JP2010529902A - フイルタ要素及び方法 - Google Patents
フイルタ要素及び方法 Download PDFInfo
- Publication number
- JP2010529902A JP2010529902A JP2009550620A JP2009550620A JP2010529902A JP 2010529902 A JP2010529902 A JP 2010529902A JP 2009550620 A JP2009550620 A JP 2009550620A JP 2009550620 A JP2009550620 A JP 2009550620A JP 2010529902 A JP2010529902 A JP 2010529902A
- Authority
- JP
- Japan
- Prior art keywords
- filter
- filter element
- fibers
- media
- medium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims description 42
- 238000001914 filtration Methods 0.000 claims abstract description 94
- 239000002245 particle Substances 0.000 claims abstract description 87
- 239000011148 porous material Substances 0.000 claims abstract description 57
- 239000007788 liquid Substances 0.000 claims abstract description 51
- 239000012530 fluid Substances 0.000 claims abstract description 32
- 239000007787 solid Substances 0.000 claims abstract description 31
- 239000000835 fiber Substances 0.000 claims description 301
- 239000002131 composite material Substances 0.000 claims description 50
- 230000035699 permeability Effects 0.000 claims description 43
- 230000008569 process Effects 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000007906 compression Methods 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 9
- 238000005516 engineering process Methods 0.000 claims description 8
- 239000011521 glass Substances 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 172
- 239000002609 medium Substances 0.000 description 74
- 239000000463 material Substances 0.000 description 69
- 239000007789 gas Substances 0.000 description 45
- 239000000443 aerosol Substances 0.000 description 35
- 239000011230 binding agent Substances 0.000 description 32
- 239000004071 soot Substances 0.000 description 32
- -1 for example pulp Polymers 0.000 description 31
- 239000003365 glass fiber Substances 0.000 description 31
- 229920005989 resin Polymers 0.000 description 30
- 239000011347 resin Substances 0.000 description 30
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 29
- 239000003921 oil Substances 0.000 description 26
- 229920001169 thermoplastic Polymers 0.000 description 26
- 239000000203 mixture Substances 0.000 description 25
- 239000004416 thermosoftening plastic Substances 0.000 description 25
- 238000002844 melting Methods 0.000 description 24
- 230000008018 melting Effects 0.000 description 24
- 239000006185 dispersion Substances 0.000 description 18
- 238000011144 upstream manufacturing Methods 0.000 description 18
- 229920000642 polymer Polymers 0.000 description 17
- 239000002002 slurry Substances 0.000 description 13
- 239000000126 substance Substances 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 229920000728 polyester Polymers 0.000 description 11
- 125000000129 anionic group Chemical group 0.000 description 9
- 230000006870 function Effects 0.000 description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 8
- 239000003595 mist Substances 0.000 description 8
- 239000011236 particulate material Substances 0.000 description 8
- 239000002356 single layer Substances 0.000 description 8
- 239000004952 Polyamide Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000002485 combustion reaction Methods 0.000 description 7
- 230000009969 flowable effect Effects 0.000 description 7
- 239000000446 fuel Substances 0.000 description 7
- 230000002209 hydrophobic effect Effects 0.000 description 7
- 229920002647 polyamide Polymers 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 229920000098 polyolefin Polymers 0.000 description 7
- 229920002451 polyvinyl alcohol Polymers 0.000 description 7
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 7
- 229920002994 synthetic fiber Polymers 0.000 description 7
- 239000012209 synthetic fiber Substances 0.000 description 7
- 239000004372 Polyvinyl alcohol Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 239000000428 dust Substances 0.000 description 6
- 230000007062 hydrolysis Effects 0.000 description 6
- 238000006460 hydrolysis reaction Methods 0.000 description 6
- 239000012756 surface treatment agent Substances 0.000 description 6
- 239000000080 wetting agent Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 125000002091 cationic group Chemical group 0.000 description 5
- 239000003153 chemical reaction reagent Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 239000010720 hydraulic oil Substances 0.000 description 5
- 239000004816 latex Substances 0.000 description 5
- 229920000126 latex Polymers 0.000 description 5
- 239000008263 liquid aerosol Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 239000011118 polyvinyl acetate Substances 0.000 description 5
- 229920002689 polyvinyl acetate Polymers 0.000 description 5
- 238000009423 ventilation Methods 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 4
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 4
- 229920000106 Liquid crystal polymer Polymers 0.000 description 4
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 4
- 229920001410 Microfiber Polymers 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 4
- 239000004696 Poly ether ether ketone Substances 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 229920000297 Rayon Polymers 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 230000003993 interaction Effects 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000003658 microfiber Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 239000012071 phase Substances 0.000 description 4
- 229920002530 polyetherether ketone Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 239000000779 smoke Substances 0.000 description 4
- 150000001412 amines Chemical class 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000000356 contaminant Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 238000005194 fractionation Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000011068 loading method Methods 0.000 description 3
- 239000010687 lubricating oil Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 125000005395 methacrylic acid group Chemical group 0.000 description 3
- 239000010705 motor oil Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 3
- 229920006122 polyamide resin Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 238000004513 sizing Methods 0.000 description 3
- 239000012815 thermoplastic material Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 102100026816 DNA-dependent metalloprotease SPRTN Human genes 0.000 description 2
- 101710175461 DNA-dependent metalloprotease SPRTN Proteins 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000010425 asbestos Substances 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical group FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 2
- 239000012784 inorganic fiber Substances 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 239000011268 mixed slurry Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000002105 nanoparticle Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000013618 particulate matter Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000011045 prefiltration Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 229910052895 riebeckite Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 229920001059 synthetic polymer Polymers 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 125000000008 (C1-C10) alkyl group Chemical group 0.000 description 1
- 125000006702 (C1-C18) alkyl group Chemical group 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 238000003855 Adhesive Lamination Methods 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 241000723418 Carya Species 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical group C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 229920002633 Kraton (polymer) Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 241001306288 Ophrys fuciflora Species 0.000 description 1
- 229920002319 Poly(methyl acrylate) Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 229920001756 Polyvinyl chloride acetate Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- FJWGYAHXMCUOOM-QHOUIDNNSA-N [(2s,3r,4s,5r,6r)-2-[(2r,3r,4s,5r,6s)-4,5-dinitrooxy-2-(nitrooxymethyl)-6-[(2r,3r,4s,5r,6s)-4,5,6-trinitrooxy-2-(nitrooxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-3,5-dinitrooxy-6-(nitrooxymethyl)oxan-4-yl] nitrate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O)O[C@H]1[C@@H]([C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@@H](CO[N+]([O-])=O)O1)O[N+]([O-])=O)CO[N+](=O)[O-])[C@@H]1[C@@H](CO[N+]([O-])=O)O[C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O FJWGYAHXMCUOOM-QHOUIDNNSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 150000007824 aliphatic compounds Chemical class 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000010730 cutting oil Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000002283 diesel fuel Substances 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000010130 dispersion processing Methods 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003502 gasoline Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 231100001261 hazardous Toxicity 0.000 description 1
- 229910001385 heavy metal Inorganic materials 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000012994 industrial processing Methods 0.000 description 1
- 239000002440 industrial waste Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000010721 machine oil Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012092 media component Substances 0.000 description 1
- 239000013028 medium composition Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 239000002121 nanofiber Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- GUGLPELUECBSDK-UHFFFAOYSA-N phenol;urea Chemical compound NC(N)=O.OC1=CC=CC=C1 GUGLPELUECBSDK-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000002574 poison Substances 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 125000001453 quaternary ammonium group Chemical group 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000011257 shell material Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000008275 solid aerosol Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- KAKZBPTYRLMSJV-UHFFFAOYSA-N vinyl-ethylene Natural products C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/54—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms
- B01D46/546—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms using nano- or microfibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
- B01D39/163—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin sintered or bonded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2003—Glass or glassy material
- B01D39/2017—Glass or glassy material the material being filamentary or fibrous
- B01D39/2024—Glass or glassy material the material being filamentary or fibrous otherwise bonded, e.g. by resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0027—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with additional separating or treating functions
- B01D46/003—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with additional separating or treating functions including coalescing means for the separation of liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/10—Particle separators, e.g. dust precipitators, using filter plates, sheets or pads having plane surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/02—Air cleaners
- F02M35/024—Air cleaners using filters, e.g. moistened
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0258—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanoparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/064—The fibres being mixed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0681—The layers being joined by gluing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2275/00—Filter media structures for filters specially adapted for separating dispersed particles from gases or vapours
- B01D2275/10—Multiple layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S55/00—Gas separation
- Y10S55/05—Methods of making filter
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Nanotechnology (AREA)
- Filtering Materials (AREA)
- Laminated Bodies (AREA)
Abstract
複数の形成された濾過媒体層を有するフイルタ要素が開示される。それらの媒体はポアサイズ勾配を形成するように層状化される。そのフイルタ要素が、移動性の流動体ストリームから固体及び液体の両方の粒子を取り除くことができる。そのフイルタ要素は高い強度と圧縮性とを有する。それらの層は、濾過運転中に、機械的な安定性を提供するために多孔性又は穿孔性の支持体上に支持され得る。それらの濾過媒体層は、例えば、パネル、カートリッジ及び挿入物等のような様々なフイルタ要素に形成され得る。
Description
本発明は、長所である高透過性、効率性、負荷能力性及び他の濾過パラメーターによって、固体及び液体の粒子を同時に除去することに適する、複数の不織布フイルタ媒体層によって形成されるフイルタ要素に関する。ポアサイズ勾配を形成するために、複数のフイルタ媒体層は積み重ねられる。フイルタ要素は、移動性流動体ストリームから固体及び液体粒子の両方を除去することができる。フイルタ要素は、高い強度及び圧縮性を有する。
本発明は、流動体ストリームから実質的な粒子及びエアロゾル負荷を除去しながら、例えば、流速、温度、圧力及び粒子負荷の変化のような困難な作業条件を乗り越えることができる不織布媒体層に関する。層は、フイルタ構造物を提供するために多孔性及び穿孔性支持体上に支持され得る。
濾過媒体を含む、多くの最終用途のための不織布ウエブは、長年、生産されている。そのような構造物は、複合繊維又はコアシェル材料から生産することが可能であり、そのことは、例えば、Wincklhoferらの米国特許3,616,160号、Sandersの米国特許3,639,195号、Perrottaの米国特許4,210,540号、Gessnerの米国特許5,108,827号、Nielsenらの米国特許5,167,764号、Nielsenらの米国特許5,167,765号、Powersらの米国特許5,580,459号、Bergerの米国特許5,620,641号、Hollingsworthらの米国特許6,146,436号、Bergerの米国特許6,174,603号、Dongの米国特許6,251,224号、Amslerの米国特許6,267,252号、Sorvariらの米国特許6,355,079号、Hunterの米国特許6,419,721号、Coxらの米国特許6,419,839号、Stokesらの米国特許6,528,439号、Amslerの米国特許H2.086号、米国特許5,853,439号、米国特許6,171,355号、米国特許6,355,076号、米国特許6,143,049号、米国特許6,187,073号、米国特許6,290,739号、米国特許6,540,801号及び米国特許6,530,969号、Chungらの米国特許6,743,273号、Chungらの米国特許6,924,028号、Chungらの米国特許6,955,775号、Chungらの米国特許7,070,640号、Chungらの米国特許7,090,715号、並びにChungらの米国公開特許2003/0106294号に述べられている。この適用は、2001年、9月18日に発行された米国特許6,290,739号及び2000年11月7日に発行された米国特許6,143,049号を参照することによって導入される。そのような構造物は、エアーレイド及びウェットレイド処理手段で適用され生産されている。そして、そのような構造物は、ある程度の成功をともなって、流動体、すなわち、ガス及びエアー並びに水性及び非水性の濾過適用に利用されている。
ポアサイズ勾配を有するフイルタ要素は先行技術として公知であり、粒子の濾過に対して有利である。そしてその粒子の濾過において、他の方法ではフイルタは、最も上流の層で目詰まりする可能性があり、このようにして、フイルタの寿命を短くすることとなる。Varonaの米国特許5,679,042号は、不織布ウエブを通過するポアサイズ勾配を有するフイルタを開示する。そして、選択領域においてポアを収縮させるために、熱可塑性不織布ウエブは、発熱要素と選択的に接触する。代替的に、各々のゾーン(領域)が平均的な一組の組成繊維を有するように、フイルタ要素は異なる繊維の複数のゾーン(領域)を有してよい。ゾーン(領域)は、組成及びデニールに対応して幾つかの繊維を収縮させる熱に曝され、結果として、ポアサイズは収縮することとなり、そのゾーン(領域)における繊維の組成次第で様々に変化して収縮することとなる。AmslerのU.S.Stat.Inv.Reg.No.H2086は、液からの粒子を濾過するためのフイルタ媒体を開示する。そして、フイルタは少なくとも三つの層の不織布で生産され、その三つの層は、マルチコンポーネント繊維の第一の外側ウエブ、第二の外側ウエブ並びに熱可塑性マイクロ繊維と、例えば、パルプ、ポリマーステープル繊維、粒子等のような50%以上の材料とからなる複合ウエブである。第一の(上流)層は、高多孔性、高ロフト性を有することが好ましく、クリンプされた複合スパンボンド繊維からなることが好ましい。Emigらの米国特許6,706,086号は、高多孔性バッキング材料層及びフイルタ材料層を有する真空のクリーナーバッグを開示する。バッキング材料は、セルロース繊維及び可溶性繊維であり、ウェットレイド又はエアーレイドであり、ガラス繊維及び/又は合成繊維をも有してよい。バッグの構成において、二つ以上のバッキング材料層が存在してもよい。フイルタ材料は、メルトブローンでよい不織布であり、ナノ繊維を含んでもよい。バッグは、単一の縫目によって緩めに結合した層を有してもよい。
フイルタ要素のポアサイズ勾配に関連する実質的な先行技術は、加熱、換気又はエアーコンディショニング(HVAC)の適用について述べている。例えば、Arnoldらの米国特許6,649,547号は、HVAC適用のためにフイルタと利用することに適した不織布積層体を開示する。その積層体は一つの面側の高ロフト性のマルチコンポーネントスパンボンド及びもう一方の面側の低ロフト性のマルチコンポーネントスパンボンドで一体化されたマイクロ繊維を有する。その層を空気流通結合して電気処理をする。Pikeらの米国特許5,721,180号は、HVAC適用のために積層フイルタ媒体を開示し、その適用において、第一層は、電気的高ロフト性であって、低密度のスパンボンドクリンプ繊維ウエブであり、第二層は、少なくとも一つのポリオレフィンを有する電気的なメルトブローンマイクロ繊維層である。Cusickらの米国特許5,800,586号、5,948,344号及び5,993,501号は、HVACタイプ適用、例えば、自動車の室内のエアー濾過で利用するためにランダムに配向した繊維を有するプリーツした複合フイルタ媒体を開示する。一つ以上の硬化した薄層により、その構成がプリーツ形成状態保つことに役立つが、その硬化層は、また、空気からの埃を濾過することにも役立つ。繊維濾過層の厚みとともに、平均の繊維径は増加して平均の密度は減少することが好ましい。Schultinkらの米国特許7,094,270号、6,372,004号及び6,183,536号は、HVACタイプ適用のための複数層のフイルタ及び真空のクリーナーバッグを開示する。複数のフイルタ媒体層は、積層状態で同時に結合する。一つの実施形態は、層自体では高多孔性であるか又は非常に壊れやすいので、それ自体単独では使用できない層を有する。幾つかの層は、臭い又は毒を濾過するために粒子等を有することができる。
ポアサイズ勾配を有するフイルタに関連する他の先行技術分野は、オイル状のミスト濾過である。Johnsonの米国特許6,007,608号は、少なくとも三つの段階を有するミストフイルタを開示し、その三つの段階は、プレフイルタ、中間層、そして最後の層からなり、それらの全ての層がポリエステル繊維からなる。中間層はプリーツされる。プレフイルタの目的は、プリーツされた媒体の過負荷によってキャリーオーバー(繰越物)を防ぐために、ミストの高負荷の大部分を捕捉することである。複数層はポアサイズ勾配を含む。Hunterの米国特許6,419,721号は、合一して排出するオイルのためのオイルミストフイルタを開示する。フイルタは複数層で層状化されて、少なくとも合一層と排出層とを有する。それらの層は結合されていない。合一層は、マイクロ繊維から生産され、排出層は可溶性繊維と結合する不織布材料である。
出願人ら(発明者ら)は、非常に高いレベルの固体及びオイル状のエアロゾル粒子の両方に遭遇する高馬力エンジン濾過適用の利用に適する任意のフイルタ要素を見出すことができなかった。例えば、フイルタを通過するススのレベルが過去の世代のエンジンよりも非常に高い新世代のエンジンにおいて表面化した問題を、ディーゼルエンジン用途の先行技術のフイルタは、解決できない。
圧力チャージディーゼルエンジンは、「ブローバイガス」、すなわち、燃焼チャンバーからピストンを通って漏れる空気−燃料混合流を生み出す。一般的には、そのような「ブローバイガス」は、例えば、空気又は燃焼オフガスのようなガスを含み、そして、そのガスに運搬されて、(a)主に、0.1−5.0μm(ミクロン)の液滴を(主に集合数的に)含む疎水性の流動体(例えば、燃料のエアロゾルを含むオイル)と(b)燃焼から発生するカーボン汚染物質であって、典型的にはカーボン粒子を含み、その粒子の大部分が、大きさで約0.01〜1.0μm(ミクロン)であるものとを含む。そのような「ブローバイガス」は、一般的には、ブローバイ口を通って、エンジンブロックから外側に流れる。ここにおいて、用語としての「疎水性流動体」は、ガス流で同伴した液状エアロゾルに関連して用いられる場合、非水性流動体、特にオイルに関連する。一般的には、そのような材料は水の中で非混和性である。ここにおいて、キャリア流動体と関連して利用される、用語としての「ガス」又はその変形ガスは空気、燃焼オフガス及びエアロゾルのための他のキャリアガスを言う。ガスは、実質的な量の他のコンポーネントを運搬することができる。そのようなコンポーネントは、例えば、銅、鉛、シリコーン、アルミニウム、鉄、クロム、ナトリウム、モリブテン、スズ及び他の重金属を含んでよい。
例えば、トラック、農業用機械、ボート、バス及びディーゼルエンジンを一般的に含む他のシステムのようなシステムで作動するエンジンは、上記で述べたように汚染された重大なガスを有する。例えば流量は、0.056−1.4m3/min(約2−50立方フィート/分(cfm))であり、典型的には、0.14−0.28m3/min(5−10cfm)である。例えば、ターボチャージのディーゼルエンジンにおいて、そのようなエアロゾルの分離機で、大気から取り出された空気をきれいにするエアーフイルタを通過してエンジンまで空気を送りこむ。ターボはエンジンの中にきれいな空気を押し込む。空気は、ピストン及び燃料とかみ合って圧縮及び燃焼を行う。燃焼処理中に、エンジンはブローバイガスを放出する。
従来、ディーゼルエンジンのクランクケース 換気ガスは大気中に放出されていた。今、多くの国々における新しい環境の制約はこれらの放出を厳しく制限する。この問題に対処する一つの解決策は、エンジン内でシリンダーから生み出されるブローバイオイルの液滴とクランクケース及びバルブ内で作動することによって生み出されるミストの液滴を捕集するフイルタ要素のバルブカバーに通気孔を開けることである。ブローバイガスは、フイルタ要素の中を通って放出され、そのフイルタ要素はオイル状のエアロゾルを捕捉し、通過するエアーストリームのバランス性を可能とする。その後、捕集されたオイルはフイルタ要素から排出して、クランクケースはもとの状態に戻る。クランクケースの換気(CCV)フイルタ要素を通過する任意のオイルがエンジン内で燃焼するように、濾過された空気はエンジンのエアーコンプレッサーの上流方向に流れる。エアークーラーの壁に捕集されたオイルを減らすか、又は取り除くために、そして、様々なエアーセンサーを粒子物から保護するために、この空気からオイルを取り除かなければならない。
フイルタ要素の寿命は、ススの量又はフイルタ要素のフイルタ媒体の繊維に集められて残存する他の材料の量次第で決定される。典型的なエンジンは、懸濁(液体のように挙動)状態を維持できるようなオイルの機能の範囲内のレベル量のススを有する。ところが、最近、過度の量のススを生み出すディーゼルエンジンが生産されている。ススの一つの根源は、エンジンからの排出ガスによって起動するコンプレッサーである。この排出ガスの一部分は潤滑油(エンジンオイル)の方向に流れて、クランクケースはもとの状態に戻る。このように、スス含有の排出ガスはブローバイガスと混合して、実質的にブローバイガス中のススの量を増大させる。ススは、CCVフイルタ要素の繊維に集中して、結果的に流れを制約する。ススが比較的小さな粒子サイズ、すなわち0.01〜0.1μm(ミクロン)の粒子であるため、ススはフイルタ要素の第一の幾つかの層に集中する傾向がある。それによって、フイルタ要素の寿命は、フイルタ媒体の第一の幾つかの層の目詰まりが原因で大幅に短くなる。
特定のエアロゾルは、濾過適用において困難なことがある。例えば、ポアサイズ、坪量、厚み、透過性及び効率性のようなある種の特性を得るための能力は、ペーパー層を生産するための生産技術及びそのような層に有用であるコンポーネントによって制限される。エアロゾルは1nm径程度の大きさで小さい可能性があるか、又は1mm程度の長さの可能性があるので、(W.Hinds、Aerosol Technology:Properties、Behavior、and Measurement of Airborne Particles 8、2nded.、(C)1999 J.Wiley & Sons)、流動体ストリームでエアロゾルに直面する粒子サイズの範囲を効果的に適応させるためには、従来の技術は適切な柔軟性を有しない。
例えば、ブロードバイガスに存在するか、空気に存在するエアロゾルの分離のための従来からの市販フイルタ媒体の幾つかの例示は、MN(ミネソタ州)、St.PaulのPorous Media Company、OH(オハイオ州)、OH(オハイオ州)、TwinsburgのKeltec Technolab、台湾、Tapei(台北)のProPure Media Company、OH(オハイオ州)、MayfieldのParker Hannifin Corporationによって生産されるFiniteTM及びBalstonTM 、Italy(イタリア)、Pontirolo NuovoのFaiFiltri s.r.l.、Germany(ドイツ)、LudwigsburgのMann+ Hummel Group、並びに、United Kingdom(英国)、Bowburn DurhamのPSI Global Ltd.から入手可能である生産物である。ところが、これらの媒体はディーゼルエンジンにおける使用に対して適切ではない。ディーゼルエンジンではCCV濾過適用で非常に大きなスス及びオイル状エアロゾルの負荷に遭遇するからである。
このように、実質的に必要なものは、流動体ストリーム、特にはエアーストリームからの多様な粒子材料を取り除くために利用され得るフイルタ媒体、フイルタ要素及び濾過方法のために存在する。エアーストリームからの固体及び液状エアロゾルの両方の粒子の高水準な濾過を可能とする濾過媒体、要素及び方法のために実質的に必要なものが存在する。
本発明は、そのような媒体、濾過構造及び方法を提供し、改良した透過性及び長い濾過寿命を得ることが可能である優れた媒体又は媒体層を提供する。
改良が好ましくなる変更点は、一般的には次の事項に関する。つまり、(a)サイズ/効率性に関し、すなわち、大きな分離装置システムを必要とすることを回避しながら、同時に良好な分離効率性が望まれること、(b)コスト/効率性に関し、すなわち、実質的に高価なシステムを必要とすることなしに良好な又は高い効率性が望まれること、(C)多用途性、すなわち、重大なリエンジニアリングなしに形状、適用及び使用の幅広い変更に対して適応し得るシステムを開発すること、そして、(d)洗浄可能性/再生可能性、すなわち、長期利用の後、望まれるなら、容易に洗浄(又は再生)が可能であるシステムの開発すること、である。
出願人ら(発明者ら)は、様々な過酷な条件下で、移動性流動体ストリームから重負荷である二種以上の粒子を効率的に取り除くことが可能であるフイルタ媒体、フイルタ要素及び優れたフイルタ構造物を見出した。本発明の媒体は、高い強度及び優れた濾過特性を媒体及び媒体から生産されるフイルタ要素の両方を容易に生産することを結び付ける。本発明は、複数の不織布、熱結合したフイルタ媒体を含み、フイルタ要素を形成するためにハウジング内で積み重ねられる。本発明のフイルタ媒体は、有機又は無機媒体繊維、複合熱可塑性バインダー繊維、任意の樹脂バインダー、熱可塑性繊維任意の第二繊維及び任意の他の濾過材料を実質的な比率で導入することによって生産される。
濾過媒体層は、例えば、パネル、カートリッジ、挿入物等のような様々なフイルタ構造物を容易に形成することができる。この開示は媒体層に関し、ガス状ストリームの濾過方法に関する。そして、固体及び液体の両方の粒子汚染物質を取り除くことが好ましい。ガス状のストリームは、空気、産業廃棄ガス、クランクケースガス、例えば、窒素、ヘリウム及びアルゴン等の制御された大気ガスを含んでよい。液体粒子は、水、燃料、オイル、油圧油、疎水性又は親水性材料のエマルション又はエアロゾル、及び揮発性有機化学物質(VOCs)等を含んでよい。固体粒子は、スモーク(煙)、スス、及び、例えば、タルク、アスベスト、カーボンのようなパウダー(粉末)等を含んでよく、固体ナノ粒子を含んでもよい。また、開示は、ガス又は液体から同伴した粒子を分離するためのシステム及び方法に関する。さらに、分離を行うための方法をも提供する。
ここにおいて用いられる、「フイルタ媒体」は単一のフイルタ材料層を意味し、「フイルタ要素」は、本発明のフイルタ媒体の積み重なったものである。そして、「フイルタ構造物」は、ハウジング、エンドキャップ間、支持体上又は任意の形態に取り囲まれたフイルタ要素を意味する。そして、フイルタ要素は、最終使用の適用において有用である。「複合繊維」は、融点を有する少なくとも一つの繊維部を有する熱可塑性繊維と、更に低い融点を有する第二の熱可塑性部とを意味する。
出願人ら(発明者ら)は、流動体ストリームから重負荷であって異なる少なくとも二種以上の粒子を取り除くことが可能である優れたフイルタ要素構造物を見出した。
要素は、媒体繊維及び複合熱可塑性バインダー繊維を実質的な比率で有する異なる複数のフイルタ媒体層を組み合わせることによって生産される複数の熱結合シート、媒体又はフイルタを含む。媒体は、ガラス繊維、異なる繊維径の媒体繊維混合物、バインダー樹脂及び複合熱可塑性バインダー繊維を含んでよい。そのような媒体は任意の付加的な繊維及び他の添加材料で生産され得る。これらのコンポーネントは、実質的な流動能力、透過性及び高い強度を有する高強度材料を形成するために結合する。本発明の媒体は、実質的な期間、高圧状態で完全なままの濾過能力を維持することができる。フイルタ媒体は、実質的な流量、高い能力及び実質的な効率性で機能する。
その後、本発明のフイルタ要素を形成するために、媒体は複数の層で積み重ねられ、少なくとも二つの層は異なる構造を有する。ここにおいて定義されている、「異なる」は、本発明のフイルタ媒体層に関連するように、異なる材料、異なる材料比率、異なる媒体生産手段、異なる化学添加剤、又は、繊維の表面エネルギー、ポアサイズ、透過性、ロフト性、坪量、圧力降下、引張特性及び繊維配向性等に関する相違点を引き起こす任意の他の異なることを意味する。媒体は同一でも異なっていてもよい。 言い換えれば、幾つかの層の一つの媒体が用いられてもよいし、又は単一 層の一つの媒体が本発明のフイルタ要素を形成するために積み重なった配置で用いられてもよい。フイルタ媒体は別個独立に生産されてよく、後に又は同時に結合してもよい。
ところが、本発明のフイルタによって捕捉される物質を述べるために用いられるように、「異なる」は、本発明のフイルタ要素によって捕捉される、平均粒子サイズ、粒子形状、粒子相(液体、固体又はガス)又は材料の化学構造の関して異なることを意味することに留意されたい。
フイルタ媒体の異なる層を利用することによって、要求されるフイルタ構造物の観点から、一見すると、対抗するような濾過要求を、単一のフイルタ要素で容易に解決することができる。例えば、非常に高い固体粒子を有するガス状ストリームを濾過する際に、媒体繊維サイズ及びポアが下流側で更に小さくなる勾配構造を有するフイルタが有用である。 言い換えれば、上流側から下流側に向かって、繊維サイズは更に小さくなり、 多孔性構造は連続的に濃密になる。結果として、濾過される粒子又は汚染物質は、粒子のサイズ次第で深さが変わって浸透する。 このことによって、粒子又は汚染物質が、フイルタ材料の深部全体にわたって分布することが起こり、圧力降下の増強を小さくし、フイルタの寿命を延ばすことができる。
粒子を分離するフイルタ、ガスストリームからオイル又は水のミストを分離するフイルタと同様に、媒体の繊維径が下流側で小さくなる勾配構造を有するフイルタを使うことは有利なことである。言い換えれば、上流側から下流側に向かって、多孔性構造は更に高い効率性を示す。一般的には、このことによって、下流側領域で更に大きな繊維表面積になる。最初に、捕獲された大きな液滴は、集まって合一して更に液滴とならざるを得ないと同時に、これらの下流領域は更に高い効率性を示し、浸透する大部分の粒子を捕獲する。
化学的パラメーター、物理的パラメーター又はそれらの組み合わせパラメーターを使って複数の層を変化させることによって、フイルタ要素を通過する流動体ストリームから、ススのような固体粒子、さらには、オイル状のエアロゾルのような液体粒子の両方の重負荷を効率的に捕獲するフイルタ要素が形成される。さらに、フイルタ要素は、ガス状のストリームから液状エアロゾルの合一及び排出を促進するために構成され得る。
濾過要素は、複数の層の少なくとも二つの異なる熱結合した不織布構造を含む。フイルタ要素は、二層、三層又は多数層(4−20、4−64又は4−100層)の濾過媒体を有してよい。そのような複数層は、本発明の負荷層の濾過媒体と本発明の効率性層の濾過媒体とを含むことを可能とし、又は他の濾過層、支持体構造及び他のフイルタコンポーネントをも組み合わせたそれらの層の組み合わせを可能とする。
様々な適用に対して、フイルタ要素を容易に取り扱うことができる。例えば、同時に複数層を結合することのようなフイルタ媒体の層に対する特別の処理を必要としないので、本発明のフイルタ要素はアセンブルすることに対して簡易である。フイルタ媒体は好ましい形状に容易にカットされ、その後、フイルタ構造物を形成するために、ハウジング内で簡易に積み重ねられ、及び/又は簡易に支持体に固定されてよい。
適用状態は変換プロセスの影響を受ける場合に、フイルタ要素は、圧縮又は分裂しない深部負荷媒体を含むことができる。そのような媒体は、頑丈であるにもかかわらず、低固体性及び高多孔性を有することができる。
フイルタ要素は、濾過媒体の複合体でもよい。一つの好ましい媒体の層は、ウェットレイド処理から形成されるシートである。その層は、様々な方法、例えば、ラッピング若しくはコイリング方法によるか、又パネル構成物に提供するかによって、フイルタ配列に導入され得る。そのようなフイルタ媒体は、クランクケース中で高負荷の状態で存在するオイル状の液体粒子を濾過するために利用されてもよい。他の好ましい媒体層は、エアーレイド処理から形成されるシートである。そのようなフイルタ媒体は、ウェットレイド媒体よりも更に高いロフト性及び多孔性を有して生産される可能性があり、流動体ストリームに高水準で存在するススのような固体粒子を捕捉するための理想的な媒体を提供する。この開示にしたがうと、エンジンクランクケースからスス及びオイルを濃密に運搬するブローバイガスを濾過するために好ましく用いられるフイルタ構成物が提供される。
本発明は、本発明の濾過要素を用いて固体及び液体粒子の両方の高負荷を有する移動性ガス相を濾過する方法を含む。本発明の好ましい態様は、ディーゼルエンジンクランクケースの換気(CCV)適用において濾過する方法を含む。
本発明のフイルタ要素は、埃捕集のためのパルスクリーン及び非パルスクリーンのフイルタ、ガスタービン及びエンジンのエアー吸気口又は吸気系統システム;ガスタービンの吸気口又は吸気系統システム、高馬力エンジンの吸気口又は吸気系統システム、小型自動車エンジンの吸気口又は吸気系統システム、自動車室内のエアー、オフロード自動車室内のエアー、ディスクドライブエアー、コピー機トナーの除去、及び業務用及び住居用の両方の用途の濾過適用に対するHVACフイルタ、を含む様々な濾過適用において利用され得る。
一般的に、本発明のフイルタ要素は、同伴した粒子材料を度々運搬するエアー及びガスストリームを濾過するために利用され得る。多くの場合において、ストリームからある程度の又は全ての粒子材料を除去することは、連続した運転、快適性又は審美性に対して必要である。例えば、モーター自動車室内、モーター自動車のためのエンジン又は発電装置に流れるエアー吸気ストリーム、ガスタービンに流れるガスストリーム、及び様々な燃焼炉に流れるエアーストリームは、それらの中に粒子材料を度々含む。室内エアーフイルタの場合に、乗る人の快適性及び/又は審美性のために粒子物質を取り除くことが好ましい。エンジン、ガスタービン及び燃焼炉に流れるエアー及びガス吸気ストリームに関しては、備え付けられている様々な機構の内部的の仕組みに実質的な損害を引き起こす可能性があるので、粒子材料を取り除くことが好ましい。他の場合においては、工業的な処理又はエンジンからの生成ガス又はオフガスは、それらの中に粒子材料を含む可能性がある。そのようなガスは、下流装置を通って若しくは大気まで排出され得る前又は排出されるべき前に、それらのストリームからの粒子材料を実質的に除去することができることが好ましい。
また、その技術は、液体システムを濾過することに適用され得る。液体濾過技術において、何時に粒子がサイズ排除を通過して取り除かれるかを、捕集機構がふるいにかける、と考えられている。単一層においては、効率性は層の効率である。液体の適用におけるコンポジット材料の効率性は、最も高い効率性を有する単一層の効率性によって制約される。液体は、本発明による媒体を通過して、その液体中の粒子は、ふるい構造物に捕集される。液体フイルタシステムにおいて、すなわち、濾過される粒子材料を液中で運搬するシステムにおいて、そのような適用は、例えば、ウォーターストリーム、潤滑油、油圧油、燃料フイルタシステム又はミストコレクターのような水性、非水性及び混合した水性/非水性適用を含む。水性ストリームは、天然ストリーム及び、例えば廃水、冷却水、工程水等のような人工のストリームを含む。非水性ストリームは、ガソリン、ディーゼル燃料、石油及び合成潤滑油、油圧油及び他のエステル基本骨格の作動流動体、切削油並びに食品等級オイル等を含む。混合ストリームは、オイル組成物中に水分を含む分散液及び水組成物中にオイルを含む分散液を含み、並びに水と非水性コンポーネントとを含むエアロゾルを含む。
本発明の媒体は、二種以上の粒子又は二つのサイズ以上の粒子が好ましく単一のフイルタによって捕獲され、そして単一のフイルタ媒体では、全ての材料を捕捉できない、又は効率的には捕捉できない場合に適用されることが最も有利なことである。例えば、埃の大粒子は勿論のこと、エマルション小粒子の両方がウォーターストリームから好ましく取り除かれる場合に、本発明のフイルタ媒体は特定の実用性を見出す。本発明のフイルタ媒体を利用すると、望まれる全ての材料に対する濾過能力を有するフイルタ要素が容易に組み立てられる。
特定の移動性のストリームを濾過するために利用される場合に、本発明の媒体は、効率的な濾過特性を得るために、固体性、厚み、坪量、繊維径、ポアサイズ、効率性、透過性、引張強度及び圧縮率の中から複数の特性を有する複数層を得るために設計される。固体性は、フイルタ媒体の全容積によって除される固体繊維の容積であり、通常、パーセントとして表現される。例えば、埃含有エアーストリームを濾過する際に使用される媒体は、エアーストリームから水又はオイルエアロゾルを濾過するために使用される媒体とは異なる固体性を有することができる。
本発明のフイルタ要素は、効率的に、所定の流動体ストリームから全ての材料を効果的に捕捉するために、固体性、厚み、坪量、繊維径、ポアサイズ、効率性、透過性、引張強度及び圧縮率の中から複数の特性を有する複数層を意図する。このように、単一のフイルタ要素による、オイルエアロゾルの濾過は勿論のこと埃の濾過を、本発明は意図する。本発明の技術の各々の適用は、下記に述べられるようなある一連の作動パラメーターから得ることができる。
本発明の特に好ましい実施形態において、フイルタ要素は、最も上流の層において、非常に高い多孔性、高ロフト性及び低い固体性を有して構成される。このことによって、スス含有が高いストリームのススを、フイルタ要素を目詰まりさせることなく効率的に捕捉させることができる。また、この層は、オイルエアロゾルを捕捉するために利用される層と比較して比較的厚く、高層の深部中にススの分布を提供して、それによってフイルタ要素寿命を延ばすことができる。繊維サイズ及び繊維間の距離を増大させることは、各々の層の能力を増大させる方向に向かう。その要素の能力の最適化をするために、ススが各々の層に平均的に捕集されるように、一連の層が上流から下流まで構成され得る。下流層は、更に低いロフト性及び多孔性を有するフイルタ媒体からなり、液体粒子を捕捉して排出するように設計される。このように、スス及びオイル状のエアロゾル粒子で濃密に含有されたストリームが単一のフイルタ要素を使用して濾過されることは有利なことである。
このことを成し遂げるために、本発明は、二つ、三つ、又はそれ以上の層を有する層状フイルタ要素を意図し、そして、各々の層又は一群の層は異なるフイルタ媒体を含むことができる。複数層又は一群の層は、上流側から下流側に向けて、徐々にサイズが小さくなるポアを有する。理想的には、フイルタ構造物の有効な寿命を最大限にするように、各々の層は、目詰まりなく幅広い範囲の粒子サイズを効果的に濾過する勾配配列を形成するために異なる。ところが、典型的には、実用性及び経済性的な観点は、異なる層の数の制限を必要とする。経済的には、幾つかの同一フイルタ媒体の層は、互いに順に積み重ねられてよく、結果として、フイルタ要素は50層を有してよいが、三つの異なる層組成を有するだけである。
本発明のフイルタ要素は複合繊維を用いる。複合繊維の使用によって、別個独立の樹脂バインダーの必要性なくて、又は樹脂バインダーの最小量でフイルタ媒体の形成を可能とする。実質的にバインダーの使用を除外することが好ましい。なぜならば、バインダーはフイルムを形成して、そのことが順に全ポア容積を縮小して、フイルタ媒体層の特定の位置に樹脂が移動するため、すなわち、熱せられた時に溶融にすることによるか、又は重力条件下ガラス状ポリマー流によってフイルム媒体の均一性をなくすこととなるからである。それゆえ、複合繊維の使用によって、圧縮率が小さくなり、固体性が改良され、引張強度が増大し、そして、例えば、媒体層又はフイルタ要素に添加されるガラス繊維及び他の微細な繊維材料のような他の繊維の利用が促進されることとなる。さらに、複合繊維は、処方物供給中の処理性、さらに厚み調整、乾燥及びカットを含んだシート又は層の形成及び下流処理、並びにフイルタ要素の形成を改良することを提供する。これらのコンポーネントは、実質的な濾過能力、透過性及び濾過寿命を有する高強度のフイルタ媒体を形成するために様々な割合で結合する。本発明のフイルタ媒体は、実質的な流量であって実質的な効率性で実質的な期間、完全な状態で濾過能力を維持することができる。
本発明の媒体は、さらに媒体繊維を使用してよい。媒体繊維は、濾過適用で使用する際、的確な径、長さ及びアスペクト比を有する幅広い様々な繊維を含む。一つの好ましい媒体繊維はガラス繊維である。実質的な割合のガラス繊維が、本発明の媒体の生産において利用され得る。ガラス繊維は、ポアサイズ制御を提供して、実質的な流量、高能力、実質的な効率性及び高ウェット強度の媒体を得るために、媒体中の他の繊維と連動する。
ガラス繊維の用語「ソース」は、特徴的な未加工の材料として利用されて、平均的な径及びアスペクト比によって特徴付けられるガラス繊維組成物を意味する。一つ以上のそのようなソースの混合物は単一のソースとして理解されない。
出願人ら(発明者ら)は、本発明のフイルタ媒体層の複合繊維及び媒体繊維を様々な割合で混合することによって、優れた強度及び濾過特性を得ることができることを見出した。さらに、複数の層を積み重ねる場合に、様々な繊維径を混合することは特性を優れたものにすることができる。ウェットレイド又はドライレイド処理の組み合わせは、様々な層を有する本発明のフイルタ要素を生産するために利用され得る。本発明の媒体を生産する際に、繊維マットは、複合繊維及び媒体繊維の組み合わせをウェット又はドライのどちらか一方の処理を使って形成される。その後、そのマットは、熱可塑性材料を融解するまで加熱されて、繊維に接着することによって媒体を形成する。本発明の媒体で用いられる複合繊維は、繊維が機械的に安定なシート、媒体又はフイルタに融合することを可能とする。熱的に結合する外側シースを有する複合繊維によって、複合繊維がフイルタ媒体層中の他の複合繊維及び媒体繊維と結合することを引き起こす。
「複合繊維」は、融点を有する少なくとも一つの繊維部を有する熱可塑性材料と、更に低い融点を有する第二の熱可塑性部とを意味する。これらの繊維の物理的な形状は、典型的には、「並列」又は「シース−コア」構造である。並列構造において、二つの樹脂は、典型的には、並列構造に連結形態で押出しされる。また、先端部が低融点ポリマーを有する丸い突出部の繊維を使うこともできる。「ガラス繊維」は、様々な種のガラスを用いて生産された繊維である。「第二の繊維」の用語は、天然又は合成の特定原料とは異なる様々な繊維を含むことができる。そのような繊維は、熱的に結合した媒体シート、媒体又はフイルタを得るために用いられ、そして、また、適切なポアサイズ、透過性、効率性、引張強度及び圧縮性、並びに他の好ましいフイルタ特性を得ることを促進する。
「透過性」は、1.27センチメートル(0.5インチ)の水の圧力降下でフイルタ媒体の中を通って流れる空気の量(ft3−min-1−ft2又はft−min-1)を意味する。一般的には、その用語として使われるような透過性は、Maryland、GaithersburgのFrazier Precision instrumentから入手可能である、Frazier Permeabili Tester、又はTexTest 3300若しくはTexTest(SC(サウスカロライナ州)、SpartanburgのAdvanced Testing Instruments Corp(ATI)から入手可能)を用いて、ASTM D737にしたがって、Frazier Permeabili Testによって評価される。
この開示で使用される「ポアサイズ」又は「XYポアサイズ」は、濾過媒体の繊維間の理論上の距離を意味する。XYは、媒体の厚みであるZ方向に対して表面の方向性を表す。この算定は、繊維の長さに対して垂直な断面から見たときに、媒体中の全ての繊維が、媒体の表面に平行方向に並び、等間隔であり、正方形として整えられることを前提とする。XYポアサイズは、その正方形の繊維表面の対向コーナー間の対角距離である。媒体が様々な径を有する繊維から構成されるならば、その繊維のd2は径の意味として用いられる。d2は、平方した径の平均平方根を意味する。
本発明の媒体は、成形性、剛性、引張強度性、低圧縮性及び、濾過特性に関する機械的安定性を有する不織布のエアーレイド及びウェットレイド媒体の層状複合材料に関し、さらに、粒子負荷の高能力性、使用中における軽減化した圧力降下及び、オイル状エアロゾルを濾過することの使用に適したポアサイズ及び効率性を有する不織布のエアーレイド及びウェットレイド媒体の複合材料に関する。フイルタ媒体は複合繊維を使用し、バインダーを含まないことが好ましい。本発明の濾過媒体は、ウェットレイド及びエアーレイド材料の組み合わせであることが好ましく、例えば、ガラス繊維又は熱可塑性繊維と、複合繊維との組み合わせのような任意に配向したフイルタ媒体アレイから構成されていることが好ましい。複合繊維を用いてこれらの繊維は結合するが、バインダー樹脂が追加的に用いられてもよいことは検討に値する。
本発明のフイルタ媒体のいくつかの層は、製紙工程を利用して生産されることが好ましい。そのようなウェットレイド方法は特に有用であり、多くの繊維コンポーネントは、水分散処理用に設計される。典型的には、比較的均一な繊維スラリーを形成するために、それらの材料を含有する繊維スラリーを混合する。その後、その繊維スラリーは、ウェットレイド製紙工程で処理される。ウェットレイド処理の好ましい態様としては、媒体は、水性媒体中の繊維材料の分散物を含む水性供給物から生産される。分散物の水性液体は、一般的には水であるが、様々な他の材料、例えば、pH調整材、界面活性剤、消泡剤、難燃剤、粘度調整剤、媒体処理剤、着色剤等を含んでもよい。一旦、スラリーがウェットレイドシートの中に形成されると、乾燥して透過性であるが、本質的なシート、媒体又はフイルタを形成するために、その後、ウェットレイドシートを乾燥し、キュアすることが可能であり、又は、別の方法でも処理することが可能である。一旦、濾過媒体まで充分に乾燥されて処理されると、シートは、典型的には、約0.32〜約2.0ミリメートルの厚さとなり、約33〜200g−m-2の坪量を有する。
ウェットレイドシート生産で利用される機械は、手動のレイドシート装置、Fourdrinすなわち製紙機、シリンダー製紙機、傾斜製紙機、それらを結合した製紙機を含み、さらに、適切に混合した紙を取り出して供給コンポーネントの単層又は重層を形成し、そしてウェットシートを形成するために流動性の水性コンポーネントを取り除くことができるような他の機械を含む。典型的には、ウェットレイド製紙工程において、比較的均一な繊維スラリーを形成するために、その材料を含有する繊維スラリーを混合する。その後、繊維スラリーは、繊維から水を抜くことによってウェットレイドシート中に形成される。乾燥した透過性のシート、媒体又はフイルタを形成するために、その後、ウェットレイドシートを乾燥し、キュアすることが可能であり、又は、別の方法でも処理することが可能である。一旦、濾過媒体まで充分に乾燥されて処理されると、シートは、典型的には、約0.25〜約1.9ミリメートルの厚さとなり、約20〜200又は約30〜150g−m-2の坪量を有する。
工業規模の製造に対して、本発明の複合コンポーネントマットは、一般的には、例えば、市販のFourdrinすなわち、ワイヤーシリンダー、Stevens Former、Roto Former、Inver Former、Venti Former及び傾斜Delta Former機械のような製紙タイプ機械の利用を通して製造される。傾斜Delta Former機械が利用されることが好ましい。本発明の複合コンポーネントマットは、例えば、パルプ及びガラス繊維スラリー形成してミキシングタンクでそれらのスラリーを結合させることによって調製される。その工程で利用される水の量は、利用される装置の大きさ次第で変化させてもよい。不織布の複合コンポーネントウエブを形成するために、その供給物は従来のヘッドボックス中に投入されることが可能であり、吸引又は真空の手段でその供給物を脱水する可動的なヘッドボックスの金網上で、その供給物は脱水されて堆積する。その後、ウエブは、従来の手段、例えば、浸漬及び抽出方法によってバインダーでコーティングされ得る。そして、そのウエブは、マットを乾燥してバインダーをキュアする乾燥工程を通過して、シート、媒体又はフイルタと熱的な結合をする。マットの完成品は大型ロールで集められてよい。熱結合は、典型的には、形成された材料の熱可塑性繊維若しくは樹脂又は他の部分の内ある部分を融解することによって生じる。融解材料がそのコンポーネントを層中で固着させる。
本発明のウェットレイドフイルタ媒体を生産するために利用される別の方法はハンドシート方法である。ハンドシートは、硫酸を用いて約3のpHに調整された水中で、適切な量のガラス繊維と合成繊維を別個独立に最初に分散することによって調製される。それらの繊維は、混合機内でスラリーされる。その後、繊維の水に対する比率が体積換算1:5の比率である条件下で、それらの繊維は水で希釈され、少なくとも2分間混合される。キャリアシートが所定の位置に配置された標準的なハンドシートモールドを使って、混合されたスラリーはシート状に形成される。その後、スラリーから水を抜き、そしてキャリアシート上の繊維を得ることができる。フラットシートドライヤーを使用して約5分間昇温した状態でウェットシートは、乾燥されて結合される。複数の層が要素を形成するために所定の位置に配置され得る。
本発明のフイルタ構造物は、機械的に安定に穿孔した支持構造物上に支持された少なくとも二つの異なる種のフイルタ媒体を含むことができる。その二つの異なる種のフイルタ媒体を複数層の構造で積み重ねることができる。例えば、一つの種の20層のフイルタ媒体を隣接して積み重ねてよく、5層の別の種のフイルタ媒体をそれに続けてよい。複数種のフイルタ媒体を用いることができる。当業者であれば、フイルタ要素が特定の適用に対して容易に調整され得ることを認識するであろう。
本発明のいくつかの実施形態において、一つ以上の層のフイルタ要素が異なるフイルタ媒体を含む。フイルタ要素が、一つの層の各々が少なくとも二つの異なる媒体である層を複数層で積み重ねたものを含むことが好ましい。一つ以上の層がエアーレイド媒体であることが好ましい。第一フイルタ媒体は、5〜50μm(ミクロン)、好ましくは10〜30μm(ミクロン)の径を有する複合繊維を含む第一繊維を、質量換算で1〜100%、好ましくは20〜80%で含むことができる。その第一フイルタ媒体は、0.2〜200μm(ミクロン)、好ましくは4〜200μm(ミクロン)、そして最も好ましくは50〜150μm(ミクロン)のポアサイズを有してよい。その第一フイルタ媒体は、304.8m−min-1(1000ft−min-1)の透過性を有してよく、好ましくは約1.5〜243.8m−min-1(約50〜800ft−min-1)、最も好ましくは約42.7〜140.2m−min-1(約140〜460ft−min-1)の透過性を有する。第一フイルタ媒体の固体性は、860Paで2〜25%でよいが、好ましくは860Paで2〜10%であり、そして更に好ましくは860Paで3〜8%である。第一フイルタ媒体の坪量は5〜1000g−m-2でよいが、好ましくは50〜500g−m-2であり、そして更に好ましくは150〜350g−m-2である。また、第一フイルタ媒体は、第二繊維中の5〜50%を含んでよい。第二繊維は、0.1〜50μm(ミクロン)の繊維径を有してよいが、好ましくは0.5〜30μm(ミクロン)の繊維径を有する。第一フイルタ媒体の全厚は、860Paで0.05〜22ミリメートルであるが、好ましくは860Paで0.5〜11ミリメートルであり、そして更に好ましくは860Paで1〜5ミリメートルである。第一フイルタ媒体は、860〜3860Paで0.5〜1.0の圧縮率を有してよいが、860〜3860Paで0.7〜1.0の圧縮率を有することが好ましい。
本発明の実施形態において、第二フイルタ媒体は、積み重なったフイルタ要素の一以上の層として提供される。第二フイルタ媒体は第一フイルタ媒体とは異なる。第二フイルタ媒体を述べるために利用されることとして、「異なる」とは、異なる組成の繊維有することを意味し、表面処理剤若しくは第一フイルタ媒体とは異なる表面処理剤を有することを意味し、繊維種の異なる配分率を有することを意味し、フイルタ媒体の異なる全厚を有することを意味し、又は異なる技術、例えば、エアーレイド対ウェットレイドによって生産されたことを意味する。さらに、第二フイルタ媒体は、使用される繊維のポアサイズ、透過性、坪量、固体性、圧縮性、厚み、若しくは径の観点で異なってもよく、又は第一及び第二フイルタ媒体間で異なる濾過特性を引き起こす任意の実施態様の点で異なってよい。
本発明のいくつかの実施形態において、第二フイルタ媒体は、304.8m−min-2(1000ft−min-2)の透過性を有してよく、好ましくは約1.5〜243.8m−min-2(約50〜800ft−min-2)、更に好ましくは約106.7〜198.1m−min-2(約350〜650ft−min-2)の透過性を有する。第二フイルタ媒体は、860Paで約2〜25%の固体性を有してよいが、860Paで約2〜10%の固体性を有することが好ましく、860Paで5〜8%の固体性を有することが更に好ましい。第一フイルタ媒体は、は5〜1000g−m-2の坪量を有してよいが、約20〜120g−m-2の坪量を有することが好ましく、そして約30〜50g−m-2の坪量を有することが更に好ましい。第二フイルタ媒体は、860Pa〜3860Paで約0.5〜1.0の圧縮率を有してよいが、860Pa〜3860Paで約0.7〜1.0の圧縮率を有することが好ましい。第二フイルタ媒体は、860Paで0.05〜22ミリメートルの全厚を有してよいが、860Paで約0.3〜3.6ミリメートルの全厚を有することが好ましく、860Paで約0.5〜0.8ミリメートルの全厚を有することが更に好ましい。
第一及び第二フイルタ媒体のどちらか一方又は両方は、一つ以上の繊維に存在する表面処理剤を含んでよい。表面処理剤は、フイルタ媒体を形成する前に繊維に適用されてもよく、又は媒体を形成した後に適用されてもよい。表面処理剤は、シリコーン、フルオロケミカル、両性分子又はそれらの混合物であることが好ましいが、それらに限定されることはない。
本発明のフイルタ要素は、好ましい形状にフイルタシートをカットして、好ましい濾過特性を提供するような順序で、少なくとも第一及び第二フイルタ媒体の中から少なくとも一つの層を積み重ねることによって組み立てられる。このように、第一フイルタ媒体は、上記で概要を述べた特性を備えて組み立てられ、そして、第二フイルタ媒体は、別個独立に組み立てられて、第二フイルタ媒体は上記で概要を述べた特性を備える。それゆえに、エアーレイド及びウェットレイド技術が、両方利用されてよく、又は単一の技術が、第一及び第二フイルタ媒体の両方を生産するために利用されてもよい。例えば、第三及び第四媒体のように追加的なフイルタ媒体もまた、用いられてよく、各々の層が上記で定義したように異なる。
フイルタ要素は、フイルタ媒体の層を同時に積み重ねることによって形成される。フイルタ媒体は、互いに対して適切な所で確実に層を固定する支持構造物内に収容されることが好ましい。支持材は開口されていることが好ましい。
クランクケースの濾過適用において、比較的高圧であって大容量の流動性の処理量下で多量の固体のスス粒子及び小さな液体オイル状粒子のエアロゾルが捕獲されなければならない。さらに、そのオイルは、そのフイルタ要素に集められなければならないが、最終的には、そのフイルタ要素から排出してエンジンオイルサンプ(油だめ)に貯蔵される。それゆえに、本発明の濾過要素は、効果的に固体粒子を取り除くが、オイル状のエアロゾル粒子を通過させるフイルタ媒体の単層又は重層及び、オイル状のエアロゾルを捕捉し、捕集されたオイルを合一させて排出させるフイルタ媒体の単層又は重層から生産される。各々の一連の層の組成は、効率性、圧力降下及び排出性を最適化するために変化させることができる。
このように、本発明の実施形態は、流動性ストリームから粒子を濾過する方法であって、流動性ストリームを通過させている間に、粒子を濃密に充填した流動性ストリームに本発明のフイルタ要素を接触させてフイルタ要素に粒子を保持する工程を含む。流動性ストリームは、2種以上の粒子を有することができる。その場合、それらの粒子は異なる平均粒子サイズを有する。流動性ストリームは、空気、工業排ガス、クランクケースのブローバイガス、窒素、ヘリウム、アルゴンのような不活性ガス、等でよく、又は任意の他の流動体でもよい。それらの粒子は互いに異なる相でよく、すなわち、固体粒子と液体粒子とでよい。固体粒子は、例えば、スモーク(煙)、スス、タルク、アスベスト、カーボン、固体ナノ粒子又はそれらの固体粒子の組み合わせを挙げることができる。液体粒子は、例えば、水蒸気、燃料、油圧油、機械オイル、エンジンオイル、潤滑オイルのようなオイル等を挙げることでき、さらにエマルション、疎水性若しくは親水性のエアロゾル若しくは液体、揮発性有機ケミカル製品、又はそれらの液体粒子の組み合わせを挙げることができる。前述の例示は、本発明のフイルタ要素の実施態様によって包括され得る材料種に関して述べられたが限定する意図はない。
本発明のフイルタ要素によって捕捉される液体粒子は、フイルタ要素上で合一し、そして、その後、フイルタ要素から排出することが好ましい。そのような実施形態によって、本発明のフイルタ要素の実効寿命が長くなることが可能となる。特に、二つの種の粒子が捕捉され、それらの粒子の内一つが液体である場合に, 第二フイルタ媒体が第二の粒子を捕捉している間に、少なくとも二つの異なるフイルタ媒体の一つがその液体粒子を捕捉し、合一し、排出することが好ましい。
本発明にしたがった、ある好ましい配置は、一般的に定義されるようなフイルタ媒体を含み、幾つかの層を有するフイルタ要素全体で連続的な接触関係を保って積み重なる。このように、特定の好ましい配置において、高いロフト性、大きなポアサイズ及び高い透過性を有する二つ以上のエアーレイドフイルタ媒体は、低ロフト性、小さなポアサイズ及び低い透過性を有する複数層のウェットレイド媒体と共に積み重なり、結果として、ポアサイズ勾配を作り出す。異なる複数のエアーレイドフイルタ媒体が異なる複数のウェットレイドフイルタ媒体と共に積み重なってもよい。この態様で、広範なポアサイズ勾配、フイルタ要素厚み及び濾過能力を容易に組み合わせることが可能である。
積み重ねたフイルタ要素を形成するために使用される少なくとも二つの層の異なるフイルタ媒体は、負荷層及び効率層でよく、各々のその層は、注目すべき構造と濾過特性とを有し、結果的に、複合材料のフイルタ要素を形成する。負荷層の後に、流動体経路中に効率層が続く。負荷層は、目詰りなく流動性ストリームから、大きな負荷であるススのような固体粒子を捕らえることに適した高ロフト及び高多孔性層である。負荷層によれば、エアロゾルを通過させて流動性ストリームから有意な量のエアロゾルを濾過しない。流動性ストリームがそのフイルタ構造物を通過する場合に、流動性ストリームからエアロゾルを取り除くために、効率性層は、適切な多孔性、効率性、透過性及び他の濾過特性を有する高効率性層である。また、フイルタ要素の一つ以上の層は、フイルタ要素からオイル状のエアロゾルを合一して排出することを促進することが好ましい。
固体粒子がフイルタ繊維に保持されるように、一般的には、固体粒子は流動性ストリームから濾過される。このように、効果的であって非常に大きなポアサイズを有する粒子濾過媒体を提供することが好ましい。そして、それにもかかわらず、粒子が流動性ストリームから取り除かれるように、ストリーム中の大半の粒子と接触するのに必要な充分な表面をも提供することが望まれる。また、有利なこととしては、大きなポアサイズにより、捕捉された粒子による目詰りを防止することによって、フイルタ要素寿命を長くすることができる。
高負荷のススを濾過するためにスペースの要求と結び付きながら、固体粒子を濾過するための濾過性能(比較的低い圧力降下、高効率性)は、開放媒体からなる比較的厚い層を必要とする。層状構造物の下流に配置され高性能層を目詰りすることなく、ススの堆積物に対して、層内は勿論のこと上流面にも大きな表面域を提供することによって、そのような構造物は効率的な濾過を促進する。特定の適用において、効率的なススの除去が完全に終了するまで、この構造物は、それぞれの層の上部に積み重ねられた幾つかの層に存在してよいし、又はいくつかの適用においては、そのような高ロフト、低圧力降下層を一層だけ有すればこの構造物は充分である可能性もある。
ススが充満しているCCVユニットからオイル状のエアロゾルを捕捉するためのフイルタ媒体は、ススを捕捉する厚い開放層の下流に配置されてよい。小さい粒子のエアロゾルを捕捉するために、これらの下流層は、さらに縮小化した低ロフト性及び低多孔性の構造物を有してよい。ところが、捕集されたオイルが、ディーゼルエンジンのクランクケースに再度流れるように、これらの下流層により、液体粒子をその層にコーティングさせて液体相中に合一させて、そしてフイルタから排出させても好ましい。一つのそのような層だけで、効率的に、オイル状のエアロゾルを捕捉して排出するために充分である可能性があるが、そうでなければ、全てのオイル状のエアロゾルを効率的に捕捉して排出させる目的で、幾つかの層が次の層の上部に層に積み重ねられてもよい。
濾過システムのサイズ制限のため、オイル状のエアロゾルの濾過層は、平衡的な分別効率のために設計される。平衡的な分別効率は、捕集速度と等しい速度でその要素が液体を排出する場合、その要素の効率性として定義される。三つの性能特性、すなわち、初期及び平衡時の分別効率性、圧力降下及び排出能力は、要素の設計とのつりあいを保って、最適な性能を達成する。このような一例として、液体が高負荷状態である環境条件下で、一つ又は数層のみの薄層の濾過媒体が、比較的高速度で排出するために設計される。
液体粒子を捕集して排出目的のために利用されるフイルタ媒体は、典型的には、垂直に整列して、その媒体は排出するフイルタ機能を強化する。この操作において、任意の所定の媒体組成物は、接触角として測定されるように、XYポアサイズ、繊維配向性及び繊維表面と液体との相互作用の機能である平衡的な液高を示す。媒体の液体捕集は、媒体からの液体排出速度とのつりあいの取れた地点まで液高を増大させる。液体を排出しながら塞がれる媒体の任意の部分は、圧力降下を大きくしてフイルタの濾過の効率性を下げながら、濾過を利用することができなくなる。このように、液体を保持する要素の部分を最小限にすることが有利なことである。
排出速度に影響を与える三つの媒体要因は、XYポアサイズ、繊維配向性及び繊維表面と排出される液との相互作用である。全ての三つの要因は、液で塞がれる媒体の部分を最小限にするために改良され得る。要素のXYポアサイズは媒体の排出機能を強化するために増大させることができるが、このアプローチは、濾過のために利用される繊維の数を減らして結果的にはフイルタの効率性に影響を与えることとなる。目標の効率性を達成するために、比較的薄層構造が必要とされる可能性があり、そして、典型的には、比較的大きなXYポアサイズを必要とするため、0.318センチメートル(0.125インチ)超が必要である。最も効果的な全厚を形成するために、多くの層を同時に積み重ねる場合に、本発明のフイルタ要素を利用して容易に達成され得る。繊維表面と排出される液との相互作用は排出速度を増大するために改良され得る。この発明開示はこのアプローチを支持する。
二層形成したコンポーネントは、特定の適用においては充分である可能性が高いことは理解されたい。ところが、効果的なポアサイズの更に良好な勾配を実現するためには、更なる層形成したコンポーネントを含むことが有利である可能性がある。当業者であれば、層の組成及び各々の組成の層の数を特定の適用に対して変更してもよいことは容易に理解し得る。
層形成した好ましい配置は、フイルタ要素の第一の2〜3層で固体粒子を捕捉することが可能であるフイルタ要素を提供する。そして、液体粒子は、第一の2〜3層を通過し、更に、濾過経路の内部に沿って、そして更には、濾過のポアサイズ勾配に沿って存在する層に捕捉される。最も好ましいこととしては、液状エアロゾルがフイルタ繊維を覆う時に、その液状エアロゾルが更に液化して、結果的に、容器に捕集されるように重力によってフイルタから排出する。この方法によって、液体は、固体粒子から効果的に分離され、有利なこととして、捕集されて、リサイクル可能な液体を可能とし、そしてフイルタ要素の寿命を引き延ばす。
度々であるが、別個独立の層を組み合わせた場合、積層技術によれば、有用な濾過表面域のロスにつながることがある。このことは、ある表面を接着剤でコーティングし、その後層間を接触することによって遂行される接着積層システムのほとんどの場合において真実なことであり、これは、均一なコーティングで遂行されようとドットパターンで遂行されようと変わらない。同様なことが、超音波結合を利用するポイント結合材料においても真実なことである。フイルタのシート又は材料に複合繊維を用いることの優れた特徴は、複合コンポーネントが個々の層の繊維と同時に結合するだけでなく、層同士を同時に結合させるために作動することである。これは、プリーツを用いることは勿論のこと、従来の熱積層で完成する。そして、有利なこととして、本発明のフイルタ要素は、容易に勾配構造を提供し、異なる組成を有する層の数と、特定の組成物と、用いられるフイルタ媒体の生産手段とを変化させることによって、所定の適用に対する理想的な濾過能力に到達する。
通常、本発明のフイルタ要素は、フイルタパネル、カートリッジ又は液体若しくは空気のような流動体の濾過に通常用いられる他のユニットに格納される。本発明の特徴は、濾過媒体のシートが、実質的に任意の好ましい形状に容易にカットされてフイルタ要素を形成するためにハウジングに積み重ねられることであることを理解されたい。このように、特別に形状化されたパネル又はカートリッジを容易に用いることができる。透水性の支持体構造物は、媒体及び支持体を通過する圧力下において、流動体の影響を受けながらフイルタ要素を支持することができる。機械的な支持体は、追加的な層である穿孔の支持体、ワイヤー支持体、高透過性スクリム又は他の支持体を含むことができる。
本発明のフイルタ媒体を形成するのに有用である繊維の一つは複合繊維である。複合繊維の第一のポリマーコンポーネントを融解することは、複合繊維に粘着性のある骨格構造を形成させるために必要であり、冷却すると、その構造は、他の複合繊維に結合することは勿論のこと、多くの第二の繊維を捕らえ、その繊維と結合する。複合繊維についての様々なポリマーの組み合わせは、本発明において有用である可能性がある。しかし、第一のポリマーコンポーネントは、第二のポリマーコンポーネントの融解温度よりも低温で融解し、典型的には、205℃よりも低い温度で融解することは重要なことである。さらに、複合繊維は、完全に混合され、パルプ繊維を用いて均一に分散される。
通常利用される複合繊維は、シース-コア構造を含む。シース-コア構造において、低融点(例えば、約80〜250℃)の熱可塑性物質は、高融点(例えば、約120〜260℃)材料の繊維の周囲に典型的には押出しされる。使用の際、複合繊維は、典型的には、約5〜50μm(マイクロメートル)の繊維径を有し、多くの場合は、約10〜20μm(マイクロメートル)の繊維径を有し、そして、典型的には繊維形態において、一般的には0.1〜20ミリメートルの長さを有し、多くの場合は約0.2〜約15ミリメートルの長さを有する。適切な融点を有する任意の熱可塑性物質は、複合繊維の低融解コンポーネントで利用され得る。一方、高融解ポリマーは、繊維の高融解「コア」部で利用され得る。そのような繊維の断面構造は、上記で述べられたように、「並列」若しくは「シース-コア」構造、又は同様な熱的な結合機能を提供する他の構造でよい。先端部が低融点ポリマーを有する丸い突出部の繊維も利用することができる。複合繊維の有用性は、比較的に低分子量の樹脂が、複合繊維と結合するために作用する状態を作り出すシート、媒体又はフイルタの下部で融解することが可能であり、そして、材料を、機械的に安定であるシート、媒体、又はフイルタシートに仕上げることとなるシート、媒体又はフイルタ中に、他の繊維が存在することである。
典型的には、複合繊維(コア/シェル又はシース、及び並列)のポリマーは異なる熱可塑性材料から構成され、例えば、ポリオレフィン/ポリエステル (シース/コア)複合繊維から構成される。それによって、ポリオレフィン、例えば、ポリエチレンシースは、コア、例えば、ポリエステルよりも低い温度で融解する。典型的な熱可塑性ポリマーは、ポリオレフィン、例えば、ポリエチレン、ポリプロピレン、ポリブチレン及びそれらのコポリマー、ポリテトラフルオロエチレン、ポリエステル、例えば、ポリエチレンテフタレート、ポリビニルアセテート、ポリビニルクロライドアセテート、ポリビニルブチラル、アクリル系樹脂、例えば、ポリアクリレート、ポリメチルアクリレート、ポリメチルメタクリレート、ポリアミド、いわゆるナイロン、ポリビニルクロライド、, ポリビニリデンクロライド、ポリスチレン、ポリビニルアルコール、ポリウレタン、セルロース樹脂、いわゆるセルロースニトレート、セルロースアセテート、セルロースアセテートブチレート、エチルセルロース等、並びに任意の上記材料のコポリマー、例えば、エチレン−ビニルアセテートコポリマー、エチレン-アクリル酸コポリマー、スチレン−ブタジエンコポリマー、Kratonラバー等を含む。
NY(ニューヨーク州)、New YorkのEXSA Americasから入手可能なAdvansa271Pとして知られているシース−コア複合繊維であって、14μm(マイクロメートル)径の繊維が本発明において特に好ましい。他の有用な繊維は、FIT 201(TN(テネシー州)、Johnson Cityの Fiber Innovation Technology、Inc.から入手可能)、Kuraray N720(日本、Osaka(大阪)のKuraray Co.、Ltd)及び市販されている同様な材料を含む。これらの繊維の全てが、第一融解の完了時にシースポリマーを架橋結合させる特性を示す。このことは、適用温度が典型的にはシース融解温度より高温である液の適用に対して重要である。シースが充分に結晶化しないなら、その後シースポリマーはその適用において再融解し、下流の装置及びコンポーネントの表面を覆うか、損傷を与えることになる。
複合繊維の低融解部の融点以上で形成し、及び熱結合をした後、本発明のフイルタ媒体は、融点より高い温度で利用され得る。一旦、熱的に形成されると、媒体が繊維の軟化又は融解のために機械的な安定性を失うこととなる温度でその媒体は外観的に安定する。発明者らは、繊維の融解及び結果的に生じる媒体の破損を防止する相互作用が結合部分にあると考える。したがって、複合繊維の低融解部の融点と等しい温度か、融点より5.6℃〜56℃(10°〜100°F)高い温度で、移動性のガス相又は液相を用いて利用され得る。そのような適用は、油圧油濾過、潤滑油濾過、炭化水素燃料濾過、ホットプレスガス濾過等を含む。
また、媒体繊維が本発明のフイルタ媒体で用いられる。媒体繊維は、濾過をすること、又は構造的な媒体層を形成することに役立つことが可能な繊維である。そのような繊維は、多くの親水性、疎水性、親油性及び疎油性繊維から生産される。使用中において、流動性材料の経路からの機械的な応力に耐えることが可能であって、粒子の負荷を維持することが可能である、機械的に安定であるが強力で透過性の濾過媒体を形成するために、これらの繊維は、ガラス繊維及び複合繊維と結び付く。典型的には、そのような繊維は、約0.1〜約50μm(マイクロメートル)の範囲に及ぶことができる径を有する単一成分の繊維であって、天然のコットン、リネン、ウール、様々なセルロース性及びタンパク質性の天然繊維、並びに、レーヨン系、アクリル系、アラミド系、ナイロン系、ポリオレフィン系及びポリエステル系繊維を含む合成繊維を含有する様々な材料から生産され得る単一コンポーネントの繊維である。第二繊維の一つの種は、シート中に材料を結合させるために他のコンポーネントと結び付くバインダー繊維である。構造的な繊維の別の種は、ドライ及びウェット状態において、材料の引張及び破裂強度を増大させるために他のコンポーネントと結び付く。さらに、バインダー繊維は、ポリビニルクロライド、ポリビニルアルコールのようなポリマーから生産される繊維を含むことができる。また、第二の繊維は、無機繊維、例えば、カーボン/グラファイト繊維,金属繊維、セラミック繊維及びそれらの組み合わせを含むことができる。
熱可塑性繊維は、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、コポリエーテルエステル繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維、液晶ポリマー(LCP)ファイバー及びそれらの混合物を含むが、それらに限定されことはない。ポリアミド繊維は、ナイロン6、66、11、12、612及び高温「ナイロン」(例えば、ナイロン46)を含むが、それらに限定されることはない。他の有用な繊維は、セルロース系繊維、ポリビニルアセテート、ポリビニルアルコール繊維(様々な加水分解のポリビニルアルコールを含み、例えば、88%の加水分解、95%の加水分解、98%の加水分解及び99.5%の加水分解ポリマーを含む。)、コットン、ビスコースレーヨン、例えば、ポリエステル、ポリプロピレン、ポリエチレン等、ポリビニルアセテート、ポリ乳酸のような熱可塑性物質及び他の一般的な繊維種を含む。一般的には、熱可塑性繊維は、細くて(約0.5−20デニール径)短い(約0.1−5cm長)ステープル繊維であり、場合によっては、プレコンパウンドの従来の添加剤、例えば、抗酸化剤、安定剤、潤滑剤、タフナー等を含む。さらに、熱可塑性繊維は、分散助剤で処理された表面でもよい。好ましい熱可塑性繊維は、ポリアミド及びポリエチレンテレフタレート繊維であり、最も好ましい熱可塑性繊維は、ポリエチレンテレフタレート繊維である。
好ましい媒体繊維は、本発明の媒体で利用されるガラス繊維を含み、A、C、D、E、Zero Boron E、ECR、AR、R、S、S−2、N等の表示によって知られているガラス種を含み、そして、一般的には、補強繊維を生産するために利用される引き抜き処理か、又は熱的な絶縁繊維を生産するために利用されるスピン処理によって、繊維を作り出すことが可能である任意のガラスを含む。そのような繊維は、典型的には、約0.1〜16μm(マイクロメートル)の径として用いられ、約10〜1000のアスペクト比(径で除された長さ)として用いられる。これらの市販の繊維は、サイジングコーティング剤で、特徴的にサイジングされる。そのようなコーティング剤によって、イオン的に中性な別のガラス繊維が、繊維束の中で形成して留まることになる。約1μm(ミクロン)未満の径のガラス繊維はサイジングされない。大きい径の短いガラス繊維がサイジングされる。
ガラス繊維の生産者は、通常、このようなサイズ剤を用いる。サイジング組成の帯電防止の試薬は繊維凝集を取り除き、タンク内の分散攪拌時にガラス繊維の均一な分散を可能とする。ガラススラリーの効果的な分散ためにガラス繊維の典型的な量は、分散液中の固体質量換算で50%〜約90%の範囲内であり、最も好ましくは、約50−80%である。ガラス繊維のブレンドは、実質的に、材料の透過性を改良することに対して手助けとなる。発明者らは、平均繊維径が約0.3〜0.5μm(マイクロメートル)であるガラス繊維と、平均繊維径が約1〜2μm(マイクロメートル)であるガラス繊維と、平均繊維径が約3〜6μm(マイクロメートル)であるガラス繊維と、繊維径が約6〜10μm(マイクロメートル)であるガラス繊維と、繊維径が約10〜100(マイクロメートル)であるガラス繊維とを、様々に変化を持たせて組み合わせることは、実質的に透過性を改良することができることを見出した。発明者らは、ガラス繊維ブレンドが制御したポアサイズを得て、媒体層の透過性を画定すると考える。有用なガラス繊維は市販されており、例えば、OH(オハイオ州)、ToledoのOwens−Corning Corporation、S.C.(サウスカロライナ州)、SummervilleのLauscha Fiber International Co.から入手可能である。
本発明の幾つかの実施形態において、バインダー樹脂を用いることは有用な可能性がある。樹脂を含むバインダーコンポーネントは、この本発明のフイルタ媒体に対して適度な強度得るためには必ずしも必要ではないが、用いられることが有利なことである。バインダー樹脂は、典型的には、水−溶解性又は水感応性ポリマー材料を含むことができる。そのポリマー材料は、典型的には、乾燥形態、溶媒又は水分散液に提供される。一つ以上のフイルタ媒体コンポーネントが使用中に放出され、埃として空気中に浮遊する場合に有害物質となる実施態様において、そのバインダー樹脂は、機械的に安定である媒体層に繊維と結合することを促進するのに利用され得る。また、バインダーは本発明のフイルタ媒体の剛性を増大させるためにも利用され得る。
有用なバインダーポリマーの例示は、ビニルアセテート材料、ビニルクロライド樹脂、ポリビニルアルコール樹脂、ポリビニルアセテート樹脂、ポリビニルアセチル樹脂、アクリル系樹脂、メタクリル系樹脂、ポリアミド樹脂、ポリエチレンビニルアセテートコポリマー樹脂、熱硬化性樹脂、例えば、ウレアフェノール、ウレアホルムアルデヒド、メラミン、エポキシ、ポリウレタン、硬化性不飽和ポリエステル樹脂、多環芳香族樹脂、レゾルシノール樹脂、及び同様なエラストマー樹脂を含む。水溶解性又は分散性のバインダーポリマーについての好ましい材料は、水溶解性又は水分散性熱硬化性樹脂であり、例えば、アクリル系樹脂、メタクリル系樹脂、ポリアミド系樹脂、エポキシ系樹脂、フェノール系樹脂、ポリウレア、ポリウレタン、メラミンホルムアルデヒド樹脂、ポリエステル及びアルキド樹脂、一般的、そして特別には、水溶解性アクリル系樹脂、メタクリル系樹脂、ポリアミド系樹脂、そして、それらは、製紙産業において一般的に用いられる。そのようなバインダー樹脂は、典型的には、繊維の表面を覆い、完成品の不織布マトリックスの繊維に繊維を接着させる。ポアの上側を覆うフイルムが、シート、媒体又はフイルタ材料に形成されることを起こすことなく充分に繊維の表面を覆うために、充分な量の樹脂が供給物に添加される。その樹脂は、製紙工程中に供給物に添加され得るか、又は形成後に媒体適用され得る。
ラテックスバインダーが、フイルタ媒体のポアを覆うフイルムを実質的に形成しない量で利用され得る。バインダーは、各々の不織層で三次元的な不織繊維ウエブと結合するための充分な量で用いられるか、又は複合繊維によって享受される接着特性と協働して接着剤として用いられる。バインダーは、当該技術において公知である様々なラテックス接着剤から選択され得る。当業者であれば、結合されるべきセルロース系繊維のタイプ次第で特定のラテックス接着剤を選択することができる。ラテックス接着剤は、スプレー又はフォーム(泡形状)のような公知の技術によって適用され得る。一般的には、5〜25%の固体性を有するラテックス接着剤が利用される。分散液は、繊維を分散することによって生産され得る。そして、その後、バインダー材料を添加するか、又はバインダー材料を分散し、そして、その後繊維を添加する。また、分散液は、繊維の分散液をバインダー材料の分散液と組み合わせることによって生産され得る。分散液中の全繊維の濃度は、分散液の全質量に基づいて、0.01〜5又は0.005〜2質量パーセントの範囲に及ぶことができる。分散液中のバインダー材料の濃度は、繊維の全質量に基づいて10〜50質量パーセントの範囲に及ぶことができる。
また、本発明の不織布媒体は、多くの親水性、疎水性、親油性及び疎油性繊維から生産される第二の繊維を含むことができる。使用中において、流動性材料の経路からの機械的な応力に耐えることが可能であって、粒子の負荷を維持することが可能である、機械的に安定であり、強力で透過性の濾過媒体を形成するために、これらの繊維は、媒体繊維及び複合繊維と結び付く。典型的には、第二の繊維は、約0.1〜約50μm(マイクロメートル)の範囲に及ぶことができる径を有する単一成分の繊維であって、天然のコットン、リネン、ウール、様々なセルロース性及びタンパク質性の天然繊維、ガラス繊維、並びに、レーヨン系、アクリル系、アラミド系、ナイロン系、ポリオレフィン系及びポリエステル系繊維を含む合成繊維を含有する様々な材料から生産され得る単一コンポーネントの繊維である。第二繊維の一つの種は、シート中に材料を結合させるために他のコンポーネントと結び付くバインダー繊維である。第二の繊維の別の種は、ドライ及びウェット状態において、材料の引張及び破裂強度を増大させるために他のコンポーネントと結び付く構造的な繊維である。第二の繊維は熱可塑性又は熱硬化性材料から成り立ってよい。また、第二の繊維は、無機繊維、例えば、カーボン/グラファイト繊維,金属繊維、セラミック繊維及びそれらの組み合わせを含むことができる。
熱可塑性の第二の繊維は、例えば、ポリエステル繊維、ポリアミド繊維、ポリエチレン又はポリプロピレン繊維のようなポリオレフィン繊維、コポリエーテルエステル繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリエチレン−ビニルアセテートコポリマー、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維、ポリビニルアセテート、ポリビニルアルコール繊維(様々な加水分解のポリビニルアルコールを含み、例えば、88%の加水分解、95%の加水分解、98%の加水分解及び99.5%の加水分解ポリマーを含む。)、ポリアクリレート繊維、液晶ポリマー(LCP)ファイバー、並びにそれらのコポリマー及び混合物のような合成ポリマー材料から生産され得る。ポリアミド繊維は、ナイロン6、66、11、12、612を含むが、それらに限定されることはない。また、繊維は、セルロース系繊維、コットン繊維又はビスコースレーヨン繊維を含む天然材料から生産されてよい。
一般的には、熱可塑性繊維は、細くて(約0.5−20デニール径)短い(約0.1−5cm長)ステープル繊維であり、場合によっては、プレコンパウンドの従来の添加剤、例えば、抗酸化剤、安定剤、潤滑剤、タフナー等を含む。さらに、熱可塑性繊維は、分散助剤で処理された表面でもよい。好ましい熱可塑性繊維は、ポリアミド及びポリエチレンテレフタレート繊維であり、最も好ましい熱可塑性繊維は、ポリエチレンテレフタレート繊維である。
水又はオイルの接触角を増大させるような、媒体中の繊維の表面特性を親水性又は疎水性に変更することは、濾過媒体の液結合及び排出機能を強化するために利用されて、結果的にフイルタの性能(圧力降下の減少及び質量効率の改良)を強化するために利用される。例えば、様々な繊維は、ミストフイルタ又は他のフイルタ(6.9kPa(1psi)未満の終端圧力降下)のような低圧フイルタのために利用されるフイルタ媒体の設計において用いられる。繊維の表面を改良する一つの方法は、例えば、フルオロケミカル又はシリコーン含有材料であって、質量換算で媒体の0.001〜5%又は約0.01〜2%の表面処理剤を適用することである。発明者らは、複合繊維であり、追加的な樹脂バインダーを有しても有していなくても、合成繊維、セラミック繊維又は金属繊維のような他の第二の繊維を含むことができるウェットレイド層の繊維の表面特性を改良することを見込んでいる。結果物の媒体は、複数層のフイルタ要素構造物に組み込まれる。表面改良の利用によって、未処理の媒体よりも小さなXYポアサイズを有する媒体構造を許容し、それによって、小さな繊維の使用で効率性を増大させ、より縮小化した要素のために媒体の厚みを薄くし、要素の平衡状態の圧力降下を下げる。
繊維層に添加するためのこの発明に有用なフルオロケミカルの試薬は、次の化学式によって表される分子である。
この発明で用いられるフルオロケミカル試薬において使用に適したカチオン性基は、酸素不含有(例えば、 −NH2)又は酸素含有 (例えば、アミン酸化物)でよいアミン又は第4級のアンモニウムカチオン性基を含むことができる。そのようなアミン及び第4級のアンモニウムカチオン性親水性基は、例えば、−NH2、−(NH3)X、−(NH(R2)2)X、 −(NH(R2)3)X、又は−N(R2)2→ Oのような化学式を有してよく、それらの式中、 Xは、アニオン性対イオンであり、例えば、ハロゲン化物イオン、水酸化物イオン、硫酸イオン、重硫酸イオン又はカルボン酸イオンであり、 R2 は、H又はC1-18アルキル基であり、そして各々の R2は同一でもよいし、又は他のR2 基と異なってもよい。R2は、H又はC1-10アルキル基であることが好ましく、Xは、ハロゲン化物イオン、水酸化物イオン又は重硫酸イオンであることが好ましい。
この発明で用いられるフルオロ-有機湿潤剤において使用に適したアニオン性基は、イオン化によってアニオンのラジカルになることが可能な基を含む。アニオン性基は、例えば、−COOM、−SO3M、−OSO3M、−PO3HM、−OPO3M2又は−OPO3HMのような化学式を有してよく、それらの式中、MはH、金属イオン、(NR1 4)+、又は (SR1 4)+であり、 それらの式中、各々の R1 は、独立に、H又は、置換若しくは無置換のC1−C6アルキルである。 MがNa+又はK+であることが好ましい。この発明で用いられる好ましいアニオン性基のフルオロ-有機湿潤剤は、化学式−COOM又は−SO3Mを有する。側鎖のフッ化炭素基を有するエチレン系不飽和カルボン酸及びジカルボン酸モノマーから典型的に生産されるアニオン性ポリマー材料が、アニオン性フルオロ-有機湿潤剤の基の中に含まれる。
この発明で用いられるフルオロ-有機湿潤剤の使用に適した両性基は、上記で定義された少なくとも一つのカチオン性と上記で定義された少なくとも一つのアニオン性基を含む基を含む。代替的には、例えば、幾つかのエチレンオキサイドの繰り返し単位に結合したステアリル基のような非イオン化両性材料が当該技術分野において知られており、それもまた用いられてよい。
この発明で用いられるフルオロ-有機湿潤剤の使用に適した非イオン性基は、親水性であるが、農学的な通常用途のpH条件下でイオン化されていない基を含む。非イオン性基 は、例えば、−O(CH2CH2)XOHのような化学式を有してよく、その式中、xは2以上であり、−SO2NH2、−SO2NHCH2CH2OH、−SO2N(CH2CH2H)2 、−CONH2、−CONHCH2CH2OH、又は−CON(CH2CH2OH)2である。そのような材料の例示は次の構造式の材料を含む。
他の有用なフルオロケミカル試薬は、例えば、米国特許2,764,602号、2,764,603号、3,147,064号及び4,069,158号で述べられているようなカチオン性フルオロケミカルを含む。そのような両性フルオロケミカル試薬は、例えば, 米国特許2,764,602号、4,042,522号、4,069,158号、4,069,244号、4,090,967号、4,161,590号及び4,161,602号で述べられているような両性フルオロケミカルを含む。 アニオン性フルオロケミカル湿潤剤は、例えば、米国特許2,803,656号、3,255,131号、3,450,755号及び4,090,967号で述べられているようなアニオン性フルオロケミカルを含む。
繊維の表面を改良するための方法は多数ある。排出力を強化する繊維は媒体を生産するために用いられる。処理は、ポスト処理として、繊維の生産中、媒体の生産中又は媒体の生産後に適用される。接触角を増大させるフルオロケミカル又はシリコーン含有材料のような多数の処理材料を利用することが可能である。フイルタ媒体に組み込まれる多数の 繊維が排出機能を強化するために処理され得る。 ポリエステル、ポリプロピレン又は他の合成ポリマーからなる複合繊維が処理され得る。 ガラス繊維、合成繊維、セラミック、繊維又は金属繊維が処理され得る。
そのような表面処理材料の限定はされないが代表的なものは、DuPont Zonyl FSN、Dupont Zonyl 7040、及びDuPont Zonyl FSOの非イオン性界面活性剤である(DE(デラウエアー州)、WilmingtonのDuPont Companyから入手可能である。 )。本発明のポリマーで利用され得る添加剤の他の態様は、次の一般構造式を有する低分子量のフッ化炭素アクリレート系材料を含む。
ウェット及びドライの引張強度と破裂強度等とを含む機械的特性は、フイルタ媒体に対して重要である。圧縮特性もまた重要である。なぜならば、それは、媒体中を通る流動体の流れ方向の圧縮又は変形に対する抵抗の評価基準となるからである。圧縮性は材料の厚みを維持して、それによってポア構造、濾過流量、粒子除去性能を維持するために充分でなければならない。従来の樹脂飽和状態を利用した多くの高効率性ウェットレイド材料、メルトブローン材料及び他のエアーレイド材料は、この圧縮強度の不足で所定の圧力下で破壊する。これは、特に液体フイルタについて問題であるが、ガスフイルタについても問題の可能性がある。本発明のフイルタ媒体は、860〜3860Paで0.5超の圧縮性を有し、860〜3860Paで0.7超の圧縮性を有することが好ましく、860〜3860Paで0.9超の圧縮性を有することが最も好ましい。
次の実施例において、ベストモードを含めた、限定していない本発明の態様が更に述べられる。
一般的な実験技術
1.坪量
坪量は、フイルタ媒体のシート面積の平方単位当たりの質量である。測定は、媒体のシートを12×12の正方形にカットして、質量を測定して、平方メートル当たりのグラムの単位(g/m2)にその割合(値)を変換することによって実行される。そのテストは2回繰り返され、それらのテストの平均値が報告される坪量である。
1.坪量
坪量は、フイルタ媒体のシート面積の平方単位当たりの質量である。測定は、媒体のシートを12×12の正方形にカットして、質量を測定して、平方メートル当たりのグラムの単位(g/m2)にその割合(値)を変換することによって実行される。そのテストは2回繰り返され、それらのテストの平均値が報告される坪量である。
2.圧縮率
圧縮率は、厚み測定中に適用される圧力が増大する場合の僅かな厚みの変化として定義される。本発明の材料の圧縮率は、二つの異なる圧力におけるフイルタ媒体シートの厚みの比を求めることによって測定される。これらの実施例において、二つの圧力は860Pa及び3860Paである。このようにして、圧縮率は、860Paの厚みに対する3860Paの厚みの比として表現される。
圧縮率は、厚み測定中に適用される圧力が増大する場合の僅かな厚みの変化として定義される。本発明の材料の圧縮率は、二つの異なる圧力におけるフイルタ媒体シートの厚みの比を求めることによって測定される。これらの実施例において、二つの圧力は860Pa及び3860Paである。このようにして、圧縮率は、860Paの厚みに対する3860Paの厚みの比として表現される。
3.透過性
透過性は、1.3センチメートル(0.5インチ)の水の圧力降下でフイルタ媒体を通って流れるエアーの量(ft3−min-1−ft-2又はft−min-1)である。一般的には、通常の用語として使われるような透過性は、Maryland、GaithersburgのFrazier Precision instrumentから入手可能である、Frazier Permeabili Tester、又はTexTest 3300若しくはTexTest(SC(サウスカロライナ州)、SpartanburgのAdvanced Testing Instruments Corp(ATI)から入手可能)を用いて、ASTM D737にしたがって、Frazier Permeabili Testによって評価される。
透過性は、1.3センチメートル(0.5インチ)の水の圧力降下でフイルタ媒体を通って流れるエアーの量(ft3−min-1−ft-2又はft−min-1)である。一般的には、通常の用語として使われるような透過性は、Maryland、GaithersburgのFrazier Precision instrumentから入手可能である、Frazier Permeabili Tester、又はTexTest 3300若しくはTexTest(SC(サウスカロライナ州)、SpartanburgのAdvanced Testing Instruments Corp(ATI)から入手可能)を用いて、ASTM D737にしたがって、Frazier Permeabili Testによって評価される。
4.ポアサイズ
「ポアサイズ」又は「XYポアサイズ」は、濾過媒体の繊維間の理論上の距離である。XYは、媒体の厚みであるZ方向に対して表面の方向性を表す。この算定は、繊維の長さに対して垂直な断面から見たときに、媒体中の全ての繊維が、媒体の表面に平行方向に並び、等間隔であり、正方形として整えられることを前提とする。XYポアサイズは、その正方形の繊維表面の対向コーナー間の対角距離である。媒体が様々な径を有する繊維から構成されるならば、その繊維のd2は径の意味として用いられる。d2は、平方した径の平均平方根を意味する。
「ポアサイズ」又は「XYポアサイズ」は、濾過媒体の繊維間の理論上の距離である。XYは、媒体の厚みであるZ方向に対して表面の方向性を表す。この算定は、繊維の長さに対して垂直な断面から見たときに、媒体中の全ての繊維が、媒体の表面に平行方向に並び、等間隔であり、正方形として整えられることを前提とする。XYポアサイズは、その正方形の繊維表面の対向コーナー間の対角距離である。媒体が様々な径を有する繊維から構成されるならば、その繊維のd2は径の意味として用いられる。d2は、平方した径の平均平方根を意味する。
ポアサイズは以下のように算出される。
媒体坪量(質量/単位面積)=B
媒体厚み=T
繊維の質量分率1=M
繊維/単位体積=F
XYポアサイズ=P
繊維質量/単位長=m
繊維径=d
媒体坪量(質量/単位面積)=B
媒体厚み=T
繊維の質量分率1=M
繊維/単位体積=F
XYポアサイズ=P
繊維質量/単位長=m
繊維径=d
実施例1
ウェットレイドフイルタ媒体を次の技術にしたがって生産した。まず、硫酸を用いてpHを約3に調整した1Lの水でガラス繊維及び合成繊維を別個独立に分散した。Waring2高速ブレンダー(モデル#7009G、CT(コネチカット州)、TorringtonのWaring Productsから入手可能である。)で混合することによって、繊維をスラリー化した。その後、4Lの水で全5Lまで繊維スラリーを希釈して、さらに2分間以上、混合した。標準的なFormax30.5×30.5センチメートル(12×12インチ)G−100ハンドシートモールド(NH(ニューハンプシャー州)、DoverのBescorp Inc.から入手可能である。)に混合スラリーを移動させた。そして、そのモールドには、Reemay2200のキャリアシート(TN(テネシー州)、Old HickoryのFiberweb Plcから入手可能である。)を配置した。気泡が混入しないことを確実にするために、シートを注意深く浸漬させた。その後、水をスラリーから排出した。Emerson スピード Dryer、Model 135(MI(ミシガン州)、RichlandのKalamazoo PaperChemicals)のフラットシートドライヤーを用いて、141℃(285°F)で5分間、ウェットシートを乾燥させて結合させた。
ウェットレイドフイルタ媒体を次の技術にしたがって生産した。まず、硫酸を用いてpHを約3に調整した1Lの水でガラス繊維及び合成繊維を別個独立に分散した。Waring2高速ブレンダー(モデル#7009G、CT(コネチカット州)、TorringtonのWaring Productsから入手可能である。)で混合することによって、繊維をスラリー化した。その後、4Lの水で全5Lまで繊維スラリーを希釈して、さらに2分間以上、混合した。標準的なFormax30.5×30.5センチメートル(12×12インチ)G−100ハンドシートモールド(NH(ニューハンプシャー州)、DoverのBescorp Inc.から入手可能である。)に混合スラリーを移動させた。そして、そのモールドには、Reemay2200のキャリアシート(TN(テネシー州)、Old HickoryのFiberweb Plcから入手可能である。)を配置した。気泡が混入しないことを確実にするために、シートを注意深く浸漬させた。その後、水をスラリーから排出した。Emerson スピード Dryer、Model 135(MI(ミシガン州)、RichlandのKalamazoo PaperChemicals)のフラットシートドライヤーを用いて、141℃(285°F)で5分間、ウェットシートを乾燥させて結合させた。
この技術を用いて、フイルタ媒体のFM−1及びFM−2が形成された。実験で得られた二つのウェットレイドフイルタ媒体、FM−1及びFM−2の組成が表1に示される。また、坪量、二つの異なる圧力における厚み、二つの圧力間で圧縮される厚みの比、ポアサイズ及び透過性を含むフイルタ媒体の物理的特性が表1に示される。
実施例2
本発明のエアーレイドフイルタ媒体が、Germany(ドイツ)、BocholtのTangerding Bocholt GmbHから得られた。Tangerdingの整理番号、TB 180−T05を、この実施例及び次の実施例においてFM−3(フイルタ媒体3)として表す。Tangerdingの整理番号、FF 320−T05−2を、この実施例及び次の実施例においてFM−4として表す。そして、Tangerdingの整理番号、FF 180−T05 NP−0256/2を、この実施例及び次の実施例においてFM−5として表す。エアーレイドフイルタ媒体のFM−3、FM−4及びFM−5の組成が表2に示される。また、エアーレイドフイルタ媒体のFM−3、FM−4及びFM−5に関する、坪量、二つの異なる圧力における厚み、二つの圧力間で圧縮される厚みの比、算出されたXYポアサイズ及び透過性が表2に示される。
本発明のエアーレイドフイルタ媒体が、Germany(ドイツ)、BocholtのTangerding Bocholt GmbHから得られた。Tangerdingの整理番号、TB 180−T05を、この実施例及び次の実施例においてFM−3(フイルタ媒体3)として表す。Tangerdingの整理番号、FF 320−T05−2を、この実施例及び次の実施例においてFM−4として表す。そして、Tangerdingの整理番号、FF 180−T05 NP−0256/2を、この実施例及び次の実施例においてFM−5として表す。エアーレイドフイルタ媒体のFM−3、FM−4及びFM−5の組成が表2に示される。また、エアーレイドフイルタ媒体のFM−3、FM−4及びFM−5に関する、坪量、二つの異なる圧力における厚み、二つの圧力間で圧縮される厚みの比、算出されたXYポアサイズ及び透過性が表2に示される。
実施例3
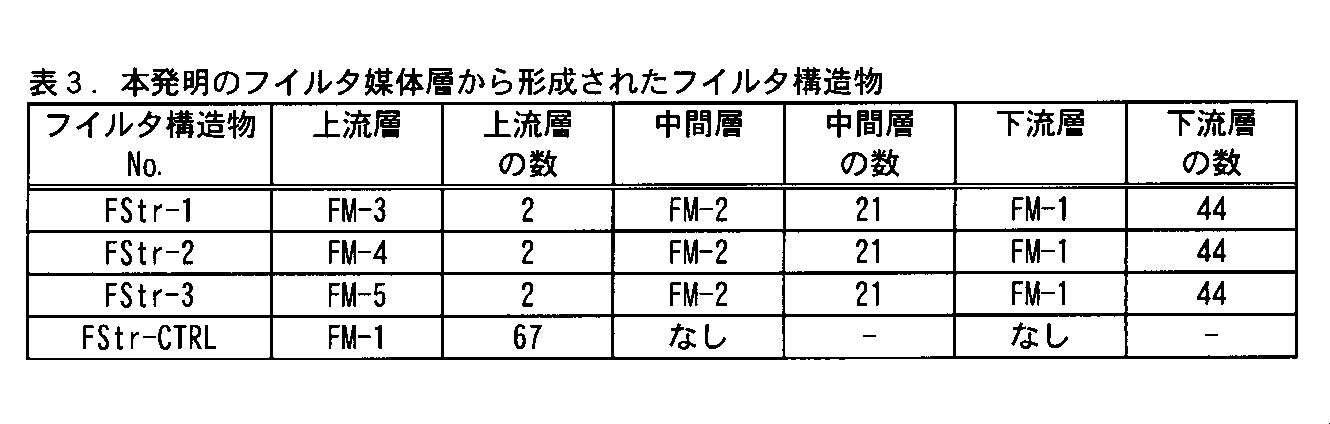
上記の実施例から得られたフイルタ媒体は、矩形シート21.6cm×14.5cmにカットされた。フイルタ要素を形成するために、そのシートを層状にした。図1−4で表されているように、両側の穿孔支持体を有するハウジングにフイルタ要素を取り囲んだ。ハウジング、支持体及びフイルタ 要素は、共にフイルタ構造物を形成する。フイルタ構造物は、表3に示されるように、複数層のフイルタ媒体を用いて構成された。図1で表されるように、金属メッシュがダイヤモンドパターンに拡張されながら、媒体は下流側の後方に配置された。媒体は、上流側の穿孔支持体とフイルタ構造物の下流端部との間で、3.4cmまで圧縮された。
上記の実施例から得られたフイルタ媒体は、矩形シート21.6cm×14.5cmにカットされた。フイルタ要素を形成するために、そのシートを層状にした。図1−4で表されているように、両側の穿孔支持体を有するハウジングにフイルタ要素を取り囲んだ。ハウジング、支持体及びフイルタ 要素は、共にフイルタ構造物を形成する。フイルタ構造物は、表3に示されるように、複数層のフイルタ媒体を用いて構成された。図1で表されるように、金属メッシュがダイヤモンドパターンに拡張されながら、媒体は下流側の後方に配置された。媒体は、上流側の穿孔支持体とフイルタ構造物の下流端部との間で、3.4cmまで圧縮された。
制御フイルタ構造物、FStr−CTRLは、試験において、下記実施例4のFStr−1、−2及び−3に対する比較例として入手された。FStr−CTRLは、ディーゼルエンジンの利用のために市販されているフイルタであり、MN(ミネソタ州)、MinneapolisのDonaldson Company, INC.からPart No.SO40029として入手可能である。
フイルタ要素構成物に関して更に詳細に述べると、図1は、下流側部12と穿孔支持体13を備えてそれらの中を通して層14が目視可能であるハウジング11を有するフイルタ構造物10であって充分に構成されたものを示す。図2は、上流側部15を備えて、その中を通して上流側のフイルタ媒体16の層が目視可能であるハウジング11を有するフイルタ構造物10を示す。図3は、図2のクローズアップ図であって、より詳細なフイルタ構造物10及びハウジング11に関して、上流側部15及び上流のフイルタ媒体16を示す。図4は、フイルタ構造物10の側面図であって、ハウジング11と、ハウジング11の内部のフイルタ要素18を固定するタブ−スロット手段17とを示す。
図5は、図1−4に示されたフイルタ構造物10の分解図である。ハウジング11の下流側部12を取り除き、穿孔支持体13も同様に取り除いた。下流のフイルタ媒体14は露出されて、フイルタ要素18の複数層もまた目視可能である。また、図4の17として示されたように、フイルタ要素を固定するタブ及びスロット手段の個々のタブ17aとスロット17bも目視可能である。図6は、ハウジング11及びフイルタ要素18のクローズアップ図である。層18aがクローズアップ状態で目視可能である。図7は、フイルタ 構造物10の第二の分解図である。ハウジング11の下流側部12を取り除き、同様に穿孔支持体13及び下流のフイルタ媒体14を取り除いた。二つの層の上流のフイルタ媒体16と、図4の17として示されたように、フイルタ要素を固定するタブ及びスロット手段の個々のタブ17aとスロット17とが目視可能である。
実施例4
フイルタ構造物である、FStr−1、FStr−2、FStr−3及びFStr−CTRLについて、The NetherlandsのDAF Trucks N.V.から入手したモデルナンバーMX−USを有するディーゼルエンジンのクランクケース内の標準的なフイルタハウジングにフイルタを配置することによって、クランクケース換気(CCV)試験を実施した。フイルタ構造物の全域にわたる圧力降下が、室温で250L/minの条件で2300〜4200Paであることが確認されるまで、標準的な操作条件でエンジンを稼動させた。このように、4200PaでFStr−CTRLを取り出し、2300PaでFStr−1を取り出し、2300PaでFStr−2を取り出し、3200PaでFStr−3を取り出した。
フイルタ構造物である、FStr−1、FStr−2、FStr−3及びFStr−CTRLについて、The NetherlandsのDAF Trucks N.V.から入手したモデルナンバーMX−USを有するディーゼルエンジンのクランクケース内の標準的なフイルタハウジングにフイルタを配置することによって、クランクケース換気(CCV)試験を実施した。フイルタ構造物の全域にわたる圧力降下が、室温で250L/minの条件で2300〜4200Paであることが確認されるまで、標準的な操作条件でエンジンを稼動させた。このように、4200PaでFStr−CTRLを取り出し、2300PaでFStr−1を取り出し、2300PaでFStr−2を取り出し、3200PaでFStr−3を取り出した。
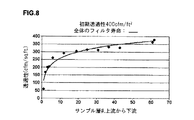
取り出されたサンプルの液体オイルを一掃して、その後に、様々な個別の層について、透過性の試験を実施した。透過性は、分当たりであって、フイルタ表面積の平方フィート当たりの空気の立方フィート(cfm/ft2)で測定された。層を取り出した方向は、下流に動く要素の上流からであった。第一の4層が取り出され、その後、フイルタ全体に対して以下に示される測定位置における一つの層が取り出された:1/8"、1/4"、3/8"、1/2"、5/8"、3/4"及び7/8"。そして、最後の二層も取り出した。
試験のために取り出された各々の層を、オイルを取り除くためにヘキサンで洗浄し、そして、乾燥し、その後、それらの層について透過性の試験を行った。FStr−CTRLの試験結果を図8に示す。120.6m/min(400cfm/ft2)であるFM−1個別の層の初期の透過性と比較すると、このフイルタの第一の上流層は、18.1m/min(60cfm/ft2)の透過性を有する。次の幾つかの層は、非常に高い透過性を有し、45.2m/min(150cfm/ft2)超の透過性を有する。層12で、透過性は、ほぼ90.4m/min(300cfm/ft2)になる。このように、高圧の圧力降下によるフイルタ破損は、実際のところ、主として第一の幾つかの層に因ることが大きいことが観察される。これらの層は、クランクケースに存在する大きなススの負荷を捕捉して、すぐに目詰まりとなる。
FStr−CTRLの代わりに、FStr−1、FStr−2及びFStr−3を用いた、同様なテストの結果を表4と図9に示す。このテストにおいて、三つのセットの層の濾過効果を検討するためにそれらの結果を別個独立に表す。このように、FM−1又はFM−2層の透過性が高い状態であるならば、クランクケースの気流がFM−1層に到達する前に、エアーレイド媒体FM−3、FM−4、FM−4又はFM−5の層が、ススを効果的に取り除く。ところで、低透過性のエアーレイド層が、高透過性のFM−1及び/又はFM−2に伴ってしまうならば、その後、エアーレイド層がフイルタ構造物の最初の上流部であまりにも多くのススを捕捉し、結果として、エアーレイドフイルタがFM−1及びFM−2層を保護する良好な働きをするにしても、早い時期に、フイルタ全域にわたって圧力降下が全体的に高くなることとなる。
FStr−1のFM−3層が高透過性であることによって指し示されるように、フイルタ媒体FM−3は、次層のFM−2層を保護しない。そして、一方では、低透過性は第一の幾つかの層のFM−2、特には、第一層のFM−2で発現することになる。透過性を軽減することは媒体でススを捕らえる結果につながる。FStr−2のフイルタ媒体FM−4は過度な量のススを捕らえることによって非常に良好な働きをして、結果として、高透過性を維持するようにFM−2の層を保護しながらFM−4層の透過性が低くなる。FStr−3のフイルタ媒体FM−5は、他方のフイルタ要素の中間に位置し、目詰まりすることなく、効果的にスス粒子を捕らえる。一方、同時に、ブローバイストリームによるオイル状のエアロゾルを濾過するために設計された下層のフイルタ媒体の目詰まりを防止することとなる。
本発明は、特定の実施態様に関連して述べられるが、本発明は更なる変更例が可能であることを理解されたい。そして、この適用は、さらに、この一般的には本発明の原理に基づいた本発明の任意の変更、使用又改良に及ぶ意図であることを理解されたい。さらに、本発明が関連する当該技術内容の範囲内で公知又は周知の実施を伴うような本開示から出発したもの、以上までで述べた本質的な特徴に適用されるような本開示から出発したもの、及び添付された特許請求の範囲の内容の範囲内に従うような本開示から出発したものを含む本発明の任意の変更、使用又改良に及ぶ意図であることも理解されたい。
Claims (29)
- 少なくとも二つの不織布フイルタ媒体の層を含むフイルタ要素であって、
該フイルタ要素が、
(a)5から50μm(ミクロン)径を含有する複合繊維を含む1から100質量%の第一繊維及び5から50質量%の第二繊維を含む第一フイルタ媒体であって、該第一フイルタ媒体が、0.2から200μm(マイクロメーター)のポアサイズ、0.305から305m−min-1(1から1000ft−min-1)の透過性、860Paにおいて約2から25%の固体性、5から1000g−m-2の坪量、及び860Paから3860Paにおける0.5から1.0の圧縮率を有する第一フイルタ媒体、並びに、
(b)該第一フイルタ媒体とは異なる第二フイルタ媒体であって、該第二フイルタ媒体が、0.2から200μm(マイクロメーター)のポアサイズ、0.305から305m−min-1(1から1000ft−min-1)の透過性、860Paにおける約2から25%の固体性、5から1000g−m-2の坪量、及び860Paから3860Paにおける約0.5から1.0の圧縮率を含有する第二フイルタ媒体、を含み、
該フイルタ要素が、重負荷流動体ストリームから固体及び液体の両方の粒子を濾過することが可能である、フイルタ要素。 - さらに、支持体上に媒体層を含む、請求項1に記載のフイルタ要素。
- 複数の前記第一媒体の層を含む、請求項1に記載のフイルタ要素。
- 複数の前記第二媒体の層を含む、請求項1に記載のフイルタ要素。
- さらに、第三媒体を含む、請求項1に記載のフイルタ要素。
- 複数の前記第三媒体の層を含む、請求項5に記載のフイルタ要素。
- 前記液体粒子が、前記フイルタ媒体上で癒着して前記フイルタ媒体から排出する、請求項1に記載のフイルタ要素。
- ポアサイズ勾配を含む、請求項1に記載のフイルタ要素。
- 前記第二繊維がガラスを含む、請求項1に記載のフイルタ要素。
- 前記要素の前記圧縮率が、約860から約3860Paまでの異なる圧力にわたって、約0.7超である、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記ポアサイズが約4から200μm(ミクロン)である、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記透過性が15.24から243.84m−min-1(約50から800ft−min-1)である、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記固体性が860Paにおいて約2から10%である、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記坪量が約50から500g−m-2である、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記複合繊維が約10から30μm(ミクロン)の直径を含有する、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体の前記第二繊維が約0.1から50μm(ミクロン)の直径を含有する、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体が860Paにおいて約0.05から22ミリメートルの厚みを含有する、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体が860Paにおいて約1から5ミリメートルの厚みを含有する、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体が860Paから3860Paにおいて約0.7から1.0の圧縮率を含有する、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体の前記ポアサイズが約40から70μm(ミクロン)である、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体の前記透過性が106.68から198.12m−min-1(約350から650ft−min-1)である、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体の前記固体性が860Paにおいて約5から8%である、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体の前記坪量が約30から50g−m-2である、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体が860Paにおいて約0.05から22ミリメートルの厚みを含有する、請求項1に記載のフイルタ要素。
- 前記第二フイルタ媒体が860Paにおいて約0.5から0.8ミリメートルの厚みを含有する、請求項1に記載のフイルタ要素。
- 前記第一フイルタ媒体が860Paから3860Paにおいて約0.7から1.0の圧縮率を含有する、請求項1に記載のフイルタ要素。
- 少なくとも二つの媒体層を含む層状フイルタ要素を生産する方法であって、
該方法が、
(a)第一フイルタ媒体層を形成する工程であって、該工程が、
(i)エアーレイド技術によって、少なくとも複合繊維と第二繊維とをアセンブルする工程、
(ii)該繊維アセンブリを濃密にする工程、及び、
(iii)0.2から200μm(マイクロメーター)のポアサイズ、0.305から305m−min-1(1から1000ft−min-1)の透過性、860Paにおける約2から25%の固体性、5から1000g−m-2の坪量、及び860Paから3860Paにおける0.5から1.0の圧縮率を有する第一フイルタ媒体を形成するために、該濃密繊維アセンブリを加熱する工程、を含む工程、並びに、
(b)該第一フイルタ媒体層とは異なる第二フイルタ媒体層を形成する工程であって、該第二フイルタ媒体層が、0.2から200μm(マイクロメーター)のポアサイズ、0.305から305m−min-1(1から1000ft−min-1)の透過性、860Paにおける約2から25%の固体性、5から1000g−m-2の坪量、及び860Paから3860Paにおける約0.5から1.0の圧縮率を有する、工程、
を含む方法。 - 前記第二フイルタ媒体がウェットレイド技術を用いて生産される、請求項27に記載の方法。
- 前記フイルタ媒体が、ポアサイズ勾配を有するように層状化される、請求項27に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US89106107P | 2007-02-22 | 2007-02-22 | |
| PCT/US2008/054432 WO2008103736A1 (en) | 2007-02-22 | 2008-02-20 | Filter element and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010529902A true JP2010529902A (ja) | 2010-09-02 |
| JP2010529902A5 JP2010529902A5 (ja) | 2011-04-07 |
Family
ID=39710475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009550620A Withdrawn JP2010529902A (ja) | 2007-02-22 | 2008-02-20 | フイルタ要素及び方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8021455B2 (ja) |
| EP (1) | EP2117674A1 (ja) |
| JP (1) | JP2010529902A (ja) |
| CN (1) | CN101652168A (ja) |
| BR (1) | BRPI0807375A2 (ja) |
| MX (1) | MX2009009046A (ja) |
| WO (1) | WO2008103736A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018030332A1 (ja) * | 2016-08-08 | 2018-02-15 | 日東電工株式会社 | 通気部材 |
| JP2023055723A (ja) * | 2015-06-26 | 2023-04-18 | ドナルドソン カンパニー,インコーポレイティド | 燃料流用の複合媒体 |
Families Citing this family (131)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7722832B2 (en) | 2003-03-25 | 2010-05-25 | Crystaphase International, Inc. | Separation method and assembly for process streams in component separation units |
| US8021457B2 (en) | 2004-11-05 | 2011-09-20 | Donaldson Company, Inc. | Filter media and structure |
| US8057567B2 (en) * | 2004-11-05 | 2011-11-15 | Donaldson Company, Inc. | Filter medium and breather filter structure |
| CA2945592C (en) | 2004-11-05 | 2020-01-07 | Donaldson Company, Inc. | Filter medium and structure |
| US12172111B2 (en) | 2004-11-05 | 2024-12-24 | Donaldson Company, Inc. | Filter medium and breather filter structure |
| US8177875B2 (en) | 2005-02-04 | 2012-05-15 | Donaldson Company, Inc. | Aerosol separator; and method |
| WO2006091594A1 (en) | 2005-02-22 | 2006-08-31 | Donaldson Company, Inc. | Aerosol separator |
| ATE531440T1 (de) * | 2005-03-31 | 2011-11-15 | Donaldson Co Inc | Luftreiniger-anordnung |
| DE102006014236A1 (de) | 2006-03-28 | 2007-10-04 | Irema-Filter Gmbh | Plissierbares Vliesmaterial und Verfahren und Vorrichtung zur Herstellung derselben |
| JP4783248B2 (ja) * | 2006-09-12 | 2011-09-28 | 東芝ストレージデバイス株式会社 | 外乱抑圧機能を持つ位置制御方法、位置制御装置および媒体記憶装置 |
| JP2010529902A (ja) | 2007-02-22 | 2010-09-02 | ドナルドソン カンパニー インコーポレイテッド | フイルタ要素及び方法 |
| WO2008103821A2 (en) | 2007-02-23 | 2008-08-28 | Donaldson Company, Inc. | Formed filter element |
| WO2008147585A2 (en) * | 2007-03-13 | 2008-12-04 | Donaldson Company, Inc. | Panel filter assembly for crankcase ventilation filtration; components; and, methods |
| US8679216B2 (en) * | 2007-06-07 | 2014-03-25 | E I Du Pont De Nemours And Company | Process for forming a laminate of a nanoweb and a substrate and filters using the laminate |
| US8608817B2 (en) * | 2007-11-09 | 2013-12-17 | Hollingsworth & Vose Company | Meltblown filter medium |
| US8986432B2 (en) * | 2007-11-09 | 2015-03-24 | Hollingsworth & Vose Company | Meltblown filter medium, related applications and uses |
| US8277530B2 (en) | 2008-09-24 | 2012-10-02 | Ellis Fibre Usa | Grease removal apparatus, systems and methods |
| WO2010036781A1 (en) * | 2008-09-24 | 2010-04-01 | Clean Systems Llc | Flame resistant viscose filter apparatus and method |
| US11434068B2 (en) | 2008-09-24 | 2022-09-06 | Restaurant Technologies, Inc. | Flame resistant filter apparatus and method |
| US10167137B2 (en) | 2008-09-24 | 2019-01-01 | Efip Holdings Lp | Flame resistant viscose filter apparatus and method |
| US9599350B2 (en) | 2008-09-24 | 2017-03-21 | Ellis Fibre Usa | Flame resistant filter apparatus and method |
| EP2373397A1 (en) * | 2008-12-19 | 2011-10-12 | 3M Innovative Properties Company | Prefilter for spray paint booth and method of reducing contamination |
| US8267681B2 (en) | 2009-01-28 | 2012-09-18 | Donaldson Company, Inc. | Method and apparatus for forming a fibrous media |
| US8206481B2 (en) * | 2009-02-27 | 2012-06-26 | Bha Group, Inc. | HEPA (H-10) performance synthetic nonwoven and nanofiber composite filter media |
| US8950587B2 (en) | 2009-04-03 | 2015-02-10 | Hollingsworth & Vose Company | Filter media suitable for hydraulic applications |
| US8951420B2 (en) | 2009-04-03 | 2015-02-10 | Hollingsworth & Vose Company | Filter media suitable for hydraulic applications |
| US8709121B2 (en) * | 2010-01-15 | 2014-04-29 | Pecofacet (Us), Inc. | Disk-shaped gas production filter elements |
| CN105709501B (zh) | 2010-02-12 | 2019-01-08 | 唐纳森公司 | 液体过滤介质 |
| US8679218B2 (en) | 2010-04-27 | 2014-03-25 | Hollingsworth & Vose Company | Filter media with a multi-layer structure |
| US8721755B2 (en) | 2010-07-02 | 2014-05-13 | Bha Altair, Llc | Fog and mist catching apparatus |
| USD672928S1 (en) * | 2010-12-30 | 2012-12-18 | Irobot Corporation | Air filter for a robotic vacuum |
| CN103328710B (zh) | 2011-01-28 | 2017-05-03 | 唐纳森公司 | 用于形成纤维介质的方法以及装置 |
| WO2012103547A1 (en) | 2011-01-28 | 2012-08-02 | Donaldson Company, Inc. | Method and apparatus for forming a fibrous media |
| US20120192534A1 (en) | 2011-01-31 | 2012-08-02 | Streivor Air Systems, Inc. | Multi-stage hood filter system |
| CN103347585B (zh) * | 2011-02-03 | 2016-08-31 | 唐纳森公司 | 过滤介质包、过滤器组合件以及方法 |
| WO2012129094A1 (en) * | 2011-03-18 | 2012-09-27 | Donaldson Company, Inc. | High temperature treated media |
| US8568504B2 (en) | 2011-04-08 | 2013-10-29 | General Electric Company | Moisture reducing apparatus |
| US8877011B2 (en) | 2011-05-11 | 2014-11-04 | Hollingsworth & Vose Company | Systems and methods for making fiber webs |
| US9802187B2 (en) | 2011-06-30 | 2017-10-31 | 3M Innovative Properties Company | Non-woven electret fibrous webs and methods of making same |
| CN103781956B (zh) * | 2011-06-30 | 2016-09-28 | 3M创新有限公司 | 非织造驻极体纤维网及其制备方法 |
| CN102240490A (zh) * | 2011-07-13 | 2011-11-16 | 东华大学 | 一种暖通空调用折叠式空气净化过滤器 |
| KR102280136B1 (ko) * | 2011-08-12 | 2021-07-22 | 도널드선 컴파니 인코포레이티드 | 멜트-블로운 섬유를 포함하는 액체 여과 매질 |
| US20140053722A1 (en) * | 2012-08-21 | 2014-02-27 | Paul Cacciotti | Machine tool mounted mist collector with automatic control |
| US9446337B2 (en) * | 2012-09-26 | 2016-09-20 | Southern Felt Company, Inc. | Filter media for long-term high temperature applications |
| US11090590B2 (en) | 2012-11-13 | 2021-08-17 | Hollingsworth & Vose Company | Pre-coalescing multi-layered filter media |
| US9149748B2 (en) | 2012-11-13 | 2015-10-06 | Hollingsworth & Vose Company | Multi-layered filter media |
| US9149749B2 (en) | 2012-11-13 | 2015-10-06 | Hollingsworth & Vose Company | Pre-coalescing multi-layered filter media |
| ITBO20120715A1 (it) * | 2012-12-31 | 2014-07-01 | Avio Spa | Filtro, in particolare per un separatore a rotazione |
| US9604167B2 (en) | 2013-01-15 | 2017-03-28 | Parker-Hannifin Corporation | Multistage high capacity and depth coalescing media system |
| US10357730B2 (en) | 2013-03-15 | 2019-07-23 | Donaldson Company, Inc. | Filter media and elements |
| CN104736033B (zh) | 2013-04-22 | 2017-07-14 | 创科地板护理技术有限公司 | 真空吸尘器的过滤器壳体 |
| DE102013008402B4 (de) * | 2013-05-16 | 2025-07-17 | Irema-Filter Gmbh | Faservlies und Verfahren zur Herstellung desselben |
| US9694306B2 (en) | 2013-05-24 | 2017-07-04 | Hollingsworth & Vose Company | Filter media including polymer compositions and blends |
| US9474994B2 (en) | 2013-06-17 | 2016-10-25 | Donaldson Company, Inc. | Filter media and elements |
| CN105531010A (zh) * | 2013-07-12 | 2016-04-27 | Kx技术有限公司 | 用于重力过滤应用的过滤介质 |
| DE112014003579B4 (de) | 2013-08-02 | 2024-05-29 | Cummins Filtration Ip, Inc. | Ein Verbundmaterial-Filtermedium und ein Verfahren zur Herstellung desselben |
| US20150053627A1 (en) | 2013-08-26 | 2015-02-26 | Hollingsworth & Vose Company | Filter media having an optimized gradient |
| US9168476B2 (en) * | 2013-10-11 | 2015-10-27 | 3M Innovative Properties Company | Air filter comprising a microperforated film, and method of using |
| USD754315S1 (en) | 2013-11-04 | 2016-04-19 | Irobot Corporation | Filter |
| WO2015079394A1 (en) * | 2013-11-27 | 2015-06-04 | Atlas Copco Airpower N.V. | High bulk coalescing filter media and use thereof |
| US9777934B2 (en) * | 2014-02-19 | 2017-10-03 | Fiber Bond Corporation | Panel filter and method for manufacturing the same |
| US10195542B2 (en) * | 2014-05-15 | 2019-02-05 | Hollingsworth & Vose Company | Surface modified filter media |
| US10399024B2 (en) | 2014-05-15 | 2019-09-03 | Hollingsworth & Vose Company | Surface modified filter media |
| WO2015179670A2 (en) * | 2014-05-21 | 2015-11-26 | Streivor Air Systems, Inc. | Multi-stage hood filter system |
| US10995995B2 (en) | 2014-06-10 | 2021-05-04 | Vmac Global Technology Inc. | Methods and apparatus for simultaneously cooling and separating a mixture of hot gas and liquid |
| AT14696U1 (de) | 2014-09-15 | 2016-04-15 | Ge Jenbacher Gmbh & Co Og | Filter |
| DE102014117506A1 (de) | 2014-11-28 | 2016-06-02 | Filta Co., Ltd | Filtermedium mit großem Faltenabstand |
| US10343095B2 (en) | 2014-12-19 | 2019-07-09 | Hollingsworth & Vose Company | Filter media comprising a pre-filter layer |
| CN107405640B (zh) | 2015-02-10 | 2019-12-03 | 沃克实业股份有限公司 | 过滤组件和系统 |
| BR112017018381B1 (pt) | 2015-02-27 | 2022-01-25 | 3M Innovative Properties Company | Elementos filtrantes flexíveis tendo uma saída de extremidade |
| USD779674S1 (en) | 2015-02-27 | 2017-02-21 | 3M Innovative Properties Company | Filter element having a connector |
| USD792959S1 (en) | 2015-02-27 | 2017-07-25 | 3M Innovative Properties Company | Filter element having a pattern |
| USD786443S1 (en) | 2015-02-27 | 2017-05-09 | 3M Innovative Properties Company | Filter element |
| US20160271541A1 (en) * | 2015-03-17 | 2016-09-22 | Southeast Nonwovens, Inc. | Oil / water separation media and method of using same |
| US20160271540A1 (en) * | 2015-03-17 | 2016-09-22 | Southeast Nonwovens, Inc. | Compressible filter media and filters containing same |
| DE112015006228T5 (de) | 2015-03-30 | 2017-11-09 | Cummins Filtration Ip, Inc. | Mehrstufige rotierende Tropfenabscheidervorrichtungen |
| US10828587B2 (en) | 2015-04-17 | 2020-11-10 | Hollingsworth & Vose Company | Stable filter media including nanofibers |
| DE112016001921B4 (de) | 2015-06-09 | 2025-03-20 | Cummins Filtration Ip, Inc. | Kurbelgehäuseentlüftungssysteme, die rotierende Tropfenabscheidervorrichtungen verwenden |
| WO2016200928A1 (en) | 2015-06-09 | 2016-12-15 | Cummins Filtration Ip, Inc. | Systems and methods for rotating coalescers maintaining positive recirculation through a dynamic seal |
| GB201514620D0 (en) | 2015-08-17 | 2015-09-30 | Landa Labs 2012 Ltd | Air knife |
| DE112016003212T5 (de) | 2015-08-21 | 2018-04-19 | Cummins Filtration Ip, Inc. | Filtermedium und Mediumpaket für schnell rotierende Kurbelgehäuseentlüftung |
| US10682601B2 (en) | 2015-08-28 | 2020-06-16 | Cummins Filtration Ip, Inc. | Rotating coalescing element with directed liquid drainage and gas outlet |
| MY195053A (en) | 2015-10-09 | 2023-01-05 | Oy Halton Group Ltd | Filter Devices Methods And System |
| US10744426B2 (en) | 2015-12-31 | 2020-08-18 | Crystaphase Products, Inc. | Structured elements and methods of use |
| US10054140B2 (en) | 2016-02-12 | 2018-08-21 | Crystaphase Products, Inc. | Use of treating elements to facilitate flow in vessels |
| WO2017189516A1 (en) | 2016-04-28 | 2017-11-02 | Cummins Filtration Ip, Inc. | Inside-out rotating coalescer with gas exit through hollow shaft |
| US10625196B2 (en) | 2016-05-31 | 2020-04-21 | Hollingsworth & Vose Company | Coalescing filter media |
| US12420221B2 (en) | 2016-07-01 | 2025-09-23 | Hollingsworth & Vose Company | Multi-layered electret-containing filtration media |
| US10495002B2 (en) * | 2016-07-14 | 2019-12-03 | Delavan Inc. | Filter screens and methods of making filter screens |
| EP3487602A4 (en) * | 2016-07-22 | 2020-01-15 | Hollingsworth & Vose Company | FILTER MEDIA WITH MULTILAYER ELECTRET |
| CN106268031B (zh) * | 2016-08-09 | 2018-07-10 | 晋江市纯荣纺织科技有限公司 | 一种麻/石墨复合高性能过滤材料及其制备方法 |
| USD848599S1 (en) * | 2016-09-08 | 2019-05-14 | B & B Molders, Llc | Air vent |
| USD810908S1 (en) * | 2016-09-29 | 2018-02-20 | Access Business Group International Llc | Air treatment system filter |
| US10399025B2 (en) | 2016-10-13 | 2019-09-03 | Carleton Life Support Systems Inc. | Water separation for a system using a PSA process |
| CN106382774B (zh) * | 2016-11-02 | 2022-03-04 | 珠海格力电器股份有限公司 | 汽液过滤网、换热器和空调器 |
| US10898838B2 (en) | 2016-12-15 | 2021-01-26 | Hollingsworth & Vose Company | Filter media including adhesives |
| US10543441B2 (en) | 2016-12-15 | 2020-01-28 | Hollingsworth & Vose Company | Filter media including adhesives and/or oleophobic properties |
| WO2018175556A1 (en) * | 2017-03-22 | 2018-09-27 | Hollingsworth & Vose Company | Filter media including a waved filteration layer |
| USD858731S1 (en) * | 2017-05-10 | 2019-09-03 | Lg Electronics Inc. | Filter for air purifier |
| US11623215B2 (en) | 2017-05-10 | 2023-04-11 | Emd Millipore Corporation | Multiwell plate with variable compression seal |
| USD859624S1 (en) * | 2017-05-10 | 2019-09-10 | Lg Electronics Inc. | Humidifying filter for air purifier |
| USD858732S1 (en) * | 2017-05-10 | 2019-09-03 | Lg Electronics Inc. | Humidifying filter for air purifier |
| USD859623S1 (en) * | 2017-05-10 | 2019-09-10 | Lg Electronics Inc. | Humidifying filter for air purifier |
| WO2019017848A1 (en) * | 2017-07-20 | 2019-01-24 | Planet Care | METHOD AND DEVICE FOR REMOVING PARTICLES, PREFERABLY MICROFIBERS, WASTEWATER |
| US11058977B2 (en) | 2018-07-23 | 2021-07-13 | Caterpillar Inc. | 3D printed staged filtration media packs |
| US10981335B2 (en) * | 2019-02-06 | 2021-04-20 | Caterpillar Inc. | Filtration media packs produced using additive manufacturing |
| WO2020194137A1 (en) * | 2019-03-25 | 2020-10-01 | 3M Innovative Properties Company | Filter assembly |
| USD921176S1 (en) * | 2019-06-07 | 2021-06-01 | Fipak Research And Development Company | Filter |
| TWD207941S (zh) * | 2019-07-19 | 2020-10-21 | 韓商熊津豪威股份有限公司 | 空氣淨化器之濾網 |
| US11794142B2 (en) * | 2019-11-05 | 2023-10-24 | Parker-Hannifin Corporation | Pulse cleanable deep pleated industrial filter |
| CN112843924B (zh) | 2019-11-28 | 2026-02-13 | 北京金风科创风电设备有限公司 | 过滤装置、发电机及风力发电机组 |
| MX2022007367A (es) | 2019-12-20 | 2022-07-12 | Crystaphase Products Inc | Resaturacion de gas en una corriente de alimentacion liquida. |
| USD938567S1 (en) * | 2020-01-22 | 2021-12-14 | Tianjin Bright Sight Commerce Co., Ltd. | Filter |
| US12599858B2 (en) * | 2020-02-14 | 2026-04-14 | Topsoe A/S | Process for the removal of particulate matter from an aqueous stream |
| US11724226B2 (en) * | 2020-02-24 | 2023-08-15 | K&N Engineering, Inc. | Air filter precleaner |
| CN111424435A (zh) * | 2020-03-19 | 2020-07-17 | 合肥科天水性科技有限责任公司 | 一种空气过滤介质及制备方法 |
| CN111962328A (zh) * | 2020-08-25 | 2020-11-20 | 重庆再升科技股份有限公司 | 一种高效油气分离过滤材料及其制造方法 |
| CA3192003A1 (en) | 2020-09-09 | 2022-03-17 | Crystaphase Products, Inc. | Process vessel entry zones |
| US11446591B2 (en) * | 2020-09-10 | 2022-09-20 | Saudi Arabian Oil Company | Non-metallic laterals for filtration and water treatment |
| JPWO2022065517A1 (ja) * | 2020-09-28 | 2022-03-31 | ||
| USD923165S1 (en) * | 2020-11-17 | 2021-06-22 | Shenzhen Shi Nuo Wei Da Technology Co., Ltd | Car air filter |
| CN112501938B (zh) * | 2020-12-01 | 2022-09-09 | 南京玻璃纤维研究设计院有限公司 | 一种高容尘、静电耗散玻纤滤材及其制备方法 |
| CN114687063A (zh) * | 2020-12-30 | 2022-07-01 | 无锡市正龙无纺布有限公司 | 一种层叠式油烟机过滤网的制备方法 |
| CN112856506B (zh) * | 2021-01-07 | 2022-04-19 | 宁波方太厨具有限公司 | 吸油烟机、应用其的户外餐车及吸油烟机的控制方法 |
| USD981546S1 (en) * | 2021-04-26 | 2023-03-21 | Bissell Inc. | Filter for a floor cleaner |
| CN113504149B (zh) * | 2021-07-22 | 2023-09-01 | 东南大学 | 微米级颗粒堆积密实度测试装置及其测试方法 |
| CA3170135A1 (en) * | 2021-08-09 | 2023-02-09 | Ecoceptional Products Inc. | Pocketed air filters and method for determining performance of an air filter in heating, ventilation, and air conditioning (hvac) system |
| CN114134644B (zh) * | 2021-11-12 | 2022-09-16 | 常州鼎韦环保科技有限公司 | 一种高过滤性能无纺布及其加工工艺 |
| US11951430B2 (en) * | 2022-04-04 | 2024-04-09 | Papeltec Overseas, Inc. | Heating ventilation and air conditioner filter with user customizable filter elements |
| USD1019886S1 (en) * | 2023-11-23 | 2024-03-26 | Chenghao Zhuang | Filter element |
| USD1093549S1 (en) * | 2025-06-10 | 2025-09-16 | Wuxi Shengsu Technology Co., Ltd. | Pet water fountain filter |
Family Cites Families (379)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2764602A (en) | 1954-04-21 | 1956-09-25 | Minnesota Mining & Mfg | Quaternary ammonium alkylperfluoroamides |
| US2764603A (en) | 1954-04-21 | 1956-09-25 | Minnesota Mining & Mfg | Alkylaminoalkyl-perfluoroamides |
| US2801706A (en) | 1954-07-23 | 1957-08-06 | Desomatic Products Inc | Valveless intermittent dehumidifier |
| US3073735A (en) * | 1955-04-18 | 1963-01-15 | American Viscose Corp | Method for producing filters |
| US2803656A (en) | 1956-01-23 | 1957-08-20 | Minnesota Mining & Mfg | Fluorocarbonsulfonamidoalkanols and sulfates thereof |
| US3147064A (en) | 1959-02-02 | 1964-09-01 | Minnesota Mining & Mfg | Fluorinated ethers and derivatives |
| US3255131A (en) | 1961-05-10 | 1966-06-07 | Minnesota Mining & Mfg | Fluorochemical-containing varnishes |
| GB1073183A (en) | 1963-02-05 | 1967-06-21 | Ici Ltd | Leather-like materials |
| US3279151A (en) | 1964-03-23 | 1966-10-18 | Air Technologies Inc | Compressed air dehydration system with desiccant reactivating means |
| US3303621A (en) * | 1964-11-30 | 1967-02-14 | Products Company Van | Gas drier |
| GB1160428A (en) | 1966-09-20 | 1969-08-06 | Ici Ltd | Bonded Fibrous Materials and Methods for Making them. |
| US3589956A (en) | 1966-09-29 | 1971-06-29 | Du Pont | Process for making a thermally self-bonded low density nonwoven product |
| US3450755A (en) | 1967-02-23 | 1969-06-17 | Minnesota Mining & Mfg | Perfluoroalkyl sulfonamides and carboxamides |
| GB1199115A (en) | 1968-03-22 | 1970-07-15 | Ici Ltd | Producing Sheath/Core Conjugate Polyester Filaments |
| US3505794A (en) * | 1968-05-29 | 1970-04-14 | Air Inc Van | Air filter |
| GB1290847A (ja) | 1968-10-31 | 1972-09-27 | ||
| US3616160A (en) | 1968-12-20 | 1971-10-26 | Allied Chem | Dimensionally stable nonwoven web and method of manufacturing same |
| US3917448A (en) | 1969-07-14 | 1975-11-04 | Rondo Machine Corp | Random fiber webs and method of making same |
| US3705480A (en) | 1970-02-06 | 1972-12-12 | Wallace M Wireman | Dehydrator for gaseous fluids |
| US3714763A (en) * | 1970-02-17 | 1973-02-06 | K Suzuki | Dehumidifying device for an air brake |
| US3620819A (en) | 1970-02-26 | 1971-11-16 | Michele Croce | Method of producing a dirt-resistant tile |
| GB1373388A (en) | 1970-12-24 | 1974-11-13 | Teijin Ltd | Thermoplastic polymer fibres |
| US3653181A (en) * | 1971-03-09 | 1972-04-04 | Air Inc Van | Deliquescent desiccant gas dryer and method |
| US3728848A (en) * | 1971-09-17 | 1973-04-24 | J Vest | High pressure blow-off valve protector |
| US4079675A (en) * | 1972-03-24 | 1978-03-21 | The United States Of America As Represented By The Secretary Of The Army | Controlled solution releasing device |
| US4189338A (en) * | 1972-11-25 | 1980-02-19 | Chisso Corporation | Method of forming autogenously bonded non-woven fabric comprising bi-component fibers |
| JPS5212830B2 (ja) | 1972-11-25 | 1977-04-09 | ||
| US3891417A (en) | 1974-01-28 | 1975-06-24 | King Eng Corp | Filter and sorbent cartridge |
| US4088726A (en) | 1974-04-26 | 1978-05-09 | Imperial Chemical Industries Limited | Method of making non-woven fabrics |
| US3972694A (en) | 1974-11-14 | 1976-08-03 | Whatman Reeve Angel Limited | Filter tube |
| US4042522A (en) | 1975-03-24 | 1977-08-16 | Ciba-Geigy Corporation | Aqueous wetting and film forming compositions |
| US4069244A (en) * | 1975-01-03 | 1978-01-17 | Ciba-Geigy Corporation | Fluorinated amphoteric and cationic surfactants |
| US3934238A (en) * | 1975-03-04 | 1976-01-20 | Ambac Industries, Inc. | Differential pressure visual and audible warning signal device for hydraulic and pneumatic systems |
| US4045350A (en) | 1975-03-19 | 1977-08-30 | Statni Vyzkumny Ustav Materialu | Filter assembly made of thermoplastic materials |
| US3937860A (en) * | 1975-04-23 | 1976-02-10 | J. P. Stevens & Co., Inc. | Filtration material |
| FR2308674A1 (fr) | 1975-04-25 | 1976-11-19 | Ugine Kuhlmann | Nouvelles compositions extinctrices |
| US4090967A (en) | 1975-12-19 | 1978-05-23 | Ciba-Geigy Corporation | Aqueous wetting and film forming compositions |
| GB1544822A (en) | 1976-03-26 | 1979-04-25 | Process Scient Innovations | Filter elements for gas or liquid and methods of making such elements |
| GB1566264A (en) | 1976-04-23 | 1980-04-30 | Whatman Reeve Angel Ltd | Inside-to-outside flow filter tube and method of manufacturing same |
| JPS5913244B2 (ja) | 1976-05-12 | 1984-03-28 | 本州製紙株式会社 | 吸着性不織布およびその製造方法 |
| GB1522280A (en) | 1976-06-01 | 1978-08-23 | Hollingsworth & Vose Co | Filter medium and method of making same |
| US4047914A (en) | 1976-09-27 | 1977-09-13 | Drico Industrial Corporation | Internally supported multi-stage sleeve filter |
| GB1532076A (en) | 1976-10-05 | 1978-11-15 | Rudin A | Bicomponent fibres and production thereof |
| NZ185412A (en) | 1976-10-20 | 1980-03-05 | Chisso Corp | Heat-adhesive compsite fibres based on propylene |
| JPS53147816A (en) | 1977-05-24 | 1978-12-22 | Chisso Corp | Hot-melt fiber of polypropylene |
| US4169754A (en) | 1977-06-03 | 1979-10-02 | Whatman Reeve Angel Limited | Filter tube and method of preparing same |
| US4210540A (en) | 1977-06-03 | 1980-07-01 | Whatman Reeve Angel Limited | Improved filter tube |
| DE7727993U1 (de) | 1977-09-09 | 1978-02-16 | Bauer - Kompressoren Heinz Bauer, 8000 Muenchen | Filterpatrone |
| GB1603519A (en) | 1978-01-23 | 1981-11-25 | Process Scient Innovations | Filter elements for gas or liquid and methods of making such filters |
| US4177141A (en) | 1978-03-30 | 1979-12-04 | Hirosi Isizuka | Filter medium, process for preparation thereof, filtering method and filtering apparatus |
| GB1599686A (en) * | 1978-05-24 | 1981-10-07 | Engineering Components Ltd | Pressure warning indicator |
| US4274914A (en) | 1978-08-28 | 1981-06-23 | Celanese Corporation | Filter material |
| US4231768A (en) | 1978-09-29 | 1980-11-04 | Pall Corporation | Air purification system and process |
| NL7907748A (nl) | 1978-10-23 | 1980-04-25 | Kuraray Co | Polyvinylalcoholvezel en werkwijze voor het vervaardigen hiervan. |
| JPS55109196U (ja) | 1979-01-25 | 1980-07-31 | ||
| US4239278A (en) | 1979-01-26 | 1980-12-16 | The ACME Specialty Manufacturing Co. | Vehicle sun visor |
| USRE31849E (en) * | 1979-03-08 | 1985-03-19 | Porous media to separate gases liquid droplets and/or solid particles from gases or vapors and coalesce entrained droplets | |
| US4239516A (en) | 1979-03-08 | 1980-12-16 | Max Klein | Porous media to separate gases liquid droplets and/or solid particles from gases or vapors and coalesce entrained droplets |
| US4309475A (en) * | 1980-02-14 | 1982-01-05 | E. I. Du Pont De Nemours And Company | Bicomponent acrylic fiber |
| US4318774A (en) * | 1980-05-01 | 1982-03-09 | Powell Corporation | Composite nonwoven web |
| US4457974A (en) | 1980-07-14 | 1984-07-03 | E. I. Du Pont De Nemours And Company | Bicomponent filament and process for making same |
| US4816224A (en) * | 1980-08-05 | 1989-03-28 | Boehringer Mannheim Gmbh | Device for separating plasma or serum from whole blood and analyzing the same |
| US4321108A (en) * | 1980-09-08 | 1982-03-23 | Beloit Corporation | Fourdrinier table |
| US4732809A (en) * | 1981-01-29 | 1988-03-22 | Basf Corporation | Bicomponent fiber and nonwovens made therefrom |
| US4423995A (en) * | 1981-06-17 | 1984-01-03 | Beloit Corporation | Arrangement for automatic changeover between ream and skid loading in a continuous sheeter |
| US4370152A (en) * | 1981-06-29 | 1983-01-25 | Beckman Instruments, Inc. | Gas dryer cartridge |
| US4552603A (en) | 1981-06-30 | 1985-11-12 | Akzona Incorporated | Method for making bicomponent fibers |
| US4734208A (en) * | 1981-10-19 | 1988-03-29 | Pall Corporation | Charge-modified microfiber filter sheets |
| US4378980A (en) * | 1981-11-09 | 1983-04-05 | James M. Hammond | Gas borne particle filtering apparatus |
| JPS58136867A (ja) * | 1982-02-05 | 1983-08-15 | チッソ株式会社 | 熱接着不織布の製造方法 |
| US4429001A (en) * | 1982-03-04 | 1984-01-31 | Minnesota Mining And Manufacturing Company | Sheet product containing sorbent particulate material |
| US4443233A (en) * | 1982-08-27 | 1984-04-17 | Monsanto Company | Mist separator |
| US4604205A (en) | 1982-09-02 | 1986-08-05 | Central Illinois Manufacturing Company | Water removing filter media |
| US4610678A (en) | 1983-06-24 | 1986-09-09 | Weisman Paul T | High-density absorbent structures |
| US4504289A (en) * | 1983-07-15 | 1985-03-12 | Des-Case Corporation | Hygroscopic breather cap |
| US4548624A (en) | 1983-07-15 | 1985-10-22 | Des Case Corporation | Hygroscopic breather cap |
| DE3325826A1 (de) | 1983-07-18 | 1985-01-31 | Dr. Werner Freyberg Chemische Fabrik Delitia Nachf., 6941 Laudenbach | Beutel zur aufnahme ausgasungsfaehiger schaedlingsbekaempfungsmittel |
| US4487617A (en) | 1983-08-22 | 1984-12-11 | The Bendix Corporation | Mechanism for cleaning and drying compressed gases |
| US4729371A (en) * | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4536440A (en) | 1984-03-27 | 1985-08-20 | Minnesota Mining And Manufacturing Company | Molded fibrous filtration products |
| US4545789A (en) | 1984-04-30 | 1985-10-08 | Stauffer Chemical Company | Removal of organic residue from fiber mist eliminator |
| US4551378A (en) | 1984-07-11 | 1985-11-05 | Minnesota Mining And Manufacturing Company | Nonwoven thermal insulating stretch fabric and method for producing same |
| DE3428307A1 (de) | 1984-08-01 | 1986-02-13 | Filterwerk Mann & Hummel Gmbh, 7140 Ludwigsburg | Anzeigevorrichtung fuer den verschmutzungsgrad von ansaugluftfiltern |
| US4684576A (en) | 1984-08-15 | 1987-08-04 | The Dow Chemical Company | Maleic anhydride grafts of olefin polymers |
| US4555430A (en) | 1984-08-16 | 1985-11-26 | Chicopee | Entangled nonwoven fabric made of two fibers having different lengths in which the shorter fiber is a conjugate fiber in which an exposed component thereof has a lower melting temperature than the longer fiber and method of making same |
| US4579774A (en) * | 1984-10-30 | 1986-04-01 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Reinforced laminate |
| FR2576220B1 (fr) * | 1985-01-23 | 1987-05-07 | Minier Jacky | Procede et di |
| US4904385A (en) * | 1985-05-23 | 1990-02-27 | The Dow Chemical Company | Porous filter media and membrane support means |
| US4765915A (en) | 1985-05-23 | 1988-08-23 | The Dow Chemical Company | Porous filter media and membrane support means |
| US4676807A (en) | 1985-07-05 | 1987-06-30 | Pall Corporation | Process for removal of liquid aerosols from gaseous streams |
| US4659467A (en) * | 1985-07-15 | 1987-04-21 | Spearman Michael R | Spin connection adsorption filter |
| US4627863A (en) | 1985-07-31 | 1986-12-09 | Max Klein | Filter for air handling equipment |
| US4661132A (en) | 1985-08-15 | 1987-04-28 | Allied Corporation | Themally formed gradient density filter |
| US4657804A (en) * | 1985-08-15 | 1987-04-14 | Chicopee | Fusible fiber/microfine fiber laminate |
| US4677929A (en) | 1986-02-28 | 1987-07-07 | Harris William B | Desiccant cartridge for fuel tank vent line |
| US4807619A (en) * | 1986-04-07 | 1989-02-28 | Minnesota Mining And Manufacturing Company | Resilient shape-retaining fibrous filtration face mask |
| US4919753A (en) | 1986-04-10 | 1990-04-24 | Weyerhaeuser Company | Nonwoven fabric-like product using a bacterial cellulose binder and method for its preparation |
| US4814033A (en) * | 1986-04-16 | 1989-03-21 | Porous Media Corporation | Method of making a reinforced filter tube |
| US4713285A (en) | 1986-05-02 | 1987-12-15 | Frederick G. Crane, Jr. | High temperature filter material |
| US5068141A (en) | 1986-05-31 | 1991-11-26 | Unitika Ltd. | Polyolefin-type nonwoven fabric and method of producing the same |
| US4689057A (en) | 1986-08-13 | 1987-08-25 | Olin Corporation | Chemical drum dehumidifying breather |
| US4868032A (en) | 1986-08-22 | 1989-09-19 | Minnesota Mining And Manufacturing Company | Durable melt-blown particle-loaded sheet material |
| US4681801A (en) | 1986-08-22 | 1987-07-21 | Minnesota Mining And Manufacturing Company | Durable melt-blown fibrous sheet material |
| GB8621660D0 (en) | 1986-09-09 | 1986-10-15 | Domnick Hunter Filters Ltd | Filter element |
| KR890004758A (ko) * | 1986-10-17 | 1989-05-09 | 엠.지. 오르쏘니 | 유리섬유-기재 종이 |
| US4764189A (en) | 1986-10-24 | 1988-08-16 | Jidosha Kiki Co., Ltd. | Air dryer apparatus for use with pneumatic operative device |
| DE3888859T2 (de) | 1987-01-12 | 1994-08-04 | Unitika Ltd | Bikomponentfaser aus Polyolefin und aus dieser Faser hergestellter Vliesstoff. |
| US4838903A (en) | 1987-05-20 | 1989-06-13 | Ceco Filters, Inc. | Multi-phase thick-bed filter |
| US4889764A (en) | 1987-05-22 | 1989-12-26 | Guardian Industries Corp. | Non-woven fibrous product |
| US4765812A (en) | 1987-10-30 | 1988-08-23 | Allied-Signal Inc. | Air laid filtering material |
| US5993943A (en) | 1987-12-21 | 1999-11-30 | 3M Innovative Properties Company | Oriented melt-blown fibers, processes for making such fibers and webs made from such fibers |
| US5147553A (en) | 1988-05-04 | 1992-09-15 | Ionics, Incorporated | Selectively permeable barriers |
| DK245488D0 (da) | 1988-05-05 | 1988-05-05 | Danaklon As | Syntetisk fiber samt fremgangsmaade til fremstilling deraf |
| US5436980A (en) | 1988-05-10 | 1995-07-25 | E. I. Du Pont De Nemours And Company | Method for determining quality of dispersion of glass fibers in a thermoplastic resin preform layer and preform layer characterized thereby |
| US4886058A (en) | 1988-05-17 | 1989-12-12 | Minnesota Mining And Manufacturing Company | Filter element |
| US4933129A (en) | 1988-07-25 | 1990-06-12 | Ultrafibre, Inc. | Process for producing nonwoven insulating webs |
| US4840838A (en) | 1988-09-08 | 1989-06-20 | E. I. Du Pont De Nemours And Company | High temperature filter felt |
| US4917714A (en) | 1988-12-08 | 1990-04-17 | James River Corporation | Filter element comprising glass fibers |
| SE467195B (sv) | 1989-02-13 | 1992-06-15 | Gibeck Respiration Ab | Andningsanordning foer trakeotomerade personer |
| US4983434A (en) * | 1989-04-07 | 1991-01-08 | W. L. Gore & Associates, Inc. | Filter laminates |
| US5045210A (en) | 1989-04-11 | 1991-09-03 | Cuno, Incorporated | Heavy metal removal process |
| US5108827A (en) | 1989-04-28 | 1992-04-28 | Fiberweb North America, Inc. | Strong nonwoven fabrics from engineered multiconstituent fibers |
| US5022964A (en) | 1989-06-06 | 1991-06-11 | The Dexter Corporation | Nonwoven fibrous web for tobacco filter |
| US5147721A (en) | 1989-07-07 | 1992-09-15 | Hexcel Corporation | Ceramic reinforced glass matrix |
| US5089119A (en) * | 1989-10-10 | 1992-02-18 | General Electric Company | Filter for a vapor compression cycle device |
| US5080791A (en) * | 1989-10-16 | 1992-01-14 | Charles Sims | Apparatus for multisized filter element cartridge insert for paper towel filters |
| DE3940264A1 (de) * | 1989-12-06 | 1991-06-13 | Hoechst Ag | Zwei- oder mehrschichtiges vliesstoffmaterial, insbesondere mit langzeitfiltereigenschaften, sowie verfahren zu seiner herstellung |
| US5057368A (en) | 1989-12-21 | 1991-10-15 | Allied-Signal | Filaments having trilobal or quadrilobal cross-sections |
| US5087278A (en) * | 1989-12-28 | 1992-02-11 | Yaka Feudor K.K. | Filter for gas lighter and method for producing the same |
| US5234720A (en) | 1990-01-18 | 1993-08-10 | Eastman Kodak Company | Process of preparing lubricant-impregnated fibers |
| US5110330A (en) | 1990-02-08 | 1992-05-05 | Arrow Pneumatics, Inc. | Filter dryer |
| US5492733A (en) | 1990-03-05 | 1996-02-20 | International Paper Company | High gloss ultraviolet curable coating |
| US5027781A (en) | 1990-03-28 | 1991-07-02 | Lewis Calvin C | EGR valve carbon control screen and gasket |
| US5565062A (en) | 1990-04-10 | 1996-10-15 | National Starch And Chemical Investment Holding Corporation | EVA polymers for use as beater saturants |
| US5131387A (en) | 1990-05-09 | 1992-07-21 | Marquette Gas Analysis Corp. | Moisture trap |
| US5034040A (en) | 1990-06-22 | 1991-07-23 | Air-Kare, Inc. | Storage tank dehydration system |
| US5167765A (en) | 1990-07-02 | 1992-12-01 | Hoechst Celanese Corporation | Wet laid bonded fibrous web containing bicomponent fibers including lldpe |
| US5167764A (en) | 1990-07-02 | 1992-12-01 | Hoechst Celanese Corporation | Wet laid bonded fibrous web |
| US5104537A (en) | 1990-07-20 | 1992-04-14 | Donaldson Company, Inc. | High pressure hydraulic spin-on filter |
| US5092911A (en) * | 1990-09-20 | 1992-03-03 | Sri International | Method and apparatus for separation of oil from refrigerants |
| US5246772A (en) | 1990-10-12 | 1993-09-21 | James River Corporation Of Virginia | Wetlaid biocomponent web reinforcement of airlaid nonwovens |
| US5082476A (en) * | 1990-10-19 | 1992-01-21 | Donaldson Company, Inc. | Filtration arrangement and method |
| US5208098A (en) | 1990-10-23 | 1993-05-04 | Amoco Corporation | Self-bonded nonwoven web and porous film composites |
| US5307796A (en) | 1990-12-20 | 1994-05-03 | Minnesota Mining And Manufacturing Company | Methods of forming fibrous filtration face masks |
| US5212131A (en) | 1991-02-20 | 1993-05-18 | Innovative Research Enterprises | Low pressure drop filter |
| US5246474A (en) | 1991-05-04 | 1993-09-21 | British United Shoe Machinery Limited | Process for manufacturing a self-supporting filter unit |
| US5190569A (en) * | 1991-06-13 | 1993-03-02 | Mcgrath Wayne D | Purification apparatus for pneumatic systems |
| US5302443A (en) | 1991-08-28 | 1994-04-12 | James River Corporation Of Virginia | Crimped fabric and process for preparing the same |
| DE4129188A1 (de) | 1991-09-03 | 1993-03-04 | Spinnstoffabrik Zehlendorf Ag | Schmelzfaserverklebter schichtstoff, verfahren und zwischenprodukt zu dessen herstellung und dessen verwendung |
| US5190812A (en) * | 1991-09-30 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Film materials based on multi-layer blown microfibers |
| US5275743A (en) * | 1991-12-10 | 1994-01-04 | Pall Corporation | Filter and filtration method |
| US5284704A (en) * | 1992-01-15 | 1994-02-08 | American Felt & Filter Company | Non-woven textile articles comprising bicomponent fibers and method of manufacture |
| US5334446A (en) | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
| US5366631A (en) | 1992-02-10 | 1994-11-22 | Pall Corporation | Composite, supported fluorocarbon media |
| EP0566051B1 (en) | 1992-04-15 | 1996-07-24 | Schuller International, Inc. | Air filter and method for reducing the amount of microorganisms in contaminated air |
| US5336275A (en) | 1992-05-11 | 1994-08-09 | Hollingsworth & Vose Company | Method for assembling battery cells containing pre-compressed glass fiber separators |
| US5405682A (en) | 1992-08-26 | 1995-04-11 | Kimberly Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and elastomeric thermoplastic material |
| US5454945A (en) | 1992-08-31 | 1995-10-03 | Porous Media Corporation | Conical coalescing filter and assembly |
| US5728298A (en) * | 1992-10-29 | 1998-03-17 | Cuno, Incorporated | Filter element and method for the manufacture thereof |
| WO1994011556A1 (en) * | 1992-11-18 | 1994-05-26 | Hoechst Celanese Corporation | Fibrous structure containing immobilized particulate matter and process therefor |
| US5851668A (en) | 1992-11-24 | 1998-12-22 | Hoechst Celanese Corp | Cut-resistant fiber containing a hard filler |
| US5662728A (en) | 1992-12-31 | 1997-09-02 | Hoechst Celanese Corporation | Particulate filter structure |
| US5580459A (en) | 1992-12-31 | 1996-12-03 | Hoechst Celanese Corporation | Filtration structures of wet laid, bicomponent fiber |
| WO1994016134A1 (en) * | 1993-01-07 | 1994-07-21 | Minnesota Mining And Manufacturing Company | Flexible nonwoven mat |
| US5354603A (en) | 1993-01-15 | 1994-10-11 | Minnesota Mining And Manufacturing Company | Antifouling/anticorrosive composite marine structure |
| US5458960A (en) | 1993-02-09 | 1995-10-17 | Roctex Oy Ab | Flexible base web for a construction covering |
| US5607766A (en) | 1993-03-30 | 1997-03-04 | American Filtrona Corporation | Polyethylene terephthalate sheath/thermoplastic polymer core bicomponent fibers, method of making same and products formed therefrom |
| US5336286A (en) | 1993-04-26 | 1994-08-09 | Hoechst Celanese Corporation | High efficiency air filtration media |
| CA2105026C (en) | 1993-04-29 | 2003-12-16 | Henry Louis Griesbach Iii | Shaped nonwoven fabric and method for making the same |
| CA2163109A1 (en) * | 1993-06-02 | 1994-12-08 | Jack G. Truong | Nonwoven articles and methods of producing same |
| SG50447A1 (en) * | 1993-06-24 | 1998-07-20 | Hercules Inc | Skin-core high thermal bond strength fiber on melt spin system |
| US5415676A (en) | 1993-08-16 | 1995-05-16 | Donaldson Company, Inc. | Mist collector cartridge |
| US6071419A (en) | 1993-10-20 | 2000-06-06 | Products Unlimited, Inc. | Fluid filter, method of making and using thereof |
| US6169045B1 (en) | 1993-11-16 | 2001-01-02 | Kimberly-Clark Worldwide, Inc. | Nonwoven filter media |
| JP3360390B2 (ja) | 1993-12-27 | 2002-12-24 | ヤマハ株式会社 | 鍵盤楽器におけるハンマーの接近調整方法 |
| US5472467A (en) | 1994-03-14 | 1995-12-05 | Pfeffer; Jack R. | Self-supporting filter composite |
| US5512086A (en) | 1994-06-14 | 1996-04-30 | Appliance Development Corporation | High-efficiency air filtering apparatus |
| US6146436A (en) | 1994-08-05 | 2000-11-14 | Firma Carl Freudenberg | Cartridge filter |
| US5508079A (en) | 1994-08-15 | 1996-04-16 | Owens-Corning Fiberglas Technology, Inc. | Conformable insulation assembly |
| US5545453A (en) | 1994-08-15 | 1996-08-13 | Owens Corning Fiberglas Technology, Inc. | Conformable insulation assembly |
| JP3491644B2 (ja) | 1994-08-26 | 2004-01-26 | 住友電気工業株式会社 | 光ファイバの製造方法 |
| US5597645A (en) * | 1994-08-30 | 1997-01-28 | Kimberly-Clark Corporation | Nonwoven filter media for gas |
| US5545475A (en) | 1994-09-20 | 1996-08-13 | W. L. Gore & Associates | Microfiber-reinforced porous polymer film and a method for manufacturing the same and composites made thereof |
| US5575832A (en) | 1994-09-21 | 1996-11-19 | Humidtech Research, Inc. | Regenerative hygroscopic filter and method |
| US5935879A (en) | 1994-09-21 | 1999-08-10 | Owens Corning Fiberglas Technology, Inc. | Non-woven fiber mat and method for forming same |
| US5885390A (en) * | 1994-09-21 | 1999-03-23 | Owens-Corning Fiberglas Technology Inc. | Processing methods and products for irregularly shaped bicomponent glass fibers |
| DE4440079C2 (de) | 1994-11-10 | 1997-10-02 | Voith Sulzer Papiermasch Gmbh | Mehrschichten-Stoffauflauf |
| US5804286A (en) | 1995-11-22 | 1998-09-08 | Fiberweb North America, Inc. | Extensible composite nonwoven fabrics |
| CA2160282A1 (en) | 1995-02-14 | 1996-08-15 | Michael R. Gildersleeve | Supported membrane assembly |
| WO1996027703A1 (en) | 1995-03-06 | 1996-09-12 | Weyerhaeuser Company | Fibrous web having improved strength and method of making the same |
| US5643467A (en) | 1995-05-03 | 1997-07-01 | R.R. Street & Co. Inc. | Filter cartridge having gasket seal employing pressure ridges to prevent leakage |
| US5665235A (en) | 1995-05-09 | 1997-09-09 | Pall Corporation | Supported fibrous web assembly |
| US5584784A (en) | 1995-05-18 | 1996-12-17 | Wu; Tien-Lai | Foldable horse riding type exerciser |
| US5620785A (en) | 1995-06-07 | 1997-04-15 | Fiberweb North America, Inc. | Meltblown barrier webs and processes of making same |
| CA2178523C (en) | 1995-06-09 | 2001-08-28 | Tomohiro Kitagawa | Plasma separation filter, plasma separation method using the same and plasma separation apparatus |
| US5709798A (en) | 1995-06-19 | 1998-01-20 | Pall Corporation | Fibrous nonwoven web |
| WO1997003744A1 (en) | 1995-07-18 | 1997-02-06 | Parker-Hannifin Corporation | Conductive filter element |
| EP1291064A3 (en) | 1995-07-27 | 2004-01-07 | Taisei Corporation | Air filter, method of manufacturing air filter, local facility, clean room, treating agent, and method of manufacturing filter medium |
| KR100240047B1 (ko) | 1995-07-28 | 2000-01-15 | 오카메 히로무 | 필터소자 및 그 제조방법(filter element and fabrication method for the same) |
| GB9614668D0 (en) | 1995-08-11 | 1996-09-04 | Camelot Superabsorbents Ltd | Absorbent articles |
| DE19529769A1 (de) | 1995-08-12 | 1997-02-13 | Hengst Walter Gmbh & Co Kg | Verfahren zum Betreiben eines Elektrofilters bzw. einer Kurbelgehäuseentlüftung |
| US5795835A (en) | 1995-08-28 | 1998-08-18 | The Tensar Corporation | Bonded composite knitted structural textiles |
| CZ292941B6 (cs) | 1995-09-20 | 2004-01-14 | Hollingsworth And Vose Company (Mass.Corp) | Vícevrstevný plochý materiál použitelný jako separátor a způsob jeho výroby |
| DE69603286T2 (de) | 1995-10-11 | 2000-04-13 | Jacob Holm Industries (France) Sas, Soultz | Verbundwerkstoffe und verfahren zur herstellung |
| US5709735A (en) * | 1995-10-20 | 1998-01-20 | Kimberly-Clark Worldwide, Inc. | High stiffness nonwoven filter medium |
| JP3677836B2 (ja) * | 1995-11-02 | 2005-08-03 | チッソ株式会社 | 筒状フィルター |
| JPH09136022A (ja) | 1995-11-10 | 1997-05-27 | Toyota Central Res & Dev Lab Inc | 非水系有機液体用濾過膜及びその製造方法,並びに非水系有機液体の濾過方法 |
| US5672399A (en) | 1995-11-17 | 1997-09-30 | Donaldson Company, Inc. | Filter material construction and method |
| US6165572A (en) | 1995-11-17 | 2000-12-26 | Donaldson Company, Inc. | Filter material construction and method |
| US6171684B1 (en) * | 1995-11-17 | 2001-01-09 | Donaldson Company, Inc. | Filter material construction and method |
| CN1080338C (zh) | 1995-11-30 | 2002-03-06 | 金伯利-克拉克环球有限公司 | 可裂膜微纤维、熔喷纤维网和超细微纤维网及其制备方法 |
| US5672415A (en) | 1995-11-30 | 1997-09-30 | Kimberly-Clark Worldwide, Inc. | Low density microfiber nonwoven fabric |
| US5731062A (en) | 1995-12-22 | 1998-03-24 | Hoechst Celanese Corp | Thermoplastic three-dimensional fiber network |
| US5616408A (en) | 1995-12-22 | 1997-04-01 | Fiberweb North America, Inc. | Meltblown polyethylene fabrics and processes of making same |
| US5721180A (en) | 1995-12-22 | 1998-02-24 | Pike; Richard Daniel | Laminate filter media |
| US5607735A (en) * | 1995-12-22 | 1997-03-04 | Kimberly-Clark Corporation | High efficiency dust sock |
| US5783505A (en) | 1996-01-04 | 1998-07-21 | The University Of Tennessee Research Corporation | Compostable and biodegradable compositions of a blend of natural cellulosic and thermoplastic biodegradable fibers |
| US5728187A (en) * | 1996-02-16 | 1998-03-17 | Schuller International, Inc. | Air filtration media |
| US5952252A (en) | 1996-02-20 | 1999-09-14 | Kimberly-Clark Worldwide, Inc. | Fully elastic nonwoven fabric laminate |
| IT1287629B1 (it) | 1996-03-06 | 1998-08-06 | Universal Filter Spa | Processo per la fabbricazione di un mezzo filtrante, mezzo cosi' fabbricato, e filtri impieganti detto mezzo |
| US6267843B1 (en) | 1996-03-20 | 2001-07-31 | Owens Corning Fiberglas Technology, Inc. | Wet-laid nonwoven mat and a process for making same |
| US5667562A (en) | 1996-04-19 | 1997-09-16 | Kimberly-Clark Worldwide, Inc. | Spunbond vacuum cleaner webs |
| US5779847A (en) | 1996-04-22 | 1998-07-14 | Hoechst Celanese Corporation | Process for high performance, permeable fibrous structure |
| US5679042A (en) | 1996-04-25 | 1997-10-21 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric having a pore size gradient and method of making same |
| US5820646A (en) | 1996-04-26 | 1998-10-13 | Donaldson Company, Inc. | Inline filter apparatus |
| US6495286B2 (en) | 1996-07-01 | 2002-12-17 | Hollingsworth & Vose Company | Glass fiber separators for lead-acid batteries |
| US5645690A (en) | 1996-09-11 | 1997-07-08 | Westvaco Corporation | Pressure relief system for treating fibrous materials under pressure |
| US5800586A (en) | 1996-11-08 | 1998-09-01 | Johns Manville International, Inc. | Composite filter media |
| DE19647236C2 (de) * | 1996-11-15 | 2003-06-18 | Draegerwerk Ag | Geschichtete Gasfiltermedien, ihre Herstellung und ihre Verwendung |
| US6200669B1 (en) * | 1996-11-26 | 2001-03-13 | Kimberly-Clark Worldwide, Inc. | Entangled nonwoven fabrics and methods for forming the same |
| AU5690798A (en) | 1996-12-06 | 1998-06-29 | Weyerhaeuser Company | Unitary stratified composite |
| US6235916B1 (en) | 1996-12-24 | 2001-05-22 | University Of Southern Mississippi | Internally plasticizing and crosslinkable monomers and applications thereof |
| US6511774B1 (en) * | 1997-01-16 | 2003-01-28 | Mitsubishi Paper Mills Limited | Separator for nonaqueous electrolyte batteries, nonaqueous electrolyte battery using it, and method for manufacturing separator for nonaqueous electrolyte batteries |
| SK118599A3 (en) * | 1997-03-11 | 2000-06-12 | Univ Tennessee Res Corp | Meltblown composites and uses thereof |
| US5792711A (en) | 1997-03-18 | 1998-08-11 | Porous Media Corporation | Antiwetting composition for fabrics and fibrous substrates |
| US5981410A (en) | 1997-04-08 | 1999-11-09 | Fibervisions A/S | Cellulose-binding fibres |
| FR2761901B1 (fr) | 1997-04-10 | 1999-05-14 | Valeo | Procede de realisation d'un dispositif de filtration et dispositif de filtration en particulier pour l'aeration et/ou la climatisation de locaux ou de vehicules |
| US6264044B1 (en) | 1997-04-11 | 2001-07-24 | Cuno, Inc. | Reinforced, three zone microporous membrane |
| US5785725A (en) | 1997-04-14 | 1998-07-28 | Johns Manville International, Inc. | Polymeric fiber and glass fiber composite filter media |
| US5972477A (en) | 1997-06-23 | 1999-10-26 | Hoechst Celanese Corporation | Laminated fiber networks |
| US6041782A (en) * | 1997-06-24 | 2000-03-28 | 3M Innovative Properties Company | Respiratory mask having comfortable inner cover web |
| US5853439A (en) | 1997-06-27 | 1998-12-29 | Donaldson Company, Inc. | Aerosol separator and method |
| US6143049A (en) | 1997-06-27 | 2000-11-07 | Donaldson Company, Inc. | Aerosol separator; and method |
| US5846603A (en) | 1997-07-28 | 1998-12-08 | Superior Fibers, Inc. | Uniformly tacky filter media |
| US6821672B2 (en) | 1997-09-02 | 2004-11-23 | Kvg Technologies, Inc. | Mat of glass and other fibers and method for producing it |
| US6071641A (en) | 1997-09-02 | 2000-06-06 | Zguris; George C. | Glass fiber separators and batteries including such separators |
| IL121884A0 (en) * | 1997-10-05 | 1998-03-10 | Osmotek Ltd | Filter means and method for the purification of water |
| US5965468A (en) | 1997-10-31 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Direct formed, mixed fiber size nonwoven fabrics |
| US6186992B1 (en) * | 1997-11-14 | 2001-02-13 | The Procter & Gamble Company | Viscous fluid bodily waste management article |
| JPH11217757A (ja) | 1998-01-30 | 1999-08-10 | Unitika Ltd | 短繊維不織布およびその製造方法 |
| US6026819A (en) | 1998-02-18 | 2000-02-22 | Filtrona International Limited | Tobacco smoke filter incorporating sheath-core bicomponent fibers and tobacco smoke product made therefrom |
| CN1143908C (zh) * | 1998-03-11 | 2004-03-31 | 陶氏化学公司 | 由α-烯烃/乙烯基或亚乙烯基芳族单体和/或位阻环脂族或脂族乙烯基或亚乙烯基共聚体制成的纤维 |
| CN1299395A (zh) | 1998-03-11 | 2001-06-13 | 陶氏化学公司 | 由α-烯烃/乙烯基或亚乙烯基芳族单体和/或位阻脂族乙烯基或亚乙烯基共聚体制成的具有形状记忆的结构和制品 |
| FR2776944B1 (fr) | 1998-04-03 | 2000-05-12 | Ahlstrom Paper Group Research | Composition photocatalytique |
| GB2335867A (en) | 1998-04-03 | 1999-10-06 | Process Scient Innovations | Thermally bonded felt material for coalescence filters |
| US6171369B1 (en) * | 1998-05-11 | 2001-01-09 | Airflo Europe, N.V. | Vacuum cleaner bag construction and method of operation |
| US6420626B1 (en) | 1999-06-08 | 2002-07-16 | Buckeye Technologies Inc. | Unitary fluid acquisition, storage, and wicking material |
| WO1999064676A1 (en) * | 1998-06-10 | 1999-12-16 | Bba Nonwovens Simpsonville, Inc. | High efficiency thermally bonded wet laid milk filter |
| US6045597A (en) | 1998-06-22 | 2000-04-04 | Aaf International Inc. | Pleated filter with spacer insert |
| US6797377B1 (en) | 1998-06-30 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Cloth-like nonwoven webs made from thermoplastic polymers |
| US6007608A (en) | 1998-07-10 | 1999-12-28 | Donaldson Company, Inc. | Mist collector and method |
| US6103643A (en) | 1998-07-15 | 2000-08-15 | E. I. Du Pont De Nemours And Company | High performance fabrics for cartridge filters |
| US6406789B1 (en) | 1998-07-22 | 2002-06-18 | Borden Chemical, Inc. | Composite proppant, composite filtration media and methods for making and using same |
| USH2086H1 (en) | 1998-08-31 | 2003-10-07 | Kimberly-Clark Worldwide | Fine particle liquid filtration media |
| US6156682A (en) | 1998-09-18 | 2000-12-05 | Findlay Industries, Inc. | Laminated structures with multiple denier polyester core fibers, randomly oriented reinforcement fibers, and methods of manufacture |
| US6139595A (en) | 1998-09-18 | 2000-10-31 | Fleetguard, Inc. | Air/oil coalescer with centrifugally assisted drainage |
| US6528439B1 (en) | 1998-09-30 | 2003-03-04 | Kimberly-Clark Worldwide, Inc. | Crimped polymeric fibers and nonwoven webs made therefrom with improved resiliency |
| FI107129B (fi) | 1998-10-01 | 2001-06-15 | Bki Holding Corp | Menetelmä monikerroksisen suodatinmateriaalin valmistamiseksi ja monikerroksinen suodatinmateriaali |
| US6300261B1 (en) | 1998-11-20 | 2001-10-09 | 3M Innovative Properties Company | Self-healing articles resistant to oxidizing agents |
| EP1141454B1 (en) | 1998-12-03 | 2006-03-29 | Dow Global Technologies Inc. | Thermoplastic fibers and fabrics |
| ATE385525T1 (de) | 1998-12-16 | 2008-02-15 | Lantor Bv | Kernmaterial für geschlossene formsysteme |
| US6723669B1 (en) | 1999-12-17 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Fine multicomponent fiber webs and laminates thereof |
| DK1149424T3 (da) | 1999-01-08 | 2007-04-30 | Ahlstrom Mount Holly Springs L | Holdbar hydrofilisk ikke-vævet måtte for genopladelige alkaliske batterier |
| US6103181A (en) | 1999-02-17 | 2000-08-15 | Filtrona International Limited | Method and apparatus for spinning a web of mixed fibers, and products produced therefrom |
| US6330883B1 (en) | 1999-02-17 | 2001-12-18 | Filtrona Richmond, Inc. | Heat and moisture exchanger comprising hydrophilic nylon and methods of using same |
| US6187073B1 (en) | 1999-03-17 | 2001-02-13 | Donaldson Company, Inc. | Air cleaner; aerosol separator; and method |
| EP1216318A4 (en) | 1999-03-22 | 2007-05-16 | Technology Innovations Llc | COMPOSED FIBER FOR ABSORBENT MATERIAL CONSTRUCTION |
| US6110249A (en) | 1999-03-26 | 2000-08-29 | Bha Technologies, Inc. | Filter element with membrane and bicomponent substrate |
| US6316107B1 (en) | 1999-04-07 | 2001-11-13 | Pmd Group Inc. | Multiple phase polymeric vinyl chloride systems and related core-shell particles |
| FR2794033B1 (fr) * | 1999-05-27 | 2001-06-29 | Ahlstrom Paper Group Res And C | Procede de purification d'effluents gazeux par photocatalyse, installation pour la mise en oeuvre dudit procede |
| US6695148B2 (en) * | 1999-05-27 | 2004-02-24 | Edward C. Homonoff | Transmission filter felt |
| US6152120A (en) | 1999-06-04 | 2000-11-28 | Caterpillar Inc. | Diesel engine system with oil-air separator and method of operation |
| US6372004B1 (en) | 1999-07-08 | 2002-04-16 | Airflo Europe N.V. | High efficiency depth filter and methods of forming the same |
| US6251224B1 (en) | 1999-08-05 | 2001-06-26 | Owens Corning Fiberglass Technology, Inc. | Bicomponent mats of glass fibers and pulp fibers and their method of manufacture |
| ATE286548T1 (de) * | 1999-09-15 | 2005-01-15 | Fiber Innovation Technology Inc | Teilbare mehrkomponentenfasern aus polyester |
| US6384369B1 (en) | 1999-09-22 | 2002-05-07 | Donaldson Company, Inc. | Liquid filter construction and methods |
| DE19947582C1 (de) | 1999-10-02 | 2001-08-02 | Hartmann Paul Ag | Verbundwerkstoff zur Bildung einer körperzugewandten Lage bei einem Hygieneartikel sowie Hygieneartikel |
| US6613704B1 (en) | 1999-10-13 | 2003-09-02 | Kimberly-Clark Worldwide, Inc. | Continuous filament composite nonwoven webs |
| AU1440801A (en) * | 1999-10-29 | 2001-05-14 | Hollingsworth And Vose Company | Filter media |
| US6267252B1 (en) | 1999-12-08 | 2001-07-31 | Kimberly-Clark Worldwide, Inc. | Fine particle filtration medium including an airlaid composite |
| US6624099B1 (en) | 1999-12-17 | 2003-09-23 | Basell Poliolefine Italia S.P.A. | Glass-reinforced multi-layer sheets from olefin polymer materials |
| CA2392695C (en) | 1999-12-21 | 2007-09-11 | The Procter & Gamble Company | Laminate web comprising an apertured layer and method for manufacture thereof |
| US6645388B2 (en) | 1999-12-22 | 2003-11-11 | Kimberly-Clark Corporation | Leukocyte depletion filter media, filter produced therefrom, method of making same and method of using same |
| US6290739B1 (en) | 1999-12-29 | 2001-09-18 | Donaldson Company, Inc. | Aerosol separator; and method |
| US6428610B1 (en) | 2000-01-18 | 2002-08-06 | The University Of Tennessee Research Corporation | Hepa filter |
| JP2001200129A (ja) | 2000-01-18 | 2001-07-24 | Jsr Corp | 複合粒子、その分散体、分散体の製造方法、およびコーテイング材 |
| GB0005037D0 (en) * | 2000-03-03 | 2000-04-26 | Secr Defence | Combined vapour and particulate filter |
| DE10011053C2 (de) | 2000-03-07 | 2002-06-20 | Freudenberg Carl Kg | Textiles Lichtschutzmaterial |
| US6705270B1 (en) * | 2000-04-26 | 2004-03-16 | Basf Corporation | Oil pan module for internal combustion engines |
| US6815383B1 (en) | 2000-05-24 | 2004-11-09 | Kimberly-Clark Worldwide, Inc. | Filtration medium with enhanced particle holding characteristics |
| US6301887B1 (en) | 2000-05-26 | 2001-10-16 | Engelhard Corporation | Low pressure EGR system for diesel engines |
| US6555489B1 (en) | 2000-06-20 | 2003-04-29 | Consolidated Fiberglass Products Company | Filter composite embodying glass fiber and synthetic resin fiber |
| DE20013534U1 (de) | 2000-08-07 | 2000-10-12 | Mann & Hummel Filter | Vorrichtung zur Rückführung von Gas an einem Verbrennungsmotor |
| US6409785B1 (en) | 2000-08-07 | 2002-06-25 | Bha Technologies, Inc. | Cleanable HEPA filter media |
| FR2812825B1 (fr) | 2000-08-14 | 2003-04-18 | Ahlstrom Paper Group Res And C | Media filtrant a base d'agent photocatalyseurs et de charbon actif |
| US6419839B1 (en) | 2000-08-15 | 2002-07-16 | Hollingsworth & Vose Company | Pool and spa filter media |
| WO2002016005A1 (en) | 2000-08-21 | 2002-02-28 | Hokuetsu Paper Mills,Ltd. | Filter medium for air filter and method for its production |
| JP3362730B2 (ja) * | 2000-08-24 | 2003-01-07 | ダイキン工業株式会社 | エアフィルター濾材、それを用いたエアフィルターパック及びエアフィルターユニット並びにエアフィルター濾材の製造方法 |
| TW463393B (en) * | 2000-08-25 | 2001-11-11 | Ind Tech Res Inst | Structure of organic light emitting diode display |
| US6649547B1 (en) | 2000-08-31 | 2003-11-18 | Kimberly-Clark Worldwide, Inc. | Integrated nonwoven laminate material |
| US6743273B2 (en) | 2000-09-05 | 2004-06-01 | Donaldson Company, Inc. | Polymer, polymer microfiber, polymer nanofiber and applications including filter structures |
| US7115150B2 (en) | 2000-09-05 | 2006-10-03 | Donaldson Company, Inc. | Mist filtration arrangement utilizing fine fiber layer in contact with media having a pleated construction and floor filter method |
| US6740142B2 (en) | 2000-09-05 | 2004-05-25 | Donaldson Company, Inc. | Industrial bag house elements |
| AR033394A1 (es) * | 2000-09-14 | 2003-12-17 | Rohm & Haas | Un metodo para mejorar el procesamiento en fusion de polimeros termoplasticos, un metodo para formar articulo, y un articulo plastico. |
| DE10051186B4 (de) | 2000-10-16 | 2005-04-07 | Fibermark Gessner Gmbh & Co. Ohg | Staubfilterbeutel mit hochporöser Trägermateriallage |
| US20020127939A1 (en) | 2000-11-06 | 2002-09-12 | Hwo Charles Chiu-Hsiung | Poly (trimethylene terephthalate) based meltblown nonwovens |
| DE10059050C2 (de) | 2000-11-28 | 2003-02-27 | Freudenberg Carl Kg | Verfahren zur Herstellung eines triboelektrisch geladenen Vliesstoffs |
| US6936554B1 (en) | 2000-11-28 | 2005-08-30 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric laminate with meltblown web having a gradient fiber size structure |
| US6673864B2 (en) * | 2000-11-30 | 2004-01-06 | General Electric Company | Conductive polyester/polycarbonate blends, methods for preparation thereof, and articles derived therefrom |
| US6652614B2 (en) | 2000-12-04 | 2003-11-25 | Donaldson Company, Inc. | Filter system; element configuration; and methods |
| US7896941B2 (en) | 2001-02-12 | 2011-03-01 | Aaf-Mcquay Inc. | Product and method of forming a gradient density fibrous filter |
| ES2208481T3 (es) | 2001-03-02 | 2004-06-16 | Airflo Europe N.V. | Filtro de material compuesto y procedimiento de fabricacion. |
| US7442223B2 (en) | 2001-04-12 | 2008-10-28 | Honeywell International Inc. | Complex shaped fiber for particle and molecular filtration |
| US20020193030A1 (en) | 2001-04-20 | 2002-12-19 | Li Yao | Functional fibers and fibrous materials |
| US6488811B1 (en) | 2001-04-30 | 2002-12-03 | Owens Corning Fiberglas Technology, Inc. | Multicomponent mats of glass fibers and natural fibers and their method of manufacture |
| US20030084788A1 (en) | 2001-06-22 | 2003-05-08 | Fraser Ladson L | Foam coated air filtration media |
| GB0115276D0 (en) | 2001-06-22 | 2001-08-15 | Univ Leeds | Fabrics |
| JP4212787B2 (ja) * | 2001-07-02 | 2009-01-21 | 株式会社クラレ | 皮革様シート |
| WO2003014451A1 (en) | 2001-08-07 | 2003-02-20 | The Procter & Gamble Company | Fibers and webs capable of high speed solid state deformation |
| US6926961B2 (en) * | 2001-08-15 | 2005-08-09 | Invista North America S.A.R.L. | Nonwoven blend with electret fiber |
| US20050160711A1 (en) | 2004-01-28 | 2005-07-28 | Alain Yang | Air filtration media |
| US20040192141A1 (en) | 2001-09-06 | 2004-09-30 | Alain Yang | Sub-layer material for laminate flooring |
| US6872674B2 (en) * | 2001-09-21 | 2005-03-29 | Eastman Chemical Company | Composite structures |
| WO2003033800A1 (en) | 2001-10-18 | 2003-04-24 | Cerex Advanced Fabrics, Inc. | Nonwoven fabrics containing yarns with varying filament characteristics |
| US6517612B1 (en) * | 2001-10-29 | 2003-02-11 | Gore Enterprise Holdings, Inc. | Centrifugal filtration device |
| US20030082979A1 (en) | 2001-10-31 | 2003-05-01 | Kimberly-Clark Worldwide, Inc. | Pulp and conjugate glass fiber composite with enhanced stiffness and permeability |
| US6726751B2 (en) | 2001-11-13 | 2004-04-27 | Daniel E. Bause | Accordion-pleated filter material and filter element incorporating same |
| JP3803056B2 (ja) | 2001-11-26 | 2006-08-02 | 本田技研工業株式会社 | フィルタエレメント |
| DE10297497T5 (de) * | 2001-12-04 | 2004-11-18 | Fleetguard, Inc., Nashville | Schmelzgesponnener Keramikfaserfilter und Verfahren |
| US20030109190A1 (en) | 2001-12-12 | 2003-06-12 | Geel Paul A. | Wet-laid nonwoven reinforcing mat |
| US20030148691A1 (en) | 2002-01-30 | 2003-08-07 | Pelham Matthew C. | Adhesive materials and articles containing the same |
| US6835311B2 (en) | 2002-01-31 | 2004-12-28 | Koslow Technologies Corporation | Microporous filter media, filtration systems containing same, and methods of making and using |
| US6966940B2 (en) | 2002-04-04 | 2005-11-22 | Donaldson Company, Inc. | Air filter cartridge |
| US6916752B2 (en) | 2002-05-20 | 2005-07-12 | 3M Innovative Properties Company | Bondable, oriented, nonwoven fibrous webs and methods for making them |
| JP3802839B2 (ja) | 2002-05-24 | 2006-07-26 | 呉羽テック株式会社 | フィルター用不織布及びエンジン用フィルター |
| US6723142B2 (en) | 2002-06-05 | 2004-04-20 | Tepco Ltd. | Preformed abrasive articles and method for the manufacture of same |
| US6923182B2 (en) | 2002-07-18 | 2005-08-02 | 3M Innovative Properties Company | Crush resistant filtering face mask |
| US6875249B2 (en) | 2002-10-08 | 2005-04-05 | Donaldson Company, Inc. | Motor vehicle filter structure having visual indicator of useful life |
| DE60326620D1 (de) | 2002-10-22 | 2009-04-23 | Polymer Group Inc | Wasserstrahlverfestigte filtermedien mit verbesserter statischer ableitung und verfahren |
| US7029516B2 (en) | 2002-10-24 | 2006-04-18 | Georgia Tech Research Corporation | Filters and methods of making and using the same |
| US7049254B2 (en) | 2002-11-13 | 2006-05-23 | E. I. Du Pont De Nemours And Company | Multiple component meltblown webs |
| US20040116026A1 (en) | 2002-12-05 | 2004-06-17 | Filter Materials, Inc. | Charged synthetic nonwoven filtration media and method for producing same |
| US6939492B2 (en) | 2002-12-26 | 2005-09-06 | Kimberly-Clark Worldwide, Inc. | Method for making fibrous web materials |
| US6878193B2 (en) | 2003-01-13 | 2005-04-12 | James W. Kasmark, Jr. | Filter material and method of making same |
| EP1615711A2 (en) | 2003-04-04 | 2006-01-18 | Donaldson Company, Inc. | Filter media prepared in aqueous system including resin binder |
| US6874641B2 (en) | 2003-04-09 | 2005-04-05 | Laars, Inc. | Hydrodynamic bearing |
| US6883321B2 (en) | 2003-04-25 | 2005-04-26 | Bendix Commercial Vehicle Systems Llc | Filter assembly for exhaust gases |
| US7008465B2 (en) | 2003-06-19 | 2006-03-07 | Donaldson Company, Inc. | Cleanable high efficiency filter media structure and applications for use |
| US20050026526A1 (en) * | 2003-07-30 | 2005-02-03 | Verdegan Barry M. | High performance filter media with internal nanofiber structure and manufacturing methodology |
| US6849330B1 (en) * | 2003-08-30 | 2005-02-01 | Milliken & Company | Thermoplastic fibers exhibiting durable high color strength characteristics |
| US20050109683A1 (en) | 2003-11-26 | 2005-05-26 | Joyce Patrick C. | Water contaminant indicators |
| US6848866B1 (en) | 2003-12-19 | 2005-02-01 | Mcginn John H. | Sediment control |
| US20060009106A1 (en) * | 2004-05-20 | 2006-01-12 | Daiwbo Co., Ltd. | Wiping sheet |
| WO2005120678A1 (en) | 2004-06-04 | 2005-12-22 | Donaldson Company, Inc. | Process for making media for use in air/oil separators |
| US6955708B1 (en) | 2004-08-13 | 2005-10-18 | Shaklee Corporation | Air-treatment apparatus and methods |
| US20060094320A1 (en) | 2004-11-02 | 2006-05-04 | Kimberly-Clark Worldwide, Inc. | Gradient nanofiber materials and methods for making same |
| US8057567B2 (en) | 2004-11-05 | 2011-11-15 | Donaldson Company, Inc. | Filter medium and breather filter structure |
| CA2945592C (en) * | 2004-11-05 | 2020-01-07 | Donaldson Company, Inc. | Filter medium and structure |
| US8021457B2 (en) * | 2004-11-05 | 2011-09-20 | Donaldson Company, Inc. | Filter media and structure |
| US20060101796A1 (en) | 2004-11-12 | 2006-05-18 | Kern Charles F | Air filtration media |
| US20060137317A1 (en) | 2004-12-28 | 2006-06-29 | Bryner Michael A | Filtration media for filtering particulate material from gas streams |
| US7717975B2 (en) | 2005-02-16 | 2010-05-18 | Donaldson Company, Inc. | Reduced solidity web comprising fiber and fiber spacer or separation means |
| DE102005012659A1 (de) | 2005-03-18 | 2006-09-21 | Herding Gmbh Filtertechnik | Filterelement mit Beschichtung zur Oberflächenfiltration |
| US20060266701A1 (en) | 2005-05-31 | 2006-11-30 | Dickerson David P | Gradient density depth filtration system |
| WO2008008897A2 (en) | 2006-07-12 | 2008-01-17 | Steward Environmental Solutions, Llc | Method and system to remove agent from liquid phase |
| JP2010529902A (ja) | 2007-02-22 | 2010-09-02 | ドナルドソン カンパニー インコーポレイテッド | フイルタ要素及び方法 |
| WO2008103821A2 (en) * | 2007-02-23 | 2008-08-28 | Donaldson Company, Inc. | Formed filter element |
| WO2009088647A1 (en) | 2007-12-31 | 2009-07-16 | 3M Innovative Properties Company | Fluid filtration articles and methods of making and using the same |
| US20090266759A1 (en) | 2008-04-24 | 2009-10-29 | Clarcor Inc. | Integrated nanofiber filter media |
-
2008
- 2008-02-20 JP JP2009550620A patent/JP2010529902A/ja not_active Withdrawn
- 2008-02-20 MX MX2009009046A patent/MX2009009046A/es not_active Application Discontinuation
- 2008-02-20 WO PCT/US2008/054432 patent/WO2008103736A1/en not_active Ceased
- 2008-02-20 CN CN200880011372A patent/CN101652168A/zh active Pending
- 2008-02-20 EP EP08730269A patent/EP2117674A1/en not_active Withdrawn
- 2008-02-20 BR BRPI0807375-9A patent/BRPI0807375A2/pt not_active IP Right Cessation
- 2008-02-21 US US12/035,150 patent/US8021455B2/en not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023055723A (ja) * | 2015-06-26 | 2023-04-18 | ドナルドソン カンパニー,インコーポレイティド | 燃料流用の複合媒体 |
| JP2025037934A (ja) * | 2015-06-26 | 2025-03-18 | ドナルドソン カンパニー,インコーポレイティド | 燃料流用の複合媒体 |
| JP7676450B2 (ja) | 2015-06-26 | 2025-05-14 | ドナルドソン カンパニー,インコーポレイティド | 燃料流用の複合媒体 |
| US12364943B2 (en) | 2015-06-26 | 2025-07-22 | Donaldson Company, Inc. | Composite media for fuel streams |
| WO2018030332A1 (ja) * | 2016-08-08 | 2018-02-15 | 日東電工株式会社 | 通気部材 |
| JP2018024292A (ja) * | 2016-08-08 | 2018-02-15 | 日東電工株式会社 | 通気部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008103736A1 (en) | 2008-08-28 |
| US20090044702A1 (en) | 2009-02-19 |
| EP2117674A1 (en) | 2009-11-18 |
| US8021455B2 (en) | 2011-09-20 |
| BRPI0807375A2 (pt) | 2014-05-20 |
| MX2009009046A (es) | 2009-10-14 |
| CN101652168A (zh) | 2010-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8021455B2 (en) | Filter element and method | |
| JP6804573B2 (ja) | 濾材および濾過する方法 | |
| US11504663B2 (en) | Filter medium and breather filter structure | |
| US12172111B2 (en) | Filter medium and breather filter structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110221 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20110930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110930 |