JP2010089148A - サーボモータ駆動プレスおよびその成形方法 - Google Patents
サーボモータ駆動プレスおよびその成形方法 Download PDFInfo
- Publication number
- JP2010089148A JP2010089148A JP2008263710A JP2008263710A JP2010089148A JP 2010089148 A JP2010089148 A JP 2010089148A JP 2008263710 A JP2008263710 A JP 2008263710A JP 2008263710 A JP2008263710 A JP 2008263710A JP 2010089148 A JP2010089148 A JP 2010089148A
- Authority
- JP
- Japan
- Prior art keywords
- speed
- servo motor
- output
- low
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/12—Clutches specially adapted for presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/18—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Presses (AREA)
- Press Drives And Press Lines (AREA)
Abstract
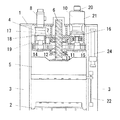
【解決手段】プレス1のスライド5にスライド昇降用のスクリュウ軸6を垂設して、このスクリュウ軸に平行状に低出力高速度の非加圧成形用サーボモータ8の出力軸とクラッチを配設した高出力低速度の加圧成形用サーボモータ10の出力軸11をそれぞれ配設し、スクリュウ軸の下方部に内ねじ12を介してスクリュウ軸昇降用歯車13を螺合するとともに、非加圧成形用サーボモータの出力軸と加圧成形用サーボモータの出力軸にそれぞれ軸着した回転伝達歯車14、15をスクリュウ軸昇降用歯車にそれぞれ係合してスクリュウ軸を高速ないし低速で昇降駆動自在に形成した。
【選択図】図1
Description
一方、加工物を成形加工する金型閉塞工程の、いわゆる加圧成形時におけるスライドの下降速度は低速ではあるが、大きな駆動力を必要とする。
8…非加圧成形用サーボモータ 9…出力軸 10…加圧成形用サーボモータ 11…出力軸 12…内ねじ 13…スクリュウ軸回転歯車
14、15…回転伝達歯車 16…クラッチ
Claims (5)
- 低出力高速度の非加圧成形用サーボモータと高出力低速度の加圧成形用サーボモータを昇降駆動源として所定のプレスモーションカーブでスライドを昇降駆動してプレス成形するようにしたサーボモータ駆動プレスであって、
上記プレスのスライドにスライド昇降用のスクリュウ軸を垂設して、このスクリュウ軸に平行状に低出力高速度の非加圧成形用サーボモータの出力軸と高出力低速度の加圧成形用サーボモータの出力軸をそれぞれ配設して、上記スクリュウ軸の下方部に内ねじを介してスクリュウ軸昇降用歯車を螺合するとともに、低出力高速度の非加圧成形用サーボモータの出力軸と高出力低速度の加圧成形用サーボモータの出力軸にそれぞれ軸着した回転伝達歯車をスクリュウ軸昇降用歯車にそれぞれ係合してスクリュウ軸を高速ないし低速で昇降駆動自在に形成し、
上記高出力低速度の加圧成形用サーボモータにその出力軸を係脱自在にクラッチを配設して、非加圧成形のときに加圧成形用サーボモータに出力軸をクラッチで離脱状態とし、加圧成形のときに加圧成形用サーボモータに出力軸をクラッチで係合状態として所定のプレスモーションカーブでスライドを昇降駆動してプレス成形するようにしたことを特徴とするサーボモータ駆動プレス。 - 非加圧成形のときに加圧成形用サーボモータに出力軸をクラッチで離脱状態として低出力高速度の非加圧成形用サーボモータでスクリュウ軸昇降用歯車を介してスクリュウ軸に高速回転伝達してスライドを高速で昇降駆動伝達自在とし、
加圧成形のときに加圧成形用サーボモータに出力軸をクラッチで係合状態として高出力低速度の加圧成形用サーボモータでスクリュウ軸昇降用歯車を介してスクリュウ軸に低速回転伝達してスライドを高出力で加圧成形するようにしているとともに、低出力高速度の非加圧成形用サーボモータでスクリュウ軸に上昇方向への回転トルクを発生させるように回転駆動するようにした請求項1に記載のサーボモータ駆動プレス。 - 低出力高速度の非加圧成形用サーボモータと高出力低速度の加圧成形用サーボモータを昇降駆動源として所定のプレスモーションカーブでスライドを昇降駆動してプレス成形するサーボモータ駆動プレス成形方法であって、
上記プレスのスライドにスライド昇降用のスクリュウ軸を垂設して、このスクリュウ軸に平行状に低出力高速度の非加圧成形用サーボモータの出力軸と高出力低速度の加圧成形用サーボモータの出力軸をそれぞれ配設して、上記スクリュウ軸の下方部に内ねじを介してスクリュウ軸昇降用歯車を螺合するとともに、上記低出力高速度の非加圧成形用サーボモータの出力軸と高出力低速度の加圧成形用サーボモータの出力軸にそれぞれ軸着した回転伝達歯車をスクリュウ軸昇降用歯車にそれぞれ係合してスクリュウ軸を高速ないし低速で昇降駆動自在に形成し、
上記高出力低速度の加圧成形用サーボモータにその出力軸をクラッチで係脱自在に接続し、プレスのスライドの位置を位置検出器で検出自在として、スライドが非加圧成形位置のときに加圧成形用サーボモータに出力軸をクラッチで離脱し、スライドが加圧成形位置のときに非加圧成形用サーボモータを低速回転して、加圧成形用サーボモータに出力軸をクラッチで係合して所定のプレスモーションカーブでスライドを昇降駆動してプレス成形することを特徴とするサーボモータ駆動プレス成形方法。 - 加圧成形のときに加圧成形用サーボモータに出力軸をクラッチで係合して高出力低速度の加圧成形用サーボモータでスクリュウ軸昇降用歯車を介してスクリュウ軸に低速回転伝達してスライドを高出力で加圧成形するとともに、低出力高速度の非加圧成形用サーボモータをブレーキトルクが負荷される低速回転、またはスクリュウ軸に上昇方向への回転トルクを発生させるように回転駆動する請求項3に記載のサーボモータ駆動プレス成形方法。
- スライドのトルク制御開始位置を設定して、スライドがトルク制御開始位置に下降してきたときに低出力高速度の非加圧成形用サーボモータを位置制御からトルク制御に切換えるとともに、低出力高速度の非加圧成形用サーボモータをブレーキトルクが負荷される低速回転、またはスクリュウ軸に上昇方向への回転トルクを発生させるように回転駆動する請求項4に記載のサーボモータ駆動プレス成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263710A JP5406502B2 (ja) | 2008-10-10 | 2008-10-10 | サーボモータ駆動プレス成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008263710A JP5406502B2 (ja) | 2008-10-10 | 2008-10-10 | サーボモータ駆動プレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089148A true JP2010089148A (ja) | 2010-04-22 |
| JP5406502B2 JP5406502B2 (ja) | 2014-02-05 |
Family
ID=42252371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008263710A Active JP5406502B2 (ja) | 2008-10-10 | 2008-10-10 | サーボモータ駆動プレス成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5406502B2 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102990958A (zh) * | 2012-11-12 | 2013-03-27 | 浙江丰诚精锻科技有限公司 | 数控电动螺旋压力机 |
| JP2013103245A (ja) * | 2011-11-11 | 2013-05-30 | Aida Engineering Ltd | 電動サーボプレス機械 |
| JP2014501617A (ja) * | 2010-08-15 | 2014-01-23 | シューラー プレッセン ゲーエムベーハー | 静的な薄板保持部を備える絞りプレス |
| JP2015131346A (ja) * | 2015-04-20 | 2015-07-23 | アイダエンジニアリング株式会社 | 電動サーボプレス機械 |
| CN105364070A (zh) * | 2015-12-03 | 2016-03-02 | 横店集团东磁股份有限公司 | 一种压机下凸模顶出行程调整装置及其实现方法 |
| IT201800002893A1 (it) * | 2018-02-21 | 2019-08-21 | Gigant Italia S R L | Pressa per la deformazione di materiali metallici ad uso industriale |
| CN110165830A (zh) * | 2018-04-13 | 2019-08-23 | 上海弋朋自动化科技有限公司 | 一种数控转塔冲床双速或双绕组冲头伺服电机机构 |
| CN111152493A (zh) * | 2020-01-20 | 2020-05-15 | 山东千里马锻压自动化设备有限公司 | 一种齿轮传动离合器高能螺旋压力机 |
| CN117483755A (zh) * | 2023-09-13 | 2024-02-02 | 青岛海荣欣智能装备有限公司 | 一种伺服压机增力增速机构 |
| CN117639372A (zh) * | 2023-11-07 | 2024-03-01 | 惠州亿恒特智能装备有限公司 | 一种全自动封口机 |
| US12059007B2 (en) | 2019-07-04 | 2024-08-13 | Textor Masch enbau GmbH | Contact element for a pressing device |
| US12089606B2 (en) | 2019-07-04 | 2024-09-17 | Textor Maschinenbau GmbH | Method of pressing and processing meat products and pressing device |
| KR20240178091A (ko) * | 2023-06-21 | 2024-12-30 | 최무건 | 절곡된 금속판을 연속 가압하여 교정하는 금속판용 교정 장치 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11752720B2 (en) * | 2021-09-08 | 2023-09-12 | PDInnovative LLC | Press machine with modular linear actuator system |
| US11819906B2 (en) | 2021-09-21 | 2023-11-21 | PDInnovative LLC | Linear-actuated press machine having multiple motors and clutch system for multi-speed drive functionality |
| US11919267B2 (en) | 2021-09-21 | 2024-03-05 | PDInnovative LLC | Linear-actuated press machine having telescopic drive configuration for multi-speed drive functionality |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61242798A (ja) * | 1985-04-22 | 1986-10-29 | Mitsubishi Electric Corp | 加圧プレスの制御装置 |
| JPH0622829B2 (ja) * | 1986-06-30 | 1994-03-30 | フアナツク株式会社 | 直圧式型締機構 |
| JPH0816246A (ja) * | 1994-06-30 | 1996-01-19 | Fanuc Ltd | ディジタルサーボによるタンデム制御方法 |
| JP2002172499A (ja) * | 2000-12-05 | 2002-06-18 | Aida Eng Ltd | 駆動装置並びにプレス機械のスライド駆動装置及び方法 |
-
2008
- 2008-10-10 JP JP2008263710A patent/JP5406502B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61242798A (ja) * | 1985-04-22 | 1986-10-29 | Mitsubishi Electric Corp | 加圧プレスの制御装置 |
| JPH0622829B2 (ja) * | 1986-06-30 | 1994-03-30 | フアナツク株式会社 | 直圧式型締機構 |
| JPH0816246A (ja) * | 1994-06-30 | 1996-01-19 | Fanuc Ltd | ディジタルサーボによるタンデム制御方法 |
| JP2002172499A (ja) * | 2000-12-05 | 2002-06-18 | Aida Eng Ltd | 駆動装置並びにプレス機械のスライド駆動装置及び方法 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014501617A (ja) * | 2010-08-15 | 2014-01-23 | シューラー プレッセン ゲーエムベーハー | 静的な薄板保持部を備える絞りプレス |
| JP2013103245A (ja) * | 2011-11-11 | 2013-05-30 | Aida Engineering Ltd | 電動サーボプレス機械 |
| US8857326B2 (en) | 2011-11-11 | 2014-10-14 | Aida Engineering, Ltd. | Electric servo press machine |
| CN102990958A (zh) * | 2012-11-12 | 2013-03-27 | 浙江丰诚精锻科技有限公司 | 数控电动螺旋压力机 |
| JP2015131346A (ja) * | 2015-04-20 | 2015-07-23 | アイダエンジニアリング株式会社 | 電動サーボプレス機械 |
| CN105364070A (zh) * | 2015-12-03 | 2016-03-02 | 横店集团东磁股份有限公司 | 一种压机下凸模顶出行程调整装置及其实现方法 |
| IT201800002893A1 (it) * | 2018-02-21 | 2019-08-21 | Gigant Italia S R L | Pressa per la deformazione di materiali metallici ad uso industriale |
| CN110165830A (zh) * | 2018-04-13 | 2019-08-23 | 上海弋朋自动化科技有限公司 | 一种数控转塔冲床双速或双绕组冲头伺服电机机构 |
| US12089606B2 (en) | 2019-07-04 | 2024-09-17 | Textor Maschinenbau GmbH | Method of pressing and processing meat products and pressing device |
| US12059007B2 (en) | 2019-07-04 | 2024-08-13 | Textor Masch enbau GmbH | Contact element for a pressing device |
| US12102097B2 (en) | 2019-07-04 | 2024-10-01 | Textor Maschinenbau GmbH | Pressing device |
| EP3760047B1 (de) * | 2019-07-04 | 2024-12-25 | Textor Maschinenbau GmbH | Presseinrichtung |
| CN111152493A (zh) * | 2020-01-20 | 2020-05-15 | 山东千里马锻压自动化设备有限公司 | 一种齿轮传动离合器高能螺旋压力机 |
| KR20240178091A (ko) * | 2023-06-21 | 2024-12-30 | 최무건 | 절곡된 금속판을 연속 가압하여 교정하는 금속판용 교정 장치 |
| KR102885088B1 (ko) | 2023-06-21 | 2025-11-12 | 최무건 | 절곡된 금속판을 연속 가압하여 교정하는 금속판용 교정 장치 |
| CN117483755A (zh) * | 2023-09-13 | 2024-02-02 | 青岛海荣欣智能装备有限公司 | 一种伺服压机增力增速机构 |
| CN117639372A (zh) * | 2023-11-07 | 2024-03-01 | 惠州亿恒特智能装备有限公司 | 一种全自动封口机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5406502B2 (ja) | 2014-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5406502B2 (ja) | サーボモータ駆動プレス成形方法 | |
| JP3953414B2 (ja) | 往復駆動機構およびその機構を用いたプレス機械 | |
| JP3850934B2 (ja) | ラム昇降駆動装置及びプレス機械 | |
| CN103252770A (zh) | 一种工件冲压智能控制工艺及智能控制机械手 | |
| JP2008260034A (ja) | プレス機械およびその制御方法 | |
| JP2009525877A (ja) | 機械プレス機駆動システム及び方法 | |
| CN102527834A (zh) | 多套模具品式换模系统 | |
| CN105964756B (zh) | 一种柔性数控转塔冲床的主传动机构及工作方法 | |
| JP5806032B2 (ja) | 鍛造プレス方法 | |
| JP5761839B2 (ja) | 鋼板のホットプレス方法 | |
| CN2606656Y (zh) | 金属旋转-椭圆曲线体切边卷边机 | |
| JP6154620B2 (ja) | プレスブレーキ及びプレスブレーキによる曲げ加工方法 | |
| JP5136847B2 (ja) | サーボプレス設備とその制御方法 | |
| JPH10249590A (ja) | サーボモータ駆動のリンクモーションプレスおよびそ のプレス制御方法 | |
| CN112808917A (zh) | 一种新型的伺服压力机 | |
| JP4370623B2 (ja) | サーボモータ駆動式タンデムプレスライン | |
| CN214639983U (zh) | 一种新型的小吨位伺服压力机 | |
| JP5855868B2 (ja) | 鍛造プレス機 | |
| JP2013136060A (ja) | プレス機械およびプレス機械の制御方法 | |
| JP3884352B2 (ja) | プレスブレーキのテーブル駆動装置 | |
| JP2012245562A (ja) | 粉末成形装置 | |
| JP3946515B2 (ja) | 折り曲げ加工装置 | |
| CN216634784U (zh) | 能有效提高工作效率的陶瓷坯滚压机 | |
| CN203994772U (zh) | 多功能机械式冲床装置 | |
| CN210759445U (zh) | 单驱式纸盒成型机的压盒机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5406502 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |