JP2010089221A - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- JP2010089221A JP2010089221A JP2008262816A JP2008262816A JP2010089221A JP 2010089221 A JP2010089221 A JP 2010089221A JP 2008262816 A JP2008262816 A JP 2008262816A JP 2008262816 A JP2008262816 A JP 2008262816A JP 2010089221 A JP2010089221 A JP 2010089221A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cutting
- chipping
- layer thickness
- upper layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
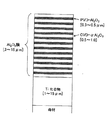
【解決手段】工具基体の表面に、硬質被覆層を蒸着形成してなる表面被覆切削工具において、下部層はTi化合物層で構成され、また、上部層は、化学蒸着により形成された一層平均層厚0.5〜1.0μmの酸化アルミニウム層と物理蒸着により形成された一層平均層厚0.3〜0.5μmの酸化アルミニウム層との交互積層構造として構成され、さらに、上部層内に連続して存在するクラックの層厚方向最大長さは0.5μm以上1.0μm以下である。
【選択図】 図1
Description
(a)下部層として、いずれも化学蒸着で形成されたTiの炭化物(以下、TiCで示す)層、窒化物(以下、同じくTiNで示す)層、炭窒化物(以下、TiCNで示す)層、炭酸化物(以下、TiCOで示す)層、および炭窒酸化物(以下、TiCNOで示す)層のうちの1層または2層以上の積層からなり、かつ3〜20μmの合計平均層厚を有するTi化合物層、
(b)上部層として、化学蒸着で形成した状態でα型の結晶構造を有し、かつ1〜15μmの平均層厚を有するα型酸化アルミニウム(以下、CVD−Al2O3で示す)層、
以上(a)および(b)で構成された硬質被覆層を化学蒸着で形成してなる被覆工具が知られているが、この被覆工具は、切刃部にきわめて短いピッチで繰り返し機械的衝撃が付加される高速断続切削に用いた場合、硬質被覆層の上部層を構成するCVD−Al2O3層は、高い高温硬さを有し、かつ耐熱性にすぐれているものの、層内に存在するクラックを起点とし、またこれの進展により、硬質被覆層にはチッピング(微小欠け)、欠損、剥離が発生し易くなり、この結果比較的短時間で使用寿命に至るのが現状である。
一方、層内にクラックの存在しない酸化アルミニウムとして、物理蒸着により形成した酸化アルミニウム(以下、PVD−Al2O3で示す)層を硬質被覆層の上部層として形成した被覆工具も知られている。
反応ガス組成:容量%で、AlCl3:6〜10%、CO2:10〜15%、HCl:3〜5%、H2S:0.05〜0.2%、H2:残り、
反応雰囲気温度:1020〜1050℃、
反応雰囲気圧力:3〜5kPa、
の条件で蒸着することによって形成することができる。
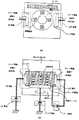
また、物理蒸着による酸化アルミニウム層(PVD−Al2O3層)の形成は、例えば、図2(a)に概略平面図で、同(b)に概略正面図で示される構造の、アークイオンプレーティング装置(以下、AIP装置と略記する)とスパッタリング装置(以下、SP装置と略記する)が併設された物理蒸着装置により、
SP装置のカソード電極(蒸発源):金属Al
装置内反応雰囲気ガス :O2 20〜40vol%,Ar 残り、
装置内雰囲気圧力 :2〜4Pa、
装置内雰囲気温度 :300〜550℃、
スパッタ出力 :2〜4kW、
の条件で蒸着することによって形成することができる。
「 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、1〜15μmの層厚を有する下部層と、3〜15μmの層厚を有する上部層とで構成された硬質被覆層を蒸着形成してなる表面被覆切削工具において、
上記下部層は、Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層、および炭窒酸化物層のうちの1種または2種以上からなるTi化合物層で構成され、
また、上記上部層は、化学蒸着により形成された一層平均層厚0.5〜1.0μmの酸化アルミニウム層と物理蒸着により形成された一層平均層厚0.3〜0.5μmの酸化アルミニウム層との交互積層構造として構成され、
さらに、上部層内に連続して存在するクラックの層厚方向最大長さは0.5μm以上1.0μm以下であることを特徴とする表面被覆切削工具。」
に特徴を有するものである。
Tiの炭化物(TiC)層、窒化物(TiN)層、炭窒化物(TiCN)層、炭酸化物(TiCO)層および炭窒酸化物(TiCNO)層のうちの1層または2層以上からなるTi化合物層は、例えば、通常の化学蒸着条件によって蒸着形成することができ、そして、Ti化合物層からなる下部層は、工具基体及び上部層のいずれにも強固に密着し、硬質被覆層の工具基体に対する密着性向上に寄与するとともに、それ自体が高温強度を有し、これの存在によって硬質被覆層が高温強度を具備するようになる。
ただ、下部層全体の層厚が1μm未満では、前記作用を十分に発揮させることができず、一方その層厚が15μmを越えると、切刃に対して大きな衝撃的・機械的負荷が繰り返し作用する高速断続重切削で熱塑性変形を起し易くなり、これが偏摩耗の原因となることから、下部層全体としての層厚を1〜15μmと定めた。
上部層の交互積層構造を構成するCVD−Al2O3層は、既に良く知られている化学蒸着法で蒸着形成することができる。
例えば、通常の化学蒸着装置により、
反応ガス組成:容量%で、AlCl3:6〜10%、CO2:10〜15%、HCl:3〜5%、H2S:0.05〜0.2%、H2:残り、
反応雰囲気温度:900〜980℃、
反応雰囲気圧力:3〜5kPa、
の条件で蒸着することによって形成することができる。
上記CVD−Al2O3層は、すぐれた高温硬さと耐熱性を備え、高速断続重切削加工において耐摩耗性を担保するための層として機能する。
ただ、交互積層構造を構成するCVD−Al2O3層の一層平均層厚が0.5μm未満であると、上部層に十分な高温硬さと耐熱性を付与することができず、一方、一層平均層厚が1.0μmを超えると、粗大なクラックが発生した場合、この亀裂の伝播・進展を、薄層のPVD−Al2O3層で阻止することができなくなるので、CVD−Al2O3層の一層平均層厚は0.5〜1.0μmと定めた。
CVD−Al2O3層とともに交互積層構造の上部層を構成するPVD−Al2O3層は、例えば、図2(a)に概略平面図で、同(b)に概略正面図で示される構造のAIP装置とSP装置とが併設された物理蒸着装置により、
SP装置のカソード電極(蒸発源):金属Al
装置内反応雰囲気ガス :O2 20〜40vol%,Ar 残り、
装置内雰囲気圧力 :2〜4Pa、
装置内雰囲気温度 :300〜550℃、
スパッタ出力 :2〜4kW、
の条件で蒸着することによって形成することができる。
上記PVD−Al2O3層は、層内にクラックが存在しないばかりか、高速断続重切削加工時に、CVD−Al2O3層に存在するクラックが層厚方向に伝播・進展することを阻止する作用を有し、交互積層構造からなる上部層の耐チッピング性、耐欠損性、耐剥離性を向上させる。
ただ、交互積層構造を構成するPVD−Al2O3層の一層平均層厚が0.3μm未満であると、クラックの伝播・進展抑制作用が十分でなく、一方、一層平均層厚が0.5μmを超えると、交互積層構造からなる上部層全体としての高温硬さが低下し、耐摩耗性が劣化するので、PVD−Al2O3層の一層平均層厚は0.3〜0.5μmと定めた。
所定の一層平均層厚のCVD−Al2O3層と、所定の一層平均層厚のPVD−Al2O3層との交互積層構造として上部層は形成されるが、上部層全体としての層厚が3μm未満では、長期の使用にわたってすぐれた耐摩耗性を発揮することができず、一方、層厚が15μmを超えると、チッピング等が発生しやすくなることから、上部層全体としての層厚を3〜15μmと定めた。
また、上部層内に存在するクラックについては、層厚方向と直交する面内にクラックが進展しても、チッピング発生等に大きく影響しないが、層厚方向に連続して存在するクラックの最大長さが0.5μm未満では、上部層内の残留応力の緩和が不十分となるため、高速断続重切削時に切刃に作用する衝撃的・機械的負荷によりチッピング、欠損、剥離が生じやすくなり、一方、層厚方向に連続して存在するクラックの最大長さが1.0μmを越えるようになると、CVD−Al2O3層の間に介在形成した薄層のPVD−Al2O3層を貫通してクラックが突き抜けた状態となるため、クラックの伝播・進展を抑制する作用が低下してしまい、チッピング、欠損、剥離が多発するようになることから、上部層において、連続して存在するクラックの層厚方向の最大長さを0.5μm以上1.0μm以下とした。
ついで、図2(a)に概略平面図で、同(b)に概略正面図で示される構造の、AIP装置とSP装置とが併設された物理蒸着装置を用い、
SP装置のカソード電極(蒸発源):金属Al、
装置内反応雰囲気ガス :O2 30vol%, Ar 残り、
装置内雰囲気圧力 :3Pa、
装置内雰囲気温度 :550℃、
スパッタ出力 :3kW、
という条件で、表4に示される一層平均目標層厚でPVD−Al2O3層を蒸着し、
さらに、CVD−Al2O3層とPVD−Al2O3層との蒸着を交互に繰り返し行い、交互積層構造からなる上部層を、表4に示される目標層厚になるように蒸着形成し、本発明被覆工具1〜13をそれぞれ製造した。
そして、その内のいくつかについては、表3に示される条件で、表5に示される目標層厚でCVD−Al2O3層のみを蒸着することにより上部層を形成し、比較被覆工具1〜5、8〜12を製造した。
また、残りのものについては、上記本発明被覆工具1〜13のPVD−Al2O3層形成条件と同じ条件で、図2に示される物理蒸着装置を用いて、下部層の上に、表5に示される目標層厚でPVD−Al2O3層のみを蒸着して上部層を形成し、比較被覆工具6、7、13を製造した。
また、本発明被覆工具1〜13および比較被覆工具1〜13の硬質被覆層の構成層の厚さを、走査型電子顕微鏡を用いて測定(縦断面測定)したところ、いずれも目標層厚と実質的に同じ平均層厚(5点測定の平均値)を示した。
[切削条件A]
被削材:JIS・SNCM439の長さ方向等間隔4本縦溝入り丸棒
切削速度: 300 m/min、
切り込み: 2.5 mm、
送り: 0.5 mm/rev.、
切削時間: 20 分、
の条件での合金鋼の湿式高速断続高切り込み切削試験(通常の切削速度および切り込みは、それぞれ、200m/min、1.5mm)、
[切削条件B]
被削材:JIS・FC300の長さ方向等間隔4本縦溝入り丸棒
切削速度: 350 m/min、
切り込み: 1.5 mm、
送り: 0.5 mm/rev.、
切削時間: 15 分、
の条件での鋳鉄の乾式高速断続高送り切削試験(通常の切削速度および送りは、それぞれ、250m/min、0.3mm/rev.)、
を行い、いずれの切削試験でも切刃の逃げ面摩耗幅を測定した。この測定結果を表6に示した。

これに対して、硬質被覆層の上部層がCVD−Al2 O3 層のみで構成されている比較被覆工具1〜5、8〜12は、チッピング、欠損、剥離等の異常損傷の発生により工具寿命は短く、また、硬質被覆層の上部層がPVD−Al2 O3 層のみで構成されている比較被覆工具6、7、13は、チッピング等の発生は見られないものの、耐摩耗性が劣りやはり工具寿命が短いものであった。
Claims (1)
- 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、1〜15μmの層厚を有する下部層と、3〜15μmの層厚を有する上部層とで構成された硬質被覆層を蒸着形成してなる表面被覆切削工具において、
上記下部層は、Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層および炭窒酸化物層のうちの1種または2種以上からなるTi化合物層で構成され、
また、上記上部層は、化学蒸着により形成された一層平均層厚0.5〜1.0μmの酸化アルミニウム層と物理蒸着により形成された一層平均層厚0.3〜0.5μmの酸化アルミニウム層との交互積層構造として構成され、
さらに、上部層内に連続して存在するクラックの層厚方向最大長さは0.5μm以上1.0μm以下であることを特徴とする表面被覆切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262816A JP5267790B2 (ja) | 2008-10-09 | 2008-10-09 | 表面被覆切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262816A JP5267790B2 (ja) | 2008-10-09 | 2008-10-09 | 表面被覆切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089221A true JP2010089221A (ja) | 2010-04-22 |
| JP5267790B2 JP5267790B2 (ja) | 2013-08-21 |
Family
ID=42252437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008262816A Expired - Fee Related JP5267790B2 (ja) | 2008-10-09 | 2008-10-09 | 表面被覆切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5267790B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08318410A (ja) * | 1990-09-17 | 1996-12-03 | Kennametal Inc | 切削工具 |
| JP2006192545A (ja) * | 2005-01-14 | 2006-07-27 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具およびその製造方法 |
| JP2006263913A (ja) * | 2005-03-23 | 2006-10-05 | Sandvik Intellectual Property Ab | 被膜付き切削工具インサートおよびその製造方法 |
-
2008
- 2008-10-09 JP JP2008262816A patent/JP5267790B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08318410A (ja) * | 1990-09-17 | 1996-12-03 | Kennametal Inc | 切削工具 |
| JP2006192545A (ja) * | 2005-01-14 | 2006-07-27 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具およびその製造方法 |
| JP2006263913A (ja) * | 2005-03-23 | 2006-10-05 | Sandvik Intellectual Property Ab | 被膜付き切削工具インサートおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5267790B2 (ja) | 2013-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6011249B2 (ja) | 表面被覆切削工具 | |
| KR101701186B1 (ko) | 절삭 공구 | |
| JP5303816B2 (ja) | 硬質皮膜被覆工具 | |
| JP2012045650A (ja) | 硬質皮膜被覆切削工具 | |
| JP5979438B2 (ja) | 表面被覆切削工具 | |
| JP2008296292A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5286930B2 (ja) | 高速重切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2018024038A (ja) | 耐溶着チッピング性と耐剥離性にすぐれた表面被覆切削工具 | |
| EP3763466A1 (en) | Surface-coated cutting tool and method for producing same | |
| JP5995091B2 (ja) | 付着強度と耐チッピング性にすぐれた表面被覆切削工具 | |
| JP2019084671A (ja) | 硬質被覆層が優れた耐チッピング性、耐摩耗性を発揮する表面切削工具 | |
| JP5267790B2 (ja) | 表面被覆切削工具 | |
| JP2013111721A (ja) | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP5979437B2 (ja) | 表面被覆切削工具 | |
| JP5315532B2 (ja) | 表面被覆切削工具 | |
| JP5240665B2 (ja) | すぐれた切屑排出性を示す表面被覆切削工具 | |
| JP5327534B2 (ja) | 硬質被覆層の耐欠損性、耐剥離性に優れる表面被覆切削工具 | |
| JP5088477B2 (ja) | 表面被覆切削工具 | |
| JP5569739B2 (ja) | 耐チッピング性にすぐれた表面被覆切削工具 | |
| JP2010207930A (ja) | 表面被覆切削工具 | |
| JP2011156639A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP3985413B2 (ja) | 耐摩耗性のすぐれた表面被覆超硬合金製切削工具 | |
| JP5975343B2 (ja) | 表面被覆切削工具 | |
| JP3985411B2 (ja) | 耐摩耗性のすぐれた表面被覆超硬合金製切削工具 | |
| JP2011156626A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130410 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130423 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5267790 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |