JP2010089123A - ダミーブロック - Google Patents
ダミーブロック Download PDFInfo
- Publication number
- JP2010089123A JP2010089123A JP2008261676A JP2008261676A JP2010089123A JP 2010089123 A JP2010089123 A JP 2010089123A JP 2008261676 A JP2008261676 A JP 2008261676A JP 2008261676 A JP2008261676 A JP 2008261676A JP 2010089123 A JP2010089123 A JP 2010089123A
- Authority
- JP
- Japan
- Prior art keywords
- dummy block
- extrusion
- billet
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001125 extrusion Methods 0.000 claims abstract description 79
- 230000002093 peripheral effect Effects 0.000 claims abstract description 33
- 238000003825 pressing Methods 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 abstract description 28
- 238000009751 slip forming Methods 0.000 abstract description 2
- 238000005096 rolling process Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 38
- 229910052751 metal Inorganic materials 0.000 description 19
- 239000002184 metal Substances 0.000 description 19
- 230000000717 retained effect Effects 0.000 description 11
- 238000009778 extrusion testing Methods 0.000 description 7
- 239000012535 impurity Substances 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images








Landscapes
- Extrusion Of Metal (AREA)
Abstract
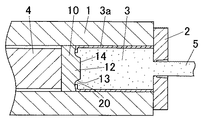
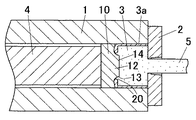
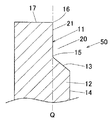
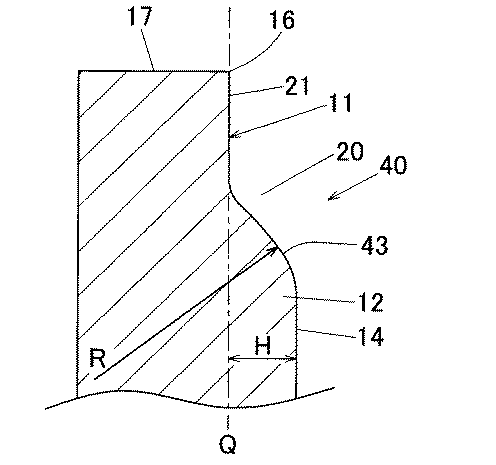
【解決手段】押出装置のコンテナに装填されたビレットに押圧力を付与するステムの先端に配置されるダミーブロック(10)であって、ビレットに接触する押出作用面(11)は、中央部に突出部(12)を有し、この突出部(12)の外側領域が環状のポケット部(20)となされ、かつ前記突出部(12)とポケット部(20)とが突出部(12)の先端側に向かって断面積が小さくなる傾斜部(13)を介して連続的に形成され、前記傾斜部(13)が、前記ポケット部(20)の最深部を通り押出軸(P)に直交する基準面(Q)に対して25〜60°の最大傾斜角度(θ1)で傾斜し、前記ポケット部(20)の外周縁(16)が、前記基準面(Q)に平行、または前記基準面(Q)よりも前方にせり出して形成されている。
【選択図】図2
Description
ビレットに接触する押出作用面は、中央部に突出部を有し、この突出部の外側領域が環状のポケット部となされ、かつ前記突出部とポケット部とが突出部の先端側に向かって断面積が小さくなる傾斜部を介して連続的に形成され、
前記傾斜部が、前記ポケット部の最深部を通り押出軸に直交する基準面に対して25〜60°の最大傾斜角度で傾斜し、
前記ポケット部の外周縁が、前記基準面に平行、または前記基準面よりも前方にせり出して形成されていることを特徴とするダミーブロック。
◎:表皮層はポケット部内に止まっている(図7A参照)
○:表皮層はポケット部を越えて突出部の先端面に達している(図7B参照)
△:表皮層はポケット部を越えて中心部でダイス方向に流れて巻き込みが始まっているが、押出材には巻き込まれていない(図7C参照)。
×:表皮層が押出材に巻き込まれている(図7D参照)
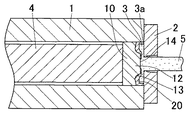
2…押出ダイス
3…ビレット
3a…表皮層
4…ステム
5…押出材
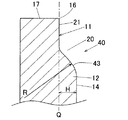
10、30、40、50、60、70…ダミーブロック
11、61、71…押出作用面
12、62…突出部
13、33、43…傾斜部
14、66…先端面
15…入隅部
16…外周縁
20、64…ポケット部
21…底壁
22…外周エッジ
P…押出軸
Q…基準面
θ1…傾斜部の最大傾斜角度
θ2…エッジ角度
Claims (8)
- 押出装置のコンテナに装填されたビレットに押圧力を付与するステムの先端に配置されるダミーブロックであって、
ビレットに接触する押出作用面は、中央部に突出部を有し、この突出部の外側領域が環状のポケット部となされ、かつ前記突出部とポケット部とが突出部の先端側に向かって断面積が小さくなる傾斜部を介して連続的に形成され、
前記傾斜部が、前記ポケット部の最深部を通り押出軸に直交する基準面に対して25〜60°の最大傾斜角度で傾斜し、
前記ポケット部の外周縁が、前記基準面に平行、または前記基準面よりも前方にせり出して形成されていることを特徴とするダミーブロック。 - 前記外周縁の基準面に対するエッジ角度が1〜10°である請求項1に記載のダミーブロック。
- 前記突出部の先端が前記基準面に平行な平面で形成されている請求項1または2に記載のダミーブロック。
- 前記ポケット部の体積は、前記基準面におけるダミーブロックの断面を底面とし、前記基準面から突出部の先端までの距離を高さとする柱体の体積の30〜85%である請求項1〜3のいずれかに記載のダミーブロック。
- 前記傾斜部は、押出軸に沿った断面における輪郭が直線で形成されている請求項1〜4のいずれかに記載のダミーブロック。
- 前記傾斜部は、押出軸に沿った断面における輪郭が凹状曲線または凸状曲線で形成されている請求項1〜4のいずれかに記載のダミーブロック。
- コンテナに装填されたビレットに押圧力を付与するステムの先端に、請求項1〜6のいずれかに記載されたダミーブロックが配置されていることを特徴とする押出装置。
- 押出装置において、コンテナに装填したビレットと、このビレットに押圧力を付与するステムとの間に、請求項1〜6のいずれかに記載されたダミーブロックを介在させて押出加工を行うことを特徴とする押出加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261676A JP5015893B2 (ja) | 2008-10-08 | 2008-10-08 | ダミーブロック |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261676A JP5015893B2 (ja) | 2008-10-08 | 2008-10-08 | ダミーブロック |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089123A true JP2010089123A (ja) | 2010-04-22 |
| JP5015893B2 JP5015893B2 (ja) | 2012-08-29 |
Family
ID=42252348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261676A Expired - Fee Related JP5015893B2 (ja) | 2008-10-08 | 2008-10-08 | ダミーブロック |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5015893B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014213364A (ja) * | 2013-04-26 | 2014-11-17 | 株式会社神戸製鋼所 | 熱間鍛造金型 |
| CN109482665A (zh) * | 2018-12-11 | 2019-03-19 | 有研工程技术研究院有限公司 | 一种用于钛合金型材挤压的挤压垫 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5265132U (ja) * | 1975-11-10 | 1977-05-13 | ||
| JPS61122008U (ja) * | 1985-01-21 | 1986-08-01 | ||
| JPH07178444A (ja) * | 1993-12-24 | 1995-07-18 | Ube Ind Ltd | フィックスダミーブロック |
| JP2001259730A (ja) * | 2000-03-15 | 2001-09-25 | Sumitomo Light Metal Ind Ltd | ダミーブロック及び該ダミーブロックを使用する金属の押出方法 |
-
2008
- 2008-10-08 JP JP2008261676A patent/JP5015893B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5265132U (ja) * | 1975-11-10 | 1977-05-13 | ||
| JPS61122008U (ja) * | 1985-01-21 | 1986-08-01 | ||
| JPH07178444A (ja) * | 1993-12-24 | 1995-07-18 | Ube Ind Ltd | フィックスダミーブロック |
| JP2001259730A (ja) * | 2000-03-15 | 2001-09-25 | Sumitomo Light Metal Ind Ltd | ダミーブロック及び該ダミーブロックを使用する金属の押出方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014213364A (ja) * | 2013-04-26 | 2014-11-17 | 株式会社神戸製鋼所 | 熱間鍛造金型 |
| CN109482665A (zh) * | 2018-12-11 | 2019-03-19 | 有研工程技术研究院有限公司 | 一种用于钛合金型材挤压的挤压垫 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5015893B2 (ja) | 2012-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5803127B2 (ja) | 転がり軸受の軌道輪用粗形材の製造方法 | |
| EA021215B1 (ru) | Расширительная матрица для изготовления металлических емкостей | |
| JP5468602B2 (ja) | 押出加工方法及び押出加工装置 | |
| WO2017208669A1 (ja) | 鍛造加工装置 | |
| JP5015893B2 (ja) | ダミーブロック | |
| JP2018012109A (ja) | 円筒状リング部材の製造方法 | |
| JPH0538526A (ja) | 素材円筒部のしごきトリミング法 | |
| CN110732582A (zh) | 一种深筒件拉深模具和高速拉深工艺 | |
| JP5015120B2 (ja) | Di缶の製造装置 | |
| JP2006142325A (ja) | アルミ合金形材の押出用ブリッジダイス | |
| JP6057830B2 (ja) | 熱間鍛造金型 | |
| CN101346194A (zh) | 使用于穿孔机的冲头 | |
| JP2000343171A (ja) | 前方押出鍛造方法 | |
| JP5446288B2 (ja) | 金属製円筒状部材の余肉部除去方法 | |
| CN103008424A (zh) | 重载工程车车轮挡圈的制作方法 | |
| JPH0220614A (ja) | ブリッジ型押出加工用ダイス | |
| JP2013018042A (ja) | 内歯ヘリカルギア製造用マンドレル、内歯ヘリカルギア製造装置、及び、内歯ヘリカルギアの製造方法 | |
| JP4567531B2 (ja) | 口絞りシェルの製造方法および口絞りシェル | |
| JP2010253539A (ja) | 筒形端部の成形工具 | |
| JP2002210504A (ja) | リングローリング圧延方法および装置 | |
| CN106391716A (zh) | 行星轧制铜管空心芯棒 | |
| JP3128208B2 (ja) | リング状部品の製造方法 | |
| CN215697644U (zh) | 一种进料区渐变r齿顶的通滚式滚丝轮 | |
| JP2001259730A (ja) | ダミーブロック及び該ダミーブロックを使用する金属の押出方法 | |
| JPH08112640A (ja) | 軽合金製ホイール用ワンピースリムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110701 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120510 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120516 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120607 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150615 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5015893 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150615 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |