JP2010058499A - 物品の表面装飾構造及びその加工方法 - Google Patents
物品の表面装飾構造及びその加工方法 Download PDFInfo
- Publication number
- JP2010058499A JP2010058499A JP2009174851A JP2009174851A JP2010058499A JP 2010058499 A JP2010058499 A JP 2010058499A JP 2009174851 A JP2009174851 A JP 2009174851A JP 2009174851 A JP2009174851 A JP 2009174851A JP 2010058499 A JP2010058499 A JP 2010058499A
- Authority
- JP
- Japan
- Prior art keywords
- coating layer
- metal coating
- base material
- decoration structure
- surface decoration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003672 processing method Methods 0.000 title description 5
- 239000000463 material Substances 0.000 claims abstract description 93
- 239000011247 coating layer Substances 0.000 claims abstract description 92
- 229910052751 metal Inorganic materials 0.000 claims abstract description 89
- 239000002184 metal Substances 0.000 claims abstract description 89
- 238000005034 decoration Methods 0.000 claims abstract description 50
- 239000002932 luster Substances 0.000 claims abstract description 42
- 239000000758 substrate Substances 0.000 claims abstract description 23
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 22
- 239000000057 synthetic resin Substances 0.000 claims abstract description 22
- 239000007769 metal material Substances 0.000 claims abstract description 17
- 229920005989 resin Polymers 0.000 claims description 36
- 239000011347 resin Substances 0.000 claims description 36
- 238000007747 plating Methods 0.000 claims description 22
- 230000000873 masking effect Effects 0.000 claims description 15
- 238000007733 ion plating Methods 0.000 claims description 14
- 239000003795 chemical substances by application Substances 0.000 claims description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 12
- 238000004544 sputter deposition Methods 0.000 claims description 12
- 239000000956 alloy Substances 0.000 claims description 11
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 10
- 238000005229 chemical vapour deposition Methods 0.000 claims description 10
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims description 10
- 238000005240 physical vapour deposition Methods 0.000 claims description 10
- 229920003023 plastic Polymers 0.000 claims description 10
- 239000004033 plastic Substances 0.000 claims description 9
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 8
- 229910045601 alloy Inorganic materials 0.000 claims description 8
- 239000010936 titanium Substances 0.000 claims description 8
- 229910052719 titanium Inorganic materials 0.000 claims description 8
- 238000001771 vacuum deposition Methods 0.000 claims description 8
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 7
- 229910052782 aluminium Inorganic materials 0.000 claims description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 7
- 239000011737 fluorine Substances 0.000 claims description 7
- 229910052731 fluorine Inorganic materials 0.000 claims description 7
- 229910052709 silver Inorganic materials 0.000 claims description 7
- 239000004332 silver Substances 0.000 claims description 7
- 238000007772 electroless plating Methods 0.000 claims description 6
- 239000010935 stainless steel Substances 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 6
- 229910001369 Brass Inorganic materials 0.000 claims description 5
- 229910000906 Bronze Inorganic materials 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 5
- 229910017755 Cu-Sn Inorganic materials 0.000 claims description 5
- 229910017827 Cu—Fe Inorganic materials 0.000 claims description 5
- 229910017927 Cu—Sn Inorganic materials 0.000 claims description 5
- 239000004593 Epoxy Substances 0.000 claims description 5
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 5
- 229910018487 Ni—Cr Inorganic materials 0.000 claims description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 claims description 5
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 claims description 5
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 5
- 239000010951 brass Substances 0.000 claims description 5
- 239000010974 bronze Substances 0.000 claims description 5
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 claims description 5
- 229910052804 chromium Inorganic materials 0.000 claims description 5
- 239000011651 chromium Substances 0.000 claims description 5
- 239000010941 cobalt Substances 0.000 claims description 5
- 229910017052 cobalt Inorganic materials 0.000 claims description 5
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 5
- 239000010949 copper Substances 0.000 claims description 5
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 238000006073 displacement reaction Methods 0.000 claims description 5
- 238000010894 electron beam technology Methods 0.000 claims description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 5
- 229910052737 gold Inorganic materials 0.000 claims description 5
- 239000010931 gold Substances 0.000 claims description 5
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 claims description 5
- 229920000592 inorganic polymer Polymers 0.000 claims description 5
- 238000007737 ion beam deposition Methods 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 5
- 239000011733 molybdenum Substances 0.000 claims description 5
- 229910052750 molybdenum Inorganic materials 0.000 claims description 5
- 229910052759 nickel Inorganic materials 0.000 claims description 5
- 229910052814 silicon oxide Inorganic materials 0.000 claims description 5
- 239000000126 substance Substances 0.000 claims description 5
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 claims description 5
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 claims description 5
- 229910052725 zinc Inorganic materials 0.000 claims description 5
- 239000011701 zinc Substances 0.000 claims description 5
- 238000007649 pad printing Methods 0.000 claims description 4
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims description 3
- 235000017491 Bambusa tulda Nutrition 0.000 claims description 3
- 241001330002 Bambuseae Species 0.000 claims description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 3
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 3
- 239000011425 bamboo Substances 0.000 claims description 3
- 238000007644 letterpress printing Methods 0.000 claims description 3
- 238000007645 offset printing Methods 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 238000007639 printing Methods 0.000 claims description 3
- 238000007650 screen-printing Methods 0.000 claims description 3
- 239000004575 stone Substances 0.000 claims description 3
- 239000002023 wood Substances 0.000 claims description 3
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 claims 1
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 238000013461 design Methods 0.000 abstract description 19
- 238000000034 method Methods 0.000 description 16
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- -1 polyethylene terephthalate Polymers 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 230000001678 irradiating effect Effects 0.000 description 5
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 4
- 229940081735 acetylcellulose Drugs 0.000 description 4
- 229920002301 cellulose acetate Polymers 0.000 description 4
- 238000007598 dipping method Methods 0.000 description 4
- 238000009713 electroplating Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229930182556 Polyacetal Natural products 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000012300 argon atmosphere Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 230000003449 preventive effect Effects 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000000859 sublimation Methods 0.000 description 2
- 230000008022 sublimation Effects 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 241000270708 Testudinidae Species 0.000 description 1
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical group ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- KOMIMHZRQFFCOR-UHFFFAOYSA-N [Ni].[Cu].[Zn] Chemical compound [Ni].[Cu].[Zn] KOMIMHZRQFFCOR-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 239000002738 chelating agent Substances 0.000 description 1
- KXZJHVJKXJLBKO-UHFFFAOYSA-N chembl1408157 Chemical compound N=1C2=CC=CC=C2C(C(=O)O)=CC=1C1=CC=C(O)C=C1 KXZJHVJKXJLBKO-UHFFFAOYSA-N 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 235000011118 potassium hydroxide Nutrition 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 235000011121 sodium hydroxide Nutrition 0.000 description 1
- UBOXGVDOUJQMTN-UHFFFAOYSA-N trichloroethylene Natural products ClCC(Cl)Cl UBOXGVDOUJQMTN-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images







Landscapes
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
- Adornments (AREA)
- Laser Beam Processing (AREA)
- Physical Vapour Deposition (AREA)
Abstract
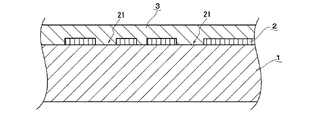
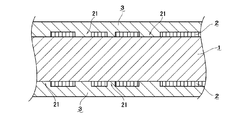
【解決手段】基材1の表面において、少なくとも金属光沢を有する金属材料が層着した金属被膜層2を形成する一方、この金属被膜層2の少なくとも一部には剥離部21を設け、この剥離部21において基材1の表面が露出して、当該基材1の外観と残存した金属被膜層2の金属光沢との相異により装飾模様を形成し、基材1および金属被膜層2がそれぞれ表出した状態で、これらの表面が透光性を有する合成樹脂材料からなるクリアコーティング層3によって被覆して、金属光沢による装飾模様の表面を保護する。
【選択図】図1
Description
この金属被膜層(2)の少なくとも一部には剥離部(21)を設け、この剥離部(21)において前記基材(1)の表面が露出して、当該基材(1)の外観と残存した金属被膜層(2)の金属光沢との相異により装飾模様(P)を形成し、
基材(1)および金属被膜層(2)がそれぞれ表出した状態で、これらの表面が透光性を有する合成樹脂材料からなるクリアコーティング層(3)によって被覆して、前記金属光沢による装飾模様(P)の表面を保護するという技術的手段を採用したことによって、物品の表面装飾構造を完成させた。
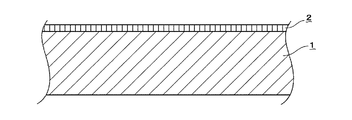
本発明の第1実施形態を図1から図4に基づいて説明する。図1中、符号(1)で指示するものは基材であり、また、符号(2)で指示するものは金属被膜層であり、この金属被膜層(2)は、少なくとも金属光沢を有する金属材料を前記基材(1)の表面に層着したものである。
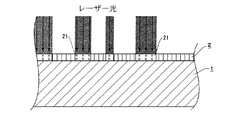
次に、本発明の第2実施形態を図5から図7に基づいて説明する。本実施形態は、第1実施形態を発展させたものであり、まず、基材(1)を透光性を有する透明または半透明のプラスチック材料にして、レーザー光を基材(1)の表面に照射するとともに、このレーザー光は、更に当該基材(1)を透過する(図5参照)。
次に、本発明の第3実施形態を図8から図10に基づいて説明する。本実施形態における金属被膜層(2)の剥離部(21)は以下のように形成する。まず、金属被膜層(2)の表面の少なくとも一部にマスキング剤(22)を付着してマスキング部を形成する(図8参照)。
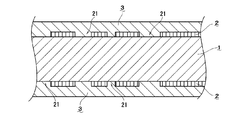
この金属被膜層(2)の少なくとも一部にはレーザー光を照射することにより剥離部(21)を設け、この剥離部(21)において前記基材(1)の表面が表裏面で対称形状に露出して、当該基材(1)の外観と残存した金属被膜層(2)の金属光沢との相異により装飾模様(P)を形成し、
基材(1)および金属被膜層(2)がそれぞれ表出した状態で、これらの表面が透光性を有する合成樹脂材料からなるクリアコーティング層(3)によって被覆して、前記金属光沢による装飾模様(P)の表面を保護するという技術的手段を採用したことによって、物品の表面装飾構造を完成させた。
Claims (9)
- 基材(1)の表面において、少なくとも金属光沢を有する金属材料が層着した金属被膜層2が形成されている一方、
この金属被膜層(2)の少なくとも一部には剥離部(21)が設けられており、この剥離部(21)において前記基材(1)の表面が露出して、当該基材(1)の外観と残存した金属被膜層(2)の金属光沢との相異により装飾模様(P)が形成されており、
基材(1)および金属被膜層(2)がそれぞれ表出した状態で、これらの表面が透光性を有する合成樹脂材料からなるクリアコーティング層(3)によって被覆されて、前記金属光沢による装飾模様(P)の表面が保護されていることを特徴とする物品の表面装飾構造。 - 金属被膜層(2)における剥離部(21)は、レーザー光が照射されることにより設けられていることを特徴とする請求項1記載の物品の表面装飾構造。
- 基材(1)が透光性を有する透明または半透明のプラスチック材料であって、照射したレーザー光が基材(1)を透過して、当該基材(1)の対向側表面にも対称形状の剥離部(21)が設けられて、装飾模様(P)が形成されていることを特徴とする請求項2記載の物品の表面装飾構造。
- 金属被膜層(2)における剥離部21が、金属被膜層(2)の表面の少なくとも一部にマスキング剤(22)を付着してマスキング部が形成される一方、非マスキング部における金属被膜層(2)が剥離されることにより設けられていることを特徴とする請求項1記載の物品の表面装飾構造。
- 金属被膜層(2)における剥離部(21)を設けるときに、パッド印刷、シルクスクリーン印刷、オフセット印刷、凸版印刷あるいは凹版印刷によりマスキング剤(22)が塗布されることを特徴とする請求項4記載の物品の表面装飾構造。
- 金属被膜層(2)が、電気メッキ、または、化学メッキ、置換メッキなどの無電解メッキ、または、真空蒸着、スパッタリング、イオンプレーティング、イオンビーム蒸着、物理蒸着(PVD)、化学蒸着(CVD)などの真空メッキ、または、溶融メッキの何れかによって形成されていることを特徴とする請求項1〜5の何れか一つに記載の物品の表面装飾構造。
- 基材(1)の使用材料が、プラスチック、金属、木、竹、べっ甲、石のうちの何れかであることを特徴とする請求項1、2、4〜6の何れか一つに記載の物品の表面装飾構造。
- 金属被膜層(2)の金属材料が、アルミニウム、チタン、モリブデン、亜鉛、コバルト、ニッケル、クロム、金、銀、銅、鉄などの金属、黄銅(Cu−Fe)、ステンレス(Fe−Ni−Cr)、青銅(Cu−Sn)などの合金、酸化珪素、酸化チタン、ITO(酸化インジウムスズ)、DLC(ダイヤモンドライクカーボン)、窒化チタン、炭化チタンのうちの何れかであることを特徴とする請求項1〜7の何れか一つに記載の物品の表面装飾構造。
- クリアコーティング層(3)の合成樹脂材料が、アクリル系、ポリエステル系、ウレタン系、ポリオレフィン系、フッ素系、エポキシ系、酢酸ビニル系、クロロプレン系などの有機樹脂、無機系ポリマーを配合した有機樹脂、紫外線硬化型樹脂、電子線硬化型樹脂などの無色透明樹脂であることを特徴とする請求項1〜8の何れか一つに記載の物品の表面装飾構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009174851A JP4465408B2 (ja) | 2009-07-28 | 2009-07-28 | 物品の表面装飾構造及びその加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009174851A JP4465408B2 (ja) | 2009-07-28 | 2009-07-28 | 物品の表面装飾構造及びその加工方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008002830U Continuation JP3143605U (ja) | 2008-05-01 | 2008-05-01 | 物品の表面装飾構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010058499A true JP2010058499A (ja) | 2010-03-18 |
| JP4465408B2 JP4465408B2 (ja) | 2010-05-19 |
Family
ID=42185846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009174851A Expired - Fee Related JP4465408B2 (ja) | 2009-07-28 | 2009-07-28 | 物品の表面装飾構造及びその加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4465408B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150024866A (ko) * | 2012-05-30 | 2015-03-09 | 오를리콘 트레이딩 아크티엔게젤샤프트, 트뤼프바흐 | 페인트 칠들 내에 포함된 pvd 코팅 |
| CN107215145A (zh) * | 2017-07-19 | 2017-09-29 | 河南梦祥纯银制品有限公司 | 一种银胎卡克图制作工艺 |
| CN108004505A (zh) * | 2017-12-26 | 2018-05-08 | 江苏蔚联机械股份有限公司 | 一种具有金属光泽的屏幕彩色装饰条及其制备方法 |
| CN110744957A (zh) * | 2018-07-24 | 2020-02-04 | 浙江弘晔包装材料有限公司 | 一种pe材质表面烫金专用烫印膜及其制作工艺 |
| JP7493012B2 (ja) | 2021-12-21 | 2024-05-30 | オメガ・エス アー | 基材上に被覆を堆積させるための方法および計時器用コンポーネントの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01241500A (ja) * | 1988-03-24 | 1989-09-26 | Mitsubishi Metal Corp | 貴金属複合成形体の製造法 |
| JPH07237400A (ja) * | 1994-02-25 | 1995-09-12 | Pentel Kk | 装飾体の製造方法 |
| JPH10513314A (ja) * | 1995-11-24 | 1998-12-15 | フィリップス エレクトロニクス ネムローゼ フェンノートシャップ | 金属層を非金属基板から選択的に除去する方法 |
| JP2002187398A (ja) * | 2000-12-20 | 2002-07-02 | Seiko Epson Corp | 表面処理方法および装飾品 |
| JP2006243158A (ja) * | 2005-03-01 | 2006-09-14 | Hitachi Cable Ltd | パターン溝の形成方法及びそれを用いたガラス導波路型光回路の製造方法 |
| JP2008073736A (ja) * | 2006-09-22 | 2008-04-03 | Toray Ind Inc | レーザー加工方法、およびバイオセンサ用電極の製造方法 |
-
2009
- 2009-07-28 JP JP2009174851A patent/JP4465408B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01241500A (ja) * | 1988-03-24 | 1989-09-26 | Mitsubishi Metal Corp | 貴金属複合成形体の製造法 |
| JPH07237400A (ja) * | 1994-02-25 | 1995-09-12 | Pentel Kk | 装飾体の製造方法 |
| JPH10513314A (ja) * | 1995-11-24 | 1998-12-15 | フィリップス エレクトロニクス ネムローゼ フェンノートシャップ | 金属層を非金属基板から選択的に除去する方法 |
| JP2002187398A (ja) * | 2000-12-20 | 2002-07-02 | Seiko Epson Corp | 表面処理方法および装飾品 |
| JP2006243158A (ja) * | 2005-03-01 | 2006-09-14 | Hitachi Cable Ltd | パターン溝の形成方法及びそれを用いたガラス導波路型光回路の製造方法 |
| JP2008073736A (ja) * | 2006-09-22 | 2008-04-03 | Toray Ind Inc | レーザー加工方法、およびバイオセンサ用電極の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150024866A (ko) * | 2012-05-30 | 2015-03-09 | 오를리콘 트레이딩 아크티엔게젤샤프트, 트뤼프바흐 | 페인트 칠들 내에 포함된 pvd 코팅 |
| KR102308278B1 (ko) * | 2012-05-30 | 2021-10-05 | 오를리콘 서피스 솔루션스 아크티엔게젤샤프트, 페피콘 | 페인트 칠들 내에 포함된 pvd 코팅 |
| CN107215145A (zh) * | 2017-07-19 | 2017-09-29 | 河南梦祥纯银制品有限公司 | 一种银胎卡克图制作工艺 |
| CN108004505A (zh) * | 2017-12-26 | 2018-05-08 | 江苏蔚联机械股份有限公司 | 一种具有金属光泽的屏幕彩色装饰条及其制备方法 |
| CN110744957A (zh) * | 2018-07-24 | 2020-02-04 | 浙江弘晔包装材料有限公司 | 一种pe材质表面烫金专用烫印膜及其制作工艺 |
| JP7493012B2 (ja) | 2021-12-21 | 2024-05-30 | オメガ・エス アー | 基材上に被覆を堆積させるための方法および計時器用コンポーネントの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4465408B2 (ja) | 2010-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3143605U (ja) | 物品の表面装飾構造 | |
| US9034488B2 (en) | Coated metallic products and methods for making the same | |
| US9949538B2 (en) | Multi-coated metallic products and methods of making the same | |
| JP3659354B1 (ja) | 装飾品、装飾品の製造方法および時計 | |
| JP3555660B1 (ja) | 装飾品、装飾品の製造方法および時計 | |
| JP4465408B2 (ja) | 物品の表面装飾構造及びその加工方法 | |
| KR20080094688A (ko) | 상대적으로 연성인 지지재와 상대적으로 강성인 장식층을 포함하는 물품, 및 그 제조 방법 | |
| JP7115614B2 (ja) | 時計用部品および時計 | |
| JP7238697B2 (ja) | 時計用部品および時計 | |
| JP7602616B2 (ja) | 黒色構成要素 | |
| JP6950473B2 (ja) | 時計用部品および時計 | |
| KR101317855B1 (ko) | 복합층을 갖는 인서트 사출 성형물 | |
| JP7196288B2 (ja) | 銀変色から保護された銀メッキ表面を含む基材およびそのような基材の製造方法 | |
| JP6950474B2 (ja) | 時計用部品および時計 | |
| JP3134340U (ja) | 物品の装飾コーティング構造 | |
| JP4718528B2 (ja) | 加飾方法並びに加飾非導通性素材 | |
| JP2008150660A (ja) | 装飾品の製造方法、装飾品および時計 | |
| JP2017207390A (ja) | 装飾品、装飾品の製造方法および時計 | |
| JP2004143577A (ja) | 装飾品の表面処理方法、装飾品および時計 | |
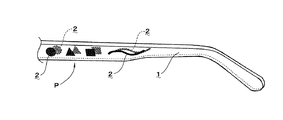
| JP3144446U (ja) | プラスチック眼鏡の装飾テンプル | |
| JP3117502U (ja) | 装飾具におけるゲルマニウム層の保護皮膜積層構造 | |
| JP2006212340A (ja) | 装飾品および時計 | |
| JP2005121962A (ja) | 表示板、及びその製造方法 | |
| JP2009226804A (ja) | 装飾品およびその製造方法 | |
| KR20090074293A (ko) | 은경막이 배면에 코팅처리된 핸드폰 부품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100126 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4465408 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140226 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |