高炉製銑法の主原料である焼結鉱は、一般に、図1に示すような工程を経て製造される。焼結鉱の原料は、鉄鉱石粉、製鉄所内回収粉、焼結鉱篩下粉、石灰石およびドロマイトなどの含CaO系副原料、生石灰等の造粒助剤、コークス粉や無煙炭などであり、これらの原料は、ホッパー1・・・の各々から、コンベヤ上に所定の割合で切り出される。切り出された原料は、ドラムミキサー2等によって適量の水が加えられ、混合、造粒されて、3.0〜6.0mmの平均径を有する擬似粒子である焼結原料とされる。この焼結原料は、焼結機上に配置されているサージホッパー4、5からドラムフィーダー6と切り出しシュート7を介して、無端移動式の焼結機パレット8上に装入され、焼結ベッドともいわれる装入層9を形成する。装入層の厚さ(高さ)は通常400〜800mm前後である。その後、装入層9の上方に設置された点火炉10で、この装入層表層中の炭材に点火するとともに、パレット8の下に配設されているウインドボックス11を介して空気を下方に吸引することにより、該装入層中の炭材を順次燃焼させ、このときに発生する燃焼熱によって、前記焼結原料を燃焼、溶融して焼結ケーキを得る。このようにして得た焼結ケーキは、その後、破砕、整粒され、5.0mm以上の塊成物からなる成品焼結鉱として回収される。
上記製造プロセスにおいては、まず、点火炉10により装入層表層に点火が行われる。点火された装入層中の炭材は、ウインドボックスによって装入層の上層部から下層部に向かって吸引される空気によって幅をもって燃焼を続け、その燃焼帯は、パレット8の移動につれて次第に下層にかつ前方(下流側)に進行する。この燃焼の進行にともない、装入層の焼結原料粒子中に含まれる水分は、炭材の燃焼で発生する熱によって気化し、下方に吸引されて、まだ温度が上昇していない下層の焼結原料中に濃縮し、湿潤帯を形成する。その水分濃度がある程度以上になると、吸引ガスの流路である原料粒子間の空隙を、水分が埋めるようになり、通気抵抗を増大させる。なお、燃焼帯に発生する焼結反応に必要な溶融部分も、通気抵抗を高める要因となる。
焼結機の生産量(t/hr)は、一般に、焼結生産率(t/hr・m2)×焼結機面積(m2)により決定される。即ち、焼結機の生産量は、焼結機の機幅や機長、原料堆積層の厚さ(装入層厚さ)、焼結原料の嵩密度、焼結(燃焼)時間、歩留などにより変化する。そして、焼結鉱の生産量を増加させるには、装入層の通気性(圧損)を改善して焼結時間を短縮する、あるいは、破砕前の焼結ケーキの冷間強度を高めて歩留を向上することなどが有効であると考えられている。
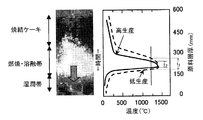
図2は、厚さが600mmの装入層中を移動する燃焼帯の前線が、該装入層のパレットの約400mm上(装入層表面から200mm下)の位置にあるときにおける装入層内の圧損と温度の分布を示したものである。このときの圧損分布は、湿潤帯におけるものが約60%、燃焼・溶融帯におけるものが約40%である。
図3は、焼結鉱の高生産時と低生産時、即ち、パレット移動速度が速い時と遅い時の装入層内の温度分布を示したものである。原料粒子が溶融し始める1200℃以上の温度に保持される時間(以降、「高温域保持時間」と称する)は、低生産の場合にはt1、生産性を重視した高生産の場合にはt2で表されている。高生産の時には、パレットの移動速度が速いため、高温域保持時間t2が低生産の時のt1と比べて短くなる。高温域保持時間が短くなると、焼成不足となり易く、焼結鉱の冷間強度が低下し、歩留が低下する。したがって、高強度焼結鉱の生産性を上げるためには、短時間の焼結でも、焼結ケーキの強度、即ち焼結鉱の冷間強度を上げて、歩留の維持、向上を図ることができる何らかの手段を講じる必要がある。なお、焼結鉱の冷間強度を表す指標としては、一般に、SI(シャッターインデックス)、TI(タンブラーインデックス)が用いられる。
図4(a)は焼結機パレット上の装入層における焼結の進行過程を、図4(b)は装入層内の焼結過程における温度分布(ヒートパターン)を、図4(c)は焼結ケーキの歩留分布を示したものである。図4(b)からわかるように、装入層の上部は下層部に比べて温度が上昇し難く、高温域保持時間も短くなる。そのため、この装入層上部では、燃焼溶融反応(焼結化反応)が不十分となり、焼結ケーキの強度が低くなるため、図4(c)に示すように、歩留が低く、生産性の低下を招く要因となっている。
こうした問題点に鑑み、装入層上層部を長時間、高温に保持するための方法が従来から提案されている。例えば、特許文献1は、装入層に点火後、装入層上に気体燃料を噴射する技術を開示している。しかし、上記技術は、気体燃料(可燃性ガス)の種類が不明であるが、プロパンガス(LPG)や天然ガス(LNG)であるとしても、高濃度のガスを使用している。しかも、可燃性ガスの吹き込みに際し、炭材量を削減していないため、焼結層内が、1380℃を超える高温となる。そのため、この技術では、十分な冷間強度の向上や歩留の改善効果を享受できていない。しかも、点火炉直後に可燃性ガスを噴射した場合には、可燃性ガスの燃焼により焼結ベッド上部空間で火災を起こす危険が高く、現実性に乏しい技術であって、実用化には至っていない。
また、特許文献2は、焼結原料の装入層内を高温にするため、装入層の上にフードを配設し、そのフードを介して空気とコークス炉ガスとの混合ガスを点火炉直後の位置で吹き込む技術を開示している。しかし、この技術も、焼結層内の温度が1380℃を超える高温となるため、コークス炉ガス吹き込みの効果を享受できないとともに、可燃性ガスが発火し、火災を起こす危険性があり、実用化されていない。
また、特許文献3は、低融点溶剤と炭材や可燃性ガスを同時に、点火炉直後の位置で吹き込む技術を開示している。しかし、この技術も、表面に火炎が残留した状態で可燃性ガスを吹き込むため、火災になる危険性が高く、また、焼結帯の幅を十分に厚くできない(約15mm未満)ため、可燃性ガス吹き込みの効果を十分に享受することができない。さらに、低融点溶剤が多く存在するため、装入層上層部で過剰な溶融現象を引き起こして、空気の流路となる気孔を閉塞し、通気性を悪化させて、生産性の低下を招く。そのため、この技術もまた、現在に至るまで実用化されていない。
ところで、焼結鉱の品質は、燃焼時の最高到達温度や高温域保持時間などによって決定される。そのため、最高到達温度や高温域保持時間の制御は極めて重要な管理項目である。この点から見ると、特許文献1に記載の方法は、気体燃料を装入層の表面で燃焼させることにより、焼結手段の前半部分にあたる装入層上部の温度を高める技術であると言える。しかし、この技術は、気体燃料の濃度が高く、そのために燃焼を支える空気(酸素)の量が不足し、焼結原料の炭材(コークス)の燃焼低下を招くおそれがあり、焼結鉱の品質改善が達成できないという問題がある。
また、特許文献2に記載の方法は、焼結原料の装入層内を高温にするために、装入層の上にフードを配設し、そのフードを介して空気とコークス炉ガスとの混合ガスを点火炉直後の位置で吹き込む技術である。しかし、コークス比をそのままにして、混合ガスを吹き込むと、高温保持時間が延長されると同時に最高到達温度も上昇するため、ガラス質の低強度鉱物が多く生成し、混合ガス吹き込みの効果を享受できなくなる。また、可燃性混合ガスが発火し、火災を起こす危険性があるため、やはり実用化されていない。
さらに、特許文献3に記載された方法は、空気(酸素)量を増加させると共に、低融点溶材や炭材を混合しているため、可燃性ガスやコークスの燃焼速度は大きくなるものの、低融点溶材や粉体を一緒に吹き込むため、燃焼用空気の通気性が低下するという問題がある。以上説明したように、これまで提案された従来技術は、いずれも実用化には大きな問題を抱えており、実施可能な可燃性ガス吹込み技術の開発が切望されていた。
上記問題点を解決する技術として、出願人は、特許文献4において、焼結機のパレット上に堆積させた焼結原料の装入層の上から燃焼下限濃度以下に希釈した各種気体燃料を装入層内に導入して燃焼させることにより、装入層内の最高到達温度および高温域保持時間のいずれか一方または両方を調整する方法を提案している。
特開昭48−018102号公報
特開昭55−018585号公報
特開平05−311257号公報
WO2007−052776号パンフレット
本発明に係る焼結機は、循環移動するパレットと、そのパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する原料供給装置と、その装入層上層の炭材に点火する点火炉と、上記パレットの下方において装入層上方から下方に向かって空気を吸引するウインドボックスとを備える焼結機において、上記点火炉の下流側に、気体燃料供給装置が配設されてなることを特徴とするものである。ここで、上記気体燃料供給装置は、気体燃料を装入層上方の大気中に高速で噴出して空気と混合させて希釈し、燃焼下限濃度以下の希釈気体燃料を得るものである。そして、本発明は、上記希釈気体燃料を、パレット下に配置されたウインドボックスの吸引力により、空気と共に装入層内に吸引し、該希釈気体燃料を装入層内において燃焼させると同時に、該装入層内の炭材を燃焼させ、発生するこれらの燃焼熱によって、焼結原料を焼結し、高強度高品質の焼結ケーキ(焼結鉱)を得る技術である。したがって、上記気体燃料供給装置は、本発明においては極めて重要な役割を担うものである。
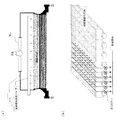
上記気体燃料供給装置としては、図5に示したように、パレットの幅方向に沿って、複数の気体燃料供給配管を配設し、その配管には、気体燃料を噴出するスリットあるいは開口を設けるかまたはノズルを配設した構造を有するもの、あるいは、図6に示したように、パレットの進行方向に沿って、複数の気体燃料供給配管を配設し、その配管には、気体燃料を噴出するスリットあるいは開口を設けるかまたはノズルを配設した構造を有するものであるが好ましい。
また、上記気体燃料供給装置は、例えば、気体燃料供給配管やノズル等に流量制御手段を設けることにより、パレット幅方向における気体燃料の供給量を制御することができることが好ましい。特に、パレット幅方向のサイドウォール近傍では、横風の影響を受けて、供給した気体燃料が機側方向に流されたり、機外に漏出したりして、気体燃料濃度が希薄になるおそれが高いので、そのサイドウォール近傍に気体燃料を多く供給できるようにしたものであることが好ましい。
また、上記気体燃料供給装置は、気体燃料を、装入層の上方で、大気中に高速で噴出させ、それによって周囲の空気と短時間で混合し、その気体燃料の燃焼下限濃度以下の濃度に希釈し、その後、装入層中にその希釈気体燃料を導入する必要がある。気体燃料を燃焼下限濃度以下の濃度に希釈して供給するのは、以下の理由による。
表1は、本発明で用いることができる代表的な気体燃料の燃焼下限濃度、供給濃度等を示したものである。装入層内に気体燃料を供給する時のガス濃度は、爆発や火災(着火)を防止する点から、燃焼下限濃度より低いほど安全である。LNGを主とする都市ガスは、Cガス(コークス炉ガス)と燃焼下限濃度が近似しているが、熱量がCガスよりも高いことから、供給濃度を低くできる。したがって、安全性を確保する観点からは、供給濃度を低くできる都市ガスの方がCガスよりも優れている。
表2は、気体燃料中に含まれる燃焼成分(水素,CO,メタン)と、それら成分の燃焼下限・上限濃度、層流、乱流時の燃焼速度等を示したものである。焼結中は、気体燃料供給装置から供給している気体燃料への着火を防止する必要があるが、そのためには、気体燃料を、少なくとも層流燃焼速度以上、好ましくは乱流燃焼速度以上の高速で噴出させれば良いと考えられる。例えば、メタンを主成分とする都市ガスの場合には、3.7m/sを超える速度で噴出させれば、逆火のおそれはないわけである。一方、水素ガスは、乱流燃焼速度がCOやメタンと比較して速いため、逆火を防止するには、その分、高速で噴出させる必要がある。つまり、表1に示した気体燃料の中では、水素を含まない都市ガスは、水素を59vol%含有するCガスと比較して、噴出速度を遅くすることができる。しかも、都市ガスは、COを含まないので、ガス中毒を起こすおそれもない。したがって、安全性を確保する観点からは、都市ガスは、本発明において使用する気体燃料として好ましい特性を有するものであると言える。メタンを主成分とする天然ガスも同様である。もちろん、Cガスも、気体燃料として使用することができるが、その場合には、ガス噴出速度を高める(速める)こと、および、CO対策を別途講ずることが必要となる。
表3は、気体燃料を供給する形式による得失を評価した結果を示したものである。表中、直上吹込み形式とは、都市ガスやCガス等の気体燃料を、高濃度のまま噴出して周囲の大気を巻き込ませることにより所定の濃度に希釈し、装入層中に吸引(導入)させる形式のことであり、予混合吹込み形式とは、あらかじめ大気と気体燃料とを混合して所定の濃度まで希釈したものを装入層上に供給し、装入層中に吸引(導入)させる、いわゆるプレミックス形式のことである。直上吹込み形式では、上述した乱流燃焼速度以上の速度で気体燃料を噴出すれば、逆火防止は容易であるが、気体燃料を周囲の大気と混合し希釈させる際、濃度ムラが発生しやすいため、異常燃焼を起こす可能性が、予混合吹込み形式に比べて高い。しかし、設備コストを含めて総合的に評価した場合には、都市ガスの直上吹込みが最も優位である。
また、本発明では、気体燃料供給装置により、気体燃料を装入層の上方で大気中に高速で噴出させ、それによって周囲の空気と短時間で混合させて、その気体燃料の燃焼下限濃度以下の濃度に希釈し、その後、装入層中にその希釈気体燃料を導入するが、その理由は以下による。
図7(a)に示したような内径300mmφ×高さ400mmの焼結鍋に焼結ケーキを充填し、その焼結ケーキの中央部の上から深さ90mmの位置にノズルを埋め込み、対空気で1vol%となるよう100%濃度のメタンガスを吹き込み、焼結ケーキ内の円周方向および深さ方向におけるメタンガス濃度を測定し、その結果を表4に示した。一方、図7(b)に示したように、同じノズルを用いて、焼結ケーキの上方350mmの位置からメタンガスを大気中に供給して上記と同じ濃度となるよう希釈した場合について、上記と同様にして焼結ケーキ内のメタンガス濃度の分布を測定し、その結果を表5に示した。これらの結果から、メタンガスを焼結ケーキ中に直接導入した場合には、メタンガスの横方向への拡散が不十分であるのに対して、メタンガスを焼結ケーキ上方で希釈して供給した場合には、焼結ケーキ内のメタンガス濃度はほぼ均一化していることがわかる。以上の結果から、気体燃料は、焼結ケーキの上方で空気中に供給することにより、装入層内に導入される前に、均一に希釈しておくことが好ましいことがわかる。
次に、本発明においては、気体燃料供給装置の気体燃料供給配管に設けられたスリットやノズル等の噴出口から気体燃料を噴出させる速度は、何らかの火種から気体燃料への逆火を防止する観点から高速で噴出させる必要がある。すなわち、気体燃料は、装入層表層に吸引・導入される段階までに、希釈されて燃焼下限濃度以下となっているが、本発明の焼結操業においては、焼結パレット内に燃焼・溶融帯を形成するあるいは形成しつつある焼結層が存在し、常に火種を有する状態において、装入層の上方で、気体燃料の供給が行われる。従って、何らかの火種によって、気体燃料供給装置から供給された気体燃料に着火した場合、ノズル等から噴出させる気体燃料の流速が遅いと、逆火を起こして、気体燃料供給装置や気体燃料供給配管内で爆発・燃焼を起こすおそれがある。そこで、気体燃料に着火しても、逆火しないようにするために、気体燃料の噴出速度は、その気体燃料が有する燃焼速度以上、より好ましくは、乱流燃焼速度以上の速度で噴出させるのが望ましいと考えられる。因みに、メタンガスの層流燃焼速度は、約0.4m/s、乱流燃焼速度は、約4m/sである。
上記気体燃料の噴出速度を得るためには、前記ノズル、開口部またはスリットからの気体燃料の噴出圧力を、雰囲気圧力に対して300mmH2O以上40000mmH2O未満とすることが好ましい。
また、気体燃料配管から気体燃料を噴出させる開口部の大きさは、3〜0.5mmφの範囲とすることが好ましい。その理由は、上記のように、気体燃料への逆火を防止するためには、気体燃料の噴出速度を燃焼速度を超える速度とすることが好ましい。しかし、噴出部の開口面積が大きいと、着火した場合には、噴出速度を燃焼速度超としても消火し難くなるが、ノズル径が3mmφ程度以下であれば、着火しても逆火に至らないことが判明したからである。好ましくは、2mmφ以下である。このように、逆火防止の観点からは、開孔径は小さい程好ましいが、開口部の加工性を確保したり異物による閉塞を防止したりする観点からは、開孔径の下限は0.5mmφ程度とするのが好ましい。
次に、上記気体燃料を、空気中に吐出させる方向については、種々の形態を採用することができ、例えば、図8のように、気体燃料を噴出口から装入層に向かって下方(鉛直下方)に吐出させることにより、その一部を装入層表面で反射させて希釈させる方法、図9のように、気体燃料を噴出口から装入層表面に平行(水平方向)に吐出させることにより装入層に導入されるまでの経路を長くし希釈を促進させる方法、あるいは、図10のように、気体燃料を噴出口から邪魔板(反射板)に向かって吐出し、反射させることにより希釈を促進する方法、図11のように、気体燃料供給配管に設けられた気体燃料の噴出口の向きを、装入層表面に向かって±90度の範囲で多方向に分散させて希釈を促進する方法などを採用することができる。さらに、上記図11の変形態様として、気体燃料供給配管の軸を中心に回転可能とし、吐出方向を揺動させる構造とすることもできる。
なお、上記気体燃料供給装置での気体燃料の噴出は、装入層表面上方300mm以上の高さで行うことが好ましい。図12は、ノズル径が2mmφと1mmφの2種類のノズルからメタンガス(濃度:100%)を流速20〜300m/sの範囲で変化させて鉛直下方方向に噴出した時の、メタンガスの拡がりを測定した結果であり、ノズル先端から0.2m、0.4m、0.6mおよび0.8mの位置での拡がりを示したものである。これらの図から、ノズルの径は小さいほど、また、噴出させる気体燃料の速度は速いほど、周囲の空気との混合が起こりやすく希釈が促進されること、特に、増速による希釈促進効果は、ノズル先端からの距離が0.4mで大きくなっていることがわかる。そこで、本発明は、この結果と、噴出された気体燃料の装入層表面における跳ね返りを考慮し、気体燃料の大気中への供給は、装入層表面上方300mm以上の高さで行うこととする。
本発明において、装入層中に供給する気体燃料としては、高炉ガス(Bガス)、コークス炉ガス(Cガス)、高炉ガスとコークス炉ガスとの混合ガス(Mガス)、都市ガス、天然ガス(LNG)またはメタン、エタン、プロパン、ブタンガス、あるいはこれらの混合ガスのいずれかを用いることができる。本発明では、これらの気体燃料のいずれかを空気中に高速で吐出し、空気と混合させて希釈気体燃料とし、装入層中に供給(導入)する。
上記希釈気体燃料は、その中に含まれる可燃性ガス(燃焼成分)の濃度を、大気中の常温における燃焼下限濃度の75%以下まで希釈した気体燃料であることが好ましく、より好ましくは燃焼下限濃度の60%以下、さらに好ましくは燃焼下限濃度の25%以下の濃度にまで希釈したものであるのが好ましい。燃焼下限濃度以下の75%以下に希釈した可燃性ガスを使用する理由は、下記の二つである。
(a)装入層上部への高濃度の可燃性ガスの供給は、時として、爆発的燃焼を招くおそれがあり、少なくとも常温では、火種があっても燃焼しない状態としておく必要がある。
(b)装入層中で完全に燃焼せず、未燃焼のままウインドボックスの下流にある電気集塵器等に到達したとしても、電気集塵器の放電によって燃焼するおそれがないことが必要である。
さらに、希釈気体燃料の濃度は、その希釈気体燃料の燃焼による酸素の消費によって、焼結原料用に含まれる総燃料(固体燃料+気体燃料)の燃焼に必要な酸素の不足を招いて燃焼不足を起こさない程度に希釈されたものであることが必要である。ただし、希釈気体燃料の濃度は、燃焼下限濃度の2%以上であるのが好ましい。濃度が2%未満では、燃焼による発熱量が不足し、焼結鉱の強度向上と歩留まりの改善が得られないからである。
また、本発明における焼結鉱の製造方法では、装入層中の炭材に点火した後に、希釈された気体燃料を装入層中へ供給(導入)する。その理由は、点火直後の位置で希釈気体燃料を供給しても、希釈気体燃料は、装入層の表層上で燃焼するだけであり、焼結層に何ら好ましい影響を与えることはないからである。したがって、本発明では、装入層表層部の焼結原料が焼成されて焼結ケーキ層が形成された後に、希釈気体燃料を装入層に供給する必要がある。また、希釈気体燃料の供給は、装入層の上層表面に焼結ケーキの層が形成されていれば、焼結が完了するまでの任意の位置で行うことができる。
希釈気体燃料の供給を装入層表層に焼結ケーキ層が形成された後に行うことが好ましい他の理由は、焼結ケーキが生成していない状態で装入層の上部に希釈気体燃料の供給を行うと、該装入層上で爆発的な燃焼を起こす危険性があること、希釈気体燃料の供給は、焼結鉱の歩留りを向上させる必要がある部分に対して行う、即ち、焼結鉱の強度を上昇させたい部分で燃焼を起こすよう供給するのが好ましいことからである。
また、点火後の装入層中に希釈気体燃料を供給し、装入層内の最高到達温度と高温域保持時間のいずれかまたは両方を制御するためには、燃焼・溶融帯の厚みが少なくとも15mm以上、好ましくは20mm以上、より好ましくは30mm以上となった状態において、希釈気体燃料の供給を行うことが好ましい。燃焼・溶融帯の厚みが15mm未満では、焼結層(焼結ケーキ)を通して吸引される空気と希釈気体燃料による冷却効果によって、気体燃料を燃焼させてもその効果が不十分となり、燃焼・溶融帯の厚みの拡大を図れない。一方、前記燃焼・溶融帯の厚みが15mm以上、好ましくは20mm以上、より好ましくは30mm以上となる段階で希釈気体燃料を供給すると、燃焼・溶融帯の厚みの拡大や高温域保持時間の延長を実現することができ、ひいては高強度の焼結鉱を得ることができるからである。なお、上記燃焼・溶融帯の厚みの確認は、透明石英製窓付き竪型管状試験鍋を用いて行うことができる。この試験鍋は、希釈気体燃料の供給位置の決定に有効な手段である。
また、希釈気体燃料の装入層への導入は、燃焼前線が表層下に下がり、燃焼・溶融帯が表層から50mm以上、好ましくは100mm以上、より好ましくは200mm以上下がった位置、すなわち、装入層の中・下層領域を対象として行うのが好ましい。つまり、希釈気体燃料は、装入層の表層に生成した焼結ケーキ領域(焼結層)を燃焼することなく通過し、燃焼前線が表層から50mm以上移動した段階で燃焼するように供給するのが好ましい。その理由は、燃焼前線が表層から50mm以上下がった位置であれば、焼結層を通して吸引される空気による冷却の悪影響が軽減され、燃焼・溶融帯の厚みの拡大を図ることができ、燃焼・溶融帯の厚みを有効に拡大することができるからである。さらに、気体燃料を上記のように吹き消え現象が起こる高速で噴出しているので、燃焼前線が表層から50mm以上下がった位置であれば、逆火を起こすおそれもない。
上記理由から、希釈気体燃料を生成する気体燃料供給装置は、焼結機の規模にもよって異なるが、例えば、気体燃料供給量が1000〜5000m3(標準)/hr、生産量が約1.5万t/日で、機長が90mの規模の焼結機では、点火炉の下流側約5m以降の位置に配置するのが好ましい。
上述したように、本発明に係る焼結機では、希釈気体燃料の供給位置(装入層への導入位置)は、パレット移動方向における点火炉下流で、焼結ケーキが生成した後のいわゆる燃焼前線が表層下に進行した位置から焼結が完了するまでの間の1ヶ所以上の任意の位置で行うことが好ましい。このことは、燃焼前線が装入層の表層下に移った段階で気体燃料の導入を開始すること、したがって、気体燃料の燃焼が装入層の内部で起こり、次第に下層へ移行することになるので、爆発のおそれがなく、安全な焼結操業が可能になることを意味している。
また、本発明における焼結鉱の製造方法では、装入層中への希釈気体燃料の導入は、生成した焼結ケーキの再加熱を促進するものであることを意味している。即ち、この希釈気体燃料の供給は、もともと高温域保持時間が短いために熱不足となり、焼結鉱の冷間強度が低くなりやすい部分に対して、固体燃料に比べて反応性の高い気体燃料を供給することによって、不足している燃焼熱を補填し、燃焼・溶融帯の再生−拡大を図るという役割を担うものだからである。
さらに、本発明における焼結鉱の製造方法では、装入層上部からの希釈気体燃料の供給は、装入層内に導入された希釈気体燃料を未燃焼のまま燃焼・溶融帯にまで到達させ、そこで燃焼させることによって、燃焼熱の補填を図るようにするのが好ましい。それは、希釈気体燃料の装入層中への供給(導入)は、装入層上部のみならず、厚み方向中央部の燃焼・溶融帯にまで波及させることがより効果的と考えられるからである。つまり、気体燃料の供給が、熱不足(高温域保持時間不足)になりやすい装入層の上層部で行われると、この部分に十分な燃焼熱が提供されるので、焼結ケーキの品質改善を図ることができる。さらに、希釈気体燃料の作用効果を中層部以下の帯域にまで及ぶようにすると、本来の炭材によって形成された燃焼・溶融帯の上に希釈気体燃料による燃焼・溶融帯を形成するのと等しいことになり、結果として燃焼・溶融帯の上下方向の拡幅につながり、最高到達温度を上げることなく、高温域保持時間の延長を図ることができるので、パレットの移動速度を落すことなく十分な焼結効果を得ることができる。その結果、装入層全体にわたって品質が改善(冷間強度の向上)されるので、成品焼結鉱の歩留り向上と生産性の向上を図ることができる。
また、本発明は、前記希釈気体燃料の供給位置を、気体燃料供給の作用・効果を装入層中のどこに及ぼすかという観点から決定している。また、気体燃料の供給によって、装入層内における最高到達温度や高温域保持時間を、熱量一定基準の下で固体燃料の量に応じて制御している。従って、本発明において、希釈気体燃料を装入層中へ導入(供給)するに当っては、その供給位置を調整するだけでなく、燃焼・溶融帯自体の形態を制御し、燃焼・溶融帯における最高到達温度および/または高温域保持時間をも制御するようにすることが好ましい。
一般に、点火後の装入層内では、燃焼(火炎)前線が、パレットの移動に伴って次第に前方(下流側)かつ下方に拡大していくため、燃焼・溶融帯の位置は、図4(a)に示すように変化する。そして、図4(b)に示すように、焼結過程で受ける焼結層上層、中層、下層の熱履歴は大きく異なり、したがって、上層〜下層間では、高温域保持時間(約1200℃以上となる時間)も大きく異なる。その結果、パレット内の焼結鉱の位置別歩留まりは、図4(c)に示すような分布を示す。即ち、表層部(上層部)の歩留は低く、中層、下層部で高い歩留となる。そこで、本発明に従って、前記気体燃料を供給すると、燃焼・溶融帯の上下方向の厚みやパレット進行方向の幅が拡大し、これが成品焼結鉱の品質向上につながる。そして、高い歩留分布となる中層部や下層部は、さらに高温域保持時間を制御(延長)できるため、歩留がより向上する。
上記のように、本発明では、気体燃料の供給(導入)位置を調整することにより、燃焼・溶融帯の形態、即ち、燃焼・溶融帯の高さ方向の厚さおよび/またはパレット移動方向の幅を制御できると共に、最高到達温度や高温域保持時間を制御することができる。そして、これらの制御を通じて、常に十分な焼成を達成し、ひいては成品焼結鉱の冷間強度を高め、品質向上を実現することができる。
また、本発明における装入層中への希釈気体燃料の供給(導入)は、成品焼結鉱全体の強度を制御するためであると言うこともできる。すなわち、本発明において、希釈気体燃料を供給するそもそもの目的は、焼結ケーキ(焼結鉱)の冷間強度を向上させることにあり、具体的には、気体燃料の供給位置制御や、焼結原料が燃焼・溶融帯に滞在する時間である高温域保持時間の制御、最高到達温度の制御を通じて、焼結鉱の冷間強度(シャッターインデックスSI)を75〜85%程度、好ましくは80%以上、より好ましく90%以上にすることである。なお、実機焼結機によって製造された焼結鉱の冷間強度(SI値)は、鍋試験で得られる値よりもさらに10〜15%高い値を示すのが一般的である。
この強度レベルは、本発明によれば、前記希釈気体燃料の濃度、供給量、供給位置および供給範囲を、好ましくは焼結原料中の炭材量をも考慮した上で、即ち、投入熱量を一定にする条件下で調整することによって、安価に達成することができる。焼結鉱の冷間強度の向上は、一方で、通気抵抗の増大と生産性の低下を招くことがあるが、本発明では、そうした問題を、最高到達温度や高温域保持時間を制御することによって解消することができる。
したがって、本発明の焼結鉱の製造方法において、希釈気体燃料の装入層中への導入位置は、装入層中に生成した焼結ケーキから湿潤帯までの間の任意の帯域における焼結鉱の冷間強度をどのように制御するかという観点も考慮して決定される。そして、この観点から、本発明では、気体燃料供給装置の規模(大きさ)、数、位置(点火炉からの距離)、ガス濃度を、好ましくは焼結原料中の炭材量(固体燃料)に応じて調整することによって、燃焼・溶融帯の大きさ(上下方向の厚さおよびパレット移動方向の幅)だけでなく、高温到達温度、高温域保持時間をも制御し、もって、生成する焼結ケーキ(焼結鉱)の強度の向上を図っている。
本発明の製造方法において、装入層中に供給する気体燃料としては、先述したように、高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天然ガスあるいはメタンガス、エタンガス、プロパンガス、ブタンガス、またはこれらの混合ガスのいずれかを用いることができるが、上記気体燃料の中でも、CO含有量が50massppm以下のものを用いることが好ましい。それは、COガスは、人体に対して有害であり、装入層上に供給された気体燃料が全量装入層中に導入されないで、機外に漏洩した場合には、人災を起こす可能性があるからである。具体的には、都市ガス13Aやプロパンガスを用いることがより安全性だけでなく、コストの面からも好ましい。
さらに、本発明の製造方法では、上記気体燃料以外に、気体状態での着火温度が、焼結ベッド表層の温度より高い、アルコール類、エーテル類、石油類、その他の炭化水素系化合物類等の液体燃料を気化させたものを用いることもできる。本発明で用いることができる液体燃料とその特性について、表6に示した。斯かる液体燃料を気化させた気体燃料は、着火温度が、上述した気体燃料と比較して着火温度が高いため、焼結ベッド表層の温度より高い、装入層のより内部で燃焼するため、吹き込む位置での燃焼・溶融帯のすその温度の拡大に有効である。特に、着火温度が500℃近いものは、その効果が大きい。なお、液体燃料を気化した気体燃料を用いる場合には、気体供給配管は、気化した燃料が再液化しないよう、該液体燃料の沸点以上着火温度未満の温度に保持することが好ましい。
なお、廃油等は、引火しやすい成分や着火温度の低い成分を含むことがあるので、本発明で用いるには好ましくない。着火温度や引火点の低い成分を含む廃油等の液体燃料を予め気化させて、焼結原料ベッド上に供給した場合には、原料ベッド中の燃焼帯近傍に到達する前の原料ベッド表層の上部空間ないしは原料ベッド表層近傍で燃焼してしまうため、本発明が意図する焼結原料ベッドの燃焼帯近傍で燃焼させて高温保持時間の延長を図るという効果を得ることができないためである。
本発明の焼結機における気体燃料供給装置は、焼結機の幅方向に沿って、パレットの両サイドウォールを跨がるように配設されるのが好ましい。すなわち、上記気体燃料供給装置は、パレットの両サイドウォールを跨がるようにフードが配設され、その内部には気体燃料を供給する配管を、単数または複数本、好ましくは2〜15本、パレット進行方向に対して平行に、あるいは垂直に配列し、そのそれぞれの配管には、気体燃料を大気中に高速で供給するためのスリットや噴出穴あるいはノズルを複数取り付けたものにて構成されることが好ましい。
前記気体燃料供給装置は、点火炉の下流側でかつ燃焼・溶融帯が装入層内を進行中の過程(状態)にある、パレット進行方向のいずれかの位置に1以上配設され、その位置において、希釈気体燃料の装入層中への供給が行われるのが好ましい。即ち、この装置は、点火炉の下流側で、燃焼前線が表層下に進行した以降の任意の位置に1ないし複数配設されるものであり、目標とする成品焼結鉱の冷間強度を調整する観点から、大きさ、位置、数が決められる。
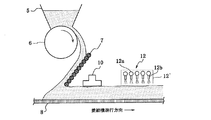
図13は、本発明に係る焼結機の一実施形態の一部を示したものであり、点火炉10のパレット移動方向下流側に当たる装入層の上辺に、高炉ガスやコークス炉ガスあるいはこれらの混合ガス(Mガス)等の気体燃料を大気中に吐出し、所望の濃度の希釈気体燃料とするための気体燃料供給装置12を1基だけ配設した例を示したものである。その気体燃料供給装置12は、装入層の上方にフード12´が設置され、そのフードの内部には、パレットの幅方向に沿って複数の気体燃料供給パイプ12aが配設されており、そのパイプには、気体燃料を高速で大気中に吐出するノズル12bを下向きにかつパレット幅方向に複数個配列させたものを、図示していないサイドウォールの上から装入層を覆うように配設したものである。この気体燃料供給装置12のフード12´内に供給された気体燃料は、フード12´内の周辺の空気と混合して希釈気体燃料となり、その後、パレット8下の図示されていないウインドボックスの吸引力を利用して、装入層表層に生成した焼結ケーキを経て、装入層の深部(下層)にまで導入される。なお、この気体燃料供給装置12は、特に、パレット両側端(図4(c)の歩留り60%の領域)の歩留り向上を図りたいときは、パレットの両サイドウォール近傍に気体燃料を多く供給できるよう、前記ノズル12aを重点的に配置することが好ましい。
この気体燃料供給装置12から供給する気体燃料としては、例えば、高炉ガス(Bガス)、コークス炉ガス(Cガス)、高炉ガスとコークス炉ガスとの混合ガス(Mガス)、都市ガス、天然ガス(LNG)またはメタン、エタン、プロパン、ブタンガス、あるいはこれらの混合ガスなどが用いられる。これらの気体燃料は、点火炉10とは別途に独立した配管系の下で供給してもよく、また、点火炉用燃料配管と同じ種類として、点火炉10へのガス供給管(図示せず)の延長上に接続するように構成してもよい。
次に、本発明の気体燃料供給装置の横風対策について説明する。
上述したように、気体燃料供給装置から装入層の上方で大気中に供給された気体燃料は、燃焼下限濃度以下に希釈されたのち、パレット下方に配設されたウインドボックスにより吸引され、通常、その全量が周囲の空気と共に装入層内に導入されるが、パレット進行方向に対して横方向からの横風を受けた場合、特に、風速が大きくなると、上記供給された気体燃料は機側方向に流されてしまう。図14は、横風が気体燃料の濃度分布に及ぼす影響を、風速2m/sと5m/sの場合について解析した結果を示したものである。この結果から、何も対策を講じていない場合、風速2m/sの横風でも、気体燃料が散逸し、装入層内に導入される気体燃料の濃度分布にも悪影響が出ていることがわかる。
そこで、横風の影響の軽減を図るため、気体燃料供給装置の両サイドに、高さ2mのついたてを設置したときの効果を解析し、その結果を風速5m/sの場合について、図15に示した。図15(a)は、2mの高さのついたてを設置したときの結果であり、5m/sの風速では、ついたて内部に渦流が形成されて気体燃料の散逸が起こり、その効果が十分に得られないことがわかる。また、図15(b)は、2mの高さのついたて上部1mを空隙率30%の材料で構成したときの結果であり、空隙を設けることにより、空気の渦の形成が抑制されて、気体燃料の散逸が低減されていることがわかる。
上記解析結果から、横風による気体燃料の散逸を防止するためには、気体燃料供給装置の両サイドに、横風防止用のついたて効果を有するものを設置することが有効であること、また、そのついたての設置による渦の形成は、ついたてに面積率で30%程度の空隙を設けることにより軽減できることが明らかとなった。
さらに、発明者らは、気体燃料供給装置の上方に、フードを設けることによる横風の影響を抑制する方法について検討した。その結果、フードの設置は、横風対策として、ついたて以上の効果があることがわかった。ただし、このフードは、上部を開口部とし、この開口部から空気を取り入れることができる構造のものとする必要がある。上記開口部は、パレット幅が5mの焼結機の場合には、約1m程度とすれば、フードによる圧力損失は、ほとんど無視することができる。また、開口部に代えて適当な透過率(空隙率)を有するものとしてもよく、この場合には、透過率を80%程度であれば、数mmH2O程度の圧損に抑えることができる。
また、上記フードは、その開口部に、邪魔板が水平方向に間隔を空けて複数かつ垂直方向に間隔を開けて複数段配列され、かつ、その邪魔板の幅は、上記水平方向の間隔の2倍以上であること、具体的には邪魔板の幅が100mm以上であり、邪魔板の水平方向および垂直方向の間隔が50mm以上、望ましくは100mm以上であることが好ましい。また、この大きさとすることによって、邪魔板表面における境界層形成による通気抵抗を小さくすることができる。
また、上記邪魔板の垂直方向の配列は、トーナメント状あるいはラビリンス状に多段に配設されていることが好ましい。このような配列構造とすることにより、吸引される空気の流速が平均化され、空気の巻き込みによる渦流の形成を抑制することができる。ただし、上記邪魔板の垂直方向の段数を多くし過ぎると開口部の圧力損失が大きくなって、空気をパレット下で吸引しているウインドボックスの負荷が増大し、吸引空気量が減少するため、焼結操業に支障を来たすことになりかねない、そこで、開口部への邪魔板設置による圧力損失は10mmH2O以下に制御することが好ましい。
さらに、上記フードの上部には、空隙を有する横風減衰用フェンスを設置することが好ましい。この場合、空隙を有する部分は、フェンスの上部だけでもよい。また、空隙部の空隙率は30〜40%の範囲が有効である。
以下、本発明のフードの横風に対する効果をシミュレートした結果について説明する。
図16は、シミュレーションに用いた焼結機における気体燃料供給部が配設されている部分の幅方向断面を模式的に示したものであり、5mの幅の焼結ベッド(装入層)の上方500mmの位置に気体燃料供給配管が、パレット進行方向に400mmの間隔をもって平行に配設されており、この配管からは、1mmφの噴出口から都市ガスを水平方向に噴出している。そして、上記気体燃料供給配管の上方には、装入層全体を覆うようにフードが設置されており、そのフードの上部には、空気を取り入れるための2m幅の開口部が設けられている。また、開口部の内部には、幅300mmの邪魔板が、水平方向に間隔100mmで配列され、さらに垂直方向に間隔200mmで4段、トーナメント状(図16上部拡大図参照)に配列されている。また、装入層の下方では、ウインドボックス(風箱)で空気を、吸引速度0.9m/sで吸引している。さらに、横風対策として、フードの両側面下端部と焼結ベッド(装入層)との間には、透過率0%のカバーを取り付け、さらに、上記フードの両側面上部には、下方は空隙率0%で上方が30%の空隙率を有するフェンスを、フードの上500mmの高さまで設けた。
上記構造を有する焼結機への風速20m/sの横風の影響を、上記のように邪魔板を設置した場合と、邪魔板がない場合についてシミュレートした。図17は、邪魔板がない場合の結果を示したものであり、フード開口部の圧力損失は3mmH2Oと小さいが、フード内には渦流が形成され、その結果、気体燃料が約6.4%散逸している。一方、図18は、邪魔板を設置した場合の結果を示したものであり、フード開口部の圧力損失は8mmH2Oと若干上昇しているものの10mmH2O以下であり、また、フード内の渦流形成も抑制され、さらに、邪魔板の最下段とその上段との間には気体燃料が微量認められるが、その上部では気体燃料は存在せず、その結果、気体燃料の散逸率も0.1%未満に低減されていることがわかった。
なお、本発明の焼結機におけるフード内の構造は、上述した例に限定されるものではなく、例えば、上記説明のように、開口部に複数段の邪魔板を設けて、その下方に気体燃料供給配管を設けた上で、さらにその下方に、上記邪魔板と同じ構造の邪魔板を設けることにより、空気の流れのより均一化を図ると同時に、気体燃料の希釈の促進を図るようにしてもよい。ただし、この場合は、圧力損失が10mmH2Oを超えないように配慮する必要がある。さらに、フード内には、邪魔板とは別に、渦流の形成を抑制するために整流板を設けてもよい。なお、小さな渦流であれば、その存在によりガス混合の均一化が促進されるので、その場合は、整流板は不要である。
また、本発明の焼結機は、上記フードのパレット進行方向の両側面とパレットサイドウォールとの間および/または上記フードのパレット進行方向の前後面と装入層との間にシール構造物を設けたものであることが好ましい。フード下端と、焼結ベッド表面(焼結層表面)との間には必然的に間隙が生じるが、この間隙部分のシールが十分でないと、例えば透過率が30〜50%あると、横風の影響を受けて、この部分からフード内に空気を巻き込み、気体燃料の濃度分布の偏りを増大させる。したがって、フード下端からの空気の侵入を防止することは重要であり、フード下端と焼結ベッド(装入層)表面の間、あるいは、フード下端とパレットサイドウォールの間に、図19に示したような、チェーンカーテンやワイプレシール、シールブラシ、密着シール等のシール構造物を設置するのが好ましく、より好ましくは、上記シール構造物は空隙率が0%であるものが好ましい。また、シール構造物に代えて、図20に示したようなエアカーテンを設置してもよい。なお、上記シール構造物は、耐熱性がありかつ可撓性ないしは変形の自由度が大きい、焼結層の表面を損傷しないものであることが好ましい。