JP2011117841A - 真円度測定機の測定精度検定方法 - Google Patents
真円度測定機の測定精度検定方法 Download PDFInfo
- Publication number
- JP2011117841A JP2011117841A JP2009275748A JP2009275748A JP2011117841A JP 2011117841 A JP2011117841 A JP 2011117841A JP 2009275748 A JP2009275748 A JP 2009275748A JP 2009275748 A JP2009275748 A JP 2009275748A JP 2011117841 A JP2011117841 A JP 2011117841A
- Authority
- JP
- Japan
- Prior art keywords
- arm
- axis
- master
- detector
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005259 measurement Methods 0.000 title claims description 44
- 238000000034 method Methods 0.000 title claims description 39
- 238000012795 verification Methods 0.000 claims description 29
- 238000007689 inspection Methods 0.000 description 15
- 238000012986 modification Methods 0.000 description 9
- 230000004048 modification Effects 0.000 description 9
- 230000003287 optical effect Effects 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 238000012937 correction Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
Images



Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
【解決手段】コラム31の傾斜量a0、真直マスタの第1の傾斜量a1及び真直マスタ61の第2の傾斜量a2を測定した後、検査者は、コラムの真直度軸心の平行度誤差a3により算出する。
【選択図】図2
Description
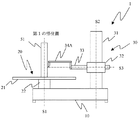
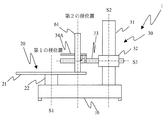
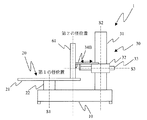
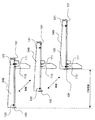
図2に示すように、コラム31の平行度を検定する測定精度検定方法では、ステップS1において、検査者は、検査治具としての円筒マスタ51を載物台の第1の径位置(中心)に載置し、円筒マスタ51の傾きを調整する(円筒マスタ傾き調整ステップ;図3参照)。そして、ステップS2において、検査者は、円筒マスタ51に対するコラム31の傾斜量a0を測定する(コラム傾斜量測定ステップ)。
a3=(a2−a1)−a0 …(1)
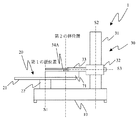
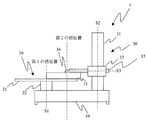
図6は図1の真円度測定機によるアームの直角度を検定する測定精度検定方法の流れを示すフローチャートであり、図7〜図9は図6の処理における検査治具と、コラム、アーム及び検出器の第1〜第3の配置状態を示す図である。
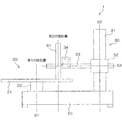
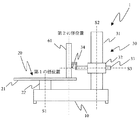
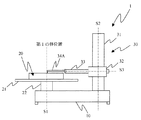
図6に示すように、アーム33の直角度を検定する測定精度検定方法では、ステップS11において、検査者は、検査治具としての水平マスタ71を載物台の第1の径位置(中心)に載置し、水平マスタ71の傾きを調整する(水平マスタ傾き調整ステップ;図7参照)。そして、ステップS12において、検査者は、水平マスタ71に対するアーム33の傾斜量b0を測定する(アーム傾斜量測定ステップ)。
b3=(b2−b1)−b0 …(2)
以上説明したように、従来構成を同様な構成の真円度測定機1を用い、装置を大型化することなく、かつ回転台の回転軸心を基準とした任意の径位置で、コラム31の平行度、アーム33の直角度を実測結果(平行度誤差、直角度誤差)により真円度測定機1の補正量を検定することができる。
Claims (4)
- ワークを載置する回転台の回転軸心の回転軸心方向に移動するコラムと、前記回転軸心の径方向に移動するアームと、前記アームに着脱自在に設けられた前記ワークの各断面の真円度を測定する検出器と、を備えた真円度測定機の測定精度検定方法において、
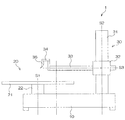
前記回転台の径方向の第1の径位置に載置された円筒マスタの軸心と、前記回転軸心と、が平行になるように前記円筒マスタの傾きを調整する円筒マスタ傾き調整ステップと、 前記検出器を先端部に配置した前記アームの先端位置を前記第1の径位置に対応した第1の測定位置に延出し、前記円筒マスタの表面の少なくとも前記回転軸心方向の2点間にて前記検出器により前記円筒マスタの表面をトレースすることにより前記第1の測定位置での前記コラムの真直度軸心のコラム傾斜量を測定するコラム傾斜量測定ステップと、
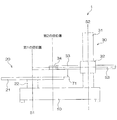
前記第1の径位置とは異なる前記回転台の外径側の第2の径位置に載置された真直マスタの軸心と、コラムの移動軸心と、が平行になるように前記真直マスタの傾きを調整する真直マスタ傾き調整ステップと、
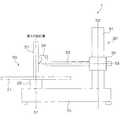
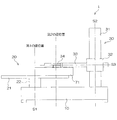
前記アームを固定した状態で前記検出器を前記アーム上の前記第2の径位置に対応した第2の測定位置に配置し、前記真直マスタの表面の少なくとも前記回転軸心方向の2点間にて前記検出器により前記真直マスタの表面をトレースすることにより、前記真直マスタの真直度軸心の第1の傾斜量を測定する第1真直マスタ傾斜量測定ステップと、
前記検出器を前記アームの先端に再度配置すると共に前記アームの先端位置を前記第2の測定位置に延出移動し、前記真直マスタの表面の少なくとも前記回転軸心方向の2点間にて前記検出器により前記真直マスタの表面をトレースすることにより、前記真直マスタの真直度軸心の第2の傾斜量を測定する第2真直マスタ傾斜量測定ステップと、
前記コラム傾斜量、前記第1の傾斜量及び前記第2の傾斜量に基づき、前記回転軸心に対する前記第2の測定位置での前記コラムの真直度軸心の平行度誤差を算出する平行度誤差算出ステップと、
を備えたことを特徴とする真円度測定機の測定精度検定方法。 - 前記平行度誤差算出ステップは、
(平行度誤差)=(第2の傾斜量)−(第1の傾斜量)−(コラム傾斜量)
により前記平行度誤差を算出することを特徴とする請求項1に記載の真円度測定機の測定精度検定方法。 - ワークを載置する回転台の回転軸心の回転軸心方向に移動するコラムと、前記回転軸心の径方向に移動するアームと、前記アームに着脱自在に設けられた前記ワークの各断面の真円度を測定する検出器と、を備えた真円度測定機の測定精度検定方法において、
前記回転台の径方向の第1の径位置に載置された平面マスタの軸心と、前記回転軸心と、が直交するように前記平面マスタの傾きを調整する平面マスタ傾き調整ステップと、
前記検出器を先端部に配置した前記アームの先端位置を前記第1の径位置に対応した第1の測定位置に延出し、前記平面マスタの表面の少なくとも前記回転軸心に直交する方向の2点間にて前記検出器により前記平面マスタの表面をトレースすることにより前記アームの真直度軸心のアーム傾斜量を測定するアーム傾斜量測定ステップと、
前記第1の径位置とは異なる前記回転台の外径側の第2の径位置に載置された真直マスタの軸心と、アームの移動軸心と、が平行になるように前記真直マスタの傾きを調整する真直マスタ傾き調整ステップと、
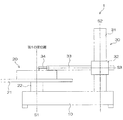
前記アームを固定した状態で前記検出器を前記アーム上の前記第2の径位置に対応した第2の測定位置に配置し、前記真直マスタの表面の少なくとも前記回転軸心方向に直交する2点間にて前記検出器により前記真直マスタの表面をトレースすることにより、前記真直マスタの真直度軸心の第1の傾斜量を測定する第1傾斜量測定ステップと、
前記検出器を前記アームの先端に再度配置すると共に前記アームの先端位置を前記第2の測定位置に延出移動し、前記真直マスタの表面の少なくとも前記回転軸心方向に直交する2点間にて前記検出器により前記真直マスタの表面をトレースすることにより、前記真直マスタの真直度軸心の第2の傾斜量を測定する第2傾斜量測定ステップと、
前記アーム傾斜量、前記第1の傾斜量及び前記第2の傾斜量に基づき、前記回転軸心に対する前記第2の測定位置での前記アームの真直度軸心の直角度誤差を算出する直角度誤差算出ステップと、
を備えたことを特徴とする真円度測定機の測定精度検定方法。 - 前記直角度誤差算出ステップは、
(直角度誤差)=(第2の傾斜量)−(第1の傾斜量)−(アーム傾斜量)
により前記直角度誤差を算出することを特徴とする請求項3に記載の真円度測定機の測定精度検定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009275748A JP5565610B2 (ja) | 2009-12-03 | 2009-12-03 | 真円度測定機の測定精度検定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009275748A JP5565610B2 (ja) | 2009-12-03 | 2009-12-03 | 真円度測定機の測定精度検定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011117841A true JP2011117841A (ja) | 2011-06-16 |
| JP5565610B2 JP5565610B2 (ja) | 2014-08-06 |
Family
ID=44283347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009275748A Expired - Fee Related JP5565610B2 (ja) | 2009-12-03 | 2009-12-03 | 真円度測定機の測定精度検定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5565610B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109164726A (zh) * | 2018-07-19 | 2019-01-08 | 中国科学院长春光学精密机械与物理研究所 | 力矩电机驱动转台参数测试装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05196411A (ja) * | 1992-01-21 | 1993-08-06 | Tokyo Seimitsu Co Ltd | 真円度測定機の回転軸心と真直度軸心の平行度誤差の測定方法 |
| JP2004163358A (ja) * | 2002-11-15 | 2004-06-10 | Mitsutoyo Corp | 真円度測定機の相対傾斜量測定方法、測定値補正方法、検査治具、および、検査治具の製造方法 |
-
2009
- 2009-12-03 JP JP2009275748A patent/JP5565610B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05196411A (ja) * | 1992-01-21 | 1993-08-06 | Tokyo Seimitsu Co Ltd | 真円度測定機の回転軸心と真直度軸心の平行度誤差の測定方法 |
| JP2004163358A (ja) * | 2002-11-15 | 2004-06-10 | Mitsutoyo Corp | 真円度測定機の相対傾斜量測定方法、測定値補正方法、検査治具、および、検査治具の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5565610B2 (ja) | 2014-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4968600B1 (ja) | 真円度測定装置及びその心ずれ量補正方法 | |
| JP5277033B2 (ja) | 補正ボール径算出方法および形状測定装置 | |
| US7712224B2 (en) | Validating the error map of CMM using calibrated probe | |
| CN107883871A (zh) | 一种蜗杆测量方法 | |
| US8504316B2 (en) | Form measuring instrument, and calibration method and calibration program therefor | |
| JP5337955B2 (ja) | 形状測定装置、形状測定方法、及びプログラム | |
| JP2006231509A (ja) | プログラム制御の工作機械を測定する方法 | |
| JP6671011B2 (ja) | 真円度測定装置 | |
| JP5297906B2 (ja) | 画像プローブの校正方法および形状測定機 | |
| CN102636137A (zh) | 关节臂式坐标测量机中revo测头位置姿态标定方法 | |
| JP6657552B2 (ja) | 平面度測定方法 | |
| TWI405057B (zh) | Dynamic path detection method and device for five - axis machine | |
| JP2015068740A (ja) | 真円度測定装置 | |
| CN204188158U (zh) | 一种可变检测位置的平面度检测装置 | |
| CN104344803A (zh) | 一种可变检测位置的平面度检测装置 | |
| JP6824798B2 (ja) | 内径測定装置およびそれを用いた内径測定方法 | |
| JP2015064235A (ja) | 真円度測定機 | |
| CN108534676B (zh) | 一种坐标测量机测量空间内空间误差的检验方法 | |
| JP5716427B2 (ja) | 真円度測定装置及びその心ずれ量補正方法 | |
| CN105043280B (zh) | 一种回转中心间距测量方法 | |
| JP7201208B2 (ja) | 校正ゲージ及び校正方法 | |
| JP5565610B2 (ja) | 真円度測定機の測定精度検定方法 | |
| CN107063052A (zh) | 一种空间内孔轴线角度检测设备 | |
| JP6893850B2 (ja) | 転がり軸受直角度測定装置および転がり軸受の直角度測定方法 | |
| JP5742078B2 (ja) | 真円度測定装置及びその心ずれ量補正方法、並びに心ずれ量算出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130829 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5565610 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |