JP2010052201A - 中空樹脂成形品の製造装置 - Google Patents
中空樹脂成形品の製造装置 Download PDFInfo
- Publication number
- JP2010052201A JP2010052201A JP2008217687A JP2008217687A JP2010052201A JP 2010052201 A JP2010052201 A JP 2010052201A JP 2008217687 A JP2008217687 A JP 2008217687A JP 2008217687 A JP2008217687 A JP 2008217687A JP 2010052201 A JP2010052201 A JP 2010052201A
- Authority
- JP
- Japan
- Prior art keywords
- filling
- die
- parison
- extrusion die
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 63
- 239000011347 resin Substances 0.000 title claims abstract description 63
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 62
- 238000001125 extrusion Methods 0.000 claims abstract description 116
- 230000007246 mechanism Effects 0.000 claims abstract description 106
- 230000009471 action Effects 0.000 claims abstract description 8
- 238000000465 moulding Methods 0.000 claims description 112
- 238000000071 blow moulding Methods 0.000 claims description 54
- 238000000926 separation method Methods 0.000 claims description 17
- 238000001514 detection method Methods 0.000 claims description 13
- 238000007664 blowing Methods 0.000 claims description 9
- 238000000034 method Methods 0.000 abstract description 14
- 230000008569 process Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 230000004308 accommodation Effects 0.000 description 4
- 239000000696 magnetic material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000000274 adsorptive effect Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
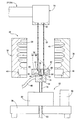
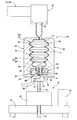
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
【選択図】図5
Description
22 押出機 24 成形機ヘッド
26 ブロー成形用型 30 ダイ間隙
32 パリソン 42 充填型
48 成形キャビティ 52 移動機構
54 ロック機構 62 筒部成形キャビティ
66 コントローラ 76 ボールねじ軸
80 モーターユニット 84 電磁石
Claims (7)
- 外方に開口する筒部が端部部位に設けられた中空樹脂成形品を製造する装置であって、
押出機と、
筒状のダイ間隙を有して、前記押出機の先端に取り付けられ、該ダイ間隙を通じて、筒状のパリソンを押し出す押出ダイと、
該押出ダイからの前記パリソンの押出方向前方側に、該パリソンの押出方向に対して直角な方向において互いに接近離隔可能に配置された複数の分割型を有し、それら複数の分割型同士の間で形成される成形キャビティ内に、該押出ダイから押し出される該パリソンが収容可能とされたブロー成形用型と、
目的とする前記中空樹脂成形品の前記筒部に対応した形状を呈する筒部形成キャビティを有して、前記ブロー成形用型の前記複数の分割型同士の間で、前記パリソンの押出方向と平行な方向に移動可能に配置され、前記押出ダイに当接して、該筒部形成キャビティを該押出ダイの前記ダイ間隙に連通せしめた状態下で、該押出ダイから押し出された前記パリソンの一部が、該筒部形成キャビティ内に充填されることにより、前記筒部を形成する充填型と、
該充填型と前記押出ダイのうちの少なくとも何れか一方に固定された、給電により生ぜしめられる電磁力に基づいて吸引作用を発揮する吸引手段を有し、該充填型と該押出ダイとの当接状態下で、該吸引手段への給電によって、それら充填型と押出ダイのうちの少なくとも何れか他方を、該吸引手段にて吸引することにより、該押出ダイから該充填型の前記筒部形成キャビティ内への前記パリソンの充填圧に抗して、該充填型と該押出ダイとの離間を阻止するように、該充填型と該押出ダイとの当接状態をロックする一方、該筒部形成キャビティ内へのパリソンの充填が完了せしめられた状態下で、該吸引手段への給電の停止によって、該吸引手段による吸引を解消することにより、該充填型と該押出ダイとの当接状態のロックを解除するロック機構と、
該ロック機構による前記充填型と前記押出ダイとの当接状態のロックの解除状態において、該充填型を、該押出ダイとの当接位置から、該押出ダイより離間する、予め設定された離間位置にまで、該押出ダイからの該パリソンの押出速度と同期して、移動させる移動機構と、
前記ブロー成形用型の前記成形キャビティ内に収容された前記パリソンの内部に圧力気体を吹き込んで、膨張させることにより、前記中空樹脂成形品の前記筒部を除く部分をブロー成形する気体吹込出手段と、
を含んで構成したことを特徴とする中空樹脂成形品の製造装置。 - 前記充填型の前記筒部形成キャビティ内への前記パリソンの満充填時に、該パリソンの充填圧に基づいて、該充填型と前記押出ダイとの間に、それらを離間させる方向に加えられる作用力の大きさよりも大きく、且つ該充填型の該筒部形成キャビティ内への該パリソンの過充填時に、該パリソンの充填圧に基づいて、該充填型と前記押出ダイとの間に、それらを離間させる方向に加えられる作用力の大きさよりも小さくなるように、前記ロック機構の前記吸引手段の吸引力の大きさが設定されている請求項1に記載の中空樹脂成形品の製造装置。
- 前記充填型に対して、該充填型の前記押出ダイとの当接面において開口する凹所が設けられて、前記ロック機構の前記吸引手段が、該凹所内に収容された状態で、該充填型に固定され、該充填型と該押出ダイとの当接状態下で、該吸引手段への給電により、該押出ダイの該充填型に対する当接面が、該吸引手段にて吸引されることによって、該充填型と該押出ダイとの当接状態がロックされるようになっている請求項1又は請求項2に記載の中空樹脂成形品の製造装置。
- 前記吸引手段が、電磁石である請求項1乃至請求項3のうちの何れか1項に記載の中空樹脂成形品の製造装置。
- 前記押出ダイが、前記ダイ間隙を下方に向かって開口させて、前記パリソンを該ダイ間隙から下方に押し出すように配置される一方、前記ブロー成形用型の前記複数の分割型が、該押出ダイの下方に、水平方向において互いに接近離隔可能に配置され、更に、前記充填型に対して、前記筒部形成キャビティが、上方向かって開口するように設けられると共に、前記移動機構が、前記ロック機構による該充填型と該押出ダイとの当接状態のロックの解除状態下で、該充填型を、該押出ダイとの当接位置から、該ブロー成形用型の下端側となる前記予め設定された離間位置にまで、下降させるように構成されている請求項1乃至請求項4のうちの何れか1項に記載の中空樹脂成形品の製造装置。
- 前記充填型の前記筒部形成キャビティ内への前記パリソンの充填完了を検出する第一の検出手段と、該第一の検出手段による該筒部形成キャビティ内への該パリソンの充填完了の検出に基づいて、前記ロック機構の前記吸引手段への給電を停止して、該ロック機構による該充填型と前記押出ダイとの当接状態のロックを解除するように、該ロック機構の作動を制御すると共に、前記移動機構による前記充填型の移動を開始するように、該移動機構の作動を制御する第一の制御手段とが、更に設けられている請求項1乃至請求項5のうちの何れか1項に記載の中空樹脂成形品の製造装置。
- 前記充填型が、前記移動機構による移動により、前記予め設定された離間位置に到達したときに、それを検出する第二の検出手段と、該第二の検出手段による該充填型の該予め設定された離間位置への到達の検出に基づいて、該移動機構による該充填型の移動を停止するように、該移動機構の作動を制御すると共に、前記押出機の内部に設けられるスクリュの回転を停止して、前記押出ダイからの前記パリソンの押出しを停止させるように、該押出機の作動を制御する第二の制御手段とが、更に設けられている請求項1乃至請求項6のうちの何れか1項に記載の中空樹脂成形品の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217687A JP5207881B2 (ja) | 2008-08-27 | 2008-08-27 | 中空樹脂成形品の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217687A JP5207881B2 (ja) | 2008-08-27 | 2008-08-27 | 中空樹脂成形品の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052201A true JP2010052201A (ja) | 2010-03-11 |
| JP5207881B2 JP5207881B2 (ja) | 2013-06-12 |
Family
ID=42068649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008217687A Expired - Fee Related JP5207881B2 (ja) | 2008-08-27 | 2008-08-27 | 中空樹脂成形品の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5207881B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010103894A1 (ja) | 2009-03-13 | 2010-09-16 | ミズ株式会社 | 水素含有生体適用液の製造方法及び製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5582631A (en) * | 1978-12-16 | 1980-06-21 | Atsutoshi Wakabayashi | Rubber forming mold |
| JPH06174093A (ja) * | 1992-06-29 | 1994-06-21 | Kyoraku Co Ltd | プラスチック製カバーブーツの製造方法 |
| JPH09267333A (ja) * | 1996-04-02 | 1997-10-14 | Japan Steel Works Ltd:The | 型締方法およびその装置 |
| JP2000037756A (ja) * | 1998-07-23 | 2000-02-08 | Fujitsu Ten Ltd | パーティングロック機構 |
-
2008
- 2008-08-27 JP JP2008217687A patent/JP5207881B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5582631A (en) * | 1978-12-16 | 1980-06-21 | Atsutoshi Wakabayashi | Rubber forming mold |
| JPH06174093A (ja) * | 1992-06-29 | 1994-06-21 | Kyoraku Co Ltd | プラスチック製カバーブーツの製造方法 |
| JPH09267333A (ja) * | 1996-04-02 | 1997-10-14 | Japan Steel Works Ltd:The | 型締方法およびその装置 |
| JP2000037756A (ja) * | 1998-07-23 | 2000-02-08 | Fujitsu Ten Ltd | パーティングロック機構 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010103894A1 (ja) | 2009-03-13 | 2010-09-16 | ミズ株式会社 | 水素含有生体適用液の製造方法及び製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5207881B2 (ja) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8002539B2 (en) | Injection stretch blow molding system with rotating and linear conveying functions | |
| US7713603B2 (en) | Molded article method, and apparatus for providing an undercut molding feature in a mold tool | |
| US8632334B2 (en) | Apparatus for blow molding | |
| JP5717731B2 (ja) | 熱可塑性材料から物品を製造する方法 | |
| TWI584936B (zh) | 製造容器的裝置 | |
| BRPI0712151B1 (pt) | Processo para a produção de corpos vazados de material termoplástico através de moldagem por sopro via extrusão | |
| CN1590074A (zh) | 用于拉伸吹塑成型的具有组合模的模具装置 | |
| CN107921663B (zh) | 预成型件,制作该预成型件的模具堆叠,以及操纵该预成型件的预成型件操纵设备 | |
| JP3675864B2 (ja) | ブロー成形方法及び装置 | |
| US10022904B2 (en) | Blow molding process and apparatus | |
| JP5207881B2 (ja) | 中空樹脂成形品の製造装置 | |
| JP4733370B2 (ja) | ブロー成形方法及び装置 | |
| CN104002466B (zh) | 吹塑模制过程和设备 | |
| JP5171415B2 (ja) | 中空樹脂成形品の製造装置 | |
| CN107645982A (zh) | 用于通过塑料吹塑生产具有凸缘的大体积容器的方法和装置 | |
| JP4283181B2 (ja) | 吹込成形方法 | |
| WO2018216361A1 (ja) | 型締機、それを備えた中空成形機、及び中空成形品の製造方法 | |
| WO2007127223A2 (en) | Method and system for making multi-layer preform | |
| JP6640208B2 (ja) | ピンチ線のないライナーを製造するための方法および装置 | |
| CA2808228C (en) | Systems for purging polyethylene terephthalate from an extrusion blow molding apparatus | |
| US9469064B2 (en) | Side blowing molding apparatus and method | |
| CN119283340B (zh) | 一种汽车滤清器吹塑加工机构及其控制方法 | |
| TWI759549B (zh) | 用於製備複合壓力容器的襯裡的方法及設備 | |
| WO2020153436A1 (ja) | ダイリップ開閉装置及び成形体の製造方法 | |
| CN101157271A (zh) | 用于形成吹塑模制物品的动力装置和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5207881 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |