることができる限界の曲率半径が大きいため、前記要求に十分に対応することができないのが現状である。
そこで従来は、曲率半径の小さい湾曲箇所の前後で給水給湯ホースを一旦中断して、例えば金属や硬質樹脂等で前記所定の曲率半径を有する湾曲形状に形成した継手を組み込む等の対策を講じる必要があった。
そこで従来は、曲率半径の小さい湾曲箇所の前後で給水給湯ホースを一旦中断して、例えば金属や硬質樹脂等で前記所定の曲率半径を有する湾曲形状に形成した継手を組み込む等の対策を講じる必要があった。
そのため継手を組み込む分だけ工数が増加して施工に手間と時間がかかるといった問題があった。また途中に継手を組み込むことで、給湯器から水栓等に達する給水給湯配管上の継ぎ目の数が増加して、前記継ぎ目の部分で水漏れを生じるリスクが増大するという問題もあった。
また新築の場合でも、より小さな曲率半径でもってキンクや層間剥離等を生じることなしに湾曲できる給水給湯ホースが開発されれば、現在よりも配管設計の自由度を向上できるのであるが、従来の給水給湯ホースではこのような要求に応えることもできなかった。
また新築の場合でも、より小さな曲率半径でもってキンクや層間剥離等を生じることなしに湾曲できる給水給湯ホースが開発されれば、現在よりも配管設計の自由度を向上できるのであるが、従来の給水給湯ホースではこのような要求に応えることもできなかった。
さらに従来の給水給湯ホースは、いずれも日本工業規格JIS K6769:2004「架橋ポリエチレン樹脂管」に規定されているように95℃以下の温水または水に使用することを前提としており、この規格において規定された試験温度95℃での浸出性評価では、いずれも臭気が検知されることはない。
しかし、特にヒートポンプ式の給湯器からはほぼ100℃近い高温の温水が給水給湯配管に供給されることがあり、かかる高温の温水が通されることで、給水給湯ホースからは樹脂等の構成成分特有の臭気が発生し、発生した臭気が温水に移って、特に台所や洗面所、風呂場等への給湯の際に使用者に不快感を与える場合があった。
しかし、特にヒートポンプ式の給湯器からはほぼ100℃近い高温の温水が給水給湯配管に供給されることがあり、かかる高温の温水が通されることで、給水給湯ホースからは樹脂等の構成成分特有の臭気が発生し、発生した臭気が温水に移って、特に台所や洗面所、風呂場等への給湯の際に使用者に不快感を与える場合があった。
本発明の目的は、従来に比べてさらに柔軟性に優れるためより小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生しない給水給湯ホースを提供することにある。
本発明は、給水給湯ホースの内周面を構成する最内層と、前記最内層の外周に隣接する中間層と、前記中間層の外方に配設されて前記給水給湯ホースの外周面を構成する最外層とを備え、
前記最内層は、密度0.941g/cm3以上、0.955g/cm3以下のシラン架橋高密度ポリエチレン樹脂からなる厚み0.5mm以下の層であり、
前記中間層は、シラン架橋低密度ポリエチレン樹脂からなるデュロメータ タイプA硬さがA75/S以上、A90/S以下の層であり、
前記最外層は、メルトフローレイト(230℃、5kg)が15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマからなる層である
ことを特徴とする給水給湯ホースである。
前記最内層は、密度0.941g/cm3以上、0.955g/cm3以下のシラン架橋高密度ポリエチレン樹脂からなる厚み0.5mm以下の層であり、
前記中間層は、シラン架橋低密度ポリエチレン樹脂からなるデュロメータ タイプA硬さがA75/S以上、A90/S以下の層であり、
前記最外層は、メルトフローレイト(230℃、5kg)が15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマからなる層である
ことを特徴とする給水給湯ホースである。
本発明によれば、
(a) 給水給湯ホースの内周面を構成し、前記給水給湯ホース内を通る温水等と直接に接触する最内層を、密度0.941g/cm3以上という比較的高密度で、それ自体が臭気の原因となる低分子量成分を多く含まない(低密度の材料ほど低分子量成分を多く含む)上、中間層や最外層からの臭気の通過を防ぐバリア層として機能するシラン架橋高密度ポリエチレン樹脂によって形成していることと、
(b) 前記最内層と最外層との間に、デュロメータ タイプA硬さがA75/S以上であって臭気の原因となる低分子量成分を多く含まない(低硬度の材料ほど低分子量成分を多く含む)上、前記最内層ほどではないにしろ最外層からの臭気の通過を防ぐバリア層として機能する、シラン架橋低密度ポリエチレン樹脂からなる中間層を介在させていることと
が相まって、95℃を超える高温の温水を通しても臭気が発生するのを防止することができる。
(a) 給水給湯ホースの内周面を構成し、前記給水給湯ホース内を通る温水等と直接に接触する最内層を、密度0.941g/cm3以上という比較的高密度で、それ自体が臭気の原因となる低分子量成分を多く含まない(低密度の材料ほど低分子量成分を多く含む)上、中間層や最外層からの臭気の通過を防ぐバリア層として機能するシラン架橋高密度ポリエチレン樹脂によって形成していることと、
(b) 前記最内層と最外層との間に、デュロメータ タイプA硬さがA75/S以上であって臭気の原因となる低分子量成分を多く含まない(低硬度の材料ほど低分子量成分を多く含む)上、前記最内層ほどではないにしろ最外層からの臭気の通過を防ぐバリア層として機能する、シラン架橋低密度ポリエチレン樹脂からなる中間層を介在させていることと
が相まって、95℃を超える高温の温水を通しても臭気が発生するのを防止することができる。
また、
(c) 前記のように比較的高密度で、給水給湯ホースを湾曲させた際にキンクや層間剥離の原因となる座屈を生じにくい最内層を設けていることと、
(d) 前記最内層の密度を0.955g/cm3以下とするとともに、厚みを0.5mm以下に設定して前記最内層に良好な可撓性を付与していることと、
(e) 中間層、および最外層のデュロメータ タイプA硬さをともにA90/S以下として、前記両層に良好な柔軟性と、それに伴う他層(中間層であれば最内層、最外層、最外層の場合は最内層、中間層)への良好な追従性を付与していることと
が相まって、前記給水給湯ホースをこれまでより小さい曲率半径で湾曲させてもキンクや層間剥離が発生するのを防止することができる。
(c) 前記のように比較的高密度で、給水給湯ホースを湾曲させた際にキンクや層間剥離の原因となる座屈を生じにくい最内層を設けていることと、
(d) 前記最内層の密度を0.955g/cm3以下とするとともに、厚みを0.5mm以下に設定して前記最内層に良好な可撓性を付与していることと、
(e) 中間層、および最外層のデュロメータ タイプA硬さをともにA90/S以下として、前記両層に良好な柔軟性と、それに伴う他層(中間層であれば最内層、最外層、最外層の場合は最内層、中間層)への良好な追従性を付与していることと
が相まって、前記給水給湯ホースをこれまでより小さい曲率半径で湾曲させてもキンクや層間剥離が発生するのを防止することができる。
また、最内層を形成するシラン架橋高密度ポリエチレン樹脂と、最外層を形成するオレフィン系熱可塑性エラストマとは接着性がそれほど強くなく、両層を直接に積層した場合には硬度差があると剥離しやすいのに対し、
(f) 前記最内層と最外層との間に、最内層を形成するシラン架橋高密度ポリエチレン樹脂と同系のシラン架橋低密度ポリエチレン樹脂からなるため前記最内層に対する接着性に優れる上、ともにデュロメータ タイプA硬さがA90/S以下であって最外層に対する硬度差が小さく剥離しにくい中間層を介在させていること
によって、前記給水給湯ホースをこれまでより小さい曲率半径で湾曲させても層間剥離が生じるのを防止することができる。
(f) 前記最内層と最外層との間に、最内層を形成するシラン架橋高密度ポリエチレン樹脂と同系のシラン架橋低密度ポリエチレン樹脂からなるため前記最内層に対する接着性に優れる上、ともにデュロメータ タイプA硬さがA90/S以下であって最外層に対する硬度差が小さく剥離しにくい中間層を介在させていること
によって、前記給水給湯ホースをこれまでより小さい曲率半径で湾曲させても層間剥離が生じるのを防止することができる。
さらに、
(g) 最外層を形成するオレフィン系熱可塑性エラストマのメルトフローレイト(230℃、5kg)を15g/10min以下として、例えば押出成形法等によって成形された直後の最外層の形状を良好に保持させるようにしていること
によって、前記給水給湯ホースの寸法精度を向上することもできる。
(g) 最外層を形成するオレフィン系熱可塑性エラストマのメルトフローレイト(230℃、5kg)を15g/10min以下として、例えば押出成形法等によって成形された直後の最外層の形状を良好に保持させるようにしていること
によって、前記給水給湯ホースの寸法精度を向上することもできる。
前記本発明の給水給湯ホースのうち最内層と中間層とは、前記最内層のもとになる未架橋のシラン架橋高密度ポリエチレン樹脂の層と、中間層のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂の層とを一体に成形したのち水によって架橋させることで一体に形成されているのが好ましい。
これにより、前記両層の界面において、両層を形成するシラン架橋高密度ポリエチレン樹脂とシラン架橋低密度ポリエチレン樹脂とを両樹脂の良好な相溶性に基づいて混合状態としながら共架橋させることができるため、前記最内層と中間層とをより一層強固に一体化して剥離を防止することができる。
これにより、前記両層の界面において、両層を形成するシラン架橋高密度ポリエチレン樹脂とシラン架橋低密度ポリエチレン樹脂とを両樹脂の良好な相溶性に基づいて混合状態としながら共架橋させることができるため、前記最内層と中間層とをより一層強固に一体化して剥離を防止することができる。
また厚みが0.5mm以下という薄い最内層を中間層で保護した状態で両層を同時に一体形成できるため、前記最内層を中間層と個別に形成して給水給湯ホースを組み立てる場合に比べて最内層の取扱性や生産の歩留まり等を向上することもできる。そのため、両層を一度に成形し、架橋することで製造工数を少なくできることと相まって、給水給湯ホースの生産性を向上することもできる。
前記中間層と最外層との間には網状の補強層を介在させてもよい。これにより給水給湯ホースの良好な柔軟性を維持しながら強度を高めることもできる。
なお本発明では、最内層を形成するシラン架橋高密度ポリエチレン樹脂等の密度を、日本工業規格JIS K7112:1999「プラスチック−非発泡プラスチックの密度及び比重の測定方法」所載の水中置換法に則って、温度23±1℃の環境下で測定した値でもって表すこととする。
なお本発明では、最内層を形成するシラン架橋高密度ポリエチレン樹脂等の密度を、日本工業規格JIS K7112:1999「プラスチック−非発泡プラスチックの密度及び比重の測定方法」所載の水中置換法に則って、温度23±1℃の環境下で測定した値でもって表すこととする。
また架橋後の中間層や、最外層を形成するオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さを、日本工業規格JIS K6253:2006「加硫ゴム及び熱可塑性ゴム−硬さの求め方」所載の測定方法に則って、温度23±1℃、相対湿度55±1%の環境下で測定した値でもって表すこととする。
さらに前記オレフィン系熱可塑性エラストマのメルトフローレイトを、日本工業規格JIS K7210:1999「プラスチック−熱可塑性プラスチックのメルとフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」所載の測定方法に則って230℃、5kgの条件で測定した値でもって表すこととする。
さらに前記オレフィン系熱可塑性エラストマのメルトフローレイトを、日本工業規格JIS K7210:1999「プラスチック−熱可塑性プラスチックのメルとフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」所載の測定方法に則って230℃、5kgの条件で測定した値でもって表すこととする。
本発明によれば、従来に比べてさらに柔軟性に優れるためより小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生しない給水給湯ホースを提供することができる。
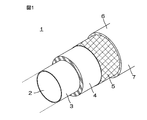
図1は、本発明の給水給湯ホースの、実施の形態の一例を示す部分切欠斜視図である。図1を参照して、この例の給水給湯ホース1は、前記給水給湯ホース1の内周面2を構成する最内層3と、前記最内層3の外周に隣接する中間層4と、前記中間層4の外周に隣接する補強層5と、前記補強層5の外周に隣接して前記給水給湯ホース1の外周面6を構成する最外層7とを備えている。
前記のうち最内層3は、密度0.941g/cm3以上、0.955g/cm3以下のシラン架橋高密度ポリエチレン樹脂によって形成され、厚み(径方向の厚み)が0.5mm以下に限定される。これらの理由は下記のとおりである。
すなわち密度が0.941g/cm3未満では、最内層3中に含まれる、臭気の原因となる低分子量成分の量が多くなるとともに、前記最内層3を、中間層4や最外層7からの臭気の通過を防ぐバリア層として十分に機能させることができないため、特に95℃を超える高温の温水を通した際に臭気が発生する。
すなわち密度が0.941g/cm3未満では、最内層3中に含まれる、臭気の原因となる低分子量成分の量が多くなるとともに、前記最内層3を、中間層4や最外層7からの臭気の通過を防ぐバリア層として十分に機能させることができないため、特に95℃を超える高温の温水を通した際に臭気が発生する。
またシラン架橋高密度ポリエチレン樹脂の密度が0.955g/cm3以下に限定されるのは、前記範囲を超える高密度のシラン架橋ポリエチレン樹脂は、もとになるポリエチレン樹脂の密度等を考慮すると製造および入手が困難であるためである。
前記密度範囲を満足するシラン架橋高密度ポリエチレン樹脂としては、先に説明したように、ポリエチレン樹脂を変性してシラン架橋性を付与したシラン架橋ポリエチレン樹脂のうち、密度が前記範囲を満足するものを選択して使用することができる。また、密度の異なる2種以上のシラン架橋ポリエチレン樹脂を配合して全体での密度が前記範囲内となるように調整することもできる。
前記密度範囲を満足するシラン架橋高密度ポリエチレン樹脂としては、先に説明したように、ポリエチレン樹脂を変性してシラン架橋性を付与したシラン架橋ポリエチレン樹脂のうち、密度が前記範囲を満足するものを選択して使用することができる。また、密度の異なる2種以上のシラン架橋ポリエチレン樹脂を配合して全体での密度が前記範囲内となるように調整することもできる。
さらにシラン架橋高密度ポリエチレン樹脂としては、シラノール縮合触媒を別に用意し、使用に際して所定の比率で配合する触媒外添タイプのものと、前記シラノール縮合触媒をあらかじめ内添した状態で供給される触媒内添タイプのものとがあるが、本発明ではこのいずれの樹脂を使用してもよい。
このうち触媒外添タイプのシラン架橋高密度ポリエチレン樹脂としては、触媒を添加する前の密度が前記範囲内であるもの選択して使用し、触媒内添タイプのシラン架橋高密度ポリエチレン樹脂としては、触媒を含んだ状態での密度が前記範囲内であるものを選択して使用することとする。
このうち触媒外添タイプのシラン架橋高密度ポリエチレン樹脂としては、触媒を添加する前の密度が前記範囲内であるもの選択して使用し、触媒内添タイプのシラン架橋高密度ポリエチレン樹脂としては、触媒を含んだ状態での密度が前記範囲内であるものを選択して使用することとする。
前記シラン架橋高密度ポリエチレン樹脂の具体例としては、三菱化学(株)製のリンクロン(登録商標)QS241HZ〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.944g/cm3〕、XHE740N〔触媒外添タイプ、密度0.947g/cm3〕、XHE650N〔触媒外添タイプ、密度0.95g/cm3〕、HM600A〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.955g/cm3〕等の1種または2種以上が挙げられる。
前記シラン架橋高密度ポリエチレン樹脂からなる最内層3の厚みが0.5mm以下に限定されるのは、厚みが前記範囲を超える場合には、給水給湯ホース1の全体での柔軟性が低下するため、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離が発生するのを防止できないためである。
なお最内層3の厚みは、前記範囲内でも0.2mm以上であるのが好ましい。厚みが前記範囲未満では、前記最内層3を設けることによる、前記最内層3をバリア層として機能させて、特に95℃を超える高温の温水を通した際に臭気が発生するのを防止したり、これまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離の原因となる座屈を生じにくくしたりする効果が十分に得られないおそれがある。また、例えば後述する共押出法等によって厚みが均一で連続した最内層3を形成するのが難しくなるおそれもある。
なお最内層3の厚みは、前記範囲内でも0.2mm以上であるのが好ましい。厚みが前記範囲未満では、前記最内層3を設けることによる、前記最内層3をバリア層として機能させて、特に95℃を超える高温の温水を通した際に臭気が発生するのを防止したり、これまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離の原因となる座屈を生じにくくしたりする効果が十分に得られないおそれがある。また、例えば後述する共押出法等によって厚みが均一で連続した最内層3を形成するのが難しくなるおそれもある。
中間層4は、シラン架橋低密度ポリエチレン樹脂によって形成され、架橋後のデュロメータ タイプA硬さがA75/S以上、A90/S以下に限定される。その理由は下記のとおりである。
すなわち、架橋後のデュロメータ タイプA硬さがA75/S未満であるシラン架橋低密度ポリエチレン樹脂からなる中間層4は、硬さが前記範囲以上であるものに比べて臭気の原因となる低分子量成分をより多く含んでいるため、前記中間層4の内側にバリア層として機能する前記最内層3を形成しているにも拘らず、特に95℃を超える高温の温水を通した際に臭気が発生する。
すなわち、架橋後のデュロメータ タイプA硬さがA75/S未満であるシラン架橋低密度ポリエチレン樹脂からなる中間層4は、硬さが前記範囲以上であるものに比べて臭気の原因となる低分子量成分をより多く含んでいるため、前記中間層4の内側にバリア層として機能する前記最内層3を形成しているにも拘らず、特に95℃を超える高温の温水を通した際に臭気が発生する。
一方、架橋後のデュロメータ タイプA硬さがA90/Sを超える中間層4は、柔軟性やそれに伴う最内層3、最外層7への追従性が低い上、前記最外層7との接着性も弱いため、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離が発生するのを防止できないという問題がある。
前記中間層4を形成するシラン架橋低密度ポリエチレン樹脂としては、先に説明したシラン架橋ポリエチレン樹脂のうち比較的低密度のものを選択して用いることができる。特に密度が0.86g/cm3以上、0.94g/cm3以下であるシラン架橋低密度ポリエチレン樹脂が好ましい。
前記中間層4を形成するシラン架橋低密度ポリエチレン樹脂としては、先に説明したシラン架橋ポリエチレン樹脂のうち比較的低密度のものを選択して用いることができる。特に密度が0.86g/cm3以上、0.94g/cm3以下であるシラン架橋低密度ポリエチレン樹脂が好ましい。
密度が前記範囲未満であるシラン架橋低密度ポリエチレン樹脂は、密度が前記範囲以上であるものに比べて臭気の原因となる低分子量成分をより多く含んでいるため、前記シラン架橋低密度ポリエチレン樹脂からなる中間層4の内側にバリア層として機能する前記最内層3を形成しているにも拘らず、特に95℃を超える高温の温水を通した際に臭気が発生するおそれがある。
また密度が前記範囲を超えるシラン架橋低密度ポリエチレン樹脂からなる中間層4は、オレフィン系熱可塑性エラストマからなる最外層7との接着性が弱くなって、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離が発生するのを防止できないおそれがある。
前記密度範囲を満足するシラン架橋低密度ポリエチレン樹脂としては、先に説明したように、ポリエチレン樹脂を変性してシラン架橋性を付与したシラン架橋ポリエチレン樹脂のうち、密度が前記範囲を満足するものを選択して使用することができる。また、密度の異なる2種以上のシラン架橋ポリエチレン樹脂を配合して全体での密度が前記範囲内となるように調整することもできる。
前記密度範囲を満足するシラン架橋低密度ポリエチレン樹脂としては、先に説明したように、ポリエチレン樹脂を変性してシラン架橋性を付与したシラン架橋ポリエチレン樹脂のうち、密度が前記範囲を満足するものを選択して使用することができる。また、密度の異なる2種以上のシラン架橋ポリエチレン樹脂を配合して全体での密度が前記範囲内となるように調整することもできる。
架橋後のデュロメータ タイプA硬さ、および密度が、いずれも前記範囲を満足するシラン架橋低密度ポリエチレン樹脂の具体例としては、三菱化学(株)製のリンクロンSF800N〔密度0.876g/cm3、架橋後のデュロメータ タイプA硬さ:A80/S〕、SH710〔密度0.892g/cm3、架橋後のデュロメータ タイプA硬さ:A89/S〕等の少なくとも1種が挙げられる。
前記シラン架橋低密度ポリエチレン樹脂からなる中間層4の厚み(径方向の厚み)は、給水給湯ホース1の内径、外径、最内層3の厚み等に応じて任意に設定できる。
例えば、先に説明したJIS K6769:2004では架橋ポリエチレン管のみ、つまり本発明でいうところの、補強層5や最外層7を除く、最内層3と中間層4とからなる筒状体の内径および外径が規定されているため、前記規格に準拠する場合は、最内層3の厚みを考慮した上で、前記規格において規定された架橋ポリエチレン管の内径と外径を満足するように中間層4の厚みを設定すればよい。
例えば、先に説明したJIS K6769:2004では架橋ポリエチレン管のみ、つまり本発明でいうところの、補強層5や最外層7を除く、最内層3と中間層4とからなる筒状体の内径および外径が規定されているため、前記規格に準拠する場合は、最内層3の厚みを考慮した上で、前記規格において規定された架橋ポリエチレン管の内径と外径を満足するように中間層4の厚みを設定すればよい。
前記最内層3、および中間層4は、それぞれ別個に形成したものを後から積層してもよいが、最内層3のもとになる未架橋のシラン架橋高密度ポリエチレン樹脂の層と、中間層4のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂の層とを、いわゆる共押出法等によって一体に成形したのち水によって架橋させて、前記最内層3と中間層4とを一体に形成するのが好ましい。
前記共押出法では、例えば最内層3のもとになる未架橋のシラン架橋高密度ポリエチレン樹脂を溶融状態で筒状に押出成形するのと同時に、中間層4のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂を溶融状態で、前記最内層3の外側に被せて筒状に押出成形することで前記両層が一体に成形される。
次いで、前記一体に成形した筒状体を水分と接触させると、両層を形成するシラン架橋ポリエチレン樹脂が先に説明したメカニズムによって架橋されて、最内層3と中間層4とが一体に形成される。
次いで、前記一体に成形した筒状体を水分と接触させると、両層を形成するシラン架橋ポリエチレン樹脂が先に説明したメカニズムによって架橋されて、最内層3と中間層4とが一体に形成される。
一体に成形した筒状体を水分と接触させるためには、押出成形した前記筒状体を、例えば連続的に温水に浸漬したり水蒸気雰囲気中を通過させたりすればよい。
これにより最内層3と中間層4との界面において、前記両層を形成するシラン架橋高密度ポリエチレン樹脂とシラン架橋低密度ポリエチレン樹脂とを両樹脂の良好な相溶性に基づいて混合状態としながら共架橋させることができるため、前記最内層3と中間層4とをより一層強固に一体化して剥離を防止することができる。
これにより最内層3と中間層4との界面において、前記両層を形成するシラン架橋高密度ポリエチレン樹脂とシラン架橋低密度ポリエチレン樹脂とを両樹脂の良好な相溶性に基づいて混合状態としながら共架橋させることができるため、前記最内層3と中間層4とをより一層強固に一体化して剥離を防止することができる。
また厚みが0.5mm以下という薄い最内層3を中間層4で保護した状態で両層を同時に一体形成できるため、前記最内層3を中間層4と個別に形成して給水給湯ホース1を組み立てる場合に比べて最内層3の取扱性や生産の歩留まり等を向上することもできる。そのため、両層を一度に成形し、架橋することで製造工数を少なくできることと相まって、給水給湯ホース1の生産性を向上することもできる。
補強層5は、給水給湯ホース1の柔軟性を維持しながら、特に径方向の強度を高めて、湾曲時にキンクが生じるのを防止するためのものであって、従来同様に構成できる。すなわち中間層4の外周に、補強層5のもとになる補強繊維を、例えばブレード状もしくはスパイラル状等となるように編組することにより、前記補強層5を形成できる。
補強層5のもとになる補強繊維としては、例えばナイロン繊維等の有機繊維や、ステンレス繊維等の金属繊維などが挙げられる。
補強層5のもとになる補強繊維としては、例えばナイロン繊維等の有機繊維や、ステンレス繊維等の金属繊維などが挙げられる。
最外層7は、さや管をガイドとして機能させながら給水給湯ホース1を順送りして配設する際等に、前記最内層3、および中間層4を外傷から保護するとともに、設置後の給水給湯配管を保護および保温するためのもので、メルトフローレイト(230℃、5kg)が15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマによって形成される。
前記最外層7は、先に形成した最内層3と中間層4との筒状体を一定の速度で送りながら、その外周に、あるいは前記外周に補強層5を形成した外側に、溶融させたオレフィン系熱可塑性エラストマを、例えばクロスヘッドを用いて筒状に押出成形する等して形成される。
オレフィン系熱可塑性エラストマのメルトフローレイトが15g/10min以下に限定されるのは、前記範囲を超える流動性の高いオレフィン系熱可塑性エラストマは押出成形後に流動を生じやく、例えば前記クロスヘッドを用いた押出成形等によって成形した直後の最外層の形状を良好に保持させることができず、給水給湯ホース1の寸法精度が低下してしまうためである。
オレフィン系熱可塑性エラストマのメルトフローレイトが15g/10min以下に限定されるのは、前記範囲を超える流動性の高いオレフィン系熱可塑性エラストマは押出成形後に流動を生じやく、例えば前記クロスヘッドを用いた押出成形等によって成形した直後の最外層の形状を良好に保持させることができず、給水給湯ホース1の寸法精度が低下してしまうためである。
なおオレフィン系熱可塑瀬エラストマのメルトフローレイトは、前記オレフィン系熱可塑性エラストマをできるだけ低い押出温度でできるだけスムースに押出成形して最外層7を形成し、それによって給水給湯ホース1の生産性を向上すること等を考慮すると、前記範囲内でも2g/10min以上であるのが好ましい。
またオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さがA90/S以下に限定されるのは、下記の理由による。
またオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さがA90/S以下に限定されるのは、下記の理由による。
すなわちデュロメータ タイプA硬さが前記範囲を超えるオレフィン系熱可塑性エラストマからなる最外層7は、柔軟性やそれに伴う最内層3、中間層4への追従性が低い上、前記中間層4との接着性も弱いため、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクや層間剥離が発生するのを防止できないという問題がある。
なおオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さは、前記範囲内でもA50/S以上であるのが好ましい。
なおオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さは、前記範囲内でもA50/S以上であるのが好ましい。
前記オレフィン系熱可塑性エラストマとしては、ハードセグメントとしてポリプロピレンやポリエチレン等のポリオレフィンを用い、ソフトセグメントとしてエチレンプロピレンジエンゴム(EPDM)を用いた種々の熱可塑性エラストマの中から、メルトフローレイトおよびデュロメータ タイプA硬さが前記範囲を満足するものが、いずれも使用可能である。
また前記オレフィン系熱可塑性エラストマとしては、前記ポリオレフィンとEPDMとを混合のみした非架橋タイプのものと、前記混合物にさらにEPDMの架橋剤を加えて混練しながら加熱してEPDMを架橋させる、いわゆる動的架橋をした動的架橋タイプのものとがあるが、本発明ではこのいずれを用いてもよい。
ただし最外層7に、前記デュロメータ タイプA硬さの範囲を満足する柔軟性と良好な弾性とを付与することを考慮すると、オレフィン系熱可塑性エラストマとしては動的架橋タイプのものを用いるのが好ましい。
ただし最外層7に、前記デュロメータ タイプA硬さの範囲を満足する柔軟性と良好な弾性とを付与することを考慮すると、オレフィン系熱可塑性エラストマとしては動的架橋タイプのものを用いるのが好ましい。
前記動的架橋タイプのオレフィン系熱可塑性エラストマの具体例としては、三菱化学(株)製のサーモラン(登録商標)3555B/N〔メルトフローレイト:2g/10min、デュロメータ タイプA硬さ:A55/S、Bはブラック、Nはナチュラル(以下同様)〕、3655B/N〔メルトフローレイト:13g/10min、デュロメータ タイプA硬さ:A65/S〕、3705B/N〔メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A70/S〕、3755B/N〔メルトフローレイト:4g/10min、デュロメータ タイプA硬さ:A75/S〕、3855B/N〔メルトフローレイト:12g/10min、デュロメータ タイプA硬さ:A83/S〕、3707N〔メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A68/S〕、住友化学(株)製のエスポレックス(登録商標)822〔メルトフローレイト:14g/10min、デュロメータ タイプA硬さ:A90/S〕等の1種または2種以上が挙げられる。
最外層7の厚みは、0.5mm以上、3.0mm以下であるのが好ましい。
厚みが前記範囲未満では、最外層7を設けることによる、最内層3や中間層4を保護したり、給水給湯配管を保護および保温したりする効果が十分に得られないおそれがある。また前記範囲を超える場合には給水給湯ホース1の柔軟性が低下して、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクが発生するおそれがある。
厚みが前記範囲未満では、最外層7を設けることによる、最内層3や中間層4を保護したり、給水給湯配管を保護および保温したりする効果が十分に得られないおそれがある。また前記範囲を超える場合には給水給湯ホース1の柔軟性が低下して、特にこれまでより小さい曲率半径で給水給湯ホース1を湾曲させた際にキンクが発生するおそれがある。
前記各層を備えた本発明の給水給湯ホースは、前記各層の相互作用により、従来に比べてさらに柔軟性に優れるためより小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生しない。
したがって本発明の給水給湯ホースによれば、できるだけ継手の数を少なくして手間やコスト、水漏れのリスク、あるいは臭気の発生等の問題が生じるのを極力排除しながら、現状よりも配管設計の自由度を向上して、例えば新築だけでなく既存の住宅等においても、先に説明した順送り法によって給水給湯配管を設置することが可能となる。
したがって本発明の給水給湯ホースによれば、できるだけ継手の数を少なくして手間やコスト、水漏れのリスク、あるいは臭気の発生等の問題が生じるのを極力排除しながら、現状よりも配管設計の自由度を向上して、例えば新築だけでなく既存の住宅等においても、先に説明した順送り法によって給水給湯配管を設置することが可能となる。
〈実施例1〉
(最内層3および中間層4の形成)
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂としては三菱化学(株)製のリンクロンXHE740N〔触媒外添タイプ、密度0.947g/cm3〕を用い、前記シラン架橋高密度ポリエチレン樹脂と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のHZ082〕とを樹脂/触媒=20/1(質量比)で配合して共押出用の押出成形機に供給した。
(最内層3および中間層4の形成)
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂としては三菱化学(株)製のリンクロンXHE740N〔触媒外添タイプ、密度0.947g/cm3〕を用い、前記シラン架橋高密度ポリエチレン樹脂と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のHZ082〕とを樹脂/触媒=20/1(質量比)で配合して共押出用の押出成形機に供給した。
また、中間層4のもとになるシラン架橋低密度ポリエチレン樹脂としては三菱化学(株)製のリンクロンSF800N〔密度0.876g/cm3、架橋後のデュロメータ タイプA硬さ:A80/S〕を用い、前記シラン架橋低密度ポリエチレン樹脂を共押出用の押出成形機に供給した。
そして最内層3のもとになる混合物を溶融状態で筒状に押出成形するのと同時に、中間層4のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂を溶融状態で、前記最内層3の外側に被せて筒状に押出成形することで前記両層を一体に成形し、次いで80℃の温水に通すことで両層を形成するシラン架橋ポリエチレン樹脂を架橋させて、最内層3と中間層4とを一体に形成した。
そして最内層3のもとになる混合物を溶融状態で筒状に押出成形するのと同時に、中間層4のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂を溶融状態で、前記最内層3の外側に被せて筒状に押出成形することで前記両層を一体に成形し、次いで80℃の温水に通すことで両層を形成するシラン架橋ポリエチレン樹脂を架橋させて、最内層3と中間層4とを一体に形成した。
前記両層の筒状体の内径は13mm、外径は17mm、最内層3の厚みは0.3mm、中間層4の厚みは1.7mmとした。
(補強層5、最外層7の形成)
前記筒状体の外周に、ナイロン繊維を網組して補強層5を形成した。次いで前記筒状体を一定の速度で送りながら、前記補強層5の外側に、溶融させたオレフィン系熱可塑性エラストマ〔三菱化学(株)製のサーモラン3705N、メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A70/S〕を、クロスヘッドを用いて筒状に押出成形することで最外層7を形成して、給水給湯ホース1を製造した。
(補強層5、最外層7の形成)
前記筒状体の外周に、ナイロン繊維を網組して補強層5を形成した。次いで前記筒状体を一定の速度で送りながら、前記補強層5の外側に、溶融させたオレフィン系熱可塑性エラストマ〔三菱化学(株)製のサーモラン3705N、メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A70/S〕を、クロスヘッドを用いて筒状に押出成形することで最外層7を形成して、給水給湯ホース1を製造した。
(特性値の測定)
最内層3、中間層4を形成するシラン架橋ポリエチレン樹脂の密度は、それぞれのシラン架橋ポリエチレン樹脂をシート状に射出成形した測定用のサンプルを用いて、先に説明したようにJIS K7112:1999「プラスチック−非発泡プラスチックの密度及び比重の測定方法」所載の水中置換法に則って、温度23±1℃の環境下で測定した。
最内層3、中間層4を形成するシラン架橋ポリエチレン樹脂の密度は、それぞれのシラン架橋ポリエチレン樹脂をシート状に射出成形した測定用のサンプルを用いて、先に説明したようにJIS K7112:1999「プラスチック−非発泡プラスチックの密度及び比重の測定方法」所載の水中置換法に則って、温度23±1℃の環境下で測定した。
また架橋後の中間層4のデュロメータ タイプA硬さは、そのもとになるシラン架橋低密度ポリエチレン樹脂をシート状に射出成形し、次いで80℃の温水に浸漬して架橋反応させて形成した測定用のサンプルを用いて、日本工業規格JIS K6253:2006「加硫ゴム及び熱可塑性ゴム−硬さの求め方」所載の測定方法に則って、温度23±1℃、相対湿度55±1%の環境下で測定した。
また最外層7を形成するオレフィン系熱可塑性エラストマのデュロメータ タイプA硬さは、前記オレフィン系熱可塑性エラストマをシート状に射出成形した測定用のサンプルを用いて、前記と同様にして測定した。
さらにオレフィン系熱可塑性エラストマのメルトフローレイトは、JIS K7210:1999「プラスチック−熱可塑性プラスチックのメルとフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」所載の測定方法に則って230℃、5kgの条件で測定した。
さらにオレフィン系熱可塑性エラストマのメルトフローレイトは、JIS K7210:1999「プラスチック−熱可塑性プラスチックのメルとフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」所載の測定方法に則って230℃、5kgの条件で測定した。
以上の測定は、下記の実施例、比較例でも同様に実施した。
〈実施例2〉
中間層4のもとになるシラン架橋低密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンSH710〔密度0.892g/cm3、架橋後のデュロメータ タイプA硬さ:A89/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈実施例2〉
中間層4のもとになるシラン架橋低密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンSH710〔密度0.892g/cm3、架橋後のデュロメータ タイプA硬さ:A89/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈実施例3〉
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンQS241HZ〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.944g/cm3〕を用いるとともに、最外層7のもとになるオレフィン系熱可塑性エラストマとして、三菱化学(株)製のサーモラン3707N〔メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A68/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンQS241HZ〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.944g/cm3〕を用いるとともに、最外層7のもとになるオレフィン系熱可塑性エラストマとして、三菱化学(株)製のサーモラン3707N〔メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A68/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈実施例4〉
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンHM600A〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.955g/cm3〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最内層3のもとになるシラン架橋高密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンHM600A〔触媒内添タイプ、樹脂/触媒=19/1(質量比)、密度0.955g/cm3〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈実施例5〉
最外層7のもとになるオレフィン系熱可塑性エラストマとして、住友化学(株)製のエスポレックス822〔メルトフローレイト:14g/10min、デュロメータ タイプA硬さ:A90/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最外層7のもとになるオレフィン系熱可塑性エラストマとして、住友化学(株)製のエスポレックス822〔メルトフローレイト:14g/10min、デュロメータ タイプA硬さ:A90/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例1〉
最内層3のもとになるシラン架橋ポリエチレン樹脂として、三菱化学(株)製のリンクロンXCF730N〔触媒外添タイプ、密度0.924g/cm3〕を用い、前記シラン架橋ポリエチレン樹脂と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のLZ015H〕とを樹脂/触媒=20/1(質量比)で配合して押出成形機に供給したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最内層3のもとになるシラン架橋ポリエチレン樹脂として、三菱化学(株)製のリンクロンXCF730N〔触媒外添タイプ、密度0.924g/cm3〕を用い、前記シラン架橋ポリエチレン樹脂と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のLZ015H〕とを樹脂/触媒=20/1(質量比)で配合して押出成形機に供給したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例2〉
最内層3の厚みを0.6mmに変更したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例3〉
中間層4のもとになるシラン架橋低密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンSL800N〔密度0.876g/cm3、架橋後のデュロメータ タイプA硬さ:A71/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最内層3の厚みを0.6mmに変更したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例3〉
中間層4のもとになるシラン架橋低密度ポリエチレン樹脂として、三菱化学(株)製のリンクロンSL800N〔密度0.876g/cm3、架橋後のデュロメータ タイプA硬さ:A71/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例4〉
最外層7のもとになるオレフィン系熱可塑性エラストマとして、三菱化学(株)製のサーモラン3981N〔メルトフローレイト:18g/10min、デュロメータ タイプA硬さ:A90/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
最外層7のもとになるオレフィン系熱可塑性エラストマとして、三菱化学(株)製のサーモラン3981N〔メルトフローレイト:18g/10min、デュロメータ タイプA硬さ:A90/S〕を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例5〉
最内層3のもとになるシラン架橋ポリエチレン樹脂として、下記(1)(2)の2種の混合物を質量比9:3で配合したもの(密度0.940g/cm3)を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
(1) 三菱化学(株)製のリンクロンXHE740N〔触媒外添タイプ、密度0.947g/cm3〕と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のHZ082〕とを樹脂/触媒=20/1(質量比)で配合した混合物。
最内層3のもとになるシラン架橋ポリエチレン樹脂として、下記(1)(2)の2種の混合物を質量比9:3で配合したもの(密度0.940g/cm3)を用いたこと以外は実施例1と同様にして給水給湯ホース1を製造した。
(1) 三菱化学(株)製のリンクロンXHE740N〔触媒外添タイプ、密度0.947g/cm3〕と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のHZ082〕とを樹脂/触媒=20/1(質量比)で配合した混合物。
(2) 三菱化学(株)製のリンクロンXCF730N〔触媒外添タイプ、密度0.924g/cm3〕と、シラノール縮合触媒のマスターバッチ〔三菱化学(株)製のLZ015H〕とを樹脂/触媒=20/1(質量比)で配合した混合物。
〈比較例6〉
最外層7を、ポリエステル熱可塑性エラストマ〔東レ・デュポン(株)製のハイトレル(登録商標)4767、メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A92/S〕を用いて形成したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈比較例6〉
最外層7を、ポリエステル熱可塑性エラストマ〔東レ・デュポン(株)製のハイトレル(登録商標)4767、メルトフローレイト:3g/10min、デュロメータ タイプA硬さ:A92/S〕を用いて形成したこと以外は実施例1と同様にして給水給湯ホース1を製造した。
〈柔軟性評価〉
実施例、比較例で製造した給水給湯ホース1を、直径φ50の鉄芯の外周面に沿わせて90°湾曲させて状態を観察した。そしてキンクや層間剥離が発生しなかったものを柔軟性良好(○)、発生したものを柔軟性不良(×)として評価した。
〈臭気評価〉
実施例、比較例で製造した給水給湯ホース1を長さ1mに切断してサンプルを作製し、前記サンプルを、両端を上にしてU字状に湾曲させた状態で保持して100℃のオーブン中で1時間予熱した。
実施例、比較例で製造した給水給湯ホース1を、直径φ50の鉄芯の外周面に沿わせて90°湾曲させて状態を観察した。そしてキンクや層間剥離が発生しなかったものを柔軟性良好(○)、発生したものを柔軟性不良(×)として評価した。
〈臭気評価〉
実施例、比較例で製造した給水給湯ホース1を長さ1mに切断してサンプルを作製し、前記サンプルを、両端を上にしてU字状に湾曲させた状態で保持して100℃のオーブン中で1時間予熱した。
次いで前記サンプルの孔内に100℃に沸騰した温水を注ぎ入れて再度100℃のオーブン中で30分間静置した後、温水をサンプル瓶に移して臭気の有無を確認し、臭気がなかったものを○、あったものを×として評価した。
〈外観評価〉
実施例、比較例で製造した給水給湯ホース1の最外層7を観察して、前記最外層7の外観が良好であったものを○、外観に乱れが生じていたものを×として評価した。
〈外観評価〉
実施例、比較例で製造した給水給湯ホース1の最外層7を観察して、前記最外層7の外観が良好であったものを○、外観に乱れが生じていたものを×として評価した。
以上の結果を表1に示す。
表1の比較例1、5の結果より、最内層3を形成するシラン架橋ポリエチレン樹脂の密度が0.941g/cm3未満では、95℃を超える高温の温水を通した際に臭気が発生し、その臭気が温水に移ることが判った。
また比較例2の結果より、前記最内層3の厚みが0.5mmを超える場合には給水給湯ホース1の柔軟性が低下して、この場合はキンクが発生することが判った。
また比較例2の結果より、前記最内層3の厚みが0.5mmを超える場合には給水給湯ホース1の柔軟性が低下して、この場合はキンクが発生することが判った。
比較例3の結果より、中間層4を形成するシラン架橋低密度ポリエチレン樹脂の架橋後のデュロメータ タイプA硬さがA75/S未満では、95℃を超える高温の温水を通した際に臭気が発生し、その臭気が温水に移ることが判った。
比較例4の結果より、最外層7を形成するオレフィン系熱可塑性エラストマのメルトフローレイトが15g/10minを超える場合には、給水給湯ホース1の外観に乱れを生じることが判った。
比較例4の結果より、最外層7を形成するオレフィン系熱可塑性エラストマのメルトフローレイトが15g/10minを超える場合には、給水給湯ホース1の外観に乱れを生じることが判った。
さらに比較例6の結果より、エラストマの種類が異なるものの、最外層7を形成するエラストマのデュロメータ タイプA硬さがA90/Sを超える場合には給水給湯ホース1の柔軟性が低下して、この場合は層間剥離が発生することが判った。
これに対し実施例1〜5の結果より、本発明の構成によれば、より小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生せず、しかも外観が良好で寸法精度に優れた給水給湯ホースが得られることが判った。
これに対し実施例1〜5の結果より、本発明の構成によれば、より小さい曲率半径で湾曲させてもキンクや層間剥離等を生じない上、95℃を超える高温の温水を通しても臭気が発生せず、しかも外観が良好で寸法精度に優れた給水給湯ホースが得られることが判った。
1 給水給湯ホース
2 内周面
3 最内層
4 中間層
5 補強層
6 外周面
7 最外層
2 内周面
3 最内層
4 中間層
5 補強層
6 外周面
7 最外層
Claims (3)
- 給水給湯配管に用いる給水給湯ホースであって、前記給水給湯ホースの内周面を構成する最内層と、前記最内層の外周に隣接する中間層と、前記中間層の外方に配設されて前記給水給湯ホースの外周面を構成する最外層とを備え、
前記最内層は、密度0.941g/cm3以上、0.955g/cm3以下のシラン架橋高密度ポリエチレン樹脂からなる厚み0.5mm以下の層であり、
前記中間層は、シラン架橋低密度ポリエチレン樹脂からなるデュロメータ タイプA硬さがA75/S以上、A90/S以下の層であり、
前記最外層は、メルトフローレイト(230℃、5kg)が15g/10min以下、デュロメータ タイプA硬さがA90/S以下のオレフィン系熱可塑性エラストマからなる層である
ことを特徴とする給水給湯ホース。 - 前記最内層のもとになる未架橋のシラン架橋高密度ポリエチレン樹脂の層と、中間層のもとになる未架橋のシラン架橋低密度ポリエチレン樹脂の層とを一体に成形したのち水によって架橋させることで、前記最内層と中間層とが一体に形成されている請求項1に記載の給水給湯ホース。
- 中間層と最外層との間に網状の補強層が介在されている請求項1または2に記載の給水給湯ホース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010057970A JP2011190877A (ja) | 2010-03-15 | 2010-03-15 | 給水給湯ホース |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010057970A JP2011190877A (ja) | 2010-03-15 | 2010-03-15 | 給水給湯ホース |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011190877A true JP2011190877A (ja) | 2011-09-29 |
Family
ID=44796013
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010057970A Pending JP2011190877A (ja) | 2010-03-15 | 2010-03-15 | 給水給湯ホース |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011190877A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012215300A (ja) * | 2011-03-31 | 2012-11-08 | Sekisui Chem Co Ltd | 多層樹脂管 |
| JP2013076437A (ja) * | 2011-09-30 | 2013-04-25 | Mirai Ind Co Ltd | 被覆流体管 |
| JP2017101688A (ja) * | 2015-11-30 | 2017-06-08 | 日立Geニュークリア・エナジー株式会社 | 原子力設備用配管、原子力設備用配管継手構造および原子力設備用流体輸送装置 |
| WO2026009616A1 (ja) * | 2024-07-03 | 2026-01-08 | ニッタ株式会社 | 液体冷媒配管用チューブ |
-
2010
- 2010-03-15 JP JP2010057970A patent/JP2011190877A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012215300A (ja) * | 2011-03-31 | 2012-11-08 | Sekisui Chem Co Ltd | 多層樹脂管 |
| JP2013076437A (ja) * | 2011-09-30 | 2013-04-25 | Mirai Ind Co Ltd | 被覆流体管 |
| JP2017101688A (ja) * | 2015-11-30 | 2017-06-08 | 日立Geニュークリア・エナジー株式会社 | 原子力設備用配管、原子力設備用配管継手構造および原子力設備用流体輸送装置 |
| WO2026009616A1 (ja) * | 2024-07-03 | 2026-01-08 | ニッタ株式会社 | 液体冷媒配管用チューブ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101089447B (zh) | 绝热导管 | |
| JPH10506455A (ja) | 燃料輸送用パイプ | |
| JP2008256015A (ja) | 複合管 | |
| JP2011190877A (ja) | 給水給湯ホース | |
| JP2009180311A (ja) | ホース口金具用樹脂製ニップルおよびホース口金具接続構造 | |
| JP5671782B2 (ja) | 燃料輸送用ゴムホース | |
| JP2006207648A (ja) | 液体用ホース | |
| JP5611521B2 (ja) | ホース及びホースの製造方法 | |
| JP4280281B2 (ja) | 給水給湯ホース | |
| JP2014231159A (ja) | 積層ゴムホース | |
| JP6857445B2 (ja) | ホース及びその製造方法 | |
| JP6790329B2 (ja) | ガス用可撓性ホース | |
| JP5255269B2 (ja) | ホース | |
| JP2004293206A (ja) | 通水部材およびその通水部材を用いた水栓ならびにその通水部材の製造方法 | |
| JP2007190769A (ja) | 給水給湯用ホース | |
| JP2009047268A (ja) | 給水・給湯用ホ−ス | |
| JP2011021704A (ja) | 継手付チューブ | |
| JP2010071382A (ja) | 給水給湯用ホース | |
| JP2007326248A (ja) | フッ素系樹脂材料とゴム材料との加硫接着方法及び給水給湯ホース | |
| JP2022048101A (ja) | 被覆管及び複合管 | |
| US20250271091A1 (en) | Heater hose with multi-voltage functionality and constant power output | |
| JP4438287B2 (ja) | 耐候性柔軟ホース | |
| JP2015045375A (ja) | コントロールケーブル用アウターケーシング及びコントロールケーブル | |
| JP2019007605A (ja) | ホース及びホースの製造方法 | |
| JP2004082725A (ja) | 給水・給湯ホース |