JP2010073583A - 電線のスプライス部形成方法および電線のスプライス部 - Google Patents
電線のスプライス部形成方法および電線のスプライス部 Download PDFInfo
- Publication number
- JP2010073583A JP2010073583A JP2008241570A JP2008241570A JP2010073583A JP 2010073583 A JP2010073583 A JP 2010073583A JP 2008241570 A JP2008241570 A JP 2008241570A JP 2008241570 A JP2008241570 A JP 2008241570A JP 2010073583 A JP2010073583 A JP 2010073583A
- Authority
- JP
- Japan
- Prior art keywords
- splice
- insulating resin
- wire
- resin plate
- splice portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Insulated Conductors (AREA)
Abstract
【解決手段】ジョイントバスバーのジョイント部から間隔をあけて突設した複数の接続端子部に、複数の電線端末に接続した端子をそれぞれ嵌合接続してスプライス部を設け、前記スプライス部に軟化させた絶縁樹脂板を被せ、前記絶縁樹脂板を真空成形方法または加圧成形方法で前記スプライス部の外面を覆っている。
【選択図】図1
Description
前記ジョイントコネクタ1は、樹脂成形品からなるハウジング2内にジョイントバスバー3を収容したものである。前記ジョイントバスバー3のジョイント部3aから間隔をあけて突設した複数の接続端子部3bをハウジング2のキャビティ2a内に突出させ、キャビティ2a内に挿入した複数の電線w端末の端子4を前記接続端子部3bにそれぞれ嵌合接続することによりスプライス部を形成している。
ジョイントコネクタ1を、車両に配索するワイヤハーネスW/Hの幹線W/H−1から分岐させる複数の電線w同士の接続に用いる場合、図7のようにジョイントコネクタ1をワイヤハーネスW/Hの幹線W/H−1の外周面に配置してテープ巻き等で固定すると、ジョイントコネクタ1が幹線W/H−1の外周面から突出し、ワイヤハーネスW/Hが部分的に肥大化して大きな配索スペースが必要となると共に、ワイヤハーネスW/H全体の重量も増大するという問題がある。
前記スプライス部に軟化させた絶縁樹脂板を被せ、
前記絶縁樹脂板を真空成形方法または加圧成形方法で前記スプライス部の外面を覆っていることを特徴とする電線のスプライス部形成方法を提供している。
前記各中間芯線露出部に前記複数の電線の端末芯線露出部をそれぞれ中間圧着端子で加締接続してスプライス部を設け、
前記スプライス部に軟化させた絶縁樹脂板を被せ、
前記絶縁樹脂板を真空成形方法または加圧成形方法で前記スプライス部の外面を覆っていることを特徴とする電線のスプライス部形成方法を提供している。
即ち、スプライス部は、1本の電線に設けた複数の中間芯線露出部に、他の複数の電線の端末芯線露出部をそれぞれ中間圧着端子で加締接続するだけのシンプルな構造であるため、絶縁樹脂板で覆われたスプライス部は第1の発明のスプライス部よりさらに薄型、軽量となる。よって、該スプライス部を幹線の外周面に固定したワイヤハーネスの小径化、軽量化も一層容易に実現できる。
前記絶縁樹脂板でスプライス部の外面を被覆する真空成形方法としては、例えば、断面凹形状で底板部に空気を吸引する吸引管を連結した真空成形機の内部にスプライス部を載置して真空成形を行うことが好ましい。具体的には、前記真空成形機の底板部に、スプライス部を載置する載置台を突設し、載置台の載置面および側面に前記吸引管と繋がる吸気孔を設けていることが好ましい。前記載置台にスプライス部を載置した後、絶縁樹脂板を所定温度に加熱、軟化させた状態で載置したスプライス部の上面側に前記絶縁樹脂板をセットし、前記吸引管および載置台の吸気孔より真空吸引することで、載置したスプライス部の外面全体を絶縁樹脂板で覆うことが可能となる。該絶縁樹脂板としては、厚さ0.2〜3mm程度の絶縁樹脂シートやラミネート用シートが好適に用いられる。
このように、スプライス部の上下に絶縁樹脂シートを配置し、上下金型に挟んで加圧加熱すると、前記絶縁樹脂シートはスプライス部をラミネートする状態になると共に、互いに接着する。
該ワイヤハーネスの幹線から分岐する複数の電線で前記スプライス部が形成されており、該スプライス部を前記幹線の外周面にテープ巻きして搭載していることを特徴とするワイヤハーネスを提供している。
図1乃至図4に第1実施形態を示す。
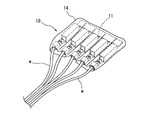
図1は、車両に配索されるワイヤハーネスW/Hの幹線W/H−1から分岐する複数の電線w同士を接続する本実施形態のスプライス部10を示しており、図2(A)に示す樹脂板被覆前のスプライス部11の外面に、真空成形方法で絶縁樹脂板14を被覆することにより、本発明のスプライス部10を形成している。
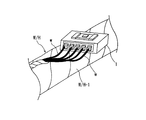
真空成形機20は断面凹形状を有し、底板部20aに空気を吸引する吸引管20bを連結している。また、底板部20aには、スプライス部11を載置する載置台21を突設し、載置台21の載置面21aおよび側面21bには前記吸引管20bに繋がる複数の吸気孔21cを設けている。
載置台21に載置されたスプライス部11の上面側に、加熱、軟化させた絶縁樹脂板14をセットする[図3(A)]。絶縁樹脂板14として、本実施形態では、厚さ1.5mmのポリプロピレン製の樹脂板14を用い、加熱温度は130℃程度としている。
続いて、吸引管20bおよび載置台21の吸気孔21cから空気を吸引して真空状態にし、絶縁樹脂板14をスプライス部11の外面および載置台21の側面21bに密着させる[図3(B)]。
冷却後、絶縁樹脂板14で被覆されたスプライス部10を載置台21から取り外し、下面側の絶縁樹脂板14の浮きを抑えて形状を整えることにより、図1に示す本発明のスプライス部10を得ることができる。
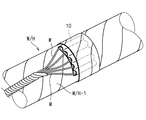
前記スプライス部10を、図4に示すように、ワイヤハーネスW/Hの幹線W/H−1の外周面にテープ巻きすることによりスプライス部10のワイヤハーネスW/Hへの搭載が完了する。
第2実施形態では、幹線から分岐された複数の電線wのうち、1本の電線w1の端末側に長さ方向に間隔をあけて中間芯線露出部w1aを設け、他の複数の電線w2の端末芯線露出部w2aを前記各中間芯線露出部w1aに中間圧着端子30で加締接続して、図5(A)に示す樹脂板被覆前のスプライス部11を形成している点以外は第1実施形態と同様としている。
11 樹脂板被覆前のスプライス部
12 ジョイントバスバー
12a ジョイント部
12b 接続端子部
13 端子
14 絶縁樹脂板
20 真空成形機
20a 底板部
20b 吸引管
21 載置台
21a 載置面
21b 側面
21c 吸気孔
30 中間圧着端子
w、w1、w2 電線
w1a 中間芯線露出部
w2a 端末芯線露出部
Claims (4)
- ジョイントバスバーのジョイント部から間隔をあけて突設した複数の接続端子部に、複数の電線端末に接続した端子をそれぞれ嵌合接続してスプライス部を設け、
前記スプライス部に軟化させた絶縁樹脂板を被せ、
前記絶縁樹脂板を真空成形方法または加圧成形方法で前記スプライス部の外面を覆っていることを特徴とする電線のスプライス部形成方法。 - 1本の電線の端末側に長さ方向に間隔をあけて絶縁被覆を剥離して芯線を露出させた中間芯線露出部を複数設ける一方、他の複数の電線端末の絶縁被覆を剥離して芯線を露出させた端末芯線露出部を設け、
前記各中間芯線露出部に前記複数の電線の端末芯線露出部をそれぞれ中間圧着端子で加締接続してスプライス部を設け、
前記スプライス部に軟化させた絶縁樹脂板を被せ、
前記絶縁樹脂板を真空成形方法または加圧成形方法で前記スプライス部の外面を覆っていることを特徴とする電線のスプライス部形成方法。 - 請求項1または請求項2に記載の形成方法で形成されている電線のスプライス部。
- 車両に配索されるワイヤハーネスであって、
該ワイヤハーネスの幹線から分岐する複数の電線で請求項3に記載のスプライス部が形成されており、該スプライス部を前記幹線の外周面にテープ巻きして搭載していることを特徴とするワイヤハーネス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008241570A JP5181967B2 (ja) | 2008-09-19 | 2008-09-19 | ワイヤハーネス |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008241570A JP5181967B2 (ja) | 2008-09-19 | 2008-09-19 | ワイヤハーネス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010073583A true JP2010073583A (ja) | 2010-04-02 |
| JP5181967B2 JP5181967B2 (ja) | 2013-04-10 |
Family
ID=42205163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008241570A Expired - Fee Related JP5181967B2 (ja) | 2008-09-19 | 2008-09-19 | ワイヤハーネス |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5181967B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021113741A (ja) * | 2020-01-20 | 2021-08-05 | 住友電装株式会社 | ワイヤハーネス |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09102332A (ja) * | 1995-07-31 | 1997-04-15 | Yazaki Corp | フラット回路体のジョイント部及びその製造方法 |
| JPH09137881A (ja) * | 1995-11-15 | 1997-05-27 | Sumitomo Wiring Syst Ltd | スプライス部用絶縁キャップを備えたクランプ |
| JPH1126036A (ja) * | 1997-07-01 | 1999-01-29 | Sumitomo Wiring Syst Ltd | ワイヤハーネスの電線端末接合部の保護構造 |
| JP2005166506A (ja) * | 2003-12-03 | 2005-06-23 | Sumitomo Wiring Syst Ltd | 端末集中スプライス部の保護材 |
-
2008
- 2008-09-19 JP JP2008241570A patent/JP5181967B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09102332A (ja) * | 1995-07-31 | 1997-04-15 | Yazaki Corp | フラット回路体のジョイント部及びその製造方法 |
| JPH09137881A (ja) * | 1995-11-15 | 1997-05-27 | Sumitomo Wiring Syst Ltd | スプライス部用絶縁キャップを備えたクランプ |
| JPH1126036A (ja) * | 1997-07-01 | 1999-01-29 | Sumitomo Wiring Syst Ltd | ワイヤハーネスの電線端末接合部の保護構造 |
| JP2005166506A (ja) * | 2003-12-03 | 2005-06-23 | Sumitomo Wiring Syst Ltd | 端末集中スプライス部の保護材 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021113741A (ja) * | 2020-01-20 | 2021-08-05 | 住友電装株式会社 | ワイヤハーネス |
| JP7371505B2 (ja) | 2020-01-20 | 2023-10-31 | 住友電装株式会社 | ワイヤハーネス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5181967B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5672158B2 (ja) | コネクタの製造方法 | |
| JP5792011B2 (ja) | フラットケーブル防水コネクタ構造、及びその接続方法 | |
| JP2545518Y2 (ja) | フラットケーブルの接続部 | |
| US20160134049A1 (en) | Waterproof connector | |
| JP2012164451A (ja) | ワイヤハーネスに設けられるシールド体の製造方法 | |
| JP5181967B2 (ja) | ワイヤハーネス | |
| WO2018012236A1 (ja) | コネクタ及びこれを備えた電気接続アセンブリ | |
| WO2015056561A1 (ja) | ワイヤーハーネス及び保護部材 | |
| JP5954165B2 (ja) | ワイヤハーネス | |
| JP7688058B2 (ja) | 端子金具および端子付き電線 | |
| JP5732901B2 (ja) | ワイヤハーネスにおける短絡回路の形成方法 | |
| JP2008270108A (ja) | 同軸フラットケーブルおよびその製造方法 | |
| JP5110003B2 (ja) | 同軸フラットケーブルの製造方法 | |
| JP7817230B2 (ja) | ワイヤハーネス組付体 | |
| JP2002158061A (ja) | ワイヤーハーネスの保護構造 | |
| JP3745446B2 (ja) | フラット回路体の製造方法及び真空成形型 | |
| JP2001319714A (ja) | 平型電線の端末処理方法 | |
| JPH10261444A (ja) | 電線分岐部の被覆層形成方法及び被覆構造 | |
| JP2005078811A (ja) | フレキシブルフラットケーブルの電極部構造、フレキシブルフラットケーブル及びフレキシブルフラットケーブルの製造方法 | |
| JP2001006773A (ja) | フラットケーブルとバスバーとの接続構造及び接続方法 | |
| JPH10188682A (ja) | ワイヤーハーネス及びその製造方法 | |
| JP2025098743A (ja) | ワイヤハーネス組付体 | |
| JPH06181009A (ja) | ケーブルコア及び多芯ケーブル | |
| JP2003197042A (ja) | シールドワイヤーハーネス構造及びシールドワイヤーハーネスの製造方法 | |
| JP2025098682A (ja) | ワイヤハーネス組付体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121231 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |