JP2010068972A - ペーパータオル及びそのロール体 - Google Patents
ペーパータオル及びそのロール体 Download PDFInfo
- Publication number
- JP2010068972A JP2010068972A JP2008238926A JP2008238926A JP2010068972A JP 2010068972 A JP2010068972 A JP 2010068972A JP 2008238926 A JP2008238926 A JP 2008238926A JP 2008238926 A JP2008238926 A JP 2008238926A JP 2010068972 A JP2010068972 A JP 2010068972A
- Authority
- JP
- Japan
- Prior art keywords
- paper towel
- paper
- embossed
- roll
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
【解決手段】本パルプ又は古紙配合パルプを叩解して抄紙してなり乾燥紙力増強剤を含む坪量19g/m2以上23g/m2以下の単一シートを2枚重ねたペーパータオルであって、単一シートはそれぞれエンボス加工されて糊付けされ、保水量が190g/m2以上、GMTが11.3以上である。
【選択図】図2
Description
このような場合、エンボス加工を施すと吸水性や吸油性は向上するが、強度が低下する傾向にある。一方、強度を重視してエンボス加工を弱めると、エンボス効果が低下し、吸水性や紙厚の低下を招く。又、紙厚の低下によりロールに巻き取った際の巻き径の縮小(見栄えの悪化)等が起きる。また、シートの抄紙時の原料パルプの叩解の度合いを高めることも強度向上につながるが、吸収性やシートの風合いが低下する。
これらに対し、シートの坪量を増やすことが解決策となるが、原料価格の高騰や省資源化志向の高まりにより、坪量の増大は難しい。
そこで、本発明は、坪量を抑えつつ、強度と吸水性に優れたペーパータオル及びそのロール体の提供を目的とする。
前記エンボス凸部のエンボス面積は、5〜30%であることが好ましい。
本発明の実施形態に係るペーパータオルは、パルプ又は古紙配合パルプを叩解して抄紙してなり乾燥紙力増強剤を含む坪量19g/m2以上23g/m2以下の単一シートを2枚重ねたペーパータオルであって、前記単一シートはそれぞれエンボス加工されて糊付けされ、前記単一シートのエンボス凸部が糊付けされ、保水量が190g/m2以上、GMTが11.3以上である。
ペーパータオルに用いる単一シートは、パルプ又は古紙配合パルプを叩解処理したものを抄紙してなる。リファイナー等により、原料パルプに叩解処理を施すと、パルプが毛羽立ち、シートの強度が向上する。但し、叩解処理だけではシートの紙厚が低下し、吸水性も低下するため、抄紙時に乾燥紙力増強剤を内添することで、強度と吸水性をともに向上させる。
このような構成により、単一シートの坪量を19g/m2以上、23g/m2以下の範囲にすることができ、省資源化が図られる。
乾燥紙力増強剤としては、カチオン化でんぷん、ポリアクリルアミド、カルボキシメチルセルロース等を用いることができるが、カチオン化でんぷんが好ましい。又、必要に応じ、乾燥紙力増強剤以外の湿潤紙力増強剤を内添してもよい。湿潤紙力増強剤としては、ポリアミドエピクロロヒドリン樹脂やメラミン樹脂等が用いられる。
又、乾燥時にクレープ率を20%以上に増加させると、単一シートの強度と吸水性を向上させるので好ましい。ここで、クレープ率(%)={(ドライヤースピード)−(リールスピード)}/(ドライヤースピード)×100で表される。リールスピードはロールへの巻取り速度である。更に、N(針葉樹)材を高配合とすることにより紙力及び吸収性の向上に寄与する結果が得られる。
単一シートはエンボス加工され、一方の表面にエンボス凸部を有し、反対面にはエンボス凸部の裏側で構成されるエンボス凹部を有している。エンボス加工は公知の方法で行うことができ、例えば、ほぼ相補的な形状の雄(凸)エンボスロールと雌(凹)エンボスロールとがほぼぴったりと噛み合う「マッチした」エンボスロールにより加工してもよい。これに代えて、雄(凸)エンボスロールと雌(凹)エンボスロールの形状が同一でなく、両者が噛み合った際にシートにせん断力を与える、いわゆる「マッチしていない」エンボスロールにより加工してもよい。
各単一シートにおいて、エンボス凸部のエンボス面積率は、5〜30%であることが好ましく、14〜25%であることが更に好ましい。エンボス面積率が5%未満であると、吸水性が低下し、30%を超えると強度が低下する場合がある。なお、エンボス凸部のエンボス面積率は、シート上に施されたエンボス部の面積を測定し、その面積率として算出することができる。
エンボス加工された2枚の単一シートは、一方の単一シートのエンボス凸部が他の単一シートの所定部位に糊付けされてペーパータオルとなる。
特に、一方の単一シートのエンボス凸部が、他の単一シートのエンボス凹部に入り込んだ状態で糊付けされている(いわゆるネステッド(nested)エンボス)ことが好ましい。ネステッドエンボスとすると、2枚の単一シート間に空間が保持され、吸水性や嵩高さを向上させることができる。
なお、各単一シートの糊付けに用いる糊の濃度を従来より高濃度(例えば、1.5倍以上)とすると、ペーパータオルの強度(特にGMT)が向上するので好ましい。糊付けに用いる糊としては特に制限されないが、例えば、ポリビニルアルコール、澱粉系等が例示される。
以上のようにして得られたペーパータオルは、保水量が190g/m2以上、GMTが11.3以上であり、坪量が少ないにもかかわらず、強度と吸水性に優れている。
保水量(TWA(Total Water Absorbency))は、以下のようにして求める。まず、得られたペーパータオルを76×76mmの正方形の試験片に切断し、乾燥重量(W1)を測定する。その後、この試験片を蒸留水中に2分間浸漬した後、試験片の1つの角部が上側の頂部となるようにし、この頂部と隣接する2つの角部とを支持して展伸した状態(RH100%)で吊るし、30分放置後の重量(W2)を測定する。(W2 −W1)の値を算出し、この値をペーパータオル1m2当りに換算したものを保水量(TWA)とする。
上記したペーパータオルを、巻芯の周りに巻回してロール体が得られる。巻芯としては特に制限されず、紙芯等を用いることができる。
本発明のロール体は、625gの荷重下で、ロール体の径の変形量が12mm以下であり、巻長(ロールを展開したときの全長)11.0〜12.0m、巻径(ロール体の外径)100〜120mmである。変形量が12mmを超えるものは、つぶれやすく、ペーパータオルの強度も低くなる。625gの荷重下で、ロール体の径の変形量が7〜9mmであることが好ましい。
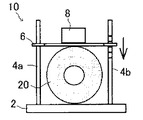
ロール体の径の変形量は、図1に示す測定装置10を用いて測定する。測定装置10は、ベース部2と、支持棒4a、4bと、移動錘乗せ板6と、625gの錘8とを備える。2本の支持棒4a、4bは、ベース部2から垂直に立上り、矩形状の移動錘乗せ板6の両端には各支持棒4a、4bの挿通孔が設けられている。そして、ベース部2部上にあって各支持棒4a、4bの間にロール体20を載置し、ロール体2の上から移動錘乗せ板6に各支持棒4a、4bを挿通し、移動錘乗せ板6をロール体2の上面に載せる。この状態での移動錘乗せ板6の高さを初期高さh1とする。さらに移動錘乗せ板6に錘8を乗せると、錘8の重さによって移動錘乗せ板6が各支持棒4a、4bを通して摺動しつつ、ロール体2を変形させて沈み込むので、このときの高さh2を測定し、(h2−h1)をロール体の径の変形量として求める。ここで、加工工程におけるロールのハンドリング性やロール変形等の管理の為に625gの錘が適している。
ミシン目の切断強度は、引張試験機の2個のつかみ具間の中央にペーパータオルのミシン目が位置するようにして引張試験を行い、切断強度を測定し、100mm幅の値に換算する。
次に、エンボス加工機により、この単一シートにエンボス加工を施した。エンボス凸部の面積率が14.0%又は24.0%となるよう、エンボス加工機のエンボスロールを設定した。シート上に施されたエンボス部の面積を測定して面積率として算出した。
エンボス加工した単一シートのうち、1枚の単一シートのエンボス凸部に水溶性糊(ポリビニルアルコール)を塗布し、このエンボス凸部が、他の単一シートのエンボス凹部に入り込んだ状態(ネステッドエンボス)で糊付けした。糊の原液に所定量の水を加え、表1に示す希釈率で希釈して用いた。このようにして得られた表1に示す各ペーパータオルを、それぞれ実施例1〜3とする。
このようにして得られたペーパータオルの幅方向に、所定の切断強度でミシン目を入れ、巻芯の周りに巻回してロール体を得た。なお、ミシン刃の抜き間隔7%のミシン刃を使用した。ここで、抜き間隔とは、ミシン刃の全幅に対する、ミシン刃の切断部分の幅(切断幅)の合計長さの割合をいう。
結果を表1及び図2に示す。
なお、表1において、市販品1,2は、市場で入手可能な2プライのキッチンタオルである。又、市販品1のエンボスを観察したところ、ピン-トウ-ピン(キッチンタオルを構成する2枚のそれぞれのエンボス凸部同士が互いに接触するように重ね合わされる)加工されていることが判明した。又、従来品は、ペーパータオルの製造の際、パルプに乾燥紙力増強剤を添加せず、又、クレープ率を20%未満としたこと以外は、実施例1〜3とまったく同様にして製造した。

一方、市販品1の場合、保水量が190g/m2未満であり、GMTも11.3未満であり、強度と吸水性に劣った。保水量が少ない理由は、市販品1がピン-トウ-ピンでエンボス加工されたため、積層された各単一シートの間の空間が少ないためと考えられる。
又、市販品2の場合、ペーパータオルの坪量が46.1g/m2であり、単一シートの坪量が23g/m2を超えることが判明した。又、GMTも11.3未満であり、坪量が高く、強度に劣った。
従来品の場合、単一シートの坪量が23g/m2以下であるものの、GMTが11.3未満であり、強度に劣った。このことより、パルプに乾燥紙力増強剤を添加すると好ましいことがわかる。
各実施例の場合、保水量が高くなっても強度(GMT)が低下しないことがわかる。
Claims (5)
- パルプ又は古紙配合パルプを叩解して抄紙してなり乾燥紙力増強剤を含む坪量19g/m2以上23g/m2以下の単一シートを2枚重ねたペーパータオルであって、
前記単一シートはそれぞれエンボス加工されて糊付けされ、
保水量が190g/m2以上、GMTが11.3以上であるペーパータオル。 - 前記一方の単一シートのエンボス凸部は、前記他の単一シートのエンボス凹部に入り込んだ状態で糊付けされている請求項1記載のペーパータオル。
- 前記エンボス凸部のエンボス面積は、5〜30%である請求項1又は2記載のペーパータオル。
- 請求項1〜3のいずれかに記載のペーパータオルを巻芯の周りに巻回してなるペーパータオルのロール体であって、
625gの荷重下で、前記ロール体の径の変形量が12mm以下、巻径100〜120mm、巻長11.0〜12.0mであるペーパータオルのロール体。 - 前記ロール体を構成する前記ペーパータオルには、前記ロール体の軸方向に沿ってミシン目が形成され、
前記ミシン目の切断強度が11.8〜21.6N/100mmである請求項4に記載のペーパータオルのロール体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008238926A JP5572300B2 (ja) | 2008-09-18 | 2008-09-18 | ペーパータオルのロール体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008238926A JP5572300B2 (ja) | 2008-09-18 | 2008-09-18 | ペーパータオルのロール体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010068972A true JP2010068972A (ja) | 2010-04-02 |
| JP2010068972A5 JP2010068972A5 (ja) | 2011-10-13 |
| JP5572300B2 JP5572300B2 (ja) | 2014-08-13 |
Family
ID=42201312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008238926A Active JP5572300B2 (ja) | 2008-09-18 | 2008-09-18 | ペーパータオルのロール体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5572300B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012075605A (ja) * | 2010-09-30 | 2012-04-19 | Daio Paper Corp | ロールペーパータオル用ディスペンサー、ロールペーパータオル及びロールペーパータオルの製造方法 |
| JP2012110789A (ja) * | 2012-03-23 | 2012-06-14 | Daio Paper Corp | ロールペーパータオル及びロールペーパータオルの製造方法 |
| JP5373208B1 (ja) * | 2012-09-14 | 2013-12-18 | 日本製紙クレシア株式会社 | キッチンタオル及びその製造方法 |
| JP2016171831A (ja) * | 2015-03-16 | 2016-09-29 | 王子ホールディングス株式会社 | エンボスが付与されたペーパーロール及びロール製品の製造方法 |
| JP2017113237A (ja) * | 2015-12-24 | 2017-06-29 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2017115263A (ja) * | 2015-12-24 | 2017-06-29 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2017131545A (ja) * | 2016-01-29 | 2017-08-03 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2018064927A (ja) * | 2017-06-01 | 2018-04-26 | 日本製紙クレシア株式会社 | トイレットロール |
| JP2019051015A (ja) * | 2017-09-14 | 2019-04-04 | 日本製紙クレシア株式会社 | 産業用ワイパ及びその製造方法 |
| JP2019092671A (ja) * | 2017-11-20 | 2019-06-20 | 日本製紙クレシア株式会社 | シャワートイレ用トイレットロール |
| JP2020044385A (ja) * | 2019-12-18 | 2020-03-26 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2020058860A (ja) * | 2020-01-06 | 2020-04-16 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2020072992A (ja) * | 2015-12-24 | 2020-05-14 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2020110671A (ja) * | 2020-04-13 | 2020-07-27 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2022008568A (ja) * | 2020-01-27 | 2022-01-13 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004049261A (ja) * | 2002-07-16 | 2004-02-19 | Daio Paper Corp | 衛生薄葉紙ロール |
| JP2005287725A (ja) * | 2004-03-31 | 2005-10-20 | Daio Paper Corp | ロール状衛生薄葉紙 |
| JP2007015379A (ja) * | 2005-06-09 | 2007-01-25 | Kochi Prefecture | エンボス加工クレープ紙とその製造方法 |
| JP2007037595A (ja) * | 2005-07-29 | 2007-02-15 | Daio Paper Corp | 紙シート |
| JP2007068577A (ja) * | 2005-09-02 | 2007-03-22 | Daio Paper Corp | 衛生薄葉紙 |
| JP2008079569A (ja) * | 2006-09-29 | 2008-04-10 | Oji Nepia Kk | 野菜類の鮮度保持シート及びその製造方法 |
-
2008
- 2008-09-18 JP JP2008238926A patent/JP5572300B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004049261A (ja) * | 2002-07-16 | 2004-02-19 | Daio Paper Corp | 衛生薄葉紙ロール |
| JP2005287725A (ja) * | 2004-03-31 | 2005-10-20 | Daio Paper Corp | ロール状衛生薄葉紙 |
| JP2007015379A (ja) * | 2005-06-09 | 2007-01-25 | Kochi Prefecture | エンボス加工クレープ紙とその製造方法 |
| JP2007037595A (ja) * | 2005-07-29 | 2007-02-15 | Daio Paper Corp | 紙シート |
| JP2007068577A (ja) * | 2005-09-02 | 2007-03-22 | Daio Paper Corp | 衛生薄葉紙 |
| JP2008079569A (ja) * | 2006-09-29 | 2008-04-10 | Oji Nepia Kk | 野菜類の鮮度保持シート及びその製造方法 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012075605A (ja) * | 2010-09-30 | 2012-04-19 | Daio Paper Corp | ロールペーパータオル用ディスペンサー、ロールペーパータオル及びロールペーパータオルの製造方法 |
| JP2012110789A (ja) * | 2012-03-23 | 2012-06-14 | Daio Paper Corp | ロールペーパータオル及びロールペーパータオルの製造方法 |
| JP5373208B1 (ja) * | 2012-09-14 | 2013-12-18 | 日本製紙クレシア株式会社 | キッチンタオル及びその製造方法 |
| WO2014041681A1 (ja) * | 2012-09-14 | 2014-03-20 | 日本製紙クレシア株式会社 | キッチンタオル及びその製造方法 |
| JP2016171831A (ja) * | 2015-03-16 | 2016-09-29 | 王子ホールディングス株式会社 | エンボスが付与されたペーパーロール及びロール製品の製造方法 |
| JP2020072992A (ja) * | 2015-12-24 | 2020-05-14 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2017113237A (ja) * | 2015-12-24 | 2017-06-29 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2017115263A (ja) * | 2015-12-24 | 2017-06-29 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2017131545A (ja) * | 2016-01-29 | 2017-08-03 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2018064927A (ja) * | 2017-06-01 | 2018-04-26 | 日本製紙クレシア株式会社 | トイレットロール |
| JP2019051015A (ja) * | 2017-09-14 | 2019-04-04 | 日本製紙クレシア株式会社 | 産業用ワイパ及びその製造方法 |
| JP2019092671A (ja) * | 2017-11-20 | 2019-06-20 | 日本製紙クレシア株式会社 | シャワートイレ用トイレットロール |
| JP6996044B2 (ja) | 2017-11-20 | 2022-01-17 | 日本製紙クレシア株式会社 | シャワートイレ用トイレットロール |
| JP2020044385A (ja) * | 2019-12-18 | 2020-03-26 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP7060570B2 (ja) | 2019-12-18 | 2022-04-26 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2020058860A (ja) * | 2020-01-06 | 2020-04-16 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2022008568A (ja) * | 2020-01-27 | 2022-01-13 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP7170113B2 (ja) | 2020-01-27 | 2022-11-11 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP2020110671A (ja) * | 2020-04-13 | 2020-07-27 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| JP7060645B2 (ja) | 2020-04-13 | 2022-04-26 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5572300B2 (ja) | 2014-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5572300B2 (ja) | ペーパータオルのロール体 | |
| US10676871B2 (en) | High bulk tissue product | |
| JP7438161B2 (ja) | キッチンタオルロール | |
| JP6255364B2 (ja) | トイレットロール | |
| JP2018027316A (ja) | トイレットロール | |
| JP6186484B1 (ja) | トイレットロール | |
| JP2006045690A (ja) | 衛生薄葉紙の製造方法 | |
| JP6701550B2 (ja) | ペーパータオルのロール体 | |
| JP2017205179A (ja) | トイレットロール | |
| JP6701499B2 (ja) | ペーパータオルのロール体 | |
| JP2018000728A (ja) | トイレットロール | |
| JP7060570B2 (ja) | ペーパータオルのロール体 | |
| JP6974528B2 (ja) | トイレットロールの製造方法 | |
| JP2018198860A (ja) | トイレットロール | |
| JP7170113B2 (ja) | ペーパータオルのロール体 | |
| JP6952141B2 (ja) | ペーパータオルのロール体 | |
| JP2017196246A (ja) | トイレットロール | |
| JP7060645B2 (ja) | ペーパータオルのロール体 | |
| JP7286688B2 (ja) | 衛生薄葉紙及びその製造方法 | |
| JP6974529B2 (ja) | トイレットロールの製造方法 | |
| JP2018061824A (ja) | トイレットロール | |
| JP2010126860A (ja) | 衛生薄葉紙製品及びその製造方法 | |
| JP6186483B1 (ja) | トイレットロール | |
| JP2018064664A (ja) | トイレットロール | |
| JP2018051149A (ja) | トイレットロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110825 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130819 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140623 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140630 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5572300 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |