JP2010090489A - 多層抄き板紙 - Google Patents
多層抄き板紙 Download PDFInfo
- Publication number
- JP2010090489A JP2010090489A JP2008259406A JP2008259406A JP2010090489A JP 2010090489 A JP2010090489 A JP 2010090489A JP 2008259406 A JP2008259406 A JP 2008259406A JP 2008259406 A JP2008259406 A JP 2008259406A JP 2010090489 A JP2010090489 A JP 2010090489A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- paperboard
- multilayer paperboard
- foamed
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011111 cardboard Substances 0.000 title abstract description 39
- 239000002245 particle Substances 0.000 claims abstract description 100
- 239000000725 suspension Substances 0.000 claims abstract description 32
- 125000002091 cationic group Chemical group 0.000 claims abstract description 25
- 238000002156 mixing Methods 0.000 claims abstract description 11
- 238000005187 foaming Methods 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 166
- 239000011087 paperboard Substances 0.000 claims description 149
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 62
- 239000000835 fiber Substances 0.000 claims description 41
- 239000002344 surface layer Substances 0.000 claims description 31
- 239000000126 substance Substances 0.000 claims description 27
- 239000006260 foam Substances 0.000 claims description 23
- 239000007787 solid Substances 0.000 claims description 21
- 229920006317 cationic polymer Polymers 0.000 claims description 17
- 150000001875 compounds Chemical class 0.000 claims description 14
- 239000011229 interlayer Substances 0.000 claims description 11
- 239000012943 hotmelt Substances 0.000 claims description 9
- 230000004888 barrier function Effects 0.000 claims description 7
- 150000001767 cationic compounds Chemical class 0.000 claims description 7
- 239000002356 single layer Substances 0.000 claims description 3
- 238000012545 processing Methods 0.000 abstract description 9
- 230000032798 delamination Effects 0.000 abstract description 6
- 239000000463 material Substances 0.000 abstract description 4
- 239000000123 paper Substances 0.000 description 63
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 26
- 239000002994 raw material Substances 0.000 description 22
- 238000009413 insulation Methods 0.000 description 20
- 238000000034 method Methods 0.000 description 17
- 238000012360 testing method Methods 0.000 description 16
- 239000003795 chemical substances by application Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 11
- 229920001131 Pulp (paper) Polymers 0.000 description 10
- 244000144992 flock Species 0.000 description 9
- 239000010893 paper waste Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 239000002655 kraft paper Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 239000002537 cosmetic Substances 0.000 description 7
- 235000013611 frozen food Nutrition 0.000 description 7
- 239000002002 slurry Substances 0.000 description 7
- 239000012153 distilled water Substances 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 238000009835 boiling Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000011121 hardwood Substances 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 238000004513 sizing Methods 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000003623 enhancer Substances 0.000 description 4
- 238000009499 grossing Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920002401 polyacrylamide Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 239000002952 polymeric resin Substances 0.000 description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 description 4
- 239000011122 softwood Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 229920002978 Vinylon Polymers 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 239000004005 microsphere Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000768 polyamine Polymers 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 239000004067 bulking agent Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 2
- 239000005001 laminate film Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 239000013055 pulp slurry Substances 0.000 description 2
- 238000013441 quality evaluation Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 229920000881 Modified starch Polymers 0.000 description 1
- 239000004368 Modified starch Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 230000004931 aggregating effect Effects 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229940015043 glyoxal Drugs 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- 239000001282 iso-butane Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- UIUXUFNYAYAMOE-UHFFFAOYSA-N methylsilane Chemical compound [SiH3]C UIUXUFNYAYAMOE-UHFFFAOYSA-N 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 235000019426 modified starch Nutrition 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000003002 pH adjusting agent Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 229910021647 smectite Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images


Landscapes
- Paper (AREA)
Abstract
【解決手段】2種以上のカチオン性物質と発泡粒子とを混合し、形成させた発泡粒子凝集体を含有する発泡粒子懸濁液を表層、中層、裏層のうち少なくとも1層に添加し、該層を発泡層として有し、前記発泡層を発泡させることにより、平均面積が25mm2〜400mm2、個数がA4サイズ当り150個〜2400個のフロック状の模様を有する多層抄き板紙を製造する。
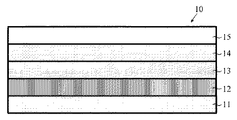
【選択図】図1
Description

<1>表層
広葉樹晒クラフトパルプ(LBKP)70質量%と上白古紙パルプ30質量%とを配合した後に、離解フリーネスを400ccに調整した表層用の原料パルプに、硫酸バンドを0.5質量%、サイズ剤(商品名:R−22、近代化学株式会社製)を固形分換算で0.5質量%、乾燥紙力増強剤(商品名:ハーマイドRB−33、ハリマ化成株式会社製)を固形分換算で0.3質量%添加して表層用の原料スラリーを調製した。
<2>中層(1)(2)[発泡層]
針葉樹晒クラフトパルプ(NBKP)30質量%と、広葉樹晒クラフトパルプ(LBKP)10質量%と、上白古紙パルプ(LBKP)60質量%とを配合した後に、離解フリーネスを400ccに調整した中層(1)及び(2)用の原料パルプに、硫酸バンドを0.7質量%、サイズ剤(商品名:R−22、近代化学株式会社製)を固形分換算で0.5質量%、乾燥紙力増強剤(商品名:ハーマイドRB−33、ハリマ化成株式会社製)を固形分換算で0.7質量%、熱溶融性繊維(クラレ社製ソフィットN720)を5質量%添加し、中層(1)(2)用の原料スラリーを調製した。その後、また、中層(1)(2)用の原料パルプには、発泡粒子(商品名:マツモトマイクロスフェアー F−48、松本油脂製薬株式会社製)のスラリー液に、カチオン性高分子化合物(商品名:ハーマイドRB−33、ハリマ化成株式会社製)と無機系カチオン性化合物(硫酸バンド、多木化学株式会社製)を予め混合して、発泡粒子を凝集させ粘度190cpsの発泡粒子懸濁液を作製し、発泡粒子をパルプの固形分に対して6.0質量%、カチオン性高分子化合物をパルプの固形分に対して0.4質量%、無機系カチオン性化合物をパルプの固形分に対して0.2質量%となるように前記発泡粒子懸濁液を添加し、中層用のスラリーを調製した。
段ボール古紙パルプ70質量%と地券古紙パルプ30質量%とを配合した後に、離解フリーネスを300ccに調整した裏層用の原料パルプに、硫酸バンドを0.5質量%、サイズ剤(商品名:R−22、近代化学株式会社製)を固形分換算で0.5質量%、乾燥紙力増強剤(商品名:ハーマイドRB−33、ハリマ化成株式会社製)を固形分換算で0.4質量%添加して裏層用の原料スラリーを調製した。
「発泡層の合計坪量(g/m2)」とは、下記の手順に従い各試料の層剥離を行い、JIS−P8142に記載の「紙及び板紙―坪量測定方法」に準拠して測定した発泡層である中層(1)、または中層(1)及び(2)の合計坪量の値である。
(評価基準)
◎:ろ紙上に発泡粒子が微量残存している。
○:ろ紙上に発泡粒子が少量残存している。
×:ろ紙上に発泡粒子が多量に残存している。
11 表層
12,13 中層
14,15 裏層
Claims (6)
- 少なくとも、表層、単層又は複数層からな成る中層、裏層から成る多層抄き板紙において、2種以上のカチオン性物質と発泡粒子とを混合し、形成させた発泡粒子凝集体を含有する発泡粒子懸濁液を前記表層、中層、裏層のうち少なくとも1層に添加し、該層を発泡層として有し、前記発泡層を発泡させることにより、平均面積が25mm2〜400mm2、個数がA4サイズ当り150個〜2400個のフロック状の模様を有することを特徴とする多層抄き板紙。
- 前記発泡粒子凝集体のカチオン性物質が、カチオン性高分子化合物と無機系カチオン化合物であることを特徴とする請求項1記載の多層抄き板紙。
- 前記発泡層には、前記発泡粒子をパルプ固形分に対して固形分換算で1〜15質量%、熱溶融性繊維をパルプ固形分に対して1〜10質量%含有しており、さらにJ.TAPPI No.18−2で規定する層間強度が88mJ以上であることを特徴とする請求項1又は2に記載の多層抄き板紙。
- 前記発泡層は、前記多層抄き板紙の中層であることを特徴とする請求項1〜3のいずれかに記載の多層抄き板紙。
- 前記多層抄き板紙の熱伝導率が0.05W/mk以下であることを特徴とする請求項1ないし4のいずれかに記載の多層抄き板紙。
- 前記多層抄き板紙の遮水率が81%以上であることを特徴とする請求項1ないし5のいずれかに記載の多層抄き板紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008259406A JP5066049B2 (ja) | 2008-10-06 | 2008-10-06 | 多層抄き板紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008259406A JP5066049B2 (ja) | 2008-10-06 | 2008-10-06 | 多層抄き板紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010090489A true JP2010090489A (ja) | 2010-04-22 |
| JP5066049B2 JP5066049B2 (ja) | 2012-11-07 |
Family
ID=42253470
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008259406A Active JP5066049B2 (ja) | 2008-10-06 | 2008-10-06 | 多層抄き板紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5066049B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013041987A3 (en) * | 2011-09-21 | 2013-06-13 | Kimberly-Clark Worldwide, Inc. | Soft tissue product comprising cotton |
| JP2014070320A (ja) * | 2012-09-28 | 2014-04-21 | Daio Paper Corp | 板紙及びその製造方法。 |
| WO2016032450A1 (en) * | 2014-08-27 | 2016-03-03 | Kimberly-Clark Worldwide, Inc. | Durable wet-pressed tissue |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6059198A (ja) * | 1983-09-07 | 1985-04-05 | リンテック株式会社 | 発泡フロックを有する模様紙およびその製造法 |
| JP2000336597A (ja) * | 1999-06-01 | 2000-12-05 | Oji Paper Co Ltd | 模様入り段ボール用ライナー原紙および模様入り段ボール |
| JP2003119692A (ja) * | 2001-10-16 | 2003-04-23 | Oji Paper Co Ltd | 填料内添紙およびその製造方法 |
| JP2008031601A (ja) * | 2006-07-31 | 2008-02-14 | Daio Paper Corp | 多層抄き板紙 |
| JP2008088575A (ja) * | 2006-09-29 | 2008-04-17 | Daio Paper Corp | 多層抄き板紙 |
| JP2008144347A (ja) * | 2008-01-07 | 2008-06-26 | Oji Paper Co Ltd | 填料内添紙およびその製造方法 |
-
2008
- 2008-10-06 JP JP2008259406A patent/JP5066049B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6059198A (ja) * | 1983-09-07 | 1985-04-05 | リンテック株式会社 | 発泡フロックを有する模様紙およびその製造法 |
| JP2000336597A (ja) * | 1999-06-01 | 2000-12-05 | Oji Paper Co Ltd | 模様入り段ボール用ライナー原紙および模様入り段ボール |
| JP2003119692A (ja) * | 2001-10-16 | 2003-04-23 | Oji Paper Co Ltd | 填料内添紙およびその製造方法 |
| JP2008031601A (ja) * | 2006-07-31 | 2008-02-14 | Daio Paper Corp | 多層抄き板紙 |
| JP2008088575A (ja) * | 2006-09-29 | 2008-04-17 | Daio Paper Corp | 多層抄き板紙 |
| JP2008144347A (ja) * | 2008-01-07 | 2008-06-26 | Oji Paper Co Ltd | 填料内添紙およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013041987A3 (en) * | 2011-09-21 | 2013-06-13 | Kimberly-Clark Worldwide, Inc. | Soft tissue product comprising cotton |
| JP2014070320A (ja) * | 2012-09-28 | 2014-04-21 | Daio Paper Corp | 板紙及びその製造方法。 |
| WO2016032450A1 (en) * | 2014-08-27 | 2016-03-03 | Kimberly-Clark Worldwide, Inc. | Durable wet-pressed tissue |
| US9896805B2 (en) | 2014-08-27 | 2018-02-20 | Kimberly-Clark Worldwide, Inc. | Durable wet-pressed tissue |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5066049B2 (ja) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11479919B2 (en) | Molded articles from a fiber slurry | |
| US11390996B2 (en) | Elongated tubular articles from wet-laid webs | |
| US10364533B2 (en) | Hydrophobically sized fibrous web and a method for the preparation of a sized web layer | |
| CA3081813C (en) | Heat-sealable packaging material | |
| JP4694691B2 (ja) | 紙または板紙の積層体および積層体を製造する方法 | |
| JP4343979B2 (ja) | 発泡板紙 | |
| JP4616228B2 (ja) | 多層抄き板紙 | |
| JP2008087765A (ja) | 断熱性紙製容器および断熱性紙製容器に用いる原材料シート | |
| JP5406438B2 (ja) | 吸湿・耐油板紙 | |
| JP2008031601A (ja) | 多層抄き板紙 | |
| CN103502018A (zh) | 高速数字喷墨卷筒纸印刷机印刷中使用的介质 | |
| JP2002201598A (ja) | 成形加工原紙及びそれを用いた紙製成形容器 | |
| JP5066049B2 (ja) | 多層抄き板紙 | |
| JP2019127670A (ja) | 発泡断熱紙容器用紙基材、発泡断熱紙容器用シートおよび発泡断熱紙容器 | |
| JP2005200773A (ja) | ライナー | |
| JP4500056B2 (ja) | 段ボール用ライナー及びその製造方法 | |
| JP4268995B1 (ja) | 多層抄き板紙 | |
| JP5249820B2 (ja) | 表裏面色の異なる多層抄き紙 | |
| JP4961266B2 (ja) | 多層抄き板紙及びこの板紙を用いた包装容器 | |
| US7547649B2 (en) | Laminate product, method for manufacturing, and article | |
| JP2003049400A (ja) | 遮水保温性板紙 | |
| WO2021241531A1 (ja) | 板紙およびその製造方法 | |
| JP6801610B2 (ja) | 熱転写紙用原紙および熱転写紙 | |
| JP6870543B2 (ja) | 熱転写紙用原紙および熱転写紙 | |
| US7176151B2 (en) | Laminate product, method for manufacturing, and article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120731 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5066049 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150817 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |