JP2010142829A - レーザ加工方法 - Google Patents
レーザ加工方法 Download PDFInfo
- Publication number
- JP2010142829A JP2010142829A JP2008321260A JP2008321260A JP2010142829A JP 2010142829 A JP2010142829 A JP 2010142829A JP 2008321260 A JP2008321260 A JP 2008321260A JP 2008321260 A JP2008321260 A JP 2008321260A JP 2010142829 A JP2010142829 A JP 2010142829A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- laser beam
- film
- irradiated
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Landscapes
- Laser Beam Processing (AREA)
Abstract
【課題】基板上に形成された膜を除去するレーザ加工において、デブリ及び膜が残留することを回避する。
【解決手段】レーザ加工装置10は、2個のレーザ光源12、14と、2本の導光ファイバ16、18及び矩形状光ファイバ24、26とを備える。レーザ光源12から出射されるレーザ光L1は、好適には高パルス且つ低エネルギに設定され、一方、レーザ光源12から出射されるレーザ光L2は、低パルス且つ高エネルギに設定される。ワークWの加工部位に対しては、レーザ光L1が先に照射され、該レーザ光L1が通過して所定時間が経過した後、好ましくは0.005〜0.5秒が経過した後にレーザ光L2が照射される。
【選択図】図1
【解決手段】レーザ加工装置10は、2個のレーザ光源12、14と、2本の導光ファイバ16、18及び矩形状光ファイバ24、26とを備える。レーザ光源12から出射されるレーザ光L1は、好適には高パルス且つ低エネルギに設定され、一方、レーザ光源12から出射されるレーザ光L2は、低パルス且つ高エネルギに設定される。ワークWの加工部位に対しては、レーザ光L1が先に照射され、該レーザ光L1が通過して所定時間が経過した後、好ましくは0.005〜0.5秒が経過した後にレーザ光L2が照射される。
【選択図】図1
Description
本発明は、基板上に形成された膜に対してレーザ光を照射し、これにより前記膜中のレーザ照射部位を除去するレーザ加工方法に関する。
アモルファス太陽電池は、基板上に薄膜が積層された後、絶縁域を確保する目的でエッジ部分の薄膜を除去するエッジ除去加工が実施され、さらに、エッジ部分が除去された薄膜が前記基板とともに封止材によって封止されることで作製される。
前記エッジ除去加工に際しては、レーザ加工が主に採用される。すなわち、薄膜中のエッジ部分に対してレーザ光を照射し、これにより該エッジ部分の薄膜を除去して基板を露呈させる手法である。
ところで、近年においては、アモルファス太陽電池の変換効率を向上させるべく、吸収波長が異なる層同士を積層することが試みられている。この場合、エッジ除去加工において除去すべき膜の厚みが大きくなる。
このような場合、積層膜に対してレーザ照射を行うと、いわゆるデブリが副生する。このデブリは、レーザ照射部位の近傍に固着して剥離し難くなり、導電域を形成して短絡の原因ともなる。そこで、特許文献1に記載されるように、2回のレーザ照射を行うことが検討されている。すなわち、この場合、最初のレーザ照射によって薄膜が除去されるエッジ除去加工が営まれ、次回のレーザ照射によってデブリを除去することが試みられている。
また、特許文献2には、2回のレーザ照射を行うことで初回のレーザ照射時に発生した金属溶融粉を除去することが提案されている。すなわち、この場合、2回目のレーザ照射時に、初回に比して低エネルギ密度のレーザ光が用いられ、このレーザ光によってクリーニングが実行される、とのことである。
特許文献1記載の従来技術では、初回及び2回目のレーザ照射時に出力条件が互いに同一のレーザ光が使用され、一方、特許文献2記載の従来技術では、上記したように、2回目のレーザ照射において、初回に比して低エネルギ密度のレーザ光が照射される。このようにレーザ光の出力条件を設定して2回のレーザ照射を行った場合、上記のように除去すべき膜の厚みが大きいときには、膜を除去することが容易ではない。すなわち、この場合、膜が残留するので、基板を露呈することが困難である。なお、仮に1回のレーザ照射で膜を除去しようとすると、レーザ光の出力を大きくする必要があるが、この場合、基板が変質する等の影響を受けたり、膜において除去された部位の近傍の特性が変化したりしてしまう。
また、初回及び2回目のレーザ光の出力条件を特許文献1、2のように設定すると、デブリが残留することが認められる。勿論、このような事態が生じると、短絡を回避し得なくなることが懸念される。
本発明は上記した問題を解決するためになされたもので、膜の厚みが大きいときにも膜を除去して基板を露呈させることが容易であり、しかも、デブリを除去することも可能なレーザ加工方法を提供することを目的とする。
前記の目的を達成するために、本発明は、基板上に形成された膜における加工部位に対してレーザ光を照射することで前記膜中の前記加工部位を除去するレーザ加工方法であって、
前記加工部位に対し、第1のレーザ光を照射することで前記膜の前記加工部位の厚みを低減する工程と、
前記第1のレーザ光が照射された前記加工部位に対し、第2のレーザ光を照射することで、前記加工部位に残留した膜を除去して前記基板を露呈する工程と、
を有し、
前記第2のレーザ光によって除去される膜の厚みが、前記第1のレーザ光によって除去される膜の厚みに比して小さいことを特徴とする。
前記加工部位に対し、第1のレーザ光を照射することで前記膜の前記加工部位の厚みを低減する工程と、
前記第1のレーザ光が照射された前記加工部位に対し、第2のレーザ光を照射することで、前記加工部位に残留した膜を除去して前記基板を露呈する工程と、
を有し、
前記第2のレーザ光によって除去される膜の厚みが、前記第1のレーザ光によって除去される膜の厚みに比して小さいことを特徴とする。
上記のようにしてレーザ光を照射することにより、初回のレーザ照射時に残留した膜を2回目のレーザ照射によって容易に除去することができる。すなわち、基板を露呈させることで絶縁域を形成することが容易となる。
なお、本発明においては、例えば、第1のレーザ光を照射する初回のレーザ照射時には、加工部位の膜を可及的に除去し、不可避的に残留した膜を、第2のレーザ光を照射する2回目のレーザ照射時に除去するようにすればよい。
ここで、上記したレーザ加工を行うと、初回のレーザ照射時に膜成分が蒸発して浮遊物となる。この浮遊物が存在する間に2回目のレーザ照射を行うと、該2回目のレーザ照射の最中ないしその終了後に、前記浮遊物が膜等に付着してデブリが生じる。
その一方で、初回のレーザ照射が終了してから2回目のレーザ照射を行うまでの間隔が過度に長いと、浮遊物が膜等に付着してデブリとなり、さらに冷却して固化する。この状態では、2回目のレーザ照射を行ってもデブリを除去することが容易でなくなる。
そこで、加工部位に対し、第1のレーザ光の照射が終了して、換言すれば、第1のレーザ光が通過して0.005〜0.5秒後に第2のレーザ光を照射することが好ましい。これにより、浮遊物の略全てが付着して付着物(デブリ)となり、且つ該デブリが十分に固化せず軟質な状態である最中に2回目のレーザ照射が行われることになる。従って、デブリが再発生することが抑制されるとともに、初回のレーザ照射時に発生したデブリを容易に除去することができる。換言すれば、デブリが残留することが回避される。
いずれにおいても、第1のレーザ光及び第2のレーザ光として、断面形状が矩形状であるものを用いることが好ましい。断面形状が円形である一般的なレーザ光を使用してレーザ加工を行うと、膜が湾曲して除去される。従って、エッジ部分を直線状にするために、後加工が必要となる。これに対し、断面形状が矩形状であるレーザ光を用いた場合、膜のエッジ部分が直線状に加工されるので、後加工が不要となる。
しかも、この場合、ビームスポットにおけるレーザ光の強度分布が略均一となるので、レーザ加工をムラなく施すことができるという利点もある。
また、第2のレーザ光を、第1のレーザ光に比して低パルス且つ高エネルギに設定することが好ましい。初回及び2回目のレーザ照射において照射される各レーザ光の出力条件をこのように設定することにより、膜の除去作業を一層容易に遂行することができる。
本発明によれば、適切な出力条件で出射された第1のレーザ光及び第2のレーザ光を用い、同一の加工部位に対して2回のレーザ照射を行うようにしている。これにより、該加工部位の膜を除去して基板を露呈させることが容易となる。
また、初回のレーザ照射が終了してから2回目のレーザ照射を行うまでの間隔を調整することにより、デブリが残留することを回避することもできる。
以下、本発明に係るレーザ加工方法につき好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。
図1は、本実施の形態に係るレーザ加工方法を実施するためのレーザ加工装置10の概略要部構成図である。このレーザ加工装置10は、レーザ光L1、L2をそれぞれ出射するレーザ光源12、14と、レーザ光L1、L2をワークWに導くための導光ファイバ16、18とを有する。なお、本実施の形態においては、前記ワークWは、基板S上に膜Fが所定の厚みで積層されることによって構成され、封止材に封止される前のアモルファス太陽電池用パネルである。
レーザ光源12、14は、図示しない制御部に電気的に接続されている。このため、レーザ光源12、14は、前記制御部からの指令に応じた出力条件でレーザ光L1、L2を発振することが可能である。後述するように、本実施の形態においては、レーザ光源12、14から出射されるレーザ光L1、L2のパルス及びエネルギが互いに相違する。
レーザ光L1、L2は、それぞれ、集光レンズ20、22によって集光・集束され、前記導光ファイバ16、18に入射される。換言すれば、レーザ光L1、L2は、集光レンズ20、22を通過することで拡散幅が狭くなる。
ここで、導光ファイバ16、18の先端には、長手方向に対して直交する方向の断面が略正方形である矩形状光ファイバ24、26が接続されている。図2に示すように、これら導光ファイバ16、18及び矩形状光ファイバ24、26は、それぞれ、円柱状コア28、30及び矩形状コア32、34と、該円柱状コア28、30及び矩形状コア32、34を被覆した円柱状クラッド36、38及び円柱状クラッド40、42とを有し、レーザ光L1、L2は円柱状コア28、30及び矩形状コア32、34内のみを伝播する。
矩形状光ファイバ24、26の矩形状コア32、34の一辺Mは、レーザ光L1、L2の伝達損失を回避するべく、導光ファイバ16、18の円柱状コア28、30の直径D以下に設定することが好ましい。勿論、M=Dとしてもよい。Mは20μm以上であることが好ましく、例えば、0.53mmに設定することができる。
矩形状光ファイバ24、26から出射されたレーザ光L1、L2は、それぞれ、図1に示される集光レンズ44、46によって集光・集束され、ワークWの上方、すなわち、基板S上に形成された膜Fの所定箇所(加工部位)に照射される。ここで、レーザ光L1、L2は、矩形状光ファイバ24、26の矩形状コア32、34を通過して膜Fに照射される。このため、レーザ光L1、L2の断面形状は双方ともに矩形状であり、従って、図3及び図4にそれぞれ示すように、レーザ光L1、L2によるビームスポット48、50の形状も矩形状になる。
以上の構成において、ワークWとレーザ加工装置10とは、相対的に変位することが可能である。このため、レーザ光L1、L2は、ワークWのエッジの延在方向に沿って移動することができる。図1中の矢印X方向に沿うワークWの相対的な変位速度は、例えば、400mm/秒に設定される。
なお、集光レンズ44、46同士の間隔は、レーザ光L1がワークWの所定箇所(加工部位)を通過して0.005〜0.5秒後にレーザ光L2が同一の加工部位に照射されるように設定されている。具体的な間隔は、ワークWの相対的な変位速度に応じて設定すればよい。
次に、本実施の形態に係るレーザ加工方法につき説明する。このレーザ加工方法においては、ワークWにおける加工部位に対して2回のレーザ照射が行われる。
具体的には、先ず、加工部位に対して初回のレーザ照射が行われる。すなわち、レーザ光源12、14が付勢され、これにより、該レーザ光源12、14の各々からレーザ光L1、L2が出射される。
この中、レーザ光L1は、集光レンズ20によって集束された後、導光ファイバ16及び矩形状光ファイバ24の各コア28、32を伝播し、さらに、集光レンズ44によって集束されて膜Fの加工部位に入射される。上記したように、膜Fに入射するレーザ光L1は矩形状光ファイバ24の矩形状コア32を通過しているため、その断面形状は矩形状である。
レーザ光L1は、アブレーションを膜Fに生じさせ得るエネルギを有し、そのエネルギは、膜Fを厚み方向に沿って除去するために膜Fに吸収される。従って、レーザ光L2が照射された加工部位では、図5に示すように、膜Fの大部分が除去され、若干の厚みが不可避的に残留する。
このように、初回のレーザ照射では膜Fの大部分を除去するので、膜Fに吸収されるエネルギ量が大きい。従って、レーザ光L1として、比較的高パルスであり、且つ低エネルギであるものが照射されることが好ましい。すなわち、レーザ光L1は、パルス周期、換言すれば、ショット間隔が短い。
レーザ光L1が照射されている間、ワークWがエッジの延在方向(矢印X方向)に沿って相対的に変位される。この変位により、ワークW(膜F)に対するレーザ光L1の照射位置がエッジの延在方向に沿って変化する。上記したように、レーザ光L1は高パルスであり、ショット間隔(パルス周期)が短い。従って、レーザ光L1によるビームスポット48、48同士は、図3に示すように、部分的に重なり合う。なお、図3においては、重なり合った領域が存在することが容易に把握し得るように隣接するビームスポット48、48同士を偏倚させて示しているが、実際には、ビームスポット48、48は直線状に重なり合って隣接する。図4においても同様である。
このように高パルスのレーザ光L1が照射された加工部位には、アブレーションが生じる。すなわち、膜Fが厚み方向に蒸発して揮散し、これにより膜Fの厚みが低減する。
揮散して浮遊した膜成分の一部は、レーザ光L1の照射が通過してから概ね0.005秒の間に、例えば、加工部位に不可避的に残留した膜F上に付着する。すなわち、レーザ光L1の通過から約0.005秒が経過すると、浮遊物の略全てが付着物となる。
この付着物は、図5に示すように、デブリDBとして残留する。なお、デブリDBは時間の経過とともに固化して硬質化するが、レーザ光L1が通過してからおよそ0.5秒が経過するまでは固化が終了しておらず、従って、この間は軟質な状態が保たれる。
一方、レーザ光L2は、集光レンズ22によって集束された後、導光ファイバ18及び矩形状光ファイバ26の各コア30、34を伝播し、さらに、集光レンズ46によって集束される。レーザ光L2は、その後、上記したように、集光レンズ44、46同士が互いに離間して配置されていることに基づき、レーザ光L1が通過した0.005〜0.5秒後に同一の加工部位に照射される。このレーザ光L2も、矩形状光ファイバ26の矩形状コア34を通過していることに基づいて断面形状が矩形状となる。
レーザ光L2も、アブレーションを膜Fに生じさせ得るエネルギを有する。ここで、レーザ光L2は、レーザ光L1で除去されることなく不可避的に残留して厚みが極僅かとなった膜Fを除去するためのものである。従って、膜Fに吸収されるエネルギ量が小さいので、レーザ光L2としては、比較的低パルス、換言すれば、パルス周期(ショット間隔)が長いものであり、且つ高エネルギであるものが照射されることが好ましい。すなわち、レーザ光L2によるビームスポット50、50同士の重なり部分の面積は、図3及び図4を対比して諒解されるように、レーザ光L1によるビームスポット48、48同士の重なり部分に比して小さくなる。
このようなレーザ光L2が照射されることにより、図6に示すように、加工部位に残留した膜F及びデブリDBが同時に除去される。その結果、基板Sが露呈する。
ここで、上記したように、本実施の形態では、レーザ光L1が照射されてから少なくとも0.005秒を経過した後、すなわち、浮遊物が略残留していない状態となった後、同一の加工部位にレーザ光L2が照射される。従って、レーザ光L2が照射される間ないしその後に浮遊物が付着してデブリDBが再発生することが回避される。
また、本実施の形態では、レーザ光L1が通過してから0.5秒以内にレーザ光L2を照射するようにしている。すなわち、デブリDBが固化しておらず軟質な状態である間に、該デブリDBに対してレーザ光L2が照射される。このため、デブリDBを容易に除去することができる。
このように、レーザ光L1が通過して0.005〜0.5秒が経過した後にレーザ光L2を照射することにより、デブリDBの再付着・残留がほとんど認められないアモルファス太陽電池用パネルを得ることができる。従って、アモルファス太陽電池の外観が良好となるとともに、デブリDBに起因して短絡が生じることを回避することが可能となる。
例えば、1辺が略600μmであるレーザ光L1のみを150W、10kHzの出力条件下で照射してエッジ除去加工を行う場合、ワークWの相対的な変位速度が100mm/秒であってもデブリDBが残留し、絶縁域を確保することが困難である。これに対し、同一出力条件でレーザ光L1を照射した後、1辺が略600μmであるレーザ光L2を100W、5kHzの出力条件下で照射してエッジ除去加工を行うと、ワークWの相対的な変位速度を400mm/秒に設定した場合であってもデブリDBが認められず、絶縁域を容易に確保することができる。
しかも、本実施の形態においては、レーザ光L1、L2の断面形状、すなわち、ビームスポット48、50の形状がともに矩形である(図3及び図4参照)。このため、ビームスポット48、50中においては、レーザ光L1、L2の強度分布が均一となる。また、膜Fの加工断面も矩形となるので、エッジ部分を直線的に加工することが可能となる。このため、断面形状が円形である一般的なレーザ光L1を使用する場合に必要とされる後加工が不要となる。
以上のように、本実施の形態によれば、デブリDB及び膜Fを除去して基板Sを露呈させることが容易であり、従って、絶縁域を確保することも容易である。
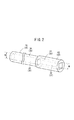
なお、上記した実施の形態では、レーザ光L1を高パルス及び低エネルギに設定するとともに、レーザ光L2を低パルス及び高エネルギに設定しているが、初回及び2回目のレーザ加工の各々において入射されるレーザ光の出力条件は、特にこれに限定されるものではない。そして、初回及び2回目のレーザ光の出力条件によっては、図7に示すように、1個のレーザ光源60を用い、このレーザ光源60から射出されたレーザ光L3を2個のレーザ光L4、L5に分岐するレーザ加工装置62を構成するようにしてもよい。
この分岐には、ビームスプリッタ64が用いられる。すなわち、レーザ光源12から出射されたレーザ光L3は、ビームスプリッタ64の作用下にレーザ光L4、L5に分岐される。そして、ワークW(膜F)に対し、集光レンズ20、導光ファイバ16、矩形状光ファイバ24及び集光レンズ44を通過したレーザ光L4が先に入射され、好適には、レーザ光L4が通過して0.005〜0.5秒後、集光レンズ22、導光ファイバ18、矩形状光ファイバ26及び集光レンズ46を通過したレーザ光L5が入射される。
レーザ光L3の出射条件を適切に設定することにより、この場合においても上記と同様にデブリDBが再付着及び残留することを容易に回避することができ、従って、基板Sを露呈させて絶縁域を確保することができる。
以上の実施の形態では、アモルファス太陽電池用パネルに対してエッジ除去加工を行う場合を例示して説明したが、本発明は、これに特に限定されるものではなく、各種のワークに対してレーザ加工を行う場合に適用することが可能である。
また、初回のレーザ照射による膜の除去量を制御して不可避的に残留するよりも厚い膜を残留させ、2回目のレーザ照射において、この残留した膜を除去するようにしてもよい。
さらに、レーザ光として断面が矩形状であるものを採用することは必須ではなく、断面形状が円形である一般的なレーザ光を用いるようにしてもよい。
10、62…レーザ加工装置 12、14、60…レーザ光源
16、18…導光ファイバ 20、22、44、46…集光レンズ
24、26…矩形状光ファイバ 32、34…矩形状コア
48、50…ビームスポット 64…ビームスプリッタ
DB…デブリ F…膜
L1〜L5…レーザ光 S…基板
W…ワーク
16、18…導光ファイバ 20、22、44、46…集光レンズ
24、26…矩形状光ファイバ 32、34…矩形状コア
48、50…ビームスポット 64…ビームスプリッタ
DB…デブリ F…膜
L1〜L5…レーザ光 S…基板
W…ワーク
Claims (5)
- 基板上に形成された膜における加工部位に対してレーザ光を照射することで前記膜中の前記加工部位を除去するレーザ加工方法であって、
前記加工部位に対し、第1のレーザ光を照射することで前記膜の前記加工部位の厚みを低減する工程と、
前記第1のレーザ光が照射された前記加工部位に対し、第2のレーザ光を照射することで、前記加工部位に残留した膜を除去して前記基板を露呈する工程と、
を有し、
前記第2のレーザ光によって除去される膜の厚みが、前記第1のレーザ光によって除去される膜の厚みに比して小さいことを特徴とするレーザ加工方法。 - 請求項1記載のレーザ加工方法において、前記第1のレーザ光が照射された際に前記加工部位に不可避的に残留した前記膜を前記第2のレーザ光によって除去することを特徴とするレーザ加工方法。
- 請求項1又は2記載のレーザ加工方法において、前記加工部位に対し、前記第1のレーザ光の照射が終了して0.005〜0.5秒が経過した後に前記第2のレーザ光を照射することを特徴とするレーザ加工方法。
- 請求項1〜3のいずれか1項に記載のレーザ加工方法において、前記第1のレーザ光及び前記第2のレーザ光として、断面形状が矩形状であるものを用いることを特徴とするレーザ加工方法。
- 請求項1〜4のいずれか1項に記載のレーザ加工方法において、前記第2のレーザ光が前記第1のレーザ光に比して低パルス且つ高エネルギであることを特徴とするレーザ加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321260A JP2010142829A (ja) | 2008-12-17 | 2008-12-17 | レーザ加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321260A JP2010142829A (ja) | 2008-12-17 | 2008-12-17 | レーザ加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142829A true JP2010142829A (ja) | 2010-07-01 |
Family
ID=42563803
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008321260A Withdrawn JP2010142829A (ja) | 2008-12-17 | 2008-12-17 | レーザ加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142829A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014048447A (ja) * | 2012-08-31 | 2014-03-17 | Mitsuboshi Diamond Industrial Co Ltd | 光ファイバ、光ファイバ装置、及びレーザ加工装置 |
| JP2018164932A (ja) * | 2017-03-28 | 2018-10-25 | ブラザー工業株式会社 | レーザ加工装置 |
| JP2019089120A (ja) * | 2017-11-17 | 2019-06-13 | 三菱電線工業株式会社 | レーザ光伝送用光ファイバ及び溶接方法 |
| KR20200054010A (ko) * | 2018-11-09 | 2020-05-19 | 한국과학기술원 | 시공간 변조된 펄스 레이저 빔을 이용한 투명 재료 가공 방법 및 장치 |
| JP2022166812A (ja) * | 2021-04-21 | 2022-11-02 | ルーメンタム オペレーションズ エルエルシー | レーザ光伝送システム |
-
2008
- 2008-12-17 JP JP2008321260A patent/JP2010142829A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014048447A (ja) * | 2012-08-31 | 2014-03-17 | Mitsuboshi Diamond Industrial Co Ltd | 光ファイバ、光ファイバ装置、及びレーザ加工装置 |
| CN103675984A (zh) * | 2012-08-31 | 2014-03-26 | 三星钻石工业股份有限公司 | 光纤、光纤装置及激光加工装置 |
| JP2018164932A (ja) * | 2017-03-28 | 2018-10-25 | ブラザー工業株式会社 | レーザ加工装置 |
| JP2019089120A (ja) * | 2017-11-17 | 2019-06-13 | 三菱電線工業株式会社 | レーザ光伝送用光ファイバ及び溶接方法 |
| KR20200054010A (ko) * | 2018-11-09 | 2020-05-19 | 한국과학기술원 | 시공간 변조된 펄스 레이저 빔을 이용한 투명 재료 가공 방법 및 장치 |
| KR102191666B1 (ko) * | 2018-11-09 | 2020-12-17 | 한국과학기술원 | 시공간 변조된 펄스 레이저 빔을 이용한 투명 재료 가공 방법 및 장치 |
| JP2022166812A (ja) * | 2021-04-21 | 2022-11-02 | ルーメンタム オペレーションズ エルエルシー | レーザ光伝送システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101522360B (zh) | 激光加工装置 | |
| JP5967405B2 (ja) | レーザによる割断方法、及びレーザ割断装置 | |
| CN101242927B (zh) | 激光加工方法 | |
| US20120031883A1 (en) | Laser machining device and laser machining method | |
| KR101339556B1 (ko) | Led 패턴이 구비된 기판의 가공 방법 | |
| JP2002335063A (ja) | プリント基板の穴あけ加工方法および装置 | |
| JP5322418B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP2013022627A (ja) | レーザによる割断方法、レーザ割断装置、およびレーザ光発生装置 | |
| JP2010142829A (ja) | レーザ加工方法 | |
| CN215658436U (zh) | 一种太阳能电池薄膜清边光路系统 | |
| JP2002096187A (ja) | レーザ加工装置及び加工方法 | |
| JP2014214036A (ja) | レーザを用いてガラス基板に貫通孔を形成する方法 | |
| KR101232008B1 (ko) | 깊이에 따른 개질면의 특성 조합을 통한 절단 장치 | |
| JP2008213024A (ja) | 加工対象物切断方法 | |
| TW201913791A (zh) | 雷射加工方法及雷射加工裝置 | |
| JPH11207478A (ja) | レーザー加工方法およびレーザー加工装置 | |
| KR101164418B1 (ko) | 펨토초 펄스 레이저의 비선형 초점이동을 통한 절단방법 | |
| JPH1015682A (ja) | 塗装鋼板のレーザ切断方法 | |
| JP2014090011A (ja) | Ledパターン付き基板の加工方法 | |
| JP2007029952A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2005305470A (ja) | 紫外線補助超短パルスレーザ加工装置並びに方法 | |
| JP4589760B2 (ja) | レーザ加工方法 | |
| JP2008055456A (ja) | 半田付け方法および半田付け用レーザ装置 | |
| JP2013118413A (ja) | Ledチップ | |
| KR101282053B1 (ko) | 레이저 다중 선로 공정에 의한 웨이퍼 미세 가공 방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20120306 |