JP2010064168A - ホーニング加工方法およびホーニング盤 - Google Patents
ホーニング加工方法およびホーニング盤 Download PDFInfo
- Publication number
- JP2010064168A JP2010064168A JP2008231267A JP2008231267A JP2010064168A JP 2010064168 A JP2010064168 A JP 2010064168A JP 2008231267 A JP2008231267 A JP 2008231267A JP 2008231267 A JP2008231267 A JP 2008231267A JP 2010064168 A JP2010064168 A JP 2010064168A
- Authority
- JP
- Japan
- Prior art keywords
- honing
- cutting
- grindstone
- reciprocating
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
- B24B33/027—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes using an unexpandable tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/06—Honing machines or devices; Accessories therefor with controlling or gauging equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
- B24B33/089—Honing tools with a rack-and-pinion mechanism for expanding the honing segments
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【解決手段】主軸往復駆動部と砥石切込み部の駆動源としてそれぞれサーボモータを使用し、これら両サーボモータの動作を相互に連動させて、ホーニング砥石に掛かる加工負荷が平均化されるように、ホーニング砥石の切込み拡張動作を、ホーニングツールの昇降(往復)動作に同期同調させて制御する。これにより、既存の基本的な機械的装置構成に修正を加えることなく、ホーニング砥石に加わる負荷を可及的に均一化させ、さらにはホーニング加工の精度安定化および精度向上を図れる。
【選択図】図6
Description
(1)ホーニング砥石の切込み拡張動作における位置波形を、ホーニングツールの昇降ストローク動作における位置波形に同期同調させるように構成する。
本発明によれば、主軸往復駆動用サーボモータおよび切込み駆動用サーボモータの動作を相互に連動させて、ホーニング砥石に掛かる加工負荷が平均化されるように、ホーニング砥石の切込み拡張動作を、ホーニングツールの上記往復動作に同期同調させて制御するように構成したから、ホーニング砥石の切込み拡張時にホーニング砥石に急激な負荷がかかったりすることがなく、ホーニング砥石に優しい切込み拡張動作が実現する。
上記のように、ホーニング砥石の切込み拡張時にホーニング砥石に急激な負荷がかかったりすることがない結果、ホーニング砥石に加わる負荷が変動することなく均一化して、ホーニング加工の精度安定化および精度向上が図れる。
また、ホーニング砥石の切込み拡張動作を、ホーニングツールの上記往復動作に同期同調させて制御する構成により、ホーニングツールの往復ストローク位置に応じて任意の位置でホーニング砥石の切込み拡張を行える結果、ワークの加工穴形状を所望のとおりコントロールすることが可能となる。
さらに、上記のとおりワークの加工穴形状をコントロールできる結果、ワークの加工穴形状の修正も適宜行うことが可能となる。
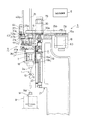
本発明に係るホーニング盤を図1に示し、このホーニング盤は、具体的にはワークWの円筒状の加工穴の内周面Waを加工する立形のもので、先端にホーニングツール1を備える回転主軸2、主軸回転駆動部(主軸回転手段)3、主軸往復駆動部(主軸往復手段)4、砥石切込み部(砥石切込み手段)5および装置制御部(制御手段)6などを主要部として備えてなる。
本実施形態においては、主軸往復駆動用サーボモータ20および切込み駆動用サーボモータ37の動作を相互に連動させて、ホーニング砥石10、10、…に掛かる加工負荷が平均化されるように、ホーニング砥石10、10、…の切込み拡張動作を、ホーニングツール1の昇降(往復)動作に同期同調させて制御するように構成したから、ホーニング砥石10、10、…の切込み拡張時にホーニング砥石10、10、…に急激な負荷がかかったりすることがなく、ホーニング砥石に優しい切込み拡張動作が実現する。
上記のように、ホーニング砥石10、10、…の切込み拡張時にホーニング砥石10、10、…に急激な負荷がかかったりすることがない結果、ホーニング砥石10、10、…に加わる負荷が変動することなく均一化して、ホーニング加工の精度安定化および精度向上が図れる。
また、ホーニング砥石10、10、…の切込み拡張動作を、ホーニングツール1の昇降(往復)動作に同期同調させて制御する構成により、ホーニングツール1の昇降(往復)ストローク位置に応じて任意の位置でホーニング砥石10、10、…の切込み拡張を行える結果、ワークWの加工穴形状を所望のとおりコントロールすることが可能となる。
本実施形態は図7に示されており、実施形態1におけるホーニング砥石10、10、…の切込み拡張動作における位置波形が改変されたものである。
その他の構成および作用は実施形態1と同様である。
Wa ワークの内周面
1 ホーニングツール
2 回転主軸
3 主軸回転駆動部(主軸回転手段)
4 主軸往復駆動部(主軸往復手段)
5 砥石切込み部(砥石切込み手段)
6 装置制御部(制御手段)
10 ホーニング砥石
16 駆動モータ
19 送りネジ機構
20 主軸往復駆動用サーボモータ(駆動モータ、駆動源)
30 砥石切込み駆動部(切込み駆動手段)
37 砥石切り込み用サーボモータ(駆動モータ、駆動源)
61 主軸回転制御部
62 砥石切込み制御部(切込み制御手段)
63 位置検出センサ
64 位置検出センサ
73 位置検出センサ
Claims (9)
- ホーニング砥石を備えるホーニングツールを、工作物の内周面の軸線方向へ往復移動するとともに、軸線まわりに回転させながら、前記ホーニング砥石に機械的駆動手段により一定の切込み量をもって切込み拡張動作を与えて、工作物の内周面をホーニング加工する方法であって、
前記ホーニングツールを備えた回転主軸を工作物の内周面の軸線方向へ往復動作させる主軸往復駆動源および前記ホーニング砥石を切込み拡張動作させる切込み駆動源として、主軸往復駆動用サーボモータおよび切込み駆動用サーボモータをそれぞれ使用し、
これら両サーボモータの動作を相互に連動させて、ホーニング砥石に掛かる加工負荷が平均化されるように、ホーニング砥石の切込み拡張動作を、ホーニングツールの前記往復動作に同期同調させて制御するように構成した
ことを特徴とするホーニング加工方法。 - ホーニング砥石の切込み拡張動作における位置波形を、ホーニングツールの昇降ストローク動作における位置波形に同期同調させるように構成した
ことを特徴とする請求項1に記載のホーニング加工方法。 - 前記切込み拡張動作を前記往復動作に同期同調させる制御構成は、前記ホーニングツールの昇降ストローク動作における位置波形と前記ホーニング砥石の切込み拡張動作における位置波形とを予め作成するとともに、前記切込み拡張動作における位置波形を前記昇降ストローク動作における位置波形に同期同調させ、前記主軸往復駆動用サーボモータおよび切込み駆動用サーボモータを、これら昇降ストローク動作における位置波形とホーニング砥石の切込み拡張動作における位置波形でそれぞれ動作するように制御する
ことを特徴とする請求項2に記載のホーニング加工方法。 - 前記切込み拡張動作における位置波形と前記昇降ストローク動作における位置波形に対する同期同調は、これら両位置波形における時間的な始点と終点を相互に一致させるとともに、両位置波形における位置変化率を相互に一致させることにより行う
ことを特徴とする請求項3に記載のホーニング加工方法。 - 前記ホーニングツールの昇降ストローク動作における位置波形がsin波形である
ことを特徴とする請求項1に記載のホーニング加工方法。 - 前記ホーニングツールの昇降ストローク波形が三角波形である
ことを特徴とする請求項1に記載のホーニング加工方法。 - ホーニング砥石の切込み拡張量は、ホーニングツールの昇降ストロークの1ストロークでの定量拡張である
ことを特徴とする請求項2に記載のホーニング加工方法。 - ホーニング砥石を備えるホーニングツールを、工作物の内周面の軸線方向へ往復移動するとともに、軸線まわりに回転させながら、前記ホーニング砥石により工作物の内周面をホーニング加工するホーニング盤であって、
工作物の内周面の軸線方向へ往復移動可能とされるとともに、軸線まわりに回転可能に軸支されてなる回転主軸と、
回転主軸を軸線回りに回転駆動する主軸回転手段と、
回転主軸を前記内周面の軸線方向へ往復動作させる主軸往復手段と、
回転主軸先端に装着され、前記内周面に沿った砥石面を有するホーニング砥石を拡縮可能に備えるホーニングツールと、
このホーニングツールのホーニング砥石に所定の切込み拡張動作を与える砥石切込み手段と、
前記主軸回転手段、主軸往復手段および砥石切込み手段の動作を相互に連動して自動制御する制御手段とを備えてなり、
前記主軸往復手段および砥石切込み手段の駆動源が、それぞれ主軸往復用サーボモータおよび砥石切込み用サーボモータからなり、
前記制御手段は、これら両サーボモータの動作を相互に連動させて、ホーニング砥石に掛かる加工負荷が平均化されるように、ホーニング砥石の切込み拡張動作を、ホーニングツールの前記往復動作に同期同調させて制御するように構成されている
ことを特徴とするホーニング盤。 - 前記制御手段は、前記主軸回転手段、主軸往復手段および砥石切込み手段の動作を相互に連動して自動制御して、請求項1から7のいずれか一つに記載のホーニング加工方法を実行するように構成されていることを特徴とする請求項8に記載のホーニング盤。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008231267A JP5323427B2 (ja) | 2008-09-09 | 2008-09-09 | ホーニング加工方法およびホーニング盤 |
| KR1020090050411A KR101583563B1 (ko) | 2008-09-09 | 2009-06-08 | 호닝 가공 방법 및 호닝머신 |
| AT09251518T ATE495855T1 (de) | 2008-09-09 | 2009-06-09 | Honverfahren und honmaschine |
| DE602009000626T DE602009000626D1 (de) | 2008-09-09 | 2009-06-09 | Honverfahren und Honmaschine |
| EP09251518A EP2161100B1 (en) | 2008-09-09 | 2009-06-09 | Honing method and honing machine |
| CN200910140238.3A CN101670551B (zh) | 2008-09-09 | 2009-07-09 | 珩磨方法和珩磨机器 |
| US12/534,067 US20100062692A1 (en) | 2008-09-09 | 2009-07-31 | Honing method and honing machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008231267A JP5323427B2 (ja) | 2008-09-09 | 2008-09-09 | ホーニング加工方法およびホーニング盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064168A true JP2010064168A (ja) | 2010-03-25 |
| JP5323427B2 JP5323427B2 (ja) | 2013-10-23 |
Family
ID=41131612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008231267A Active JP5323427B2 (ja) | 2008-09-09 | 2008-09-09 | ホーニング加工方法およびホーニング盤 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20100062692A1 (ja) |
| EP (1) | EP2161100B1 (ja) |
| JP (1) | JP5323427B2 (ja) |
| KR (1) | KR101583563B1 (ja) |
| CN (1) | CN101670551B (ja) |
| AT (1) | ATE495855T1 (ja) |
| DE (1) | DE602009000626D1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011224753A (ja) * | 2010-04-22 | 2011-11-10 | Nagel Aoba Precision Co Ltd | 切削装置 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5260139B2 (ja) * | 2008-05-22 | 2013-08-14 | 株式会社日進製作所 | 砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤 |
| CN102371526A (zh) * | 2011-10-24 | 2012-03-14 | 广东鸿图科技股份有限公司 | 自动滚轴抛光机 |
| CN103934687A (zh) * | 2013-01-19 | 2014-07-23 | 鸿富锦精密工业(深圳)有限公司 | 铣磨设备及其加工方法 |
| DE102016200295A1 (de) * | 2016-01-13 | 2017-07-13 | Kadia Produktion Gmbh + Co. | Honmaschine |
| CN106041715B (zh) * | 2016-07-28 | 2019-04-19 | 成都成高阀门有限公司 | 一种阀体锥形面研磨工装及研磨方法 |
| CN110253417A (zh) * | 2019-07-05 | 2019-09-20 | 宁夏中卫大河精工机械有限责任公司 | 珩磨加工中心 |
| DE102019214869A1 (de) * | 2019-09-27 | 2021-04-01 | Kadia Produktion Gmbh + Co. | Honmaschine |
| DE102019214873A1 (de) * | 2019-09-27 | 2021-04-01 | Kadia Produktion Gmbh + Co. | Honmaschine |
| CN112388410A (zh) * | 2020-11-05 | 2021-02-23 | 渤海造船厂集团有限公司 | 一种基于镗孔机上的珩磨装置及方法 |
| CN115338773B (zh) * | 2022-07-29 | 2023-09-29 | 中国第一汽车股份有限公司 | 一种缸孔珩磨找正装置及找正方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10244457A (ja) * | 1997-02-28 | 1998-09-14 | Toyota Motor Corp | ホーニング加工方法およびホーニング加工装置 |
| JP2001105267A (ja) * | 1999-09-30 | 2001-04-17 | Nippon Steel Corp | ワークの位置決め方法 |
| JP2001105297A (ja) * | 1999-10-05 | 2001-04-17 | Nisshin Seisakusho:Kk | 自動ホーニングシステムの加工セルおよび自動ホーニングシステム |
| JP2006043818A (ja) * | 2004-08-04 | 2006-02-16 | Houkou:Kk | ホーニング加工装置及び加工方法 |
| JP2008183655A (ja) * | 2007-01-29 | 2008-08-14 | Nisshin Seisakusho:Kk | ホーニング加工方法、ホーニング盤の砥石切込み装置およびホーニング盤 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1836121A (en) * | 1927-06-06 | 1931-12-15 | Norton Co | Internal lapping machine |
| FR1177438A (fr) * | 1956-06-21 | 1959-04-24 | Delapena & Son Ltd | Perfectionnements aux outils à rectifier les alésages par abrasion |
| US4180945A (en) * | 1977-11-02 | 1980-01-01 | Zimmerman Philip R | Honing machine |
| JP2696853B2 (ja) * | 1987-09-19 | 1998-01-14 | トヨタ自動車株式会社 | ホーニング装置 |
| US5042202A (en) * | 1989-12-13 | 1991-08-27 | Kadia-Maschinenbau Kopp Gmbh & Co. | Brush-honing machine |
| JP2003170344A (ja) | 2001-12-03 | 2003-06-17 | Nisshin Seisakusho:Kk | ホーニング加工方法、ホーニング盤の砥石切込み装置およびホーニング盤 |
| CN100491076C (zh) * | 2003-09-19 | 2009-05-27 | 东洋株式会社 | 珩磨机 |
| US8348718B2 (en) * | 2004-06-22 | 2013-01-08 | Sunnen Products Company | Servo stroking method and system for producing special shapes |
| JP5260139B2 (ja) * | 2008-05-22 | 2013-08-14 | 株式会社日進製作所 | 砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤 |
-
2008
- 2008-09-09 JP JP2008231267A patent/JP5323427B2/ja active Active
-
2009
- 2009-06-08 KR KR1020090050411A patent/KR101583563B1/ko active IP Right Grant
- 2009-06-09 EP EP09251518A patent/EP2161100B1/en not_active Not-in-force
- 2009-06-09 DE DE602009000626T patent/DE602009000626D1/de active Active
- 2009-06-09 AT AT09251518T patent/ATE495855T1/de not_active IP Right Cessation
- 2009-07-09 CN CN200910140238.3A patent/CN101670551B/zh active Active
- 2009-07-31 US US12/534,067 patent/US20100062692A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10244457A (ja) * | 1997-02-28 | 1998-09-14 | Toyota Motor Corp | ホーニング加工方法およびホーニング加工装置 |
| JP2001105267A (ja) * | 1999-09-30 | 2001-04-17 | Nippon Steel Corp | ワークの位置決め方法 |
| JP2001105297A (ja) * | 1999-10-05 | 2001-04-17 | Nisshin Seisakusho:Kk | 自動ホーニングシステムの加工セルおよび自動ホーニングシステム |
| JP2006043818A (ja) * | 2004-08-04 | 2006-02-16 | Houkou:Kk | ホーニング加工装置及び加工方法 |
| JP2008183655A (ja) * | 2007-01-29 | 2008-08-14 | Nisshin Seisakusho:Kk | ホーニング加工方法、ホーニング盤の砥石切込み装置およびホーニング盤 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011224753A (ja) * | 2010-04-22 | 2011-11-10 | Nagel Aoba Precision Co Ltd | 切削装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101670551A (zh) | 2010-03-17 |
| KR20100030563A (ko) | 2010-03-18 |
| KR101583563B1 (ko) | 2016-01-08 |
| US20100062692A1 (en) | 2010-03-11 |
| ATE495855T1 (de) | 2011-02-15 |
| EP2161100B1 (en) | 2011-01-19 |
| EP2161100A1 (en) | 2010-03-10 |
| DE602009000626D1 (de) | 2011-03-03 |
| CN101670551B (zh) | 2014-09-17 |
| JP5323427B2 (ja) | 2013-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5323427B2 (ja) | ホーニング加工方法およびホーニング盤 | |
| CN103987481B (zh) | 机械加工工艺 | |
| EP1799401B1 (en) | Servo stroking apparatus and system | |
| JP5260139B2 (ja) | 砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤 | |
| JP2010076032A (ja) | テーパホーニング加工方法およびテーパホーニング盤 | |
| JP6078079B2 (ja) | クランク軸の少なくともクランクピンを取り囲む平らな肩部を旋削する機械及び方法 | |
| EP1520659A1 (en) | Template device for the control of the movements of diamond milling cutters or the like, to be mounted on stone or marble slab border polishing machines | |
| JP3806408B2 (ja) | ホーニング盤およびホーニング加工方法 | |
| JP6898299B2 (ja) | 歯部仕上げ加工方法およびこの方法を実行する仕上げ加工機ならびにこの加工機を制御するコンピュータープログラム | |
| CN110621429A (zh) | 加工齿部的方法和为其设计的切齿机,以及相关计算机程序产品 | |
| JP6005529B2 (ja) | テーパ面エッジ部のセンタレス研削方法およびセンタレス研削装置 | |
| JP2006043818A (ja) | ホーニング加工装置及び加工方法 | |
| CN104684683A (zh) | 用于精整加工旋转对称的工件区段的精整方法和精整装置 | |
| CN110769979B (zh) | 修整方法、修整装置、砂轮及磨床 | |
| JP4462731B2 (ja) | 砥石の上下ドレッシング方法および研削装置 | |
| JP5010421B2 (ja) | 工作物外径面および平面のセンタレス研削方法およびセンタレス研削装置 | |
| JP2003170344A (ja) | ホーニング加工方法、ホーニング盤の砥石切込み装置およびホーニング盤 | |
| RU2570135C1 (ru) | Способ правки шлифовального круга бесцентрового шлифовального станка | |
| JPH06126613A (ja) | テーパホーニング盤 | |
| JP2670508B2 (ja) | 砥石切込み装置およびホーニング盤 | |
| CN104607998B (zh) | 解决小范围高频率运动造成工作轴局部磨损过快的方法 | |
| JPS60213472A (ja) | 研削盤 | |
| RU136381U1 (ru) | Устройство для правки торцевых поверхностей шлифовальных кругов | |
| JP2005224919A (ja) | ホーニングツール、ホーニング盤およびホーニング加工方法 | |
| JP2016198875A (ja) | 砥石車の砥石成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5323427 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |