JP2010064134A - ローリングミル装置 - Google Patents
ローリングミル装置 Download PDFInfo
- Publication number
- JP2010064134A JP2010064134A JP2008235441A JP2008235441A JP2010064134A JP 2010064134 A JP2010064134 A JP 2010064134A JP 2008235441 A JP2008235441 A JP 2008235441A JP 2008235441 A JP2008235441 A JP 2008235441A JP 2010064134 A JP2010064134 A JP 2010064134A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- rolling mill
- main roll
- mandrel
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Abstract
【解決手段】ローリングミル装置1は、自身の軸周りに回転可能な単一のメインロール60と、メインロール60の径方向外側に配置されリング状のワークW2が環装される複数のマンドレル61L、61Rと、を備える。ローリングミル装置1は、メインロール60とマンドレル61L、61Rとの間隔を狭めることにより、ワークW2の径方向肉厚を薄くする。ワークW2の加工時において、複数のマンドレル61L、61Rは不動である。ローリングミル装置1は、さらに、複数のマンドレル61L、61Rの各々に対して、メインロール60を近接させるメインロール移動装置3を備えることを特徴とする。
【選択図】図9
Description
まず、熱間鍛造によるリングギアの製造方法について簡単に説明する。図1に、リングギアの製造方法の工程図を示す。図1に示すように、リングギアの製造方法は、加熱工程S1と、荒地プレス工程S2と、圧延工程S3と、仕上げプレス工程S4と、を有している。
次に、本実施形態のローリングミル装置の全体構成について説明する。以下の図において、左右方向に対応している部材は、数字の末尾にL(左)またはR(右)を付した符合で示す。図2に、本実施形態のローリングミル装置の斜視図を示す。図3に、同ローリングミル装置の上面図を示す。図4に、同ローリングミル装置の透過斜視図を示す。図5に、同ローリングミル装置の分解斜視図を示す。図2〜図5に示すように、ローリングミル装置1は、フレーム2と、メインロール移動装置3と、メインロール回転装置4と、一対のワーク支持装置5L、5Rと、メインロール60と、一対のマンドレル61L、61Rと、二対のガイドロールと、を備えている。
図6に、本実施形態のローリングミル装置のフレームの斜視図を示す。図6に示すように、フレーム2は、基部20と、一対の棚部21L、21Rと、一対のビーム22、23と、一対の揺動軸支持ブロック24と、を備えている。
図7に、本実施形態のローリングミル装置のメインロール移動装置およびメインロール回転装置の斜視図を示す。図7に示すように、メインロール移動装置3は、ブラケット30と、ボールねじ機構部31と、揺動部32と、を備えている。
図7に示すように、メインロール回転装置4は、ブラケット40と、モータ41と、ギアボックス42と、回転軸43と、を備えている。ブラケット40は、鋼製であって、板状を呈している。ブラケット40は、揺動アーム321の回転軸挿通孔321b下部から、後方に突設されている。モータ41は、ブラケット40の上面の左後隅に配置されている。ギアボックス42は、ブラケット40の上面における、モータ41の前方に配置されている。モータ41の駆動軸41aは、ギアボックス42内部の減速ギア(図略)と噛合している。回転軸43は、ギアボックス42から前方に突出している。回転軸43は、鋼製であって、ギアボックス42内部の減速ギアに連結されている。回転軸43は、揺動アーム321の回転軸挿通孔321bに、回転可能に挿通されている。メインロール60は、略水平方向に延在した回転軸43の前端(回転軸挿通孔321bからの突出端)に、回転面が略垂直となるように固定されている。
図8に、本実施形態のローリングミル装置の一対のワーク支持装置の分解斜視図を示す。図8に示すように、ワーク支持装置5Rは、固定部材50Rと、可動部材51Rと、ガイドロール駆動部52Rと、を備えている。
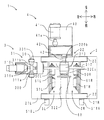
次に、メインロール移動装置の動きについて説明する。図9に、本実施形態のローリングミル装置の透過模式前面図を示す。なお、説明の便宜上、ビーム22、23は省略して示す。また、ワーク支持装置5Lについては固定部材50Lの前面を、ワーク支持装置5Rについては可動部材51Rの後面およびガイドロール駆動部52Rを、それぞれ示す。
次に、メインロール回転装置の動きについて説明する。まず、図7に示すように、モータ41を駆動し、駆動軸41aを軸周りに回転させる。駆動軸41aは、ギアボックス42内部の減速ギア(図略)と噛合している。また、減速ギアは、回転軸43に連結されている。このため、回転軸43からは、駆動軸41aの回転数およびトルクに対して、低速かつ高トルクの回転力が出力される。当該回転力により、回転軸43に固定されたメインロール60を回転させる。なお、メインロール回転装置4は、揺動部32に固定されている。このため、揺動部32が揺動する際、メインロール回転装置4も揺動部32と共に揺動する。
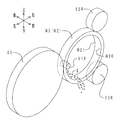
次に、ワーク支持装置の動きについて説明する。まず、可動部材の動きについて説明する。図10に、本実施形態のローリングミル装置の左側から見た前後方向断面図を示す。なお、切断面は、右側のワーク支持装置5Rの左側である。
次に、本実施形態のローリングミル装置の圧延工程における動きについて説明する。図1に示すように、圧延工程S3においては、ワークW2に圧延処理を施すことにより大径化させ、中間第一製品W3を作製する。
次に、本実施形態のローリングミル装置の作用効果について説明する。本実施形態のローリングミル装置1によると、図9に示すように、不動の一対のマンドレル61L、61Rに対して、単一のメインロール60を、交互に近接させている。このため、不動のメインロールに対して一対のマンドレルを近接させる場合と比較して、マンドレル61L、61Rとメインロール60との間隔を狭めるために必要な移動装置が、一つで済む。すなわち、単一のメインロール移動装置3により、マンドレル61L、61Rとメインロール60との間隔を交互に狭めることができる。したがって、複数の移動装置(特許文献1の場合だとマンドレル移動装置)を有する従来のローリングミル装置と比較して、構造が簡単になる。また、メインロール移動方向の全長が短くなり、ローリングミル装置1を小型化できる。
以上、本発明のローリングミル装置1の実施の形態について説明した。しかしながら、実施の形態は上記形態に特に限定されるものではない。当業者が行いうる種々の変形的形態、改良的形態で実施することも可能である。
20:基部、21L:棚部、21R:棚部、22:ビーム、23:ビーム、24:揺動軸支持ブロック、30:ブラケット、31:ボールねじ機構部、32:揺動部、40:ブラケット、41:モータ、41a:駆動軸、42:ギアボックス、43:回転軸、50L:固定部材、50R:固定部材、51L:可動部材、51R:可動部材、52L:ガイドロール駆動部、52R:ガイドロール駆動部、60:メインロール、61L:マンドレル、61R:マンドレル、62L:ガイドロール、62R:ガイドロール、63L:ガイドロール、63R:ガイドロール。
210L:仕切壁、210R:仕切壁、211L:仕切壁、211R:仕切壁、212L:前壁、212R:前壁、213L:シリンダ収容部、213R:シリンダ収容部、214L:ガイドレール、214R:ガイドレール、240:支持孔、300:モータ収容箱支持ブロック、310:モータ、310a:駆動軸、311:モータ収容箱、311a:モータ収容箱揺動軸、312:ボールねじ部、313:ナット部、313a:ボールねじ部挿通孔、313b:揺動部揺動軸、320a:連結ブロック、320b:連結ブロック、321:揺動アーム、321a:揺動軸固定孔、321b:回転軸挿通孔、322:揺動軸、500L:係合部、500R:係合部、501L:係合部、501R:係合部、502L:マンドレル収容凹部、502R:マンドレル収容凹部、510L:被ガイド部、510R:被ガイド部、511L:被ガイド部、511R:被ガイド部、512L:ブラケット、512R:ブラケット、513L:シリンダ支持ブロック、513R:シリンダ支持ブロック、514L:シリンダ支持ブロック、514R:シリンダ支持ブロック、515L:油圧シリンダ、515R:油圧シリンダ、516L:シリンダ本体、516R:シリンダ本体、517L:ピストンロッド、517R:ピストンロッド、518L:エンド部材、518R:エンド部材、520L:油圧シリンダ、520R:油圧シリンダ、521L:上方ガイドロール用アーム、521R:上方ガイドロール用アーム、522L:下方ガイドロール用アーム、522R:下方ガイドロール用アーム、523L:連結アーム、523R:連結アーム、524L:シリンダ揺動軸、524R:シリンダ揺動軸、525L:シリンダ揺動軸、525R:シリンダ揺動軸、526R:シリンダ本体、527R:ピストンロッド。
A1:下側部分、A2:圧接部分、C:間隔、S:スケール、S1:加熱工程、S2:荒地プレス工程、S3:圧延工程、S4:仕上げプレス工程、W1:ビレット、W2:ワーク、W20:開口、W21:開口、W3:中間第一製品、W4:中間第二製品。
Claims (4)
- 自身の軸周りに回転可能な単一のメインロールと、該メインロールの径方向外側に配置されリング状のワークが環装される複数のマンドレルと、を備えてなり、該メインロールと該マンドレルとの間隔を狭めることにより該ワークの径方向肉厚を薄くするローリングミル装置であって、
前記ワークの加工時において、複数の前記マンドレルは不動であり、
さらに、複数の該マンドレルの各々に対して、前記メインロールを近接させるメインロール移動装置を備えることを特徴とするローリングミル装置。 - 前記メインロールの回転軸および複数の前記マンドレルは、略水平方向に延在しており、
前記ワークの軸方向両端のうち、少なくとも一方は、外部に開放されている請求項1に記載のローリングミル装置。 - 前記メインロールの回転軸と複数の前記マンドレルとは、略水平方向に並んで配置されている請求項2に記載のローリングミル装置。
- 熱間鍛造に用いられる請求項1ないし請求項3のいずれかに記載のローリングミル装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008235441A JP5008626B2 (ja) | 2008-09-12 | 2008-09-12 | ローリングミル装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008235441A JP5008626B2 (ja) | 2008-09-12 | 2008-09-12 | ローリングミル装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064134A true JP2010064134A (ja) | 2010-03-25 |
| JP5008626B2 JP5008626B2 (ja) | 2012-08-22 |
Family
ID=42190179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008235441A Active JP5008626B2 (ja) | 2008-09-12 | 2008-09-12 | ローリングミル装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5008626B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012040587A (ja) * | 2010-08-19 | 2012-03-01 | Kurimoto Ltd | リングローリングミル |
| CN106540963A (zh) * | 2016-01-12 | 2017-03-29 | 成都成化机械制造有限公司 | 错位轧环工艺 |
| JP6927469B1 (ja) * | 2020-12-03 | 2021-09-01 | 株式会社コタニ | リングギヤとピニオンギヤの製造方法 |
| EP3885059A1 (en) | 2020-03-25 | 2021-09-29 | Zarmen FPA Sp. z o.o. | Method of and assembly for forming seamless rings by process of ring rolling |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5825834A (ja) * | 1981-07-31 | 1983-02-16 | Toyota Motor Corp | 熱間リングロ−リングミル装置 |
| JPH0225236A (ja) * | 1988-07-12 | 1990-01-26 | Ishikawajima Harima Heavy Ind Co Ltd | リング圧延機 |
| JPH11169988A (ja) * | 1997-12-09 | 1999-06-29 | Kanai Hiroaki | リング状素材のロール成形装置 |
-
2008
- 2008-09-12 JP JP2008235441A patent/JP5008626B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5825834A (ja) * | 1981-07-31 | 1983-02-16 | Toyota Motor Corp | 熱間リングロ−リングミル装置 |
| JPH0225236A (ja) * | 1988-07-12 | 1990-01-26 | Ishikawajima Harima Heavy Ind Co Ltd | リング圧延機 |
| JPH11169988A (ja) * | 1997-12-09 | 1999-06-29 | Kanai Hiroaki | リング状素材のロール成形装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012040587A (ja) * | 2010-08-19 | 2012-03-01 | Kurimoto Ltd | リングローリングミル |
| CN106540963A (zh) * | 2016-01-12 | 2017-03-29 | 成都成化机械制造有限公司 | 错位轧环工艺 |
| CN106540963B (zh) * | 2016-01-12 | 2018-03-20 | 成都成化机械制造有限公司 | 错位轧环工艺 |
| EP3885059A1 (en) | 2020-03-25 | 2021-09-29 | Zarmen FPA Sp. z o.o. | Method of and assembly for forming seamless rings by process of ring rolling |
| JP6927469B1 (ja) * | 2020-12-03 | 2021-09-01 | 株式会社コタニ | リングギヤとピニオンギヤの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5008626B2 (ja) | 2012-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5008626B2 (ja) | ローリングミル装置 | |
| JP7092679B2 (ja) | 工作機械及びマイクロファクトリ | |
| JP4169162B1 (ja) | ボールジョイントの製造装置および製造方法 | |
| JP3186426U (ja) | プレス機械 | |
| EP1974842A1 (en) | Floating chuck mechanism | |
| JP2013500164A (ja) | 直接駆動されるクランク機構を備えたプレス | |
| CN107107513B (zh) | 用于压机的压机驱动装置以及带有压机驱动装置的压机 | |
| US20050040775A1 (en) | Punch press | |
| JP2013052428A (ja) | プレス装置 | |
| JP7452486B2 (ja) | プレス加工方法及び機械装置の製造方法 | |
| JP7001401B2 (ja) | ローラヘミング装置 | |
| JP6215884B2 (ja) | 加工ユニットおよび加工装置 | |
| JP5239933B2 (ja) | 金属製リング状部品の製造方法 | |
| JP3464666B2 (ja) | パイプ材の凹み加工方法およびその装置 | |
| JP5545350B2 (ja) | 金属製部品の塑性加工装置 | |
| JP4637631B2 (ja) | クロージング加工方法及びクロージング加工機 | |
| JP2010184269A (ja) | 回転型塑性加工装置 | |
| JP2002059236A (ja) | 転造装置および転造加工方法 | |
| KR20180072197A (ko) | 차량 변속기용 부품의 스플라인 성형 장치 | |
| JP4149359B2 (ja) | 鍛造装置 | |
| JP2005329424A (ja) | ボトル缶製造装置 | |
| JP2008238218A (ja) | フォージングロール | |
| JP2014054644A (ja) | 中空材の転造加工方法 | |
| JP5161292B2 (ja) | フォージングロール | |
| JP7243254B2 (ja) | プーリの製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100617 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120522 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120529 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5008626 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |