JP2010275020A5 - - Google Patents
Download PDFInfo
- Publication number
- JP2010275020A5 JP2010275020A5 JP2010103060A JP2010103060A JP2010275020A5 JP 2010275020 A5 JP2010275020 A5 JP 2010275020A5 JP 2010103060 A JP2010103060 A JP 2010103060A JP 2010103060 A JP2010103060 A JP 2010103060A JP 2010275020 A5 JP2010275020 A5 JP 2010275020A5
- Authority
- JP
- Japan
- Prior art keywords
- cup
- film
- conveyor
- cups
- controller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Description
本発明は、包装容器であるカップと該カップに被せたキャップとの周りを、外部から細幅フィルムの熱収縮でもってシールするキャップシール装置及びそのキャップシール方法に関する。
被包装物を収容したカップの周りに上部から細長いチューブフィルムを被せ、前記のチューブフィルムの熱収縮でもってカップ全体を密封し、この場合、前記カップとそれに被せたキャップとをシールする装置は随分古くから存在している。しかし、昨今、不要な大量の包材の使用は、その包材のリサイクル義務が包装業者に課されるということで不人気になっている。この点、下記の特許文献1には、カップの口部分のみを覆う短いチューブフィルムを前記のカップの口部分に被せ、当該チューブフィルムの熱収縮でもって前記カップとそれに被せたキャップとをシールする装置を開示している。
ただ、前記装置の場合は、短いチューブフィルムをガイドパイプ内に縦方向に積み重ね、前記ガイドパイプの下域にカップが到達して停止する度に、ガイドパイプから落下するチューブフルムを順次、カップに被せる構造であって、かかる構造では、落下する各チューブフルムがカップの口部分に引っかかって止まるように、予めチューブフィルムの上部口縁を折り曲げて係合片を形成しておく工程が作業上必要であるし、また各カップは構造上、断続搬送であるため非能率という問題を抱えている。
上記特許文献2には、被包装物の搬送用ベルトコンベヤの上で、該ベルトコンベヤの両側から供給される細幅の帯状フィルムの先端間を、両側から接近する一対のシールバーでもって溶着接合した後、この溶着接合部に向けて前記のベルトコンベヤでもって被包装物を押し入れて前記帯状フィルムを前方に引き出し、この帯状フィルムを被包装物の後ろ側で一対のシールバーで溶着し、二枚の熱収縮性の帯状フィルムでもって被包装物を結束する技術を開示している。仮に前記の被包装物をカップに置き換え、その口部分に前記帯状フィルムを供給した場合、カップの口部分に帯状フィルムを巻き付けることは不可能ではない。しかも各帯状フィルムはテンションロールにより緩衝されていて、一対のシールバーによる被包装物の締め付けが容易なように配慮されている。しかしこの種の断続移送による包装は、構造的に1分で30個前後という能率限界を抱えている。
本発明は、カップの口径変化に対応し、カップの口部に帯状フィルムを巻き付けることを目的とするものであり、カップを縦列に搭載して運搬するレベルコンベヤと、前記のレベルコンベヤの両側から縦列するカップの口部両側にそれぞれ熱収縮性の帯状フィルムを供給する手段と、前記のレベルコンベヤと平行に配置され前記の各カップを等間隔に拘束して運搬する拘束コンベヤと、前記カップの搬送方向に向け、前記拘束コンベヤによるカップ開放域後方のレベルコンベヤ両側に配置し、その間を通過するカップに対して追跡方向に相対回転する一対の回転シーラと、を備え、前記回転シーラを駆動するサーボモータのコントローラである制御器は、各種カップの口径にそれぞれ対応する各フィルム使用長さを数値として格納し、使用するカップの口径数値をインプット手段でもって制御器に入力することで、使用するカップの口径と一致する長さ部分で帯状フィルムを前記の回転シーラがシール・カットするように、サーボモータの起動のタイミングを、前記制御器からサーボモータに対して発信するごとく構成する。
特許請求の範囲に記載した「カップの口径」とは、カップの口径そのものであるが、仮にカップに被さるキャップの外径が前記カップの外径よりも大きい場合は、キャップの外径数値を指すものとする。そこでカップの口径が仮に100mmの場合、それに巻きつけるために繋ぎ合わせた帯状フィルムの必要長さは、100×円周率=314mmとなり、カップの両側から供給される各帯状フィルムの必要長さは、上記314mmの半数値の157mmずつとなる。
拘束コンベヤは、各カップを等間隔に拘束して運搬し、その開放域で開放されたカップはレベルコンベヤの搬送力により一対の回転シーラの間を通過する。
インプット手段でもって予め制御器にカップの口径値「100mm」を入力して置くと、制御器はカップ口径に必要なフィルム長さを演算し、帯状フィルムにおける前記演算数値に示された箇所を、シール・カットするように、回転シーラを駆動するサーボモータの起動のタイミングを制御器は発信する。この結果、起動タイミングの到達と同時に回転を開始した回転シーラは、その間を通過するカップに対して追跡方向に相対回転し、帯状フィルムを両側から絞込んでカップの周りに巻きつけてシールすると同時に、このシール部分の中間部をカツトする。
仮に、帯状フィルムによるカップへの絞込み力が強すぎると、その反力は、帯状フィルムの熱溶着部の剥離力として作用する。その反面、帯状フィルムによるカップへの絞込み力が弱いと、環状化した帯状フィルムはカップの周りから自然脱落する可能性が生ずる。この点、制御器により演算された信号により起動する一対の回転シーラは、帯状フィルムの予め計算された箇所をシールして正確な長さの環状フィルムを形成する。そしてその後、カップは熱発生域に送られ帯状フィルムの熱収縮によってキャップシールを完成させるのである。
本発明は、包装容器のカップの口部だけに帯状フィルムを巻き付けることを可能とし、不要な大量の包材の使用を防ぐことができる。
以下、図1から図15を用いて本発明の実施例について説明する。ただし、本発明はこれらの実施例に限定されるものではない。
装置の全体平面を示す図2には、カップ10を縦列に搭載して運搬するレベルコンベヤ11を示し、図3の正面図にも示すごとく前記のレベルコンベヤ11と平行に、縦軸のプーリ12に支持された両側一対の拘束コンベヤ13を配置している。この拘束コンベヤ13はそれを構成するベルト15に、一組当たり二枚のゴム製の羽板14を等間隔に供え、カップ10の胴部を両側から前記各組二枚の羽板14で挟みこんでカップ10を拘束する結果、カップ10は前記ベルト15の回転でもって等間隔で、しかもレベルコンベヤ11と同速で搬送される。
また、図2においてレベルコンベヤ11の両側から、一対のサイドローラ23に沿って縦列するカップ10の両側にそれぞれ熱収縮性の帯状フィルム16を供給する手段17を配置している。この手段17の詳細図示は省略しているが、リールに巻き付けた帯状フィルム16を、繰り出しロールの回転でもって送り出す構成である。なお各カップ10の口部はキャップによって封じられているが、キャップの大きさが変わると、それに巻きつける帯状フィルム16の繰り出し量も当然、変化させる必要が生ずる。
カップ10の搬送方向に向けて、拘束コンベヤ13の開放域後方の、レベルコンベヤ両側に、一対の回転シーラ18、19を設置しており、これら回転シーラ18、19は、移動するカップ10を追跡する方向に回転する構成である。
図4に示すキャップ20が被るカップ10の両側には、フレーム21に支持され垂下する一対の軸22の下端それぞれに、回転シーラ18,19を固定して配置している。前記の両軸22の上端に固定し互いに係合する一対のギヤ25,26は、外部から伝えられる動力でもって連動し、前記一対の回転シーラ18,19を相対回転させる。その回転方向は図5に矢印27で示すごとく、カップ10の進行を追跡する方向である。
一側の回転シーラ18は、その先端中央に押し切りに適合する板刃28を供え、他側の回転シーラ19は先端に刃受け板29を埋設する。また前記一側の回転シーラ18は、その先端両面に、その先端面から突き出るように断熱板30を固定し、パイプヒータ31により加熱される回転シーラ18に直接、帯状フィルム16が接触しないように、断熱板30で帯状フィルム16を支えながらカップ10に向けて競り込み、最終的には、両断熱板30の間で両回転シーラ18、19の先端面を突き合わせて両帯状フィルム16を溶着する。
図1に示すごとく、両回転シーラ18,19の動力源であるサーボモータ33は、その動きを制御器34がコントロールするようになっており、該制御器34には、インプット手段35及びメモリー36が接続されている。
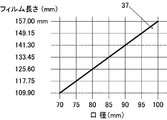
図6は、その横軸に沿って各種カップの口径値70mmから100mmまでを5、0mm区切りで表示し、一方その縦軸に沿っては、前記横軸で表したカップの口径にそれぞれ対応する帯状フィルムの必要長さを、mm単位で表示している。例えば口径70mmのカップには、それぞれ109,90mmの、一対それぞれの帯状フィルム供給が必要で、口径75mmのカップには、それぞれ117,75mm長さの一対の帯状フィルム供給が必要であって、各口径数値の対する必要フィルム長さ数値は、直線的な右上がり斜線37でもって表した。
口径が70mmから100mm範囲のカップの一般的な使用例としては、インスタント食品の包装用が多い。例えば、熱湯を注いで食用とするしじみの味噌汁の容器、又は野菜ピリ辛チゲのスープ春雨の容器とかで、被包装物の種類によって容器の大きさが異なる。従って被包装物の種類によっては、図6に示した数値口径以外の容器が用いられることもあり、いずれにしても、各種口径と、それに対応するフィルムの長さとが、図1のメモリー36がその格納手段として機能する。
図1において、キーボードによるインプット手段35から、使用するカップ10の口径を制御器34に入力すると、制御器34はその演算作用で、インプットされたカップの口径に適応する帯状フィルムの長さ数値をメモリー36から引き出し、サーボモータ33の起動のタイミングを計る。そして一対の回転シーラ18,19は、通過する帯状フィルム16の長さが、カップ10の口径と一致する部分でサーボモータ33により起動されて、帯状フィルムを設定長さでシール・カットする。この場合、一対の回転シーラ18,19はカップ10を追跡する方向に回転し、各カップを不停止で搬送するので量産性に適する。
なおインプット手段35は、キーボード以外に、例えばモニターに各種カップの口径数値を表示し、これら口径数値に指先を触れることで、その数値をインプットすることも可能である。
図7(イ)において、カップ10の周りに巻きつけた帯状フィルム16は、その対称部にそれぞれ縦方向のシール代38を形成する。帯状フィルム16は、カップ10の口径から計算された長さであり、カップ10を不必要に締め付けないので、カップ10側からは前記のシール代38を剥離するような反力は働かないし、また環状化したフィルム16が下方向への抜け落ちも防止でき、その後、図7(ロ)に示すように、外部からの熱作用により収縮する帯状フィルム16は緊張性を保って、カップ10に対するキャップ20のシール性を高めることになる。
図2における回転シーラ18の設置位置と、拘束コンベヤ13における開放域のプーリ12との間隔40は、カップ10の口径の拡大に応じて拡大41させ、口径に応じた必要量のフィルム確保が不可欠である。この場合、前記カップ10は仮想線の方向に変位する構成になっており、それに応じたベルト15の弛みは、バネ力の働くテンションプーリ42でもって緊張を図ることができる。
図3において両側の拘束コンベヤ13のプーリ12を支持するスライダー43は、軌条44に沿ってスライド自在であり、前の段落項で説明したカップ10の口径の変化に応じてプーリ12の位置の変化ができる。同時に、カップ10の口径の変化に合わせ、例えば、ねじの傾き方向が異なる左右ねじをもつねじ棒の回転で、両側の軌条44の間隔50を調整できる。
レベルコンベヤ11を支える基盤45は、縦方向のガイド棒46に沿って変位自在であり、カップ10の高さ数値に変更が生じたときは、カップ10の上面の位置を動かすことなく、基盤下域のリフト47でもってレベルコンベヤ11の高さを変更する構成である。
図8のごとく前記のリフト47は、レベルコンベヤ11を支える基盤45を、ハンドル48を備えるねじ棒49の回転で、パンタグラフ51を上下に伸縮する構成のものとして考えることができる。
一対の回転シーラ18,19がカップ両側の帯状フィルム16を挟んで競りこむとき、レベルコンベヤ11の回転とは異なる方向に、カップ10は僅かに後退する。カップ10の全体重量が軽量な場合はともかく、同重量が大きいほどカップ10はレベルコンベヤ11により足元をすくわれる状態になるので、レベルコンベヤ11を、カップ10底面との摩擦面積の少ない紐ベルトを用いるとか、またレベルコンベヤ11の一部に、回転シーラ18が帯状フィルム16を競りこむときのみ、一時的にカップ10の後退運動に同調してレベルコンベヤ11とは逆方向に回転するベルト52を配置する対策の必要性もある。
図9は本実施例2のキャップシール装置全体の平面図、図10は本実施例2のキャップシール装置の部分正面図、図11は本実施例2のキャップシール装置の貼着機構の平面図である。この実施例2のキャップシール装置は、カップを縦列に搭載して運搬するレベルコンベヤと、前記のレベルコンベヤの両側から縦列するカップの口部両側にそれぞれ熱収縮性の帯状フィルムを供給する手段と、前記カップの搬送方向に向け、レベルコンベヤの後方域の両側に配置し、その間を通過するカップに対して追跡方向に相対回転する一対の回転シーラと、前記回転シーラによる帯状フィルムのシールの際のカップの傾きを抑え、カップをレベルコンベヤに直立に載置させて保持する転倒防止機構と、を備え、前記転倒防止機構は2つの機構からなり、上方から先頭のカップの前側のふちを押える第1保持機構と、先頭から二番目のカップを後ろから支えてカップの転倒を防ぐ第2保持機構とから構成されている。前記キャップシール装置の転倒防止機構は、回転シーラによる帯状フィルムのシールの際のカップの傾きを抑え、カップをレベルコンベヤに直立に載置させて保持する。
さらに、この実施例2のキャップシール装置は、前記帯状フィルム内面上下方向に該帯状フィルムを裁断するピール片を貼着する貼着機構を、前記帯状フィルムを供給する手段の下流域に備えたことを特徴とする。
この実施例2も、縦列するカップ10を搬送するレベルコンベヤ11の両側に、複数のサイドローラ23を配置し、それぞれ熱収縮性の帯状フィルム16を供給する手段17から、このフィルム16をレベルコンベヤ11の進行方向に向かって送り出している。この手段17も詳細図示は省略しているが、リールに巻き付けた帯状フィルム16を繰り出してロールの回転でもって送り出す構成である。図9に示すキャップシール装置は、前記実施例1で図示した拘束コンベヤ13は備えておらず、後述する転倒防止機構を備えている。
さらに、この実施例2のキャップシール装置が前記の実施例1と相違する点は、帯状フィルム16に、ピール片51を貼り付けるための貼着機構50を備えている点である。ただし、この貼着機構50は実施例1に備え付けてもよい。ピール片51は後述するカップ10の口部分に巻き付けて被覆した帯状フィルム16を剥ぎ取る際に容易に剥ぎ取れるようするためのものである。
貼着機構50は、複数のピール片51を貼り付けた剥離紙テープ52をリール(図示せず)に巻回し、この剥離紙テープ52が帯状フィルム16に対して並行に近接して送り出され、帯状フィルム16と剥離テープ52を挟むように、内側にスタンプローラ53が、外側にプッシャー54が配置され、プッシャー54が帯状フィルム16と剥離紙テープ52を外側からスタンプローラ53に押し当て、剥離紙テープ52上に貼着されたピール片51の粘着面を帯状フィルム16の裏面に貼着させる。なお、ピール片51は帯状フィルム16と同色でもよいが、異なる色の方が目立って好ましい。
この貼着機構50は、図11に示すように、帯状フィルム16の送られる速度に合わせながら剥離紙テープ52が送られ、帯状フィルム16の所定の位置でプッシャー54が移動しながら帯状フィルム16を外側からプッシュし、図10に示すように帯状フィルム16の裏面の上下方向に長方形状のピール片51を貼り付け、同時にミシン目も帯状フィルム16に形成する。プッシャー54は、矢印56方向に帯状フィルム16と同速度で移動しながら、タイミングを見計らって帯状フィルム16と剥離紙テープ52をスタンプローラ53に押し付ける。その後は前記の実施例1と同様に帯状フィルム16が送られてカップ10の上部をシールする。
図9に示すように、シーラ18,19、帯状フィルム16、貼着機構50のそれぞれのサーボモータは制御器34によりそれぞれの速度が制御され、カップ10がタイミングよく帯状フィルム16でシールされるように構成されている。
さらに、この実施例2では、カップ10の上部を、シーラ18、19を用いて帯状フィルム16でシールする際に、カップ10を安定してレベルコンベヤ11上に載置するための転倒防止機構60を備えている。
この転倒防止機構60は、図9に示すように、シーラ18,19によって、帯状フィルムが抱き込まれる際に、先頭のカップ10(シーラ18,19より前のカップ)と先頭から2番目のカップ10(シーラ18,19より後のカップ)が帯状フィルム16で上部が拘束される一方、レベルコンベヤ11の移動によって、同じく先頭と先頭から2番目のカップ10は底側が先に移動しようとするので、カップ10は足をすくわれるような状態になって後ろに傾き、結果として帯状フィルムがカップ10に斜めに巻き付いたりして、カップ10の上部にきれいに巻き付かず包装に失敗することがある。
この実施例2の転倒防止機構60は、シーラ18、19による帯状フィルム16のシールの際のカップ10の傾きを抑え、カップ10をレベルコンベヤ11に直立に載置させた状態に維持する。この転倒防止機構60は2つの機構からなり、上方から先頭のカップ10の前側のふちを押える第1保持機構61と、先頭から二番目のカップ10を後ろから支えるようにしてカップ10の転倒を防ぐ第2保持機構62とから構成されている。
第1保持機構61は、エアーシリンダー63と、押さえ片64とからなり、エアーシリンダー63の作動により押さえ片64が上下動してカップ10の先端側上縁を押える。前記のように、シーラ18,19によって、帯状フィルム16が先頭のカップ10の後ろ側に抱き込まれる際に、レベルコンベヤ11は先に進もうとするため、先頭のカップ10の前側が立ち上がろうとするので、第1保持機構61の押さえ片64で抑えて傾くのを防止する。
第2保持機構62は、図12では一部しか描かれていないが、2つのスプロケット65にチェーンやベルトのような無端回動体66が掛け渡され、この無端回動体66にカップ10を後ろから支えるための斜めの突起67が設けられている。無端回動体66が回転して、突起67が先頭から2番目のカップ10の後側を支える。これにより、2番目のカップ10は後ろ側に倒れることはない。
図13は、実施例2でシールしたカップ10の斜視図である。この図13の(A)は、帯状フィルム16をシーラ18,19により巻きつけた状態を示し、(B)は加熱して帯状フィルム16をシュリンクした状態を示している。この包装容器は、有底筒状の包装容器であるカップの開口上部をキャップで閉蓋し、キャップを被せたカップ上部だけを熱収縮性の帯状フィルムでシールしている。カップ上部だけを熱収縮性の帯状フィルムでシールしたことにより、不要な大量の包材の使用を防ぐことができる。また、このカップ10のように、ピール片51を設けることにより、帯状フィルム16を使用に際して容易に取り除くことができる。しかも、前記帯状フィルムの内面上下方向に、該帯状フィルムを裁断するピール片を貼着すると共に、該ピール片に沿って前記帯状フィルムにミシン目が形成されている。ピール片51の両側に形成されたミシン目は帯状フィルム16を切り裂く際に切り裂くのを容易にする。
図14はカップ10の他の実施例である。この実施例は、幅の異なる帯状フィルム16を使用してシールしている。この実施例のように、幅の異なる2種のフィルムを接合した熱収縮性の帯状フィルムでシールしたカップであると帯状フィルムの接合部55に段差ができるので、この段差部分から帯状フィルム10を剥がすことができるので、前記実施例のカップ10のようにピール片51が必要ではなくなる。
図15は図14のカップ10をシールするシーラ18,19の正面図を示している。このシール装置では左右の帯状フィルムの幅を違えてある。違えることにより、図14に示すカップのシールが可能となるので、実施例2の貼着機構50は必要ではなくなり、実施例1のシール装置でシールできる。
本発明はカップ麺等のカップ上部のシールをすることが可能であり、シール材が少なくてすむ包装装置に役立つものである。
10 カップ
11 レベルコンベヤ
13 拘束コンベヤ
16 帯状フィルム
17 帯状フィルムを供給する手段
18 回転シーラ
19 回転シーラ
20 キャップ
23 サイドローラ
28 刃板
29 刃受け板
30 断熱板
33 サーボモータ
34 制御器
35 インプット手段
36 インプット手段(格納手段)
50 貼着機構
51 ピール片
52 剥離紙テープ
53 回転ローラ
54 プッシャー
60 転倒防止機構
61 第1保持機構
11 レベルコンベヤ
13 拘束コンベヤ
16 帯状フィルム
17 帯状フィルムを供給する手段
18 回転シーラ
19 回転シーラ
20 キャップ
23 サイドローラ
28 刃板
29 刃受け板
30 断熱板
33 サーボモータ
34 制御器
35 インプット手段
36 インプット手段(格納手段)
50 貼着機構
51 ピール片
52 剥離紙テープ
53 回転ローラ
54 プッシャー
60 転倒防止機構
61 第1保持機構
Claims (4)
- カップを縦列に搭載して運搬するレベルコンベヤと、前記のレベルコンベヤの両側から縦列するカップの口部両側にそれぞれ熱収縮性の帯状フィルムを供給する手段と、前記のレベルコンベヤと平行に配置され前記の各カップを等間隔に拘束して運搬する拘束コンベヤと、前記カップの搬送方向に向け、前記拘束コンベヤによるカップ開放域後方のレベルコンベヤ両側に配置し、その間を通過するカップに対して追跡方向に相対回転する一対の回転シーラと、前記回転シーラを駆動するサーボモータのコントロール用の制御器と、前記制御器における、各種カップの口径にそれぞれ対応する各フィルム使用長さ数値の格納手段と、使用するカップの口径数値を制御器に入力するインプット手段と、使用するカップの口径と一致する長さ部分で帯状フィルムを前記の回転シーラがシール・カットするように、サーボモータの起動タイミングの演算手段と、前記制御器からサーボモータに対してサーボモータの起動タイミング発信する手段とからなるキャップシール装置。
- 拘束コンベヤと、回転シーラとの関係について、使用するカップの口径が大きくなるように変更する場合、前記の回転シーラの配置位置と前記拘束コンベヤによるカップ開放域との距離を拡大する方向に、回転シーラの設置位置を基準に、拘束コンベヤによるカップ開放域を変位させる手段を備える請求項1に記載のキャップシール装置。
- レベルコンベヤと、帯状フィルムとの関係について、使用するカップの高さが大きくなるように変更する場合、帯状フィルムの供給レベルを基準に、前記の前記カップの高さに合わせてレベルコンベヤの高さを低くする方向に変位させる手段を備える請求項1又は2に記載のキャップシール装置。
- カップを縦列に搭載して運搬するレベルコンベヤと、前記のレベルコンベヤの両側から縦列するカップの口部両側にそれぞれ熱収縮性の帯状フィルムを供給する手段と、前記のレベルコンベヤと平行に配置され前記の各カップを等間隔に拘束して運搬する拘束コンベヤと、前記カップの搬送方向に向けて前記拘束コンベヤによるカップ開放域後方のレベルコンベヤ両側に配置し、その間を通過するカップに対して追跡方向に相対回転する一対の回転シーラとを用いるキャップシール方法であり、
前記回転シーラを駆動するサーボモータのコントローラである制御器は、各種カップの口径にそれぞれ対応する各フィルム使用長さを数値として格納し、使用するカップの口径数値をインプット手段でもって制御器に入力することで、使用するカップの口径と一致する長さ部分で帯状フィルムを前記の回転シーラがカット・シールするように、サーボモータの起動のタイミングを、前記制御器からサーボモータに対して発信するキャップシール方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010103060A JP5546336B2 (ja) | 2009-04-30 | 2010-04-28 | キャップシール装置及びキャップシール方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009111077 | 2009-04-30 | ||
| JP2009111077 | 2009-04-30 | ||
| JP2010103060A JP5546336B2 (ja) | 2009-04-30 | 2010-04-28 | キャップシール装置及びキャップシール方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010275020A JP2010275020A (ja) | 2010-12-09 |
| JP2010275020A5 true JP2010275020A5 (ja) | 2013-06-27 |
| JP5546336B2 JP5546336B2 (ja) | 2014-07-09 |
Family
ID=43422364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010103060A Active JP5546336B2 (ja) | 2009-04-30 | 2010-04-28 | キャップシール装置及びキャップシール方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5546336B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7220003B2 (ja) * | 2019-01-23 | 2023-02-09 | 大阪シーリング印刷株式会社 | 包装材、包装方法及び包装体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6322329A (ja) * | 1986-07-14 | 1988-01-29 | 大森機械工業株式会社 | 筒状容器を熱収縮性帯状フイルムにて密着する方法及び装置 |
| JP4589899B2 (ja) * | 2006-08-03 | 2010-12-01 | 株式会社フジキカイ | 包装機の物品噛込み検出装置 |
-
2010
- 2010-04-28 JP JP2010103060A patent/JP5546336B2/ja active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6564453B2 (ja) | 包装機 | |
| SE433059B (sv) | Forfarande och anordning for anbringning av plastremsor pa en berarmaterialbana for framstellning av forpackningar | |
| US9505189B2 (en) | Apparatus for forming a plurality of flexible pouches from a continuous web of film | |
| TWI494250B (zh) | 止回形注出噴嘴之安裝裝置 | |
| JP6126129B2 (ja) | 充填装置 | |
| JP5546336B2 (ja) | キャップシール装置及びキャップシール方法 | |
| JP2010275020A5 (ja) | ||
| JP3168333B2 (ja) | 横型製袋充填方法および装置 | |
| JP4704183B2 (ja) | ストリップバッグ装置 | |
| JP2006036296A (ja) | おにぎりの包装装置 | |
| JP2006225019A (ja) | 包装方法及び包装装置 | |
| KR20220002842A (ko) | 면봉 포장시트 접합장치 | |
| JP6646594B2 (ja) | テープ貼付け装置及び横型ピロー包装機 | |
| JP3782799B2 (ja) | 包装方法及び包装物 | |
| JP2015003767A (ja) | 封帯形成方法、及び封帯形成装置 | |
| KR20190097517A (ko) | 면봉 이송 장치 | |
| KR102076715B1 (ko) | 비닐백 제조기 | |
| JP6512781B2 (ja) | ピロー包装機 | |
| JPH0664620A (ja) | 容器の段重ね帯掛け包装機 | |
| CN208842774U (zh) | 一种保鲜袋两侧贴标装置 | |
| JP2517835B2 (ja) | 自動包装機 | |
| JP5951238B2 (ja) | 横ピロー包装機 | |
| JP3604591B2 (ja) | 帯掛け包装装置 | |
| CN211033206U (zh) | 一种胶带封装机 | |
| JP7297315B2 (ja) | 包装装置 |