JP2010069764A - シーラントフィルム及び自立型包装容器 - Google Patents
シーラントフィルム及び自立型包装容器 Download PDFInfo
- Publication number
- JP2010069764A JP2010069764A JP2008240774A JP2008240774A JP2010069764A JP 2010069764 A JP2010069764 A JP 2010069764A JP 2008240774 A JP2008240774 A JP 2008240774A JP 2008240774 A JP2008240774 A JP 2008240774A JP 2010069764 A JP2010069764 A JP 2010069764A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- ethylene
- polymerized
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Bag Frames (AREA)
Abstract
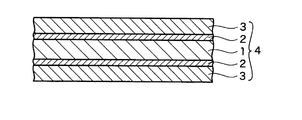
【解決手段】シーラントフィルム4は、中芯層1とその両側面に層間接着層2を介してシーラント層3からなる。中芯層1は、メタロセン触媒を用いて重合されたポリプロピレン、又はランダムコポリマーポリプロピレン等のポリプロピレン系樹脂からなり、層間接着層2は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体からなり、シーラント層3は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体、又は低密度ポリエチレンの1種又は2種以上からなるポリエチレン系樹脂層からなる。
【選択図】図1
Description
しかし、ポリエチレンシーラントフィルムは、柔軟性やヒートシール性が優れている反面、腰の強さ・剛性が低く、又、強度的にも非常に弱いという難点を持っていた。このことが包装材料の減量化及び環境対応を阻害し、特に腰の強さを必要とする自立型包装容器に使用するシーラントフィルムの厚肉化(130μm〜170μm厚)を避けられない状況及び問題を作ってきた。
この問題を解消するために、ポリエチレンシーラントフィルムに代えてポリプロピレンシーラントフィルムを用い、自立型包装容器(スタンドパウチ)の表側面のみをポリプロピレンシーラントフィルムの厚さを厚くして高剛性化し、それによって、コストの増大を抑え、又、内容物を絞り出すための適度な柔軟性を保持しつつ、自立性を持たせた自立型包装容器が提案されている(特許文献1参照)。しかし、この自立型包装容器には、その表裏の側面のポリプロピレンシーラントフィルムの厚さが異なることによる強度的デメリット及びポリプレンシーラントフィルムの採用によるシール熱量の上昇等の種々の問題がある。
また、スタンドパウチのシーラントフィルムとして密度0.920の直鎖低密度ポリエチレン16μm/直鎖低密度ポリエチレンよりも高密度の密度0.928のポリエチレン32μm/直鎖低密度ポリエチレンよりも高密度の密度0.928のポリエチレン32μmの三層のポリエチレン系共押出しシーラントフィルムを用いることが提案されている(特許文献2参照)。しかし、このポリエチレン系共押出しシーラントフィルムは高い腰の強さ・剛性及び強度を兼ね備えたものではなく、このポリエチレン系シーラントフィルムを用いて構成した自立型包装容器は、十分な腰の強度・剛性を備えた自立型包装容器とはいえないものである。
又、シーラント層の引き裂き強度は、本発明のシーラントフィルムを用いて作製した自立型包装容器の開封性を左右するので、自立型包装容器を構成するシーラント層のヒートシール強度及び耐衝撃性と共に引き裂き強度も考慮しなければならない。開封容易な適度の引き裂き強度を得るために、シーラント層は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体、又はメタロセン触媒以外の触媒、例えばマルチサイト触媒を用いて重合されたポリエチレンの複合体を用いることが望ましい。
シーラント層3は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体又は低密度ポリエチレンの1種又は2種以上からなるポリエチレン系樹脂層からなる。
前記ゴム成分としては、エチレン−プロピレン系ゴム、エチレン−ブテン系ゴム、エチレン−プロピレン−ブテン3元系ゴム、プロピレン−ブテン系ゴムを用いることができる。
メタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂のクロス分別法による0℃以上50℃以下の温度における樹脂溶出量が、全ての前記エチレン−αオレフィン系樹脂の量の15重量%以下であり、50℃超70℃以下の温度における樹脂溶出量が全ての前記エチレン−αオレフィン系樹脂の量の15〜45重量%であり、70℃超95℃以下の温度における樹脂容量が全ての前記エチレン−αオレフィン系樹脂の量の40〜70重量%であり、95℃超140℃以下の温度における樹脂溶出量が全てのメタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂の量の0.1〜10重量%であることが好ましい。特に50℃超70℃における樹脂溶出量が45重量%を超えると樹脂が非常に柔軟になり、共押出し加工の加工適性に欠ける。又、50℃超70℃における樹脂溶出量が45重量%以下であっても95℃超140℃以下の温度における樹脂溶出量が全てのメタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂の量の0.1〜10重量%を超えるときも樹脂が非常に柔軟になり、共押出し加工の加工適性に欠ける。
ポリオレフィン系樹脂を140℃の1,2−ジクロロベンゼンに溶解し、一定温度で冷却し、予め用意した不活性担体表面に薄いポリマー層を、結晶性の高い順番及び分子量の大きい順に生成する。次にこの生成したポリマー層を連続して又は段階的に昇温し、順次溶出した成分の濃度を検出し、その結晶性分布を測定する(温度上昇溶離分別)。同時に前記溶出した成分に対して、GPC(ゲルパーミエーションクロマトグラフィー)の測定を行い、分子量及び分子量測定を行う。尚、クロス分別法による樹脂溶出量の測定装置として、温度上昇溶離分別部分と高温GPC(SEC=セクトイクスクルージョンクロマトグラフ)部分をシステムとして備えるクロス分別クロマトグラフィー[CFC−T150B型:三菱化学(株)を用いた。
開封容易な適度の引き裂き強度を得るために、シーラント層3は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体、又はメタロセン触媒以外の触媒、例えばマルチサイト触媒を用いて重合されたポリエチレンの複合体を用いることが望ましい。
上記ラミネート接着剤の組成は、水性型、溶液型、エマルジョン型、分散型等の何れの組成物形態でもよい。更に接着機構は化学反応型、溶剤揮発型、熱溶融型、熱圧型等の何れの形態でもよい。
上記のラミネート用接着剤は、例えば、ロールコート法、グラビアロールコート法、キスコート法等のコート法、或いは印刷法によって施すことができる。コーティング量は、0.1〜10g/m2位が望ましい。
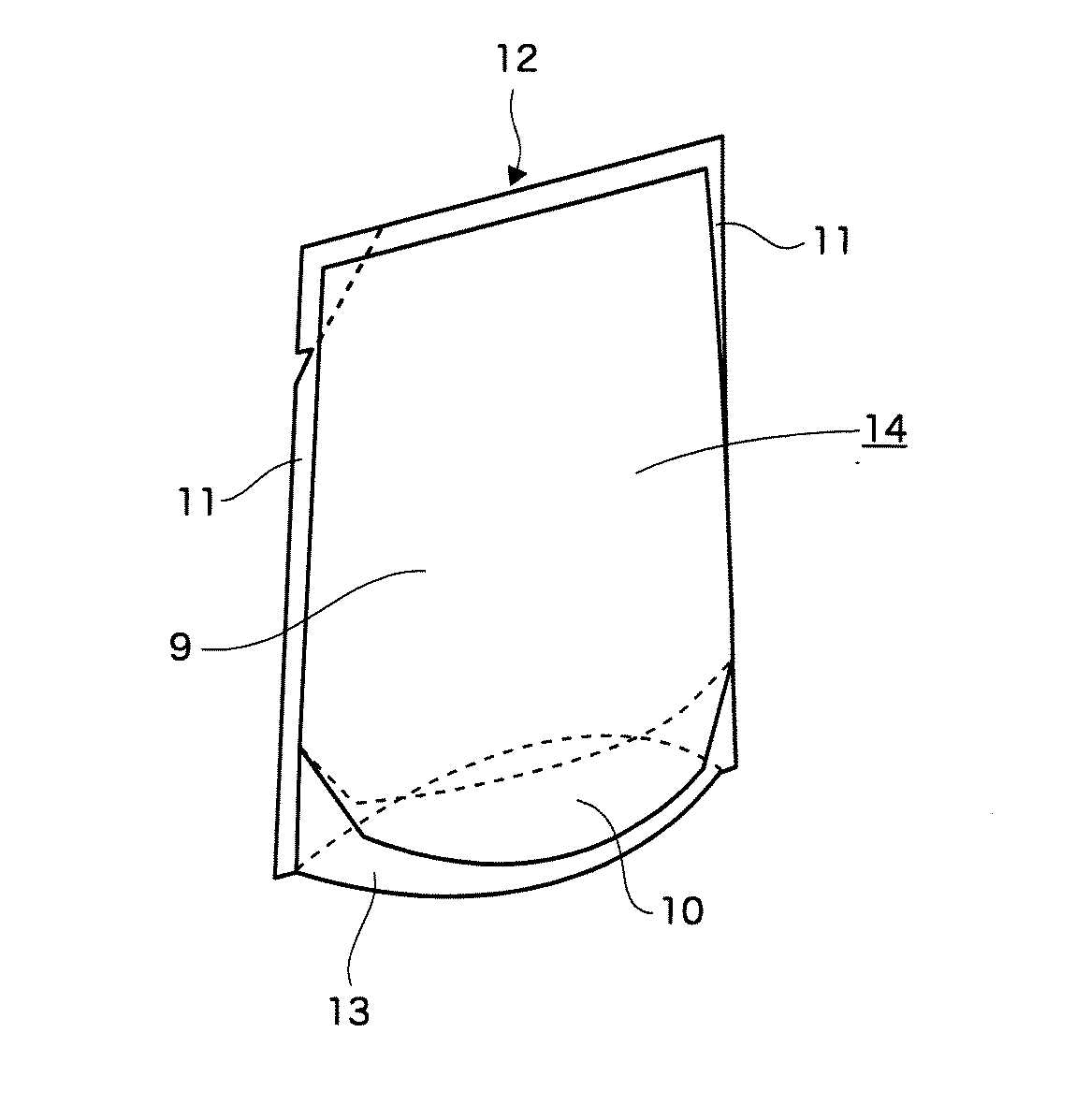
図3において、このスタンドパウチ14は、従来のスタンドパウチと同様に、表裏2枚の側板9とその間に挟まれた二つ折りの底板10とからなる。側板9は本発明のシーラントフィルム4に基材フィルム6をラミネートした包装材料8からなり、底板10は包装材料8にシール可能なようにシーラント層を設けたポリエチレン、ポリエステル、ポリアミド等の材料或いは包装材料8からなる。側板9の側縁11及び上縁12はシールされ、側板9の底縁13がシールされている。
本発明のシーラントフィルム4に基材フィルム6をラミネートした包装材料8を用いて、高い腰の強さ・剛性を有し、高い耐衝撃強度及びシール強度を有するスタンドパウチを提供することができる。
更にシーラントフィルム4に基材フィルム6をラミネートした包装材料8を用いて、背貼りガセット型、スパウト付パウチ型の自立型包装容器を提供することができる。
(イ)第一層を構成する樹脂組成物
メタロセン触媒を使用して重合したエチレン−ブテン共重合体(密度=0.920g/cm3、MFR=2.0g/10分)100重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
(ロ)第二層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ハ)第三層を構成する樹脂組成物
メタロセン触媒を用いて重合したランダム系ポリプロピレン(日本ポリプロ(株)製、商品名:WINTEC、密度=0.900g/cm3、MFR=7.0g/10分)100重量からなる樹脂組成物を調製した。
(ニ)第四層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ホ)第五層を構成する樹脂組成物
メタロセン触媒を使用して重合したエチレン−ブテン共重合体(密度=0.920g/cm3、MFR=2.0g/10分)100重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
得られた積層フィルムの第一層側へ2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、ポリエステルフィルム(東洋紡(株)製二軸延伸PETフィルム[東洋紡エステルE5100]12μm)と貼り合せて包装材料を作製した。
(イ)第一層を構成する樹脂組成物
マルチサイト触媒を使用して重合したエチレン−ブテン共重合体(密度=0.924g/cm3、MFR=0.9g/10分)40重量部、マルチサイト触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.919g/cm3、MFR=2.0g/10分)40重量部、高圧法低密度ポリエチレン(密度=0.924g/cm3、MFR=3.5g/10分)20重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
(ロ)第二層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ハ)第三層を構成する樹脂組成物
メタロセン触媒を用いて重合したランダム系ポリプロピレン(日本ポリプロ(株)製、商品名:WINTEC、密度=0.900g/cm3、MFR=7.0g/10分、融点=125℃)100重量からなる樹脂組成物を調製した。
(ニ)第四層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ホ)第五層を構成する樹脂組成物
マルチサイト触媒を使用して重合したエチレン−ブテン共重合体(密度=0.924g/cm3、MFR=0.9g/10分)40重量部、マルチサイト触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.919g/cm3、MFR=2.0g/10分)40重量部、高圧法低密度ポリエチレン(密度=0.924g/cm3、MFR=3.5g/10分)20重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
得られた積層フィルムの第一層側へ2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、ポリエステルフィルム(東洋紡(株)製二軸延伸PETフィルム[東洋紡エステルE5100]12μm)と貼り合せて包装材料を作製した。
(イ)第一層を構成する樹脂組成物
マルチサイト触媒を使用して重合したエチレン−ブテン共重合体(密度=0.924g/cm3、MFR=0.9g/10分)40重量部、マルチサイト触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.919g/cm3、MFR=2.0g/10分)40重量部、メタロセン触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.913g/cm3、MFR=2.0g/10分)20重量部及びエルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
(ロ)第二層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ハ)第三層を構成する樹脂組成物
メタロセン触媒を用いて重合したランダム系ポリプロピレン(日本ポリプロ(株)製、商品名:WINTEC、密度=0.900g/cm3、MFR=7.0g/10分、融点=125℃)100重量からなる樹脂組成物を調製した。
(ニ)第四層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、9.6重量%、50℃超70℃以下において、40.8重量%、70超95℃以下において、46.6重量%、95℃超140℃以下において、3.0重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2020、密度=0.916g/cm3、MFR=2.2g/10分、重量平均分子量=1.13×105)100重量部からなる樹脂組成物を調製した。
(ホ)第五層を構成する樹脂組成物
マルチサイト触媒を使用して重合したエチレン−ブテン共重合体(密度=0.924g/cm3、MFR=0.9g/10分)40重量部、マルチサイト触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.919g/cm3、MFR=2.0g/10分)40重量部、メタロセン触媒を使用して重合したエチレン−ヘキセン共重合体(密度=0.913g/cm3、MFR=2.0g/10分)20重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
得られた積層フィルムの第一層側へ2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、ポリエステルフィルム(東洋紡(株)製二軸延伸PETフィルム[東洋紡エステルE5100]12μm)と貼り合せて包装材料を作製した。
(イ)第一層を構成する樹脂組成物
メタロセン触媒を使用して重合したエチレン−ブテン共重合体(密度=0.920g/cm3、MFR=2.0g/10分)100重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
(ロ)第二層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、12.6重量%、50℃超70℃以下において、21.4重量%、70超95℃以下において、56.1重量%、95℃超140℃以下において、9.9重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2520、密度=0.925g/cm3、MFR=1.9g/10分、重量平均分子量=1.98×105)100重量部からなる樹脂組成物を調製した。
(ハ)第三層を構成する樹脂組成物
メタロセン触媒を用いて重合したランダム系ポリプロピレン(日本ポリプロ(株)製、商品名:WINTEC、密度=0.900g/cm3、MFR=7.0g/10分、融点125℃)100重量からなる樹脂組成物を調製した。
(ニ)第四層を構成する樹脂組成物
クロス分別法による樹脂溶出量が0℃以上10℃以下において、0重量%、10℃超50℃以下において、12.6重量%、50℃超70℃以下において、21.4重量%、70超95℃以下において、56.1重量%、95℃超140℃以下において、9.9重量%であるメタロセン触媒を使用して重合したエチレン−ヘキセン共重合体((株)プライムポリマー製、商品名:エボリュウーSP2520、密度=0.925g/cm3、MFR=1.9g/10分、重量平均分子量=1.98×105)100重量部からなる樹脂組成物を調製した。
(ホ)第五層を構成する樹脂組成物
メタロセン触媒を使用して重合したエチレン−ブテン共重合体(密度=0.920g/cm3、MFR=2.0g/10分)100重量部、エルカ酸アミド0.04重量部(約400ppm)からなる樹脂組成物を調製した。
得られた積層フィルムの第一層側へ2液硬化型ウレタン接着剤(主剤:ポリエステルポリオール、硬化剤:脂肪族イソシアネート)を塗布し、ポリエステルフィルム(東洋紡(株)製二軸延伸PETフィルム[東洋紡エステルE5100]12μm)と貼り合せて包装材料を作製した。
実施例1,2,3,4のスタンドパウチ、背貼りガセット及びスパウト付パウチについて下記の試験を行なった。
(1)スタンドパウチ落下試験
包装材料8を120mm×230mmの大きさに2枚切り出し、側板9を形成し、且つ包装材料8を120mm×70mmの大きさに切り出し、底板10を形成した。底板10を2枚の側板9の間に挟み、インパルスシーラーを用いて、向かい合う側板9の側縁の間及び側縁9とそれに対向する底板9の間及び側縁9に対応する底板9の内側の側縁領域をシールし、且つ側板9の底縁13とそれに対向する底板9の領域の間をシールしてスタンドパウチ14を作製した。その後、スタンドパウチ14内に350mlの水を入れて側板9の開封部(上縁12)をシールして水入りのスタンドパウチを作製した。作製した水入りスタンドパウチを1.2mの高さから落下させて衝撃テストを行った。
テストの結果、実施例1乃至4のスタンディングパウチは、破袋することなくシール強度に問題はなく実用性を有することが分かった。
(2)背貼りガセット落下試験
250mm×250mmの包装材料8を1枚切り出し、インパルスシーラーを用いて背貼りガセット袋を作成した。その後、背貼りガセット袋内に350mlの水を入れて開封部をシールして水入りの背貼りガセット袋を作成した。作製した水入り背貼りガセット袋を1.2mの高さから落下させて衝撃テストを行った。
テストの結果、実施例1乃至4の背貼りガセット袋は、破袋することなくシール強度は問題なく実用性を有することが分かった。
(3)スパウト付パウチ落下試験
100mm×150mmの包装材料8を2枚切り出し、側板を形成し、且つ包装材料8を100mm×50mmの大きさに切り出し、底板を作製した。底板を2枚の側板の間に挟み、インパルスシーラーを用いて、向かい合う側板の側縁の間及び側縁とそれに対向する底板の間及び側縁に対応する底板の内側の側縁領域をシールし、且つ側板の底縁とそれに対向する底板の領域の間をシールした。その後、150mlの水を入れ、開封部を、スパウトを挟んだ状態で、シールして、水入りのスパウト付パウチを作製した。作製した水入りスパウト付パウチを1.2mmの高さから落下させて落下衝撃テストを行った。
テストの結果、実施例1乃至4のスパウト付パウチは、破袋することなくシール強度は問題なく実用性を有することが分かった。
2 層間接着層
3 シーラント層
4 シーラントフィルム
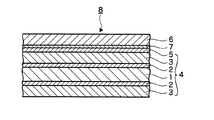
5 ラミネート接着剤層
6 基材フィルム
7 印刷模様層
8 包装材料
9 側板
10 底板
11 側縁
12 上縁
13 底縁
14 スタンドパウチ
Claims (8)
- 中芯層とその両側面に層間接着層を介してシーラント層が積層されたシーラントフィルムにおいて、中芯層は、メタロセン触媒を用いて重合されたポリプロピレン、又はランダムコポリマーポリプロピレン等のポリプロピレン系樹脂からなり、層間接着層は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体からなり、シーラント層は、メタロセン触媒を用いて重合されたエチレン−αオレフィン共重合体、又は低密度ポリエチレンの1種又は2種以上からなるポリエチレン系樹脂層からなることを特徴とするシーラントフィルム。
- メタロセン触媒を用いて重合されたポリプロピレン系樹脂が、メルトフローレイト1〜10g/10分、融点120℃〜140℃を有することを特徴とする請求項1に記載のシーラントフィルム。
- メタロセン触媒を用いて重合されたポリプロピレン、又はランダムコポリマーポリプロピレン等のポリプロピレン系樹脂に、ゴム成分を5〜30%添加することを特徴とする請求項2に記載のシーラントフィルム。
- メタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂が、メルトフローレイト1〜10g/10分、密度0.905〜0.940g/cm3を有し、更に重量平均分子量50,000〜10,000,000を有することを特徴とする請求項1乃至3の何れか一項に記載のシーラントフィルム。
- メタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂のクロス分別法による0℃以上50℃以下の温度における樹脂溶出量が、全ての前記エチレン−αオレフィン系樹脂の量の15重量%以下であり、50℃を超え70℃以下の温度における樹脂溶出量が全ての前記エチレン−αオレフィン系樹脂の量の15〜45重量%であり、70℃を超え95℃以下の温度における樹脂容量が全ての前記エチレン−αオレフィン系樹脂の量の40〜70重量%であり、95℃を超え140℃以下の温度における樹脂溶出量が全てのメタロセン触媒を用いて重合されたエチレン−αオレフィン系樹脂の量の0.1〜10重量%であることを特徴とする請求項4に記載のシーラントフィルム。
- シーラント層のみに滑剤を50〜800ppm添加したことを特徴とする請求項1乃至5の何れか一項に記載のシーラントフィルム。
- 全体の厚さが30μm〜150μmであることを特徴とする請求項1乃至6の何れか一項に記載のシーラントフィルム。
- 請求項1乃至7の何れか一項に記載のシーラントフィルムとこのシーラントフィルムにラミネートした基材フィルムとからなる包装材料を用いてなる自立型包装容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240774A JP5187096B2 (ja) | 2008-09-19 | 2008-09-19 | シーラントフィルム及び自立型包装容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240774A JP5187096B2 (ja) | 2008-09-19 | 2008-09-19 | シーラントフィルム及び自立型包装容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010069764A true JP2010069764A (ja) | 2010-04-02 |
| JP5187096B2 JP5187096B2 (ja) | 2013-04-24 |
Family
ID=42201998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008240774A Expired - Fee Related JP5187096B2 (ja) | 2008-09-19 | 2008-09-19 | シーラントフィルム及び自立型包装容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5187096B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102225644A (zh) * | 2011-04-02 | 2011-10-26 | 黄山永新股份有限公司 | 热封膜及其制备方法 |
| JP2012111538A (ja) * | 2010-11-26 | 2012-06-14 | Dainippon Printing Co Ltd | 低吸着性スタンディングパウチ |
| JP2014162538A (ja) * | 2013-02-27 | 2014-09-08 | Toppan Printing Co Ltd | 自立性包装袋およびその製造方法 |
| CN117157353A (zh) * | 2021-04-20 | 2023-12-01 | 日本三尼帕克株式会社 | 聚乙烯系树脂组合物和聚乙烯系树脂包装材料 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001162737A (ja) * | 1999-12-07 | 2001-06-19 | Ube Ind Ltd | 包装用多層フィルム |
| JP2006142803A (ja) * | 2004-10-21 | 2006-06-08 | Japan Polypropylene Corp | 積層フィルム |
| JP2008080509A (ja) * | 2006-09-26 | 2008-04-10 | Dainippon Printing Co Ltd | シーラントフィルム、このシーラントフィルムを用いた包装材料および包装容器 |
| JP2008114436A (ja) * | 2006-11-02 | 2008-05-22 | Dainippon Printing Co Ltd | 包装容器の蓋材用多層積層フィルム |
-
2008
- 2008-09-19 JP JP2008240774A patent/JP5187096B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001162737A (ja) * | 1999-12-07 | 2001-06-19 | Ube Ind Ltd | 包装用多層フィルム |
| JP2006142803A (ja) * | 2004-10-21 | 2006-06-08 | Japan Polypropylene Corp | 積層フィルム |
| JP2008080509A (ja) * | 2006-09-26 | 2008-04-10 | Dainippon Printing Co Ltd | シーラントフィルム、このシーラントフィルムを用いた包装材料および包装容器 |
| JP2008114436A (ja) * | 2006-11-02 | 2008-05-22 | Dainippon Printing Co Ltd | 包装容器の蓋材用多層積層フィルム |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012111538A (ja) * | 2010-11-26 | 2012-06-14 | Dainippon Printing Co Ltd | 低吸着性スタンディングパウチ |
| CN102225644A (zh) * | 2011-04-02 | 2011-10-26 | 黄山永新股份有限公司 | 热封膜及其制备方法 |
| CN102225644B (zh) * | 2011-04-02 | 2014-03-12 | 黄山永新股份有限公司 | 热封膜及其制备方法 |
| JP2014162538A (ja) * | 2013-02-27 | 2014-09-08 | Toppan Printing Co Ltd | 自立性包装袋およびその製造方法 |
| CN117157353A (zh) * | 2021-04-20 | 2023-12-01 | 日本三尼帕克株式会社 | 聚乙烯系树脂组合物和聚乙烯系树脂包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5187096B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4438906B1 (ja) | 電子部品包装用カバーテープおよび電子部品包装体 | |
| JP5413647B2 (ja) | 共押出多層フィルム及び該フィルムからなる包装材 | |
| JPWO2019131168A1 (ja) | 積層フィルム及び食品包装袋 | |
| JP5589614B2 (ja) | 易引き裂き性包装袋 | |
| JP6375974B2 (ja) | 易引裂性多層シーラントフィルム及び包装材 | |
| JP5394096B2 (ja) | イージーピールフィルム | |
| JP5589613B2 (ja) | 積層フィルム | |
| JP6172398B2 (ja) | 多層フィルム、包装材用積層フィルム、包装袋及びスタンディングパウチ | |
| PL201650B1 (pl) | Struktura wielowarstwowa oparta na polimerach termoplastycznych oraz sposób jej wytwarzania | |
| KR102876337B1 (ko) | 다층 필름 및 포장재 | |
| JP5187096B2 (ja) | シーラントフィルム及び自立型包装容器 | |
| JP6473009B2 (ja) | 積層フィルム、包装材料及び包装容器 | |
| JP2012045886A (ja) | 共押出多層フィルム及びこれを用いる蓋材 | |
| JP2004526810A (ja) | 凝集破壊性のある接着組成物 | |
| US20230173797A1 (en) | Multilayer blocked film composite | |
| JP4427834B2 (ja) | スタンディングパウチ用積層フィルム | |
| JP7774398B2 (ja) | 成形品および容器 | |
| JPH09176336A (ja) | イージーピールシール用フィルムおよび容器 | |
| JP4018053B2 (ja) | 商品展示体 | |
| JP7395839B2 (ja) | シーラントフィルム | |
| KR20230069082A (ko) | 실란트 필름, 라미네이트 필름 및 포장재 | |
| US20230151250A1 (en) | Adhesive sheet laminate and method for manufacturing same | |
| JP7342694B2 (ja) | 積層フィルム及び包装材 | |
| JP2000185376A (ja) | 積層容器およびその製造方法 | |
| JP4929822B2 (ja) | 包装容器の蓋材用多層積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5187096 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |