JP2010506063A - 耐切断性糸を製造するための紡糸口金 - Google Patents
耐切断性糸を製造するための紡糸口金 Download PDFInfo
- Publication number
- JP2010506063A JP2010506063A JP2009532387A JP2009532387A JP2010506063A JP 2010506063 A JP2010506063 A JP 2010506063A JP 2009532387 A JP2009532387 A JP 2009532387A JP 2009532387 A JP2009532387 A JP 2009532387A JP 2010506063 A JP2010506063 A JP 2010506063A
- Authority
- JP
- Japan
- Prior art keywords
- filaments
- spinneret
- diameter
- extrusion
- filament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/082—Melt spinning methods of mixed yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/442—Cut or abrasion resistant yarns or threads
Abstract
Description
それぞれがちょうどまたは約2〜25(好ましくは4〜10)ミクロン/フィラメントの範囲の平均直径を有する第1の複数の連続フィラメントと、
それぞれが第1の複数のフィラメントの平均直径より大きく、ちょうどまたは約10〜40(好ましくは10〜32)ミクロン/フィラメントの範囲の平均直径を有する少なくとも1つの第2の複数の連続フィラメントと
を含む糸であって、
第1および第2の複数のフィラメントが、芳香族ポリアミド、ポリオレフィン(好ましくは、UHMWPEなどのちょうどまたは約100万Daを超える分子量を有するもの)、M5、および芳香族ポリアゾールからなる群から選択される同じポリマーで製造されている糸を提供する。
ちょうどまたは約4〜25ミクロンの範囲の平均直径を有する第1のフィラメントと、
第1のフィラメントの平均直径より大きく、ちょうどまたは約15〜40ミクロン/フィラメントの範囲の平均直径を有する第2のフィラメントと、
第1のフィラメントの平均直径と第2のフィラメントの平均直径との間に分布した平均直径を有する複数のフィラメントと
を含む糸であって、
フィラメントが全て、芳香族ポリアミド、ポリオレフィン(好ましくは、UHMWPEなどのちょうどまたは約100万Daを超える分子量を有するもの)、M5、および芳香族ポリアゾールからなる群から選択される同じポリマーで製造されている糸を提供する。
それぞれが0.25〜1.25デニール/フィラメントの範囲の第1の公称線密度を有する第1の複数の連続フィラメントと、
それぞれが第1の公称線密度より大きく、1.25〜6デニール/フィラメントの範囲の第2の公称線密度を有する少なくとも1つの第2の複数の連続フィラメントと
を含む糸であって、
第1および第2の複数のフィラメントが、芳香族ポリアミド、ポリオレフィン(好ましくは、少なくとも100万Daの分子量を有するもの)、M5、および芳香族ポリアゾールからなる群から選択される同じポリマーで製造されている糸を提供する。
芳香族ポリアミド、ポリオレフィン(好ましくは、少なくとも100万Daの分子量を有するもの)、M5、および芳香族ポリアゾールから選択されるポリマーを、第1の平均直径の押出孔と第2の平均直径の押出孔を備える紡糸口金から押し出す工程であって、第1の平均直径と第2の平均直径が少なくとも1.2倍異なる工程、
を含む、耐切断性糸の製造方法を提供する。
UHMWPE:超高分子量ポリエチレン
M5:次式で示されるポリピリドビスイミダゾール

本明細書における目的では、「フィラメント」の用語は、長さ、対、その長さに垂直な断面積を横切る幅の比が大きく、比較的可撓性があり、巨視的に均質な物体と定義される。フィラメントの断面は任意の形状とすることができるが、典型的には円形である。本明細書では、「繊維」の用語は「フィラメント」の用語と同義的に使用される。
混合平均直径フィラメントを有する、本発明の紡糸口金から製造される糸は、単一の平均直径を有するフィラメントを含む従来の糸と比較して、高い耐切断性と耐磨耗性を示す。混合直径配置は、主に次の2つの理由で優れた耐切断性と耐磨耗性を有すると考えられる:
(1)細いフィラメントと太いフィラメントの配置は、フィラメントの互いに対する「回転(rolling)」を可能にし、このようにして攻撃力を分散させる。
(2)細いフィラメントと太いフィラメントの配置は、高充填を可能にし、このようにして糸の密度を増加させ、攻撃力に耐えるより多くの材料を提供する。
本発明の紡糸口金で製造される糸は、例えば、ポリアミド、ポリオレフィン、ポリアゾール、およびこれらの混合物を含む、高強度の繊維を作る任意のポリマーから製造されたフィラメントで製造されてもよい。
混合デシテックス糸は、「オフラインアセンブリ」で製造することができる、即ち、紡糸後に異デニールのフィラメントを集束することができるが、直接紡糸(即ち、サイズの異なる孔を有する紡糸口金を使用して、混合デシテックスフィラメントを有する糸を直接製造すること)によって製造された連続フィラメント糸が好ましい。オフラインアセンブリは、直接紡糸より好ましくないが、その理由は、オフラインアセンブリでは直径の異なるフィラメントの分離が起こり、その結果、攻撃力に対する耐性がより低い不均一な糸が得られる可能性があるからである。
図1を参照すると、(10)で記載されているプロセスで、ポリマーとして、ポリマー4.5kgを含有するポリパラフェニレンテレフタルアミドのバッチ溶液調製物を使用して、本発明による糸を製造した。酸18.6kgをミキサにポンプで圧送し、攪拌しつつ−22℃に冷却し、窒素雰囲気中で凍結スラッシュ(frozen slush)を形成した(12)。ポリマーの二分の一から三分の一を最初に添加し、残量のポリマーを添加する前に10分間混合した。次いで、ミキサを取り囲むジャケットを87℃に加熱した(14)。溶液をその温度に1時間半維持した後、ミキサ攪拌機と真空ポンプを停止し、ミキサを窒素で1.7バール(絶対)に加圧した。
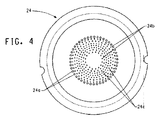
本発明の試料は、以下のような、図4に示す紡糸口金から吐出される400デニールの糸から製造された:
2〜2.6dpf(直径約16ミクロン)のフィラメントが得られる46個のキャピラリ(24a);
1.5dpf(直径約12ミクロン)のフィラメントが得られる115個のキャピラリ(24b);および
0.65〜1dpf(直径約8ミクロン)のフィラメントが得られる115個のキャピラリ(24c).
紡糸口金が1つのサイズの孔しか有しておらず、1.5dpf(直径約12ミクロン)のフィラメントしか得られなかったこと以外、正確に前述したように製造された糸を使用して対照試料を製造した。得られた糸は400デニールであり、1.5dpfのフィラメントのみからなった。糸を編成して面密度約400g/m2の試料を得た。
耐切断性
磨耗切断手順
磨耗切断試験手順は、EN388:19941の現行の手順に基づいたが、円形ブレードに加えられる重力に関してそれに変更を行った、即ち、5N相当の力の代わりに2.9N相当の力を加え、磨耗を促進する切断サイクル数を増加させた。(1機械的リスクから守る防護手袋)
本発明の試料では、切断に必要なサイクルは300超であったが、同一のフィラメント100%で製造された対照では、切断に必要なサイクルは150未満であった。
Claims (9)
- 耐切断性糸を製造するための紡糸口金であって、より小さい第1の平均直径を有する押出孔と、より大きい第2の平均直径を有する押出孔とを備える紡糸口金であり、前記第1の平均直径と第2の平均直径が少なくとも1.2倍異なる紡糸口金。
- 2つの異なる平均直径を有する押出孔を備え、より小さい押出孔の平均直径がちょうど又は約35〜65ミクロンであり、より大きい押出孔の平均直径がちょうど又は約60〜90ミクロンである、請求項1に記載の紡糸口金。
- 3つの異なる平均直径を有する押出孔を備え、最も小さい押出孔の平均直径がちょうど又は約35〜65ミクロンであり、中程度の押出孔の平均直径がちょうど又は約64〜80ミクロンであり、最も大きい押出孔の平均直径がちょうど又は約75〜90ミクロンである、請求項1に記載の紡糸口金。
- 2つの異なる平均直径を有する押出孔を備え、前記第1の複数の押出孔が、前記紡糸口金の押出孔の数でちょうど又は約40〜80%である、請求項1に記載の紡糸口金。
- 3つの異なる平均直径を有する押出孔を備え、最も小さい押出孔が前記紡糸口金中の押出孔の数でちょうど又は約30〜45%を構成し、中程度のフィラメントが前記紡糸口金中の押出孔の数でちょうど又は約30〜45%を構成し、最も大きい押出孔が前記紡糸口金中の押出孔の数でちょうど又は約15〜35%を構成する、請求項1に記載の紡糸口金。
- 2つの異なる平均直径を有する押出孔を備え、より大きい押出孔の平均直径とより小さい押出孔の直径との比がちょうど又は約1.3〜2.0である、請求項1に記載の紡糸口金。
- ほぼ円形の形状を有する押出孔を備える、請求項1に記載の紡糸口金。
- ちょうど又は約76ミクロンの直径を有する押出孔を数でちょうど又は約16%、ちょうど又は約64ミクロンの直径を有する押出孔を数でちょうど又は約42%、および、ちょうど又は約51ミクロンの直径を有する押出孔を数でちょうど又は約42%備える、請求項1に記載の紡糸口金。
- 同心状に配置された押出孔を備え、より小さい押出孔が、より大きい押出孔の中に同心状に配置されている、請求項1に記載の紡糸口金。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/545,285 US20080095875A1 (en) | 2006-10-10 | 2006-10-10 | Spinnerets for making cut-resistant yarns |
| PCT/US2007/021617 WO2008063298A2 (en) | 2006-10-10 | 2007-10-09 | Spinnerets for making cut-resistant yarns |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010506063A true JP2010506063A (ja) | 2010-02-25 |
| JP2010506063A5 JP2010506063A5 (ja) | 2010-12-16 |
Family
ID=39339737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009532387A Pending JP2010506063A (ja) | 2006-10-10 | 2007-10-09 | 耐切断性糸を製造するための紡糸口金 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20080095875A1 (ja) |
| EP (1) | EP2074246A2 (ja) |
| JP (1) | JP2010506063A (ja) |
| KR (1) | KR20090063271A (ja) |
| CN (1) | CN101522963A (ja) |
| WO (1) | WO2008063298A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010509506A (ja) * | 2006-10-10 | 2010-03-25 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 抗切断性糸及びその製造方法 |
| WO2019103013A1 (ja) * | 2017-11-21 | 2019-05-31 | 旭化成株式会社 | ポリウレタン弾性繊維及びその巻糸体 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080074019A (ko) * | 2007-02-07 | 2008-08-12 | 주식회사 코오롱 | 관형 편물 및 그를 이용한 복합 중공사막 |
| KR101718346B1 (ko) * | 2009-02-17 | 2017-03-21 | 데이진 아라미드 비.브이. | 방향족 폴리아미드로부터 필라멘트 실을 제조하는 방법 |
| KR101410542B1 (ko) * | 2010-06-30 | 2014-06-20 | 코오롱인더스트리 주식회사 | 아라미드 섬유 및 그 제조방법 |
| US10301746B2 (en) | 2012-10-16 | 2019-05-28 | Avintiv Specialty Materials, Inc. | Multi-zone spinneret, apparatus and method for making filaments and nonwoven fabrics therefrom |
| CN105103654B (zh) | 2013-02-14 | 2017-06-23 | 纳米帕雷尔股份有限公司 | 纳米纤维混合毛毡 |
| KR102034197B1 (ko) * | 2014-03-27 | 2019-10-18 | 코오롱인더스트리 주식회사 | 합성섬유 방사구금 |
| KR101975889B1 (ko) * | 2014-06-13 | 2019-05-07 | 코오롱인더스트리 주식회사 | 합성섬유 방사구금 |
| KR101975883B1 (ko) * | 2014-06-24 | 2019-05-07 | 코오롱인더스트리 주식회사 | 합성섬유 방사구금 |
| DE102016009570A1 (de) * | 2016-08-05 | 2018-02-08 | Texticord Steinfort S.A. | Verstärkungsmaterial für Gummianordnungen, insbesondere in Form einer Reifencordkonstruktion und Verfahren zu seiner Herstellung |
| CN106984097A (zh) * | 2017-05-24 | 2017-07-28 | 上海创治环境科技有限公司 | 一种多丝径纳米级pp熔喷过滤材料和用于制造该材料的喷丝板 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2194589A (en) * | 1936-08-28 | 1940-03-26 | Kunz Alfonz | Extrusion mold |
| NL90134C (ja) * | 1952-08-28 | 1900-01-01 | ||
| NL123334C (ja) * | 1955-06-30 | |||
| US3335210A (en) * | 1963-10-29 | 1967-08-08 | Monsanto Co | Filament yarn spinning apparatus and method |
| US3465618A (en) * | 1966-12-23 | 1969-09-09 | Monsanto Co | Method of manufacturing a meltspinning spinneret |
| US3709970A (en) * | 1969-07-01 | 1973-01-09 | Fmc Corp | Apparatus and method for quenching and stabilizing extruded molten filaments |
| US3787162A (en) * | 1972-04-13 | 1974-01-22 | Ici Ltd | Conjugate filaments apparatus |
| US3825380A (en) * | 1972-07-07 | 1974-07-23 | Exxon Research Engineering Co | Melt-blowing die for producing nonwoven mats |
| US3881850A (en) * | 1974-01-02 | 1975-05-06 | Eastman Kodak Co | Melt spinning tower module and circular melt spin block therefor |
| US3963406A (en) * | 1975-06-20 | 1976-06-15 | E. I. Du Pont De Nemours And Company | Spinneret assembly for multifilament yarns |
| US4283364A (en) * | 1977-05-04 | 1981-08-11 | Akzona Incorporated | Melt spinning of synthetic yarns |
| JPS602405B2 (ja) * | 1977-09-22 | 1985-01-21 | 三菱レイヨン株式会社 | アクリロニトリル系異繊度単糸混合連続フイラメント糸の製造法 |
| US4220616A (en) * | 1978-08-30 | 1980-09-02 | American Cyanamid Company | Melt-spinning acrylonitrile polymer fiber using spinnerette of high orifice density |
| JPS5813714A (ja) * | 1981-07-14 | 1983-01-26 | Toho Rayon Co Ltd | 湿式紡糸用ノズル |
| JPS6147815A (ja) * | 1984-08-07 | 1986-03-08 | Nippon Ester Co Ltd | 異繊度混繊糸の溶融紡糸法 |
| US4954061A (en) * | 1987-08-28 | 1990-09-04 | The Quaker Oats Company | Multi-orifice coextrusion apparatus |
| US5162074A (en) * | 1987-10-02 | 1992-11-10 | Basf Corporation | Method of making plural component fibers |
| DE3934592C1 (ja) * | 1989-10-17 | 1990-10-11 | Werner & Pfleiderer Gmbh, 7000 Stuttgart, De | |
| US5256050A (en) * | 1989-12-21 | 1993-10-26 | Hoechst Celanese Corporation | Method and apparatus for spinning bicomponent filaments and products produced therefrom |
| US5145689A (en) * | 1990-10-17 | 1992-09-08 | Exxon Chemical Patents Inc. | Meltblowing die |
| IT1255891B (it) * | 1992-10-19 | 1995-11-17 | Testa di estrusione per filati bicomponenti con filiera ad alta densita' di fori | |
| CA2233163A1 (en) * | 1995-10-30 | 1997-05-09 | Kimberly-Clark Corporation | Fiber spin pack |
| AR010847A1 (es) * | 1997-01-20 | 2000-07-12 | Rhone Poulenc Filtec Ag | TEJIDO TÉCNICO EN PARTICULAR, PARA BOLSAS DE AIRE, Y METODO PARA LA FABRICACIoN DEL HILO DE FILAMENTO PARA EL TEJIDO. |
| US5965468A (en) * | 1997-10-31 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Direct formed, mixed fiber size nonwoven fabrics |
| US6164950A (en) * | 1999-01-08 | 2000-12-26 | Firma Carl Freudenberg | Device for producing spunbonded nonwovens |
| JP4233181B2 (ja) * | 1999-09-30 | 2009-03-04 | 新日本石油株式会社 | 横配列ウェブの製造方法および製造装置 |
| US6855422B2 (en) * | 2000-09-21 | 2005-02-15 | Monte C. Magill | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| US6607374B2 (en) * | 2001-04-03 | 2003-08-19 | Arteva North America S.A.R.L. | Apparatus for constant diagonal heterofil spinneret hole layout |
| US6783853B2 (en) * | 2001-09-28 | 2004-08-31 | Invista North America S.A.R.L. | Hetero-composite yarn, fabrics thereof and methods of making |
| EP1424412A1 (de) * | 2002-11-27 | 2004-06-02 | Polyfelt Gesellschaft m.b.H. | Spinnplatte |
| EP1781844B1 (en) * | 2004-07-16 | 2017-08-23 | Hills, Inc. | Forming shaped fiber fabrics |
-
2006
- 2006-10-10 US US11/545,285 patent/US20080095875A1/en not_active Abandoned
-
2007
- 2007-10-09 WO PCT/US2007/021617 patent/WO2008063298A2/en active Application Filing
- 2007-10-09 JP JP2009532387A patent/JP2010506063A/ja active Pending
- 2007-10-09 CN CNA2007800372055A patent/CN101522963A/zh active Pending
- 2007-10-09 KR KR1020097008796A patent/KR20090063271A/ko not_active Application Discontinuation
- 2007-10-09 EP EP07867215A patent/EP2074246A2/en not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010509506A (ja) * | 2006-10-10 | 2010-03-25 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 抗切断性糸及びその製造方法 |
| WO2019103013A1 (ja) * | 2017-11-21 | 2019-05-31 | 旭化成株式会社 | ポリウレタン弾性繊維及びその巻糸体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2074246A2 (en) | 2009-07-01 |
| US20080095875A1 (en) | 2008-04-24 |
| WO2008063298A2 (en) | 2008-05-29 |
| KR20090063271A (ko) | 2009-06-17 |
| WO2008063298A3 (en) | 2009-02-12 |
| CN101522963A (zh) | 2009-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5136560B2 (ja) | 抗切断性糸及びその製造方法 | |
| JP2010506063A (ja) | 耐切断性糸を製造するための紡糸口金 | |
| CA2790398A1 (en) | Highly functional polyethylene fiber excellent in forming processability | |
| TW580527B (en) | Stretchable fibers of polymers, spinnerets useful to form the fibers, and articles produced therefrom | |
| WO2009026478A1 (en) | Spun staple yarns made from blends of rigid-rod fibers and fibers derived from diamino diphenyl sulfone and fabrics and garments made therefrom and methods for making same | |
| CA2586635C (en) | Continuous processes for making composite fibers | |
| EP3063319B1 (en) | Fiber comprising a mixture of poly(m-phenylene isophthalamide) and copolymer made from (6)-amino-2-(p-aminophenyl)benzimidazole | |
| KR100230899B1 (ko) | 고신도 폴리(P-페닐렌 테레프탈아미드) 섬유(High Elongation PPD-T Fibers) | |
| US9790366B2 (en) | Composite polymer solution of poly(M-phenylene isophthalamide) and copolymer made from 5(6)-amino-2-(P-aminophenyl)benzimidazole | |
| KR960000789B1 (ko) | 전방향족 폴리아미드계 합성섬유의 제조방법 | |
| KR101838500B1 (ko) | 고강도 방향족 폴리아미드 멀티 필라멘트의 제조방법 | |
| JP2000226721A (ja) | 高強度ポリエチレン繊維 | |
| KR20230108142A (ko) | 고강도 메타 아라미드 섬유 및 그의 제조방법 | |
| JPH01229816A (ja) | 耐摩耗性の改良された高強力高弾性率繊維 | |
| JP2022128969A (ja) | 耐熱性高タフネス繊維、およびその製造方法 | |
| KR101427815B1 (ko) | 산업용 아라미드 섬유 | |
| CN112105765A (zh) | 全芳香族聚酰胺纤维 | |
| JPH0931748A (ja) | 高強度ポリアミドモノフィラメント及びその製造方法 | |
| CN116490546A (zh) | 耐热性高韧性纤维及其制造方法和耐热性高韧性膜 | |
| JP2009263831A (ja) | 海島型複合断面繊維 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101008 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101008 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120312 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121105 |